Вам также может понравиться
- Introduction To MATLAB ProgrammingДокумент8 страницIntroduction To MATLAB ProgrammingMehdi RabbaniОценок пока нет
- Heat Transfer With MatlabДокумент3 страницыHeat Transfer With MatlabMehdi RabbaniОценок пока нет
- Zadoff-Chu SequenceДокумент3 страницыZadoff-Chu SequenceMehdi Rabbani100% (1)
- Understanding Power Cable Characteristics and ApplicationsДокумент3 страницыUnderstanding Power Cable Characteristics and ApplicationsMehdi RabbaniОценок пока нет
- How To Select A DC MotorДокумент4 страницыHow To Select A DC MotorMehdi RabbaniОценок пока нет
- Standards and Specifications (Chap-9)Документ12 страницStandards and Specifications (Chap-9)Mehdi Rabbani100% (1)
- Choosing The Right Multimode Fiber For Data Communications: September 2008 Executive SummaryДокумент5 страницChoosing The Right Multimode Fiber For Data Communications: September 2008 Executive SummaryMehdi RabbaniОценок пока нет
- List of English Words of Persian OriginДокумент31 страницаList of English Words of Persian OriginMehdi RabbaniОценок пока нет
- Portuguese AlphabetДокумент5 страницPortuguese AlphabetMehdi RabbaniОценок пока нет
- Ik1330lab2 (KTH)Документ7 страницIk1330lab2 (KTH)Mehdi RabbaniОценок пока нет
- Complex ConjugateДокумент5 страницComplex ConjugateMehdi RabbaniОценок пока нет
- Addressing & Routing On The InternetДокумент44 страницыAddressing & Routing On The InternetMehdi RabbaniОценок пока нет
- Stochastic DP ProblemsДокумент11 страницStochastic DP ProblemsMehdi RabbaniОценок пока нет
- 2.626 Fundamentals of Photovoltaics: Mit OpencoursewareДокумент31 страница2.626 Fundamentals of Photovoltaics: Mit OpencoursewareMehdi RabbaniОценок пока нет
- Chapter 8: Memory ManagementДокумент9 страницChapter 8: Memory ManagementMehdi RabbaniОценок пока нет
- Lecture 10 PDFДокумент5 страницLecture 10 PDFMehdi RabbaniОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- CEQ - Corrosion Studies KitДокумент3 страницыCEQ - Corrosion Studies KitPong VongОценок пока нет
- Mathematical Modeling and Simulation of Permanent Magnet Synchronous MachineДокумент6 страницMathematical Modeling and Simulation of Permanent Magnet Synchronous MachineFaiza OuiddirОценок пока нет
- OpenSimwheel TutorialДокумент33 страницыOpenSimwheel TutorialznamОценок пока нет
- IMS ManualДокумент66 страницIMS Manualghafoorian_khoshgovar1488Оценок пока нет
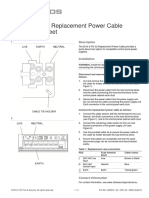
- 501-402803-1-20 (EN) R02 2010-2-PS-C2 Replacement Power Cable Installation SheetДокумент2 страницы501-402803-1-20 (EN) R02 2010-2-PS-C2 Replacement Power Cable Installation SheetDanОценок пока нет
- ELBI General CatalogДокумент68 страницELBI General CatalogTapelea CristianОценок пока нет
- Schedule - Deep FreezersДокумент10 страницSchedule - Deep FreezersHamdiyya AbdullahiОценок пока нет
- GFN Cired PaperДокумент8 страницGFN Cired PaperSukant BhattacharyaОценок пока нет
- 194 Construction, Laying and Installation Techniques For Extruded and Self-Contained Fluid Filled Cable Systems PDFДокумент147 страниц194 Construction, Laying and Installation Techniques For Extruded and Self-Contained Fluid Filled Cable Systems PDFAkhil Anumandla100% (1)
- Processors, Parallel Processing and Virtual MachinesДокумент12 страницProcessors, Parallel Processing and Virtual MachinesSaloni ThapaОценок пока нет
- Data Safe Front Terminal HX-FTДокумент6 страницData Safe Front Terminal HX-FTEfmamj Jasond Suarez VelezОценок пока нет
- PT19 1300 SeriesДокумент112 страницPT19 1300 Seriesbejoythomas100% (1)
- DDR 30Документ42 страницыDDR 30FERNANDO CONTRERASОценок пока нет
- 8251 USART (Programmable Communication Interface)Документ10 страниц8251 USART (Programmable Communication Interface)Syed Siddique MridulОценок пока нет
- Gas Sensor Module For Refrigeration Air Quality ZMOD4450Документ22 страницыGas Sensor Module For Refrigeration Air Quality ZMOD4450Camilo PradaОценок пока нет
- EP3 Thermostat InstallДокумент18 страницEP3 Thermostat InstallmiguelОценок пока нет
- Tia 569-AДокумент13 страницTia 569-AEduardo CudiaОценок пока нет
- Hand-Out For CO LessonPlan Fabricate Ethernet CablesДокумент4 страницыHand-Out For CO LessonPlan Fabricate Ethernet CablesFearNova QuasarОценок пока нет
- Sony DSR500WSP Operation ManualДокумент144 страницыSony DSR500WSP Operation ManualsonytechoОценок пока нет
- Rls 51 Rotary Limit SwitchДокумент4 страницыRls 51 Rotary Limit SwitchYasser BadrОценок пока нет
- GPSANT: GPS Antenna/Converter Unit: Key FeaturesДокумент3 страницыGPSANT: GPS Antenna/Converter Unit: Key FeaturesShahrukh SaleemОценок пока нет
- Emerson ChargerДокумент24 страницыEmerson Chargermalaisamy100% (1)
- LiftUnit7 DocumentationДокумент44 страницыLiftUnit7 Documentationangela1590Оценок пока нет
- WILLSEMI Will Semicon ESD5311N 2 TR - C153721 PDFДокумент5 страницWILLSEMI Will Semicon ESD5311N 2 TR - C153721 PDFPippoОценок пока нет
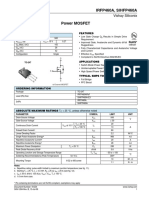
- Vishay IRFP460APBF Datasheet PDFДокумент8 страницVishay IRFP460APBF Datasheet PDFkamel keddarОценок пока нет
- Zxdu68 b301 v5.0r02m12 DatasheetДокумент34 страницыZxdu68 b301 v5.0r02m12 DatasheetТатьяна ДемкинаОценок пока нет
- New Conext XW Na: Inverter/chargerДокумент2 страницыNew Conext XW Na: Inverter/chargerfoxОценок пока нет
- Generalized Load Flow Ananlysis by S.P. BossДокумент6 страницGeneralized Load Flow Ananlysis by S.P. BossShivamОценок пока нет
- 600 700 Install 4.65-2 PDFДокумент76 страниц600 700 Install 4.65-2 PDFDuvan Morales GuzmanОценок пока нет
- MP3000 Controller Alarm and Warnings OverviewДокумент4 страницыMP3000 Controller Alarm and Warnings OverviewGomesОценок пока нет