Вам также может понравиться
- Kitchen Improvised FertilizerДокумент68 страницKitchen Improvised Fertilizerjohn smith100% (1)
- SAE Material and Design Guidelines For Reinforces Thermoplastic Body PanelsДокумент16 страницSAE Material and Design Guidelines For Reinforces Thermoplastic Body PanelsRobby RenzОценок пока нет
- Electroplating of PlasticsДокумент4 страницыElectroplating of PlasticsislammughalОценок пока нет
- Final ExamДокумент1 199 страницFinal ExamCora V. Walter100% (4)
- Pile CapДокумент19 страницPile Caprsdoost1345Оценок пока нет
- Thermal Spray Coating For BoilerДокумент26 страницThermal Spray Coating For BoilerHoang Thang100% (1)
- Hardfacing or HardsurfacingДокумент15 страницHardfacing or HardsurfacingAchu BalachandranОценок пока нет
- Smart SYS S2301500R48 - DatesheetДокумент2 страницыSmart SYS S2301500R48 - DatesheetWill F Alves0% (1)
- Coatings and InhibitorДокумент23 страницыCoatings and Inhibitordip_maan100% (1)
- Chapter-4: 4.1 Matrix MaterialsДокумент17 страницChapter-4: 4.1 Matrix MaterialsSasiKumar PetchiappanОценок пока нет
- Mechanical Plating Process Training-Macdermid.Документ22 страницыMechanical Plating Process Training-Macdermid.stuart3962Оценок пока нет
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationОт EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationОценок пока нет
- Material Selection & Corrosion Resistance Alloys For Petroleum IndustryДокумент4 страницыMaterial Selection & Corrosion Resistance Alloys For Petroleum Industryعزت عبد المنعمОценок пока нет
- Gas SolubilityДокумент59 страницGas Solubilitysomsubhra100% (1)
- Artificial Intelligence - EdurekaДокумент37 страницArtificial Intelligence - EdurekaTechnical NoviceОценок пока нет
- The Principle of Sand Sweeping On White PDFДокумент16 страницThe Principle of Sand Sweeping On White PDFDimas BatamОценок пока нет
- Tundish RefractoryДокумент15 страницTundish RefractoryMashiur RahmanОценок пока нет
- Wear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueДокумент12 страницWear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueIJRASETPublicationsОценок пока нет
- Design Guide Fichtner PDFДокумент246 страницDesign Guide Fichtner PDFAnonymous knICax100% (1)
- Metallic Coatings For Corrosion PreventionДокумент9 страницMetallic Coatings For Corrosion PreventionDevashish JoshiОценок пока нет
- Thermal Barrier CoatingsДокумент11 страницThermal Barrier CoatingsNidhi VyasОценок пока нет
- ORM-II Theory+exercise+ Answer PDFДокумент58 страницORM-II Theory+exercise+ Answer PDFGOURISH AGRAWALОценок пока нет
- Surface Treatments and CoatingsДокумент4 страницыSurface Treatments and Coatingsmightym85Оценок пока нет
- Plasma Spray Coating MethodДокумент28 страницPlasma Spray Coating Methodvijay9994Оценок пока нет
- NSMC Project Report M.techДокумент32 страницыNSMC Project Report M.techSomak SahujiОценок пока нет
- Reduced Wear and Higher Corrosion Resistance by Combined Heat-Treatment and Coating Procedures Using Plasma-Assisted ProcessesДокумент3 страницыReduced Wear and Higher Corrosion Resistance by Combined Heat-Treatment and Coating Procedures Using Plasma-Assisted Processesmp87_ingОценок пока нет
- JO-AM-MGC-SP-203 (Rev. A1) Painting and Coating of Metal Surfaces SSДокумент43 страницыJO-AM-MGC-SP-203 (Rev. A1) Painting and Coating of Metal Surfaces SSpetronashscribdid100% (1)
- 9 Strip Casting Technology PYMenetДокумент5 страниц9 Strip Casting Technology PYMenetNikolas Kolasni Lakenir Ckerde DockosОценок пока нет
- Ngineering ATA: Protective Coating Guide For FansДокумент7 страницNgineering ATA: Protective Coating Guide For FansMohamed TahounОценок пока нет
- Surface Engineering: Submitted byДокумент13 страницSurface Engineering: Submitted byVarun Krishna PinnaОценок пока нет
- Cen TC 262 N 595Документ11 страницCen TC 262 N 595Luis SilvaОценок пока нет
- Young Modulus of Elasticity For Metals and AlloysДокумент3 страницыYoung Modulus of Elasticity For Metals and AlloysShiva Kumar MОценок пока нет
- Finite Element Indentation Analysis of AutomotiveДокумент7 страницFinite Element Indentation Analysis of AutomotiveytabakovОценок пока нет
- Mee4001-Tool Design Latest Developments On Cutting Tools and Coatings Name:Shrey S Jain REGNO:18BME1225 Faculty:Dr. Umasankar Slot:F1Документ13 страницMee4001-Tool Design Latest Developments On Cutting Tools and Coatings Name:Shrey S Jain REGNO:18BME1225 Faculty:Dr. Umasankar Slot:F1Shrey JainОценок пока нет
- Vehicle Body Engineering by M A Qadeer SiddiquiДокумент143 страницыVehicle Body Engineering by M A Qadeer SiddiquiAbdul Qadeer Siddiqui100% (12)
- Sample Paper TechnoareteДокумент4 страницыSample Paper Technoaretepreeti_v_baviskarОценок пока нет
- State of The Knowledge On Coating Systems For Hot Stamped PartsДокумент23 страницыState of The Knowledge On Coating Systems For Hot Stamped PartsFernando BarreraОценок пока нет
- Design, Fabrication and Testing of A Mno Based Catalytic ConverterДокумент8 страницDesign, Fabrication and Testing of A Mno Based Catalytic ConverterJimsОценок пока нет
- Alum Casting Alloys FEB05Документ8 страницAlum Casting Alloys FEB05b4upalaniОценок пока нет
- Structural Analysis of Disc Brake RotorДокумент4 страницыStructural Analysis of Disc Brake RotorseventhsensegroupОценок пока нет
- Surface Coatings1Документ16 страницSurface Coatings1bathinsreenivasОценок пока нет
- 19 Ijmperdapr201719Документ10 страниц19 Ijmperdapr201719TJPRC PublicationsОценок пока нет
- Thermal Spray V4Документ24 страницыThermal Spray V4eitvasОценок пока нет
- Unit-4 Unconventional Manufacturing ProcessДокумент18 страницUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- F. Repair TechnologyДокумент5 страницF. Repair Technologypushpak2312Оценок пока нет
- Es805-001 Rev 4 Decorative Chrome PlatingДокумент7 страницEs805-001 Rev 4 Decorative Chrome PlatingFrancisco BocanegraОценок пока нет
- New Trend of Metal CoatingДокумент16 страницNew Trend of Metal CoatingAjit BeheraОценок пока нет
- Optimization of Drilling Parameters On Surface Roughness of Al 1200-Sic Composites Using Taguchi AnalysisДокумент9 страницOptimization of Drilling Parameters On Surface Roughness of Al 1200-Sic Composites Using Taguchi AnalysisTHALUPULA PRASANTHОценок пока нет
- Application of Supported Perovskite-Type Catalysts For Vehicular Emission ControlДокумент10 страницApplication of Supported Perovskite-Type Catalysts For Vehicular Emission ControlKirti GadeОценок пока нет
- Productive Plastics Metal To Plastic Thermoforming GuideДокумент14 страницProductive Plastics Metal To Plastic Thermoforming Guidesuroyo bimantoroОценок пока нет
- Mil-Std-171f - Finishing of Metal and Wood Surfaces (31may2011)Документ65 страницMil-Std-171f - Finishing of Metal and Wood Surfaces (31may2011)JumpfastОценок пока нет
- Anti-Corrosion Coatings For Different Service Exposures: Shivananda PrabhuДокумент10 страницAnti-Corrosion Coatings For Different Service Exposures: Shivananda Prabhurohit yadavОценок пока нет
- FEA Analysis and Experimental Investigation of The Ceramic Coating On Aluminum PistonДокумент14 страницFEA Analysis and Experimental Investigation of The Ceramic Coating On Aluminum PistonIJRASETPublicationsОценок пока нет
- Experimental Investigation of Mechanical PropertieДокумент9 страницExperimental Investigation of Mechanical PropertieSreejith S NairОценок пока нет
- The Application of Monoliths For Gases Phase Catalytic ReactionsДокумент8 страницThe Application of Monoliths For Gases Phase Catalytic ReactionsManh CuongОценок пока нет
- 530.352 Materials Selection: Lecture #30 Friction and Wear Monday November 28, 2005Документ20 страниц530.352 Materials Selection: Lecture #30 Friction and Wear Monday November 28, 2005Amit PandeyОценок пока нет
- Eng-Improved Erosion - Lubna AlaaДокумент12 страницEng-Improved Erosion - Lubna AlaaImpact JournalsОценок пока нет
- Silicon NitrideДокумент8 страницSilicon NitrideVikas KharbОценок пока нет
- Nptel WeldingДокумент233 страницыNptel WeldingThasarathan Ravichandran100% (2)
- Experimental Investigation of Coasting On Piston by Thermal Torch MethodДокумент31 страницаExperimental Investigation of Coasting On Piston by Thermal Torch MethodĐįñêśh ĎkОценок пока нет
- ASE 02 FundamentalДокумент62 страницыASE 02 FundamentalsriОценок пока нет
- Problems in Repair-Welding of Duplex-Treated Tool Steels: T. Muhi, J. Tu (Ek, M. Pleterski, D. BombaДокумент4 страницыProblems in Repair-Welding of Duplex-Treated Tool Steels: T. Muhi, J. Tu (Ek, M. Pleterski, D. Bombaabraham silva hernandezОценок пока нет
- Welding Reading MaterialДокумент33 страницыWelding Reading MaterialAMAN NOHWALОценок пока нет
- Sunny Manohar 2018 IOP Conf. Ser. Mater. Sci. Eng. 455 012132 PDFДокумент10 страницSunny Manohar 2018 IOP Conf. Ser. Mater. Sci. Eng. 455 012132 PDFParitosh ParasharОценок пока нет
- Jarak SprayДокумент6 страницJarak SprayIhsanulfajar MulyantoОценок пока нет
- Metallic Bipolar Plates For PEM Fuel Cells 02Документ5 страницMetallic Bipolar Plates For PEM Fuel Cells 02api-3709675Оценок пока нет
- Work Permit (Ra Puram) - 28-Nov - 2013Документ1 страницаWork Permit (Ra Puram) - 28-Nov - 2013SasiKumar PetchiappanОценок пока нет
- Chapter-5: 5.1 Fabrication Techniques of Composite MaterialsДокумент6 страницChapter-5: 5.1 Fabrication Techniques of Composite MaterialsSasiKumar PetchiappanОценок пока нет
- User Manual 5 PDFДокумент518 страницUser Manual 5 PDFSasiKumar PetchiappanОценок пока нет
- Grade 3 MathsДокумент3 страницыGrade 3 MathsSasiKumar PetchiappanОценок пока нет
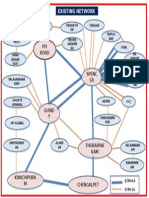
- Existing NetworkДокумент1 страницаExisting NetworkSasiKumar PetchiappanОценок пока нет
- Institution Paper Presentation Contests: S.No Name of The Program Duration of The Program Resource Person(s)Документ34 страницыInstitution Paper Presentation Contests: S.No Name of The Program Duration of The Program Resource Person(s)SasiKumar PetchiappanОценок пока нет
- Front Pagels and BonofideДокумент2 страницыFront Pagels and BonofideSasiKumar PetchiappanОценок пока нет
- Design Fundamentals, Methods and Material Selection 9Документ1 страницаDesign Fundamentals, Methods and Material Selection 9SasiKumar PetchiappanОценок пока нет
- Quality ConceptДокумент2 страницыQuality ConceptSasiKumar PetchiappanОценок пока нет
- Write The Procedure To Compile and Install Linux Kernel From SourceДокумент1 страницаWrite The Procedure To Compile and Install Linux Kernel From SourceSasiKumar PetchiappanОценок пока нет
- KathirДокумент1 страницаKathirSasiKumar PetchiappanОценок пока нет
- Time Table For EngДокумент1 страницаTime Table For EngSasiKumar PetchiappanОценок пока нет
- Anish FinalДокумент6 страницAnish FinalSasiKumar PetchiappanОценок пока нет
- LDP ExeДокумент4 страницыLDP ExeSasiKumar PetchiappanОценок пока нет
- Rainwater Harvesting Basic ComponentsДокумент3 страницыRainwater Harvesting Basic ComponentsSasiKumar PetchiappanОценок пока нет
- SSM Users GuideДокумент56 страницSSM Users GuideSasiKumar PetchiappanОценок пока нет
- PD Measurements On Power TransformersДокумент3 страницыPD Measurements On Power TransformersJuan Sebastian Juris ZapataОценок пока нет
- Adverse WeatherДокумент13 страницAdverse WeathermurugeshunivОценок пока нет
- Downloaded From Manuals Search EngineДокумент13 страницDownloaded From Manuals Search EngineSandro CoelhoОценок пока нет
- Delhi Metro Project Report IpДокумент195 страницDelhi Metro Project Report IpAnuj MauryaОценок пока нет
- Calculus IIIvectorcalculus 2011Документ82 страницыCalculus IIIvectorcalculus 2011Alfi LouisОценок пока нет
- Tutorial 4Документ3 страницыTutorial 4chinnu rokzОценок пока нет
- Switchgear Manufacturing Company Pvt. LTD Smc-454-Rev-0Документ62 страницыSwitchgear Manufacturing Company Pvt. LTD Smc-454-Rev-0Suvendu Sekhar SabatОценок пока нет
- Open Development EnvironmentДокумент16 страницOpen Development EnvironmentMihaiNeacsuОценок пока нет
- Code Reason Effect: Step 1. Step 1AДокумент2 страницыCode Reason Effect: Step 1. Step 1AAhmedmahОценок пока нет
- MyLabX8 160000166 V02 LowRes PDFДокумент8 страницMyLabX8 160000166 V02 LowRes PDFhery_targerОценок пока нет
- gp2 Speed IncreaserДокумент2 страницыgp2 Speed Increasermayur22785Оценок пока нет
- Section 5 Section 5: Weight and Balance Weight and BalanceДокумент36 страницSection 5 Section 5: Weight and Balance Weight and Balanceandres felipe sandoval porrasОценок пока нет
- 1.0 Intro To Aircon (Properties of Moist Air) With Sample ProblemДокумент10 страниц1.0 Intro To Aircon (Properties of Moist Air) With Sample ProblemRenneil De PabloОценок пока нет
- Chapter - 20 3-6-05Документ30 страницChapter - 20 3-6-05samandondonОценок пока нет
- CF 2Документ114 страницCF 2Vishnu VardhanОценок пока нет
- Second Periodical ExamДокумент19 страницSecond Periodical ExamMaynard Lee Estrada GomintongОценок пока нет
- BFC3042 BFC31802Документ13 страницBFC3042 BFC31802Zuliyah ZakariaОценок пока нет
- Specalog For Cat 938K Sugarcane Handler AEHQ8046-02Документ1 страницаSpecalog For Cat 938K Sugarcane Handler AEHQ8046-02diegosoareshotmail.frОценок пока нет
- RBK-PROC-MK3 Raychem MK3Документ83 страницыRBK-PROC-MK3 Raychem MK3VictorОценок пока нет
- SB Erv Arvu123zea2 03 20Документ2 страницыSB Erv Arvu123zea2 03 20Mohammed Tausif AhmedОценок пока нет
- Research On The Formation of M1-Type Alite Doped With MgO and SO3-a Route To Improve The Quality of Cement Clinker With A High Content of MgOДокумент11 страницResearch On The Formation of M1-Type Alite Doped With MgO and SO3-a Route To Improve The Quality of Cement Clinker With A High Content of MgODerekОценок пока нет
- Modbus RegisterДокумент7 страницModbus RegisterZuniiga AndersonОценок пока нет