Вам также может понравиться
- Fit and Tolerance PDFДокумент15 страницFit and Tolerance PDFLevi J SandyОценок пока нет
- Fasteners For Sandwich Struture CatalogДокумент69 страницFasteners For Sandwich Struture CatalogTDОценок пока нет
- Fixed FastenersДокумент5 страницFixed FastenersPritam PolekarОценок пока нет
- Geometric Tolerances and DimensionsДокумент40 страницGeometric Tolerances and Dimensionsprof_panneerОценок пока нет
- Advanced Mechanical Drafting Position Tolerance ZonesДокумент14 страницAdvanced Mechanical Drafting Position Tolerance ZonesdramiltОценок пока нет
- 10 Quality Function DeploymentДокумент33 страницы10 Quality Function DeploymentRian JanuarsyahОценок пока нет
- Polywin Industries-PTC Global Support Renewal ProposalДокумент3 страницыPolywin Industries-PTC Global Support Renewal ProposalrajeshОценок пока нет
- GM 1927-16b Injection Molding Process AuditДокумент6 страницGM 1927-16b Injection Molding Process AuditfernandoОценок пока нет
- Official Ied 1Документ3 страницыOfficial Ied 1api-551027316Оценок пока нет
- 4Документ11 страниц4api-442192098Оценок пока нет
- 1 2 11 P Gliderdesign2Документ5 страниц1 2 11 P Gliderdesign2api-325609547Оценок пока нет
- Organization: Document: Project Name: Project Phase: Name Company Department Position Location On/offДокумент4 страницыOrganization: Document: Project Name: Project Phase: Name Company Department Position Location On/offJuan Camilo Ferrer VelandiaОценок пока нет
- Scrum Quiz - FinalДокумент8 страницScrum Quiz - FinalSangram PandaОценок пока нет
- House of Quality Examples Guide Featuring Rock-Climbing Harness AnalysisДокумент9 страницHouse of Quality Examples Guide Featuring Rock-Climbing Harness AnalysisKresna NoviardityaОценок пока нет
- NHLANHLA NGCOBO DroneTech Engineering Organization ChartДокумент1 страницаNHLANHLA NGCOBO DroneTech Engineering Organization ChartNHLANHLA TREVOR NGCOBOОценок пока нет
- Risk Management PlanДокумент3 страницыRisk Management PlanVikram ParmarОценок пока нет
- Floating Fasteners Applications & CalculationsДокумент12 страницFloating Fasteners Applications & Calculationsvasanth_paul8508Оценок пока нет
- PMI-001 practice test questions answersДокумент5 страницPMI-001 practice test questions answersNainaSiingh100% (1)
- Activity Template Escalation EmailДокумент4 страницыActivity Template Escalation EmailAnkur PujariОценок пока нет
- Faustino Moran Stakeholder-Register-Template Wilmont PharmacyДокумент4 страницыFaustino Moran Stakeholder-Register-Template Wilmont PharmacyFaustino Morán B100% (1)
- Selecting Elements for Nearly Incompressible MaterialsДокумент5 страницSelecting Elements for Nearly Incompressible Materialsdis4sitesОценок пока нет
- True Position-Use Datums - InfoДокумент3 страницыTrue Position-Use Datums - InfoErardo Mejia0% (1)
- Sample Gantt Chart: Task Target Resource Activity by Weeks From The Start of The ProjectДокумент1 страницаSample Gantt Chart: Task Target Resource Activity by Weeks From The Start of The ProjectNaeem GulОценок пока нет
- Activity Template - RACI Chart - Phase 2Документ2 страницыActivity Template - RACI Chart - Phase 2Md Anamul HasanОценок пока нет
- Wilmont's Pharmacy Organization Chart.Документ2 страницыWilmont's Pharmacy Organization Chart.RANA HAMIDОценок пока нет
- Customer Needs Kano Garvin & QFDДокумент42 страницыCustomer Needs Kano Garvin & QFDmadhubooradaОценок пока нет
- Project Scope Statement: Project: Wilmont's Pharmacy CaseДокумент2 страницыProject Scope Statement: Project: Wilmont's Pharmacy CaseFair SegsОценок пока нет
- Introduction To Project Management PGPM - Excel Academy: Dr. SN NagendraДокумент38 страницIntroduction To Project Management PGPM - Excel Academy: Dr. SN Nagendraanon_821901807Оценок пока нет
- O-Chart Wilmont PDFДокумент1 страницаO-Chart Wilmont PDFMohammed ShebinОценок пока нет
- Position Measurement On Machine ToolsДокумент13 страницPosition Measurement On Machine ToolsAriel GermainОценок пока нет
- Analyze docs to uncover project tasksДокумент53 страницыAnalyze docs to uncover project tasksMartinAlexisGonzálezVidalОценок пока нет
- Strategic Management Final Capstone Project: e-Types CaseДокумент8 страницStrategic Management Final Capstone Project: e-Types CaseahmedmeselhyОценок пока нет
- Past PapersДокумент6 страницPast PapersFucess Talent Hunt100% (1)
- Practice Quiz - Using Probability Distributions - CourseraДокумент10 страницPractice Quiz - Using Probability Distributions - CourseranguyenvandongОценок пока нет
- RJS Penny Fab ModelДокумент92 страницыRJS Penny Fab ModelRam Janm SinghОценок пока нет
- Dronetech Engineering Organization Chart PDFДокумент2 страницыDronetech Engineering Organization Chart PDFrahmadОценок пока нет
- Tolerancing GuidelinesДокумент14 страницTolerancing GuidelinesDhatchina Moorthy100% (1)
- RT ETR-001 Rev D Engineer Test Request FormДокумент1 страницаRT ETR-001 Rev D Engineer Test Request FormVijay RajaindranОценок пока нет
- WILMONTДокумент7 страницWILMONThadiОценок пока нет
- DFMA OverviewДокумент75 страницDFMA Overviewanwar anwaryОценок пока нет
- Practice Problems In, R and ChartsДокумент2 страницыPractice Problems In, R and ChartsChand Patel100% (1)
- Implementation of Functional Analysis Using Value Analysis Value Engineering (Vave) On Car Outside HandleДокумент6 страницImplementation of Functional Analysis Using Value Analysis Value Engineering (Vave) On Car Outside HandleEditor IJTSRDОценок пока нет
- Improving Product Development With Value EngineeringДокумент11 страницImproving Product Development With Value EngineeringsnilkanthОценок пока нет
- Curriculum Guide Creo Elements Direct 18-1Документ37 страницCurriculum Guide Creo Elements Direct 18-1Larisa LoredanaОценок пока нет
- Dronetrech Project Organization Chart: Kevin WilkinsonДокумент2 страницыDronetrech Project Organization Chart: Kevin WilkinsonKev WilkОценок пока нет
- Manufacturability Design PrinciplesДокумент60 страницManufacturability Design Principlesanwar anwaryОценок пока нет
- Thermolator Conair ManualДокумент115 страницThermolator Conair ManualLuiz RegaladoОценок пока нет
- Introduction to Product Planning and DevelopmentДокумент20 страницIntroduction to Product Planning and DevelopmentSu-ho HanОценок пока нет
- Kano Model TemplateДокумент3 059 страницKano Model TemplateNicol Huarca ChoqueОценок пока нет
- Embodiment DesignДокумент18 страницEmbodiment DesignOwens Hrj100% (1)
- Application of Quality Function Deployment in Developing An Air-Conditioning UnitДокумент7 страницApplication of Quality Function Deployment in Developing An Air-Conditioning UnitInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Primavera Mailer SaudiДокумент2 страницыPrimavera Mailer SaudiSaad A. DiabОценок пока нет
- 11) Design For Manufacturing-PDDДокумент34 страницы11) Design For Manufacturing-PDDinbhachОценок пока нет
- How To Initiate A ProjectДокумент8 страницHow To Initiate A ProjectYousra AmarniОценок пока нет
- MSE 618 - Final Presentation AS MAY 7THДокумент32 страницыMSE 618 - Final Presentation AS MAY 7THhОценок пока нет
- Pipe Flow in Ansys FluentДокумент32 страницыPipe Flow in Ansys Fluentochenapothik2012Оценок пока нет
- Six Sigma Doe CatapultДокумент6 страницSix Sigma Doe CatapultErcilia AlvarezОценок пока нет
- GDT Assignment No 5Документ9 страницGDT Assignment No 5marathi iiОценок пока нет
- Geometric Dimensioning and Tolerancing: FundamentalsДокумент40 страницGeometric Dimensioning and Tolerancing: FundamentalsdramiltОценок пока нет
- Aerodynamics: Linear MotionДокумент32 страницыAerodynamics: Linear Motionmaddy_scribdОценок пока нет
- Fluid Mechanics by S K MondalДокумент0 страницFluid Mechanics by S K Mondalsatoni12Оценок пока нет
- Volume Milling Wf4Документ17 страницVolume Milling Wf4Dado Maja ArseninОценок пока нет
- Casting ProcessДокумент30 страницCasting ProcessParas ThakurОценок пока нет
- Metal Spinning Machines with Offline Programming SoftwareДокумент0 страницMetal Spinning Machines with Offline Programming Softwaremaddy_scribdОценок пока нет
- Casting Quality ControlДокумент62 страницыCasting Quality ControlusharajendranОценок пока нет
- A Brief Introduction To Composite MaterialsДокумент67 страницA Brief Introduction To Composite Materialsmaddy_scribdОценок пока нет
- Hypermesh Installation ProcedureДокумент1 страницаHypermesh Installation Proceduremaddy_scribdОценок пока нет
- poundingOfPolymers&Composites (71) (NXPowerLite)Документ71 страницаpoundingOfPolymers&Composites (71) (NXPowerLite)maddy_scribd100% (1)
- What's New in Mastercam X3Документ0 страницWhat's New in Mastercam X3maddy_scribdОценок пока нет
- MCAMX4 RefGuideДокумент0 страницMCAMX4 RefGuidemaddy_scribdОценок пока нет
- Forging NotesДокумент71 страницаForging Notesmaddy_scribd100% (1)
- Measure Parallelism ToleranceДокумент31 страницаMeasure Parallelism Tolerancemaddy_scribdОценок пока нет
- Casting Lost Wax ProcessДокумент13 страницCasting Lost Wax ProcessNaveen S YadavОценок пока нет
- Unit 14Документ7 страницUnit 14maddy_scribdОценок пока нет
- Unit 16Документ17 страницUnit 16maddy_scribd100% (1)
- Straightness Features SizeДокумент16 страницStraightness Features Sizemaddy_scribdОценок пока нет
- Unit 29 Correlative Tolerances - Co Planarity and SymmetryДокумент12 страницUnit 29 Correlative Tolerances - Co Planarity and Symmetrymaddy_scribdОценок пока нет
- Unit 29 Correlative Tolerances - Co Planarity and SymmetryДокумент12 страницUnit 29 Correlative Tolerances - Co Planarity and Symmetrymaddy_scribdОценок пока нет
- Tolerance Analysis 09.04.03Документ26 страницTolerance Analysis 09.04.03maddy_scribdОценок пока нет
- ProfilesДокумент37 страницProfilesmaddy_scribdОценок пока нет
- Fundamentals 07.04.03Документ22 страницыFundamentals 07.04.03maddy_scribdОценок пока нет
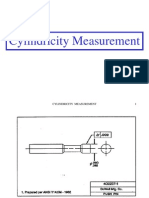
- Cylindricity Measurement 1Документ8 страницCylindricity Measurement 1maddy_scribdОценок пока нет
- Interpret The Flatness Control. - Interpret The Straightness Control. - Interpret The Circularity Control. - Interpret The Cylindricity ControlДокумент23 страницыInterpret The Flatness Control. - Interpret The Straightness Control. - Interpret The Circularity Control. - Interpret The Cylindricity Controlmaddy_scribdОценок пока нет
- Form ControlsДокумент110 страницForm Controlsmaddy_scribdОценок пока нет
- 12 TotalRunoutMeasurement24Документ10 страниц12 TotalRunoutMeasurement24maddy_scribdОценок пока нет
- Tolerance of Position (TOP) - 1Документ34 страницыTolerance of Position (TOP) - 1maddy_scribdОценок пока нет
- Cylindricity Measurement 1Документ8 страницCylindricity Measurement 1maddy_scribdОценок пока нет
- Circular Runout Measurement 1Документ19 страницCircular Runout Measurement 1maddy_scribdОценок пока нет
- Java MCQ QuestionsДокумент11 страницJava MCQ QuestionsPineappleОценок пока нет
- Storytelling ScriptДокумент2 страницыStorytelling ScriptAnjalai Ganasan100% (1)
- CV Abdalla Ali Hashish-Nursing Specialist.Документ3 страницыCV Abdalla Ali Hashish-Nursing Specialist.Abdalla Ali HashishОценок пока нет
- Introduction To Streering Gear SystemДокумент1 страницаIntroduction To Streering Gear SystemNorman prattОценок пока нет
- Trimble Oem Gnss Bro Usl 0422Документ3 страницыTrimble Oem Gnss Bro Usl 0422rafaelОценок пока нет
- Obat LasaДокумент3 страницыObat Lasaibnunanda29Оценок пока нет
- Revised Man As A Biological BeingДокумент8 страницRevised Man As A Biological Beingapi-3832208Оценок пока нет
- ASD Manual and AISC LRFD Manual For Bolt Diameters Up To 6 Inches (150Документ1 страницаASD Manual and AISC LRFD Manual For Bolt Diameters Up To 6 Inches (150rabzihОценок пока нет
- The Impact of Information Technology and Innovation To Improve Business Performance Through Marketing Capabilities in Online Businesses by Young GenerationsДокумент10 страницThe Impact of Information Technology and Innovation To Improve Business Performance Through Marketing Capabilities in Online Businesses by Young GenerationsLanta KhairunisaОценок пока нет
- My16-Td My16-AtДокумент6 страницMy16-Td My16-AtRodrigo ChavesОценок пока нет
- Test SessionДокумент2 страницыTest SessionMuhammad Fiaz AslamОценок пока нет
- OROLO & W. D. GannДокумент56 страницOROLO & W. D. GannGaurav Garg100% (1)
- Write 10 Lines On My Favourite Subject EnglishДокумент1 страницаWrite 10 Lines On My Favourite Subject EnglishIrene ThebestОценок пока нет
- Grade 10Документ39 страницGrade 10amareОценок пока нет
- January 2013 Igcse Timetable 22-06-2012Документ2 страницыJanuary 2013 Igcse Timetable 22-06-2012Rizwanur RahmanОценок пока нет
- Panasonic TC-P42X5 Service ManualДокумент74 страницыPanasonic TC-P42X5 Service ManualManager iDClaimОценок пока нет
- The Slave Trade and The British Empire An Audit of Commemoration in WalesДокумент133 страницыThe Slave Trade and The British Empire An Audit of Commemoration in WaleslegoarkeologОценок пока нет
- Jesus - The Creator Unleashes Our Creative PotentialДокумент1 страницаJesus - The Creator Unleashes Our Creative PotentialKear Kyii WongОценок пока нет
- D257272 1200 FDD 002 R1 PDFДокумент420 страницD257272 1200 FDD 002 R1 PDFTap Toan100% (1)
- K Series Parts List - 091228Документ25 страницK Series Parts List - 091228AstraluxОценок пока нет
- Principles of Cost Accounting 1Документ6 страницPrinciples of Cost Accounting 1Alimamy KamaraОценок пока нет
- Principles of SamplingДокумент15 страницPrinciples of SamplingziggerzagОценок пока нет
- LLM DissertationДокумент94 страницыLLM Dissertationjasminjajarefe100% (1)
- Electronic Harassment Strahlenfolter - A Short History of Sound Weapons Pt2 - InfrasoundДокумент10 страницElectronic Harassment Strahlenfolter - A Short History of Sound Weapons Pt2 - InfrasoundFrank-BoenischОценок пока нет
- Trove Research Carbon Credit Demand Supply and Prices 1 June 2021Документ51 страницаTrove Research Carbon Credit Demand Supply and Prices 1 June 2021Ceren ArkancanОценок пока нет
- E Learning: A Student Guide To MoodleДокумент16 страницE Learning: A Student Guide To MoodleHaytham Abdulla SalmanОценок пока нет
- Shimano Brakes ManualДокумент36 страницShimano Brakes ManualKon Arva100% (1)
- AIATS 2021 (OYMCF) Test 01 Offline - Code A - SolutionsДокумент34 страницыAIATS 2021 (OYMCF) Test 01 Offline - Code A - Solutionsbhavyakavya mehta100% (1)
- Relay Coordination Using Digsilent PowerFactoryДокумент12 страницRelay Coordination Using Digsilent PowerFactoryutshab.ghosh2023Оценок пока нет