Вам также может понравиться
- Comandos Quanticos - InstrucoesДокумент26 страницComandos Quanticos - InstrucoesAmora.is92% (135)
- Manual CardioLight REV017Документ52 страницыManual CardioLight REV017Joab Plessim de Abreu100% (1)
- Pajero tr4 08 09 11aДокумент42 страницыPajero tr4 08 09 11aTiago Ricardo ZattiОценок пока нет
- Estática Dos FluidosДокумент41 страницаEstática Dos FluidosEngenharia Civil UningáОценок пока нет
- Motor CursorДокумент72 страницыMotor CursorAlex Rosa100% (4)
- Questões de Tratamentos TérmicosДокумент26 страницQuestões de Tratamentos TérmicosToninho Porpino100% (11)
- CargaTirmica Equipamentos Escritsrios0001Документ3 страницыCargaTirmica Equipamentos Escritsrios0001emelzuilОценок пока нет
- Prod AcoДокумент1 страницаProd AcoemelzuilОценок пока нет
- Caldeira RiaДокумент15 страницCaldeira RiaemelzuilОценок пока нет
- Prod AcoДокумент1 страницаProd AcoemelzuilОценок пока нет
- 02 - Materiais PROPRIEDADESДокумент12 страниц02 - Materiais PROPRIEDADESLino Alves InácioОценок пока нет
- Fórmula de Entroncamento OblíquoДокумент4 страницыFórmula de Entroncamento OblíquoemelzuilОценок пока нет
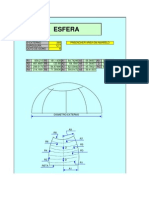
- Fórmula Do Tampo Esférico e ElípticoДокумент3 страницыFórmula Do Tampo Esférico e ElípticoemelzuilОценок пока нет
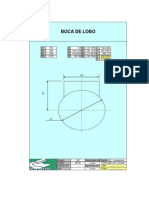
- Fórmula Da Boca de LoboДокумент3 страницыFórmula Da Boca de LoboemelzuilОценок пока нет
- Materiais CompósitosДокумент8 страницMateriais CompósitosemelzuilОценок пока нет
- NIT-Diois-19 - REV.23Документ52 страницыNIT-Diois-19 - REV.23HUDSONОценок пока нет
- Inox 410DДокумент2 страницыInox 410DTiago Nascimento0% (1)
- 2019 - Encac - ArtigoДокумент10 страниц2019 - Encac - ArtigoAnna CarolinaОценок пока нет
- APR de HospitalДокумент3 страницыAPR de HospitalIvani LopesОценок пока нет
- Aula 03 - Conversão de Energia EletromecânicaДокумент23 страницыAula 03 - Conversão de Energia EletromecânicaRafael Scorfi GattoОценок пока нет
- Catalogo OrbiДокумент14 страницCatalogo OrbiJair JúniorОценок пока нет
- 05 Sistema IgnicaoДокумент41 страница05 Sistema IgnicaoEduardo CordeiroОценок пока нет
- Potência ElétricaДокумент31 страницаPotência Elétricabruno lima100% (1)
- Aula 07 - Efeitos Da Corrente Elétrica No Corpo Humano - Choque ElétricoДокумент4 страницыAula 07 - Efeitos Da Corrente Elétrica No Corpo Humano - Choque ElétricoRingo silverОценок пока нет
- Serviços e Peças Manutenção PMPK - WA200-6 - Versão 04 - 20 Nov 17Документ1 страницаServiços e Peças Manutenção PMPK - WA200-6 - Versão 04 - 20 Nov 17Luis Eduardo Baccarin Matje100% (1)
- DT 11 TransformadoresДокумент218 страницDT 11 TransformadoresAdriano Mazotti100% (3)
- Relatório - Determinação Da Atividade Da Peroxidase - Bioquímica de AlimentosДокумент5 страницRelatório - Determinação Da Atividade Da Peroxidase - Bioquímica de Alimentosrpv12Оценок пока нет
- Check List Pos Manutencao 1Документ12 страницCheck List Pos Manutencao 1fnahas_bh100% (2)
- Apoio 002 - Introducao A PneumaticaДокумент20 страницApoio 002 - Introducao A PneumaticaAlfredo MavungoОценок пока нет
- Anexo Formulário de Solicitação de Acesso A MicrogeraçãoДокумент1 страницаAnexo Formulário de Solicitação de Acesso A MicrogeraçãochristianoОценок пока нет
- TCC - CanaДокумент20 страницTCC - Canaelzhy.marinhoОценок пока нет
- Livro U1 PDFДокумент58 страницLivro U1 PDFamauri bernardoОценок пока нет
- Retificador Meia Onda 2Документ3 страницыRetificador Meia Onda 2Natan Risso100% (1)
- Manaual de Ligação Bobina de IgniçãoДокумент2 страницыManaual de Ligação Bobina de IgniçãoHélio Mandeco100% (1)
- Catalogo Tecnico CompletoДокумент71 страницаCatalogo Tecnico Completoafpereira100% (1)
- Chuvas ÁcidasДокумент37 страницChuvas ÁcidasAna Paula PereiraОценок пока нет
- VW MAN Gerenc. Eletr. 370Документ97 страницVW MAN Gerenc. Eletr. 370ViniОценок пока нет
- IE - Projeto 2 Projeto Eletrico Livro AnicetoДокумент98 страницIE - Projeto 2 Projeto Eletrico Livro AnicetoGustavo VilelaОценок пока нет
- TESTE de GEOGRAFIA 8º ANO Agricultura e EnergiaДокумент7 страницTESTE de GEOGRAFIA 8º ANO Agricultura e EnergiaCarla Carvalho50% (4)