Вам также может понравиться
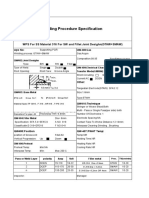
- Welding Procedure Specification: WPS For SS Material 316 For SW and Fillet Joint Desighn (GTAW+SMAW)Документ1 страницаWelding Procedure Specification: WPS For SS Material 316 For SW and Fillet Joint Desighn (GTAW+SMAW)Lipika GayenОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Basic Guide To WeldingДокумент7 страницBasic Guide To WeldingJaveed A. KhanОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Lab Manual - BWPДокумент23 страницыLab Manual - BWPAneesh KumarОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Weld CalculatorДокумент6 страницWeld Calculatorshahid khanОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Kenna MetalДокумент24 страницыKenna MetalJ Ferreyra LibanoОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- MoldDie enДокумент28 страницMoldDie enM. AguiarОценок пока нет
- Welding: Asif Hussain Assistant Professor UMT Lahore PakistanДокумент20 страницWelding: Asif Hussain Assistant Professor UMT Lahore PakistanNawaz RafiqueОценок пока нет
- Sample Bolt CalculationДокумент8 страницSample Bolt CalculationEdmond ChowОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Welding Inspection Terms Definitions SymbolsДокумент73 страницыWelding Inspection Terms Definitions Symbolsrusf123100% (4)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Task 1: - ToleranceДокумент10 страницTask 1: - Tolerancejuan2700Оценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- 13-4 Plastic Molded PartsДокумент10 страниц13-4 Plastic Molded PartshappyshamuОценок пока нет
- WQT - WPS 02Документ33 страницыWQT - WPS 02Gururaj P KundapurОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Sand CatingДокумент4 страницыSand CatingralbarakahОценок пока нет
- Zaptivni Elementi PDFДокумент100 страницZaptivni Elementi PDFBranko Dimitric Dime100% (1)
- Mig WeldingДокумент70 страницMig WeldingAhmed100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Study Questions-Manuf. Proc.Документ5 страницStudy Questions-Manuf. Proc.Barış GünaydınОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Cycle Time Study Sheet: 14.61 7.12 Baratsuki: 249.29 242.17Документ1 страницаCycle Time Study Sheet: 14.61 7.12 Baratsuki: 249.29 242.17Frank RojasОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Welding Handbook Aws - Google SearchДокумент2 страницыWelding Handbook Aws - Google SearchRoni LksОценок пока нет
- Manual Injection MoldingДокумент5 страницManual Injection MoldingM. AhmadОценок пока нет
- Katalog 2010 GB Abt 2Документ166 страницKatalog 2010 GB Abt 2Pociovalisteanu IonelaОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- MECH Friction Stir WeldingДокумент26 страницMECH Friction Stir WeldingTharun Cyrus100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- Man Machine Chart For ADM and WSДокумент15 страницMan Machine Chart For ADM and WSRohan ViswanathОценок пока нет
- Welding WorkbookДокумент1 страницаWelding WorkbookChris NenovОценок пока нет
- Casting DefectsДокумент39 страницCasting DefectsAnup Tigga100% (3)
- CastingДокумент10 страницCastingAkshay GargОценок пока нет
- Aluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Документ1 страницаAluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Amin ThabetОценок пока нет
- Application of Plasma MIG Hybrid Welding To Dissimilar Joints Between Copper and SteelДокумент6 страницApplication of Plasma MIG Hybrid Welding To Dissimilar Joints Between Copper and SteelKaushik SenguptaОценок пока нет
- Project Report FOR Casting Iron & Copper: PromoterДокумент11 страницProject Report FOR Casting Iron & Copper: PromoterdjchiragОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Aws D1.1 2000 PDFДокумент470 страницAws D1.1 2000 PDFOscar AbudОценок пока нет
- Welding Traceability Record 1Документ1 страницаWelding Traceability Record 1Alfian Imaduddin100% (1)