Вам также может понравиться
- Gerenciamento de Projetos: Exercicios Resolvidos, Estudo de Casos e SimulaçõesДокумент91 страницаGerenciamento de Projetos: Exercicios Resolvidos, Estudo de Casos e Simulaçõesmardemes93% (29)
- Exercicio Linguagem VisualДокумент32 страницыExercicio Linguagem VisualJosi TeixeiraОценок пока нет
- Respostas Do Curso de Filosofia Pós-Teste FGV Gratuito 30 HorasДокумент11 страницRespostas Do Curso de Filosofia Pós-Teste FGV Gratuito 30 HorasAdilson Dalagassa91% (32)
- Atividade Avaliativa - 04 - 10 - 6OДокумент3 страницыAtividade Avaliativa - 04 - 10 - 6OVitor AugustoОценок пока нет
- Capítulo 6.5 CUSTO PADRÃO OU STANDARDДокумент45 страницCapítulo 6.5 CUSTO PADRÃO OU STANDARDLívia MirandaОценок пока нет
- Balanceamento de LinhasДокумент14 страницBalanceamento de LinhasthiagoОценок пока нет
- c4 - Planejamento Mestre (MRP e MRPII)Документ32 страницыc4 - Planejamento Mestre (MRP e MRPII)Fernando José França de AndradeОценок пока нет
- Aula 3Документ28 страницAula 3Eduardo ZimmerОценок пока нет
- AULA06 - CPM e PERTДокумент24 страницыAULA06 - CPM e PERTReginaldo CamposОценок пока нет
- Aula 2 - CPM-Método Do Caminho CríticoДокумент25 страницAula 2 - CPM-Método Do Caminho CríticoFaengОценок пока нет
- Diagrama de RedeДокумент18 страницDiagrama de Redethalis paulinoОценок пока нет
- Aula 06 - Rede PERT-CPMДокумент65 страницAula 06 - Rede PERT-CPMDenis BekОценок пока нет
- Armco MP100Документ12 страницArmco MP100MiuipiuiОценок пока нет
- Projeto de Topagrafia - DMTДокумент17 страницProjeto de Topagrafia - DMTCleverson BrunoОценок пока нет
- CURSO 8 Melhoria ContínuaДокумент64 страницыCURSO 8 Melhoria ContínuaGabriela QueirozОценок пока нет
- 10 Compactação de Solos00981zДокумент10 страниц10 Compactação de Solos00981zKaio CesarОценок пока нет
- 02 Manual 2 de Fiscalização de Obras - V1-Rev1 Nd1 04.2.16Документ87 страниц02 Manual 2 de Fiscalização de Obras - V1-Rev1 Nd1 04.2.16Doem Gaspar MiguelОценок пока нет
- Introdução Ao PERT - CPM - 581966Документ37 страницIntrodução Ao PERT - CPM - 581966Jones JimesОценок пока нет
- Exerccios Balanceamento de Linha de MontagemДокумент3 страницыExerccios Balanceamento de Linha de MontagemevandirОценок пока нет
- Aula 04Документ48 страницAula 04Gabriel Do NascimentoОценок пока нет
- Cat Eng Fin Fin FinДокумент19 страницCat Eng Fin Fin FinMarcosОценок пока нет
- Lean e A Teoria Das Restricoes - Exercicios de ConsolidacaoДокумент12 страницLean e A Teoria Das Restricoes - Exercicios de ConsolidacaoVitor Bruno GarciaОценок пока нет
- Lista de Exercícios de Estudo de Tempos e Planejamento Agregado (2022.2) - SoluçãoДокумент11 страницLista de Exercícios de Estudo de Tempos e Planejamento Agregado (2022.2) - SoluçãoMelisanteОценок пока нет
- Exercícios para RoteirizaçãoДокумент3 страницыExercícios para RoteirizaçãoElvisOliveiraОценок пока нет
- BDI Acórdão TCU 2622 - Vigente A Partir 01 NOV 2015 - 4,5%Документ1 страницаBDI Acórdão TCU 2622 - Vigente A Partir 01 NOV 2015 - 4,5%Renato LeãoОценок пока нет
- Pert CPMДокумент5 страницPert CPMAndré Luis FaitaniniОценок пока нет
- Treinamento OEE & OLEДокумент68 страницTreinamento OEE & OLELuiz SilvaОценок пока нет
- 13.1 Planejamento Mestre de ProduçãoДокумент10 страниц13.1 Planejamento Mestre de ProduçãoJeanJ7TОценок пока нет
- Lista de Exercício Logística Da ProduçãoДокумент10 страницLista de Exercício Logística Da ProduçãohallexОценок пока нет
- Aula 04 - Introdução Ao Planejamento e Controle de CapacidadeДокумент32 страницыAula 04 - Introdução Ao Planejamento e Controle de CapacidadeMarcos RodriguesОценок пока нет
- Apostila 5 - Gestão de ProjetosДокумент36 страницApostila 5 - Gestão de ProjetosFafa de belemОценок пока нет
- Exercicios de MTMДокумент3 страницыExercicios de MTMk4r0_oliveiraОценок пока нет
- Roteiro para Programação Da Produção Com Linha de Balanço em Edifícios AltosДокумент8 страницRoteiro para Programação Da Produção Com Linha de Balanço em Edifícios AltosHenriqueОценок пока нет
- 03 - D - Formulario - Cap1 A Cap3 PDFДокумент16 страниц03 - D - Formulario - Cap1 A Cap3 PDFGustavo MiguelОценок пока нет
- Linhas de BalançoДокумент53 страницыLinhas de BalançoCassiano VitorОценок пока нет
- GPTI AulasДокумент169 страницGPTI AulasDiego RoederОценок пока нет
- Diagrama de Precedência de AtividadesДокумент6 страницDiagrama de Precedência de AtividadesJeffОценок пока нет
- Aula 1 - Introdução Ao PCPДокумент4 страницыAula 1 - Introdução Ao PCPJose luiz coelhoОценок пока нет
- 11-17 - Balanceamento de Linha & Layout FuncionalДокумент86 страниц11-17 - Balanceamento de Linha & Layout Funcionalasgf100% (2)
- Cap TerraplenagemДокумент7 страницCap TerraplenagemLeilaОценок пока нет
- Lista 1 - CronoanáliseДокумент2 страницыLista 1 - CronoanáliseleogumpОценок пока нет
- Programação e Controle de Produção (Recuperação Automática)Документ2 страницыProgramação e Controle de Produção (Recuperação Automática)paulaОценок пока нет
- APOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingДокумент22 страницыAPOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingedersonОценок пока нет
- Planejamento Estratégico (SEBRAE)Документ25 страницPlanejamento Estratégico (SEBRAE)Lima Junior RibeiroОценок пока нет
- Teoria Sistema KanbanДокумент45 страницTeoria Sistema KanbanFabrício ResendeОценок пока нет
- Apostila Tempo-Padrão PDFДокумент35 страницApostila Tempo-Padrão PDFhannahiaraОценок пока нет
- Livro2 SINAPI Calculos e Parametros Edicao Digital VigenteДокумент145 страницLivro2 SINAPI Calculos e Parametros Edicao Digital VigenteSimone NoviОценок пока нет
- Exercicio Balanceamento LINHA DE PRODUÇÃO PUXADAДокумент10 страницExercicio Balanceamento LINHA DE PRODUÇÃO PUXADAluizbandeiraОценок пока нет
- Ferramentas LeanДокумент88 страницFerramentas LeanAnderson GarciaОценок пока нет
- Custos de Estoque Lec LefДокумент24 страницыCustos de Estoque Lec LefFabricio PereiraОценок пока нет
- Grafo - Problema Do Caixeiro ViajanteДокумент2 страницыGrafo - Problema Do Caixeiro ViajanteSimone RuppenthalОценок пока нет
- Cálculo de Linha de Balanço - Planejamento de ObrasДокумент13 страницCálculo de Linha de Balanço - Planejamento de ObrasRicardo Fernando DenoniОценок пока нет
- Metodos e TemposДокумент47 страницMetodos e TemposMafalda SofiaОценок пока нет
- Pesquisa Operacional - Problemas de Rede FFДокумент65 страницPesquisa Operacional - Problemas de Rede FFShmit OscarОценок пока нет
- Arranjo FísicoДокумент22 страницыArranjo FísicoleogdsouzaОценок пока нет
- Pert ComДокумент45 страницPert Comestagio0% (1)
- EXERCÍCIO Sobre TEMPO PADRÃOДокумент3 страницыEXERCÍCIO Sobre TEMPO PADRÃOlenzajrОценок пока нет
- Aula 9 - Aquisicao MRPДокумент30 страницAula 9 - Aquisicao MRPhyan159Оценок пока нет
- Adm Cadeia de Suprimentos LEITEДокумент8 страницAdm Cadeia de Suprimentos LEITEElenitaSchmidtОценок пока нет
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaОт EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaОценок пока нет
- Planejamento E Controle Da Produção: Volume 1От EverandPlanejamento E Controle Da Produção: Volume 1Оценок пока нет
- PCP - Módulo 6 - Sequenciamento e Emissão de OrdensДокумент37 страницPCP - Módulo 6 - Sequenciamento e Emissão de OrdensTamirisMoraisОценок пока нет
- PERT-CPM - Parte 1 - JCДокумент7 страницPERT-CPM - Parte 1 - JCestagioОценок пока нет
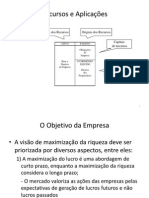
- Microeconomiacap IIIДокумент7 страницMicroeconomiacap IIIestagioОценок пока нет
- Fase Do ProjetoДокумент2 страницыFase Do ProjetoestagioОценок пока нет
- Teste de Microeconomia Demanda e OfertaДокумент9 страницTeste de Microeconomia Demanda e OfertaestagioОценок пока нет
- Roteiro Elaboracao de Projetos - Justificativa e Objetivo de ProjetosДокумент3 страницыRoteiro Elaboracao de Projetos - Justificativa e Objetivo de ProjetosestagioОценок пока нет
- Fase Do ProjetoДокумент2 страницыFase Do ProjetoestagioОценок пока нет
- Logistica - Estudo de Caso 1 - 26-02-15 PDFДокумент1 страницаLogistica - Estudo de Caso 1 - 26-02-15 PDFestagioОценок пока нет
- Teoria Das Relacoes Humanas - Part 4 Cap 5Документ20 страницTeoria Das Relacoes Humanas - Part 4 Cap 5estagioОценок пока нет
- Adm Materiais - Apostila 04 - 2B - Estoques 1 PDFДокумент13 страницAdm Materiais - Apostila 04 - 2B - Estoques 1 PDFestagioОценок пока нет
- Curva ABCДокумент1 страницаCurva ABCestagioОценок пока нет
- Serviços em LogisticaДокумент26 страницServiços em LogisticaestagioОценок пока нет
- Qual Das Empresas Esta Proxima Da Insolvencia RepresentadДокумент1 страницаQual Das Empresas Esta Proxima Da Insolvencia RepresentadestagioОценок пока нет
- Teoria Classica Da Administracao - Cap 4Документ12 страницTeoria Classica Da Administracao - Cap 4estagioОценок пока нет
- Custos Com Logistica (Modo de Compatibilidade)Документ10 страницCustos Com Logistica (Modo de Compatibilidade)estagioОценок пока нет
- Compr AsДокумент13 страницCompr AsestagioОценок пока нет
- Gestc3a3o de SuprimentossДокумент8 страницGestc3a3o de SuprimentossestagioОценок пока нет
- Complemento CicloДокумент6 страницComplemento CicloestagioОценок пока нет
- Complemento CicloДокумент6 страницComplemento CicloestagioОценок пока нет
- Cadeia de ValorДокумент2 страницыCadeia de ValorestagioОценок пока нет
- Estudo de CasoДокумент45 страницEstudo de CasoestagioОценок пока нет
- Cadeia de ValorДокумент2 страницыCadeia de ValorestagioОценок пока нет
- Cadeia de ValorДокумент2 страницыCadeia de ValorestagioОценок пока нет
- Edit Alx Ad Rez Pedagogic oДокумент13 страницEdit Alx Ad Rez Pedagogic oestagioОценок пока нет
- Edit Alx Ad Rez Pedagogic oДокумент13 страницEdit Alx Ad Rez Pedagogic oestagioОценок пока нет
- Cadeia de ValorДокумент2 страницыCadeia de ValorestagioОценок пока нет
- Edit Al 0062014 Pro Nate CДокумент15 страницEdit Al 0062014 Pro Nate CestagioОценок пока нет
- Gerenciamento Do Tempo PERTДокумент28 страницGerenciamento Do Tempo PERTestagioОценок пока нет
- Carvalho 2005 Qualidade em ServicosДокумент26 страницCarvalho 2005 Qualidade em ServicosestagioОценок пока нет
- 1a Lista de Exercicios de PHPДокумент2 страницы1a Lista de Exercicios de PHPAlexandre NóbregaОценок пока нет
- Balança 3101man PDFДокумент9 страницBalança 3101man PDFEletrolm Materiais EletricosОценок пока нет
- D31 - Determinar A Solução de Um Sistema Linear Associando-O À Uma Matriz.Документ4 страницыD31 - Determinar A Solução de Um Sistema Linear Associando-O À Uma Matriz.anchieta junior67% (3)
- Notas de Aula - Cálculo IiДокумент149 страницNotas de Aula - Cálculo Iilucas ferreiraОценок пока нет
- Tecnologia Dos AlimentosДокумент86 страницTecnologia Dos AlimentosAntónio Carlos Gomes Xavier100% (1)
- A Extração Do Caldo Da Cana Consiste No Processo Físico de Separação Da FibraДокумент3 страницыA Extração Do Caldo Da Cana Consiste No Processo Físico de Separação Da FibraAlex NevesОценок пока нет
- EclipseДокумент4 страницыEclipserosadantas753Оценок пока нет
- Teoria - Forças No Movimento Circular em Trajetórias CurvasДокумент15 страницTeoria - Forças No Movimento Circular em Trajetórias CurvasCarlos PenteadoОценок пока нет
- Questao 7Документ15 страницQuestao 7DaltonRochaОценок пока нет
- Escavações Subterrâneas - Sistemas de AtirantamentoДокумент2 страницыEscavações Subterrâneas - Sistemas de AtirantamentoClarissaОценок пока нет
- Introdução A Informática - Leitura e ComunicaçãoДокумент52 страницыIntrodução A Informática - Leitura e ComunicaçãomeccssОценок пока нет
- AULA Química Do Estado SólidoДокумент64 страницыAULA Química Do Estado SólidoRicardo Alves Junqueira100% (1)
- PT DT PDN 03 05 001Документ66 страницPT DT PDN 03 05 001Thiago GomesОценок пока нет
- Dario Fiorentini e Maria Ângela Miorim Docentes Da Faculdade de Educação Da UNICAMPДокумент40 страницDario Fiorentini e Maria Ângela Miorim Docentes Da Faculdade de Educação Da UNICAMPtonia kelleyОценок пока нет
- OT 04 Uso de Recursos Computacionais Geoslope PDFДокумент27 страницOT 04 Uso de Recursos Computacionais Geoslope PDFmpbarretonlineОценок пока нет
- Adição Simples 2Документ9 страницAdição Simples 2Silvia RodriguesОценок пока нет
- Manual - ACS850-inversor ABB PDFДокумент374 страницыManual - ACS850-inversor ABB PDFDiego100% (1)
- Treinamento SubestacaoДокумент50 страницTreinamento SubestacaoGabriel CordeiroОценок пока нет
- Guia de Remoção E Instalação: AlternadorДокумент2 страницыGuia de Remoção E Instalação: AlternadorPatrick De La GarzaОценок пока нет
- Aula 5 - Tipos - de - EstudosДокумент14 страницAula 5 - Tipos - de - EstudosDavi LopesОценок пока нет
- Gases Toxicos em Espaço ConfinadoДокумент94 страницыGases Toxicos em Espaço ConfinadosarajackОценок пока нет
- Simplificação de Diagramas de BlocosДокумент8 страницSimplificação de Diagramas de Blocosneto512Оценок пока нет
- Anexo 4 - Normas e Legislação - An - POP.BR015179B-4 Rev. 0Документ53 страницыAnexo 4 - Normas e Legislação - An - POP.BR015179B-4 Rev. 0Paduardo PassosОценок пока нет
- Prova 3 - ResoluçãoДокумент11 страницProva 3 - ResoluçãoEsdras RebecchiОценок пока нет
- Exercícios de Fixação - Substancias e MisturasДокумент6 страницExercícios de Fixação - Substancias e MisturasTalles FelipeОценок пока нет
- Recup MatДокумент6 страницRecup MatSouza AydualkОценок пока нет
- ENG1223 - Jaqueline Passamani PDFДокумент338 страницENG1223 - Jaqueline Passamani PDFnataliaОценок пока нет
- 277 884 1 PBДокумент20 страниц277 884 1 PBRafaelN79Оценок пока нет