Вам также может понравиться
- Calidad Competitividad ProductividadДокумент13 страницCalidad Competitividad ProductividadJesus IzaguirreОценок пока нет
- Programacion de PIC en CДокумент79 страницProgramacion de PIC en CJhank SierraОценок пока нет
- Guia League of LegendsДокумент100 страницGuia League of LegendsSusan Hughes100% (4)
- Modem Digital. Bianjie DiapositivaspptxДокумент2 страницыModem Digital. Bianjie DiapositivaspptxbianjieОценок пока нет
- Imd F 002 A Material AceptadoДокумент1 страницаImd F 002 A Material AceptadobianjieОценок пока нет
- Profit Plus Nomina Permite Manejar Los ContratosДокумент1 страницаProfit Plus Nomina Permite Manejar Los ContratosbianjieОценок пока нет
- Fact LineДокумент13 страницFact LinebianjieОценок пока нет
- CLASE I RSC FINAL TotalДокумент32 страницыCLASE I RSC FINAL TotalbianjieОценок пока нет
- Ebook Gratuito Jugos y Batidos FB PDFДокумент18 страницEbook Gratuito Jugos y Batidos FB PDFLuis Alberto Flores Neciosup100% (1)
- Modelos PropagacionДокумент26 страницModelos PropagacionbianjieОценок пока нет
- IMD-F-005 Consolidado General de Materiales.xДокумент9 страницIMD-F-005 Consolidado General de Materiales.xbianjieОценок пока нет
- Guia de Control y Evaluacion de ProyectosДокумент11 страницGuia de Control y Evaluacion de ProyectosbianjieОценок пока нет
- 1.1 Curriculum 2009Документ1 страница1.1 Curriculum 2009bianjieОценок пока нет
- Certificado de Calidad Imd-F-049Документ1 страницаCertificado de Calidad Imd-F-049bianjieОценок пока нет
- Imd-f-048-A Orden de Servicio de TransporteДокумент1 страницаImd-f-048-A Orden de Servicio de Transportebianjie0% (1)
- Cordwainer Smith y la búsqueda de la verdadera humanidadДокумент25 страницCordwainer Smith y la búsqueda de la verdadera humanidadbianjieОценок пока нет
- Formato de entrada de enfriadores IMD-F-058Документ1 страницаFormato de entrada de enfriadores IMD-F-058bianjieОценок пока нет
- Imd - F - 039 Carnet MaquinaДокумент5 страницImd - F - 039 Carnet MaquinabianjieОценок пока нет
- EL ABECÉ Del Petróleo y Del GasДокумент180 страницEL ABECÉ Del Petróleo y Del Gasana_dcz7154100% (2)
- Conclusiones y RecomendacionesДокумент4 страницыConclusiones y RecomendacionesbianjieОценок пока нет
- 1.3 Cronogramas de Actividades Key2Документ2 страницы1.3 Cronogramas de Actividades Key2bianjieОценок пока нет
- Formato de Reporte de Insp en Laminas de Pisos de Tanques Con Camara de Vacio Imd-F-054Документ1 страницаFormato de Reporte de Insp en Laminas de Pisos de Tanques Con Camara de Vacio Imd-F-054bianjie100% (1)
- Bombeo MecanicoДокумент57 страницBombeo MecanicobianjieОценок пока нет
- Arthur Robert - El Fin de La Evolucion (RTF)Документ13 страницArthur Robert - El Fin de La Evolucion (RTF)bianjieОценок пока нет
- Plano de PlantaДокумент2 страницыPlano de PlantabianjieОценок пока нет
- Calidad Competitividad ProductividadДокумент13 страницCalidad Competitividad ProductividadJesus IzaguirreОценок пока нет
- Fresa DoraДокумент20 страницFresa DorabianjieОценок пока нет
- Lista de ImperdiblesДокумент1 страницаLista de ImperdiblesbianjieОценок пока нет
- Lista de ImperdiblesДокумент1 страницаLista de ImperdiblesbianjieОценок пока нет
- Psicología de La Familia 9008Документ5 страницPsicología de La Familia 9008Lorenzo Ampuero A.Оценок пока нет
- 1020146139Документ341 страница1020146139MatrixDVRОценок пока нет
- Acu Skate ParckДокумент5 страницAcu Skate ParckRAUL ALBERTO AGUIRRE PAUCARОценок пока нет
- Guia Actividades EmpresarialesДокумент2 страницыGuia Actividades EmpresarialesAlfredo GarciaОценок пока нет
- Taller Virus Informático Grado 10 y 11Документ10 страницTaller Virus Informático Grado 10 y 11maurobepcОценок пока нет
- Informe Sara ChavezДокумент31 страницаInforme Sara ChavezHARDYY BRIAN MÁLAGA BUSTINZAОценок пока нет
- Manual para La Elaboración Del Proyecto Socio TecnológicoДокумент12 страницManual para La Elaboración Del Proyecto Socio TecnológicoCarlos DpzОценок пока нет
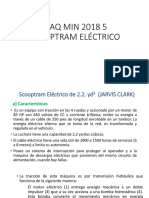
- Scooptram eléctrico 2.2 yd3Документ8 страницScooptram eléctrico 2.2 yd3Pamela Quispe CordovaОценок пока нет
- Ancho de Banda de Un Amplificador Con Transistor BipolarДокумент5 страницAncho de Banda de Un Amplificador Con Transistor BipolarMafemoreno9407Оценок пока нет
- El lenguaje humano: comunicación, evolución y desarrolloДокумент21 страницаEl lenguaje humano: comunicación, evolución y desarrolloponceroqueОценок пока нет
- Tópicos Cavas Cuartos 2018Документ26 страницTópicos Cavas Cuartos 2018Jesus BolivarОценок пока нет
- Historia de La PsicologíaДокумент8 страницHistoria de La Psicologíayolanda montesinosОценок пока нет
- Campana lineal CK601IX-A EAN 6948549365614 características filtros ledДокумент1 страницаCampana lineal CK601IX-A EAN 6948549365614 características filtros ledJosse Maykol Mundaca VasquezОценок пока нет
- Certificado Cajas y Conduletas Csr-Cer945299Документ1 страницаCertificado Cajas y Conduletas Csr-Cer945299paula andrea raveles salcedoОценок пока нет
- HidrantesДокумент6 страницHidrantesJose Luis VeraОценок пока нет
- CorreoДокумент4 страницыCorreoAlejo CalahorranoОценок пока нет
- Formato Informe Final Pisip (Hacer Hasta El Lunes) (1) NuevoДокумент12 страницFormato Informe Final Pisip (Hacer Hasta El Lunes) (1) NuevoPamelaLizethFloresMejia0% (1)
- TobiДокумент21 страницаTobiAna Teresa Melendez Melendez100% (1)
- Extractor de Camisetas Hibrahulico para Motores CatДокумент72 страницыExtractor de Camisetas Hibrahulico para Motores CatSharpey BaltazarОценок пока нет
- Acta de Evaluacion CurricularДокумент2 страницыActa de Evaluacion CurricularAntichu Codilloclla CodillocllaОценок пока нет
- Prueba 1 Me FluidosДокумент10 страницPrueba 1 Me FluidosFrancisco Alejandro Quinteros CarcamoОценок пока нет
- Descripcion Cualitativa Alicorp - 2017Документ28 страницDescripcion Cualitativa Alicorp - 2017Meli GutiérrezОценок пока нет
- Proyecto SocialДокумент23 страницыProyecto SocialWilson Andres VARGAS DIAZОценок пока нет
- 42 Materiales FotosensiblesДокумент14 страниц42 Materiales Fotosensibleselizabeth gordilloОценок пока нет
- Patron Amigurumi gratuito-GatoIA-ESpДокумент24 страницыPatron Amigurumi gratuito-GatoIA-ESpMaria Eva Perez100% (6)
- Pinball VirtualДокумент102 страницыPinball Virtualjaviwiwi100% (2)
- Influencia de La Propiedades Del Suelo en El Diseño de CimentacionesДокумент27 страницInfluencia de La Propiedades Del Suelo en El Diseño de CimentacionesMiguel DEspОценок пока нет
- Lamina Galvanizada TerniumДокумент3 страницыLamina Galvanizada TerniumHernan ManuezОценок пока нет
- Tipos de CompresoresДокумент11 страницTipos de CompresoresDaniela Bustos100% (1)
- RecuperarJPGdañadosДокумент6 страницRecuperarJPGdañadosparapentemoaОценок пока нет