Вам также может понравиться
- Steam TurbinesДокумент45 страницSteam TurbinesHaseeb Bokhari100% (1)
- Steam TurbineДокумент10 страницSteam TurbineBilal Qasim0% (1)
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingОт EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingРейтинг: 5 из 5 звезд5/5 (1)
- Steam Turbine Aux. Steam SystemДокумент29 страницSteam Turbine Aux. Steam SystemPrasanna Chikkamallaiah100% (1)
- 03 - Steam Turbines Types PDFДокумент49 страниц03 - Steam Turbines Types PDFVimleshKumarSharma100% (1)
- Emergency Stop Valve BelummДокумент7 страницEmergency Stop Valve BelummhardaniОценок пока нет
- TG Speed and Load Controls OverviewДокумент32 страницыTG Speed and Load Controls Overview06nikhil100% (1)
- Bhel TrainingДокумент41 страницаBhel TrainingArun AroraОценок пока нет
- Gas Turbine Lube Oil SystemДокумент4 страницыGas Turbine Lube Oil SystempawangwlОценок пока нет
- Surging & Blow Out of Loop Seals in A CFBC BoilerДокумент9 страницSurging & Blow Out of Loop Seals in A CFBC Boilermohamed faragОценок пока нет
- Unit Emergencies: Condensate Desk Emergencies Can BeДокумент9 страницUnit Emergencies: Condensate Desk Emergencies Can Bealoknitp04Оценок пока нет
- Gas Engine FundamentalsДокумент13 страницGas Engine Fundamentalsherdin56Оценок пока нет
- Why Air Vent Should Be Closed Maintaining 2kg/cm 2 Drum Level Pressure at Starting of Boiler Operation?Документ2 страницыWhy Air Vent Should Be Closed Maintaining 2kg/cm 2 Drum Level Pressure at Starting of Boiler Operation?Ashish KapoorОценок пока нет
- Single and Multistage Steam Jet Ejectors: TorinoДокумент12 страницSingle and Multistage Steam Jet Ejectors: TorinoSuman SenapatiОценок пока нет
- APHДокумент1 страницаAPHsai987650Оценок пока нет
- Steam Turbine Q&AДокумент46 страницSteam Turbine Q&Ahoangduythanhqb100% (1)
- Hot Startup Checklist1Документ6 страницHot Startup Checklist1Selva ManianОценок пока нет
- BasicsДокумент23 страницыBasicsSam100% (1)
- Condenser & BoilerДокумент33 страницыCondenser & BoilerShaun Patrick Albao100% (1)
- Dead Weight Safety Valve and Fusible Plug Function in BoilersДокумент4 страницыDead Weight Safety Valve and Fusible Plug Function in BoilersAsif Saleem0% (1)
- Turbine Lube Oil System ExplainedДокумент15 страницTurbine Lube Oil System ExplainedNitish Kumar100% (1)
- 002-Steam Turbines Basics For BeginnersДокумент10 страниц002-Steam Turbines Basics For BeginnersGeorge J AlukkalОценок пока нет
- Steam TurbineДокумент15 страницSteam TurbinePalash DeyОценок пока нет
- OM0401 Overview of Turbine Version GДокумент41 страницаOM0401 Overview of Turbine Version Gمحمد خالدОценок пока нет
- Feed Pumps, Feed Injectors, Feed Regulators, Feed Heaters, Air Heaters and Steam AccumulatorsДокумент74 страницыFeed Pumps, Feed Injectors, Feed Regulators, Feed Heaters, Air Heaters and Steam Accumulatorsbanukiran sambojuОценок пока нет
- Seal Oil and Hydrogen SystemДокумент34 страницыSeal Oil and Hydrogen Systemashish_ntpcОценок пока нет
- WHRB Interlocks: S. No Boiler Equipment Logic For InterlocksДокумент2 страницыWHRB Interlocks: S. No Boiler Equipment Logic For InterlocksAmeer MeerОценок пока нет
- Boiler Notes 2Документ42 страницыBoiler Notes 2Balakrishnan KannanОценок пока нет
- Turbine Startup Modes and Initial Cold Startup ProcedureДокумент15 страницTurbine Startup Modes and Initial Cold Startup ProcedurerobiansahОценок пока нет
- 3 Element Drum Level ControlДокумент3 страницы3 Element Drum Level ControlSriteja JosyulaОценок пока нет
- Turbines and CompressorsДокумент70 страницTurbines and CompressorsAkshay Deshpande100% (1)
- Turning GearДокумент13 страницTurning GearKuntamukkala Chandrakaladhara Rao100% (2)
- Critical Speed of TurbineДокумент8 страницCritical Speed of Turbinezeon100% (1)
- Lesson Main Stop Valve & Servomotor, Governing Valves and ServomotorДокумент41 страницаLesson Main Stop Valve & Servomotor, Governing Valves and Servomotormister pogiОценок пока нет
- A Research Paper On Design and Analysis of Shaftless Steam TurbineДокумент5 страницA Research Paper On Design and Analysis of Shaftless Steam TurbineEditor IJTSRDОценок пока нет
- Turbine Tripping on High DTДокумент3 страницыTurbine Tripping on High DTatulbhogare7Оценок пока нет
- Lesson Steam Turbine Technology Turbine Auxiliary and Sub-SystemsДокумент26 страницLesson Steam Turbine Technology Turbine Auxiliary and Sub-Systemsmister pogiОценок пока нет
- 9.SOP Barring Gear or Turning GearДокумент5 страниц9.SOP Barring Gear or Turning GearDodik NugrohoОценок пока нет
- Fisher Steam Turbines Application Guide August 2013Документ11 страницFisher Steam Turbines Application Guide August 2013Juan Manuel Pardal100% (1)
- Instrument & Service Air System Process DiagramДокумент2 страницыInstrument & Service Air System Process DiagramIgn AgungОценок пока нет
- Governing Steam Turbine SpeedДокумент128 страницGoverning Steam Turbine Speedsaptarshi roy100% (3)
- GENERator Auxilary System MonitoringДокумент10 страницGENERator Auxilary System MonitoringdhirendracommonОценок пока нет
- Understanding Steam Turbines: Types, Components & Working PrinciplesДокумент46 страницUnderstanding Steam Turbines: Types, Components & Working PrinciplesIbrahim Mostafa50% (2)
- Boiler Emergencies - 2017Документ10 страницBoiler Emergencies - 2017RAJKUMAR100% (1)
- High Silica After Overhaul of Fouled TurbineДокумент3 страницыHigh Silica After Overhaul of Fouled Turbineak_thimiriОценок пока нет
- Boiler Lightup SOPДокумент3 страницыBoiler Lightup SOPSudipta DasОценок пока нет
- IAC PAC Power Plant BarhДокумент19 страницIAC PAC Power Plant BarhMohammad AtaullahОценок пока нет
- Boiler Light UpДокумент19 страницBoiler Light Upabbutalibb5407100% (1)
- HP LP Bypass System: Ravi Pal SinghДокумент36 страницHP LP Bypass System: Ravi Pal SinghMinh Hoang NguyenОценок пока нет
- Check Float Valve Settings Seal Oil Tank 500 MW GeneratorsДокумент3 страницыCheck Float Valve Settings Seal Oil Tank 500 MW GeneratorssprotkarОценок пока нет
- Steam Turbines FundamentalsДокумент51 страницаSteam Turbines Fundamentalssevero97100% (1)
- Turbine Gland Steam CondenserДокумент4 страницыTurbine Gland Steam CondenserSai Swaroop100% (1)
- How To Control Liquid Ring Vacuum PumpsДокумент2 страницыHow To Control Liquid Ring Vacuum Pumpsjdgh1986Оценок пока нет
- Diagnostic Tools and Control Parameters For Refinery HeatersДокумент7 страницDiagnostic Tools and Control Parameters For Refinery HeaterskrishnaОценок пока нет
- 1. Managing the operation of propulsion plant machinery BДокумент50 страниц1. Managing the operation of propulsion plant machinery BPanagiwtis M.Оценок пока нет
- Research Work Week 9Документ3 страницыResearch Work Week 9jonas lintagОценок пока нет
- Steam TurbineДокумент50 страницSteam TurbineNikhil ShindeОценок пока нет
- Module 3 - Introduction To Steam Cycles (Steam Power Plant)Документ14 страницModule 3 - Introduction To Steam Cycles (Steam Power Plant)MLNDG boysОценок пока нет
- What Is Important To Remember About Radial BearingsДокумент3 страницыWhat Is Important To Remember About Radial BearingssridharegspОценок пока нет
- Research Work Week 14Документ5 страницResearch Work Week 14jonas lintagОценок пока нет
- ATT03 Pages From HTGD693025V9019 Disassembly of The Intermediate Bearing PedestalДокумент16 страницATT03 Pages From HTGD693025V9019 Disassembly of The Intermediate Bearing PedestalfaisalnadimОценок пока нет
- How To Search Product HuntingДокумент5 страницHow To Search Product HuntingShadab FaysalОценок пока нет
- Sourcing Secerets Ali-BabaДокумент5 страницSourcing Secerets Ali-BabafaisalnadimОценок пока нет
- How To Create Store On FacebookДокумент20 страницHow To Create Store On FacebookfaisalnadimОценок пока нет
- WPS P008Документ1 страницаWPS P008faisalnadimОценок пока нет
- M26831 - NEW - (For IGV N VSV) - 5 - 18Документ36 страницM26831 - NEW - (For IGV N VSV) - 5 - 18faisalnadimОценок пока нет
- Rdlo / Rdlo V: Axially Split Volute Casing PumpДокумент24 страницыRdlo / Rdlo V: Axially Split Volute Casing PumpfaisalnadimОценок пока нет
- Operating Manual: BHIKKI 1180MW CCPP Project Serve OnlyДокумент62 страницыOperating Manual: BHIKKI 1180MW CCPP Project Serve OnlyfaisalnadimОценок пока нет
- Divertor DamperДокумент53 страницыDivertor DamperfaisalnadimОценок пока нет
- Goat Fattening Farm 450 Animals Rs. 7.35 Million Mar-2018Документ25 страницGoat Fattening Farm 450 Animals Rs. 7.35 Million Mar-2018Ashat Ul Haq100% (1)
- Exercise 3: Problem StatementДокумент2 страницыExercise 3: Problem StatementfaisalnadimОценок пока нет
- General Overhead Crane Maintenance GuideДокумент18 страницGeneral Overhead Crane Maintenance GuidefaisalnadimОценок пока нет
- Biomass Pretreatment: Mats Galbe Dept. Chemical Engineering Lund UniversityДокумент57 страницBiomass Pretreatment: Mats Galbe Dept. Chemical Engineering Lund UniversityfaisalnadimОценок пока нет
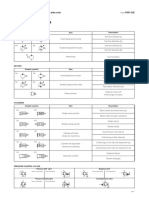
- Symbols PDFДокумент2 страницыSymbols PDFKuttappa I GОценок пока нет
- Heatexchangers 140603082139 Phpapp01Документ67 страницHeatexchangers 140603082139 Phpapp01esamhamadОценок пока нет
- 5 ImpactsДокумент60 страниц5 ImpactsfaisalnadimОценок пока нет
- ALLWEIR NTT40 PumpДокумент12 страницALLWEIR NTT40 PumpfaisalnadimОценок пока нет
- p92 & t23 - Esope France, 2004Документ1 страницаp92 & t23 - Esope France, 2004faisalnadimОценок пока нет
- 4 Types of Heat Exchanger Failures ArticleДокумент6 страниц4 Types of Heat Exchanger Failures ArticleAamir KhanОценок пока нет
- Weekly preventive maintenance scheduleДокумент2 страницыWeekly preventive maintenance schedulefaisalnadimОценок пока нет
- Fuel Oil System DescriptionДокумент11 страницFuel Oil System DescriptionfaisalnadimОценок пока нет
- p92 & t23 - Esope France, 2004Документ13 страницp92 & t23 - Esope France, 2004adityadhОценок пока нет
- Performance Monitoring Guidelines For Power PlantsДокумент1 страницаPerformance Monitoring Guidelines For Power PlantsKeyur Patel0% (1)
- Guidelines 0n Pump Vibration First Edition Final July 2013Документ17 страницGuidelines 0n Pump Vibration First Edition Final July 2013ridzim4638Оценок пока нет
- Calculation of Thermal Stress and Fatigue Life of 1000 MW Steam Turbine RotorДокумент6 страницCalculation of Thermal Stress and Fatigue Life of 1000 MW Steam Turbine RotorLe Anh TuanОценок пока нет
- 5 ImpactsДокумент8 страниц5 ImpactsfaisalnadimОценок пока нет
- I.G.V Openning and Closing CurveДокумент3 страницыI.G.V Openning and Closing CurveHussam Baiee100% (3)
- Real Time Water Wash System of Gas Turbine in Power PlantДокумент4 страницыReal Time Water Wash System of Gas Turbine in Power PlantfaisalnadimОценок пока нет
- Guidelines 0n Pump Vibration First Edition Final July 2013Документ17 страницGuidelines 0n Pump Vibration First Edition Final July 2013ridzim4638Оценок пока нет
- 2006 j6Документ12 страниц2006 j6faisalnadimОценок пока нет
- AOA1014 OcrbmdДокумент261 страницаAOA1014 OcrbmdElisio Marques100% (1)
- Catalogo Filtros Highfil PDFДокумент190 страницCatalogo Filtros Highfil PDFAriel Taboada ZapataОценок пока нет
- Body Electrical Appliance (K5)-14 SchematicДокумент3 страницыBody Electrical Appliance (K5)-14 SchematicAndrésFelipeCevallosОценок пока нет
- PDF Bobcat A220 Parts Manual SN 519611001 and Above SN 519711001 and AboveДокумент262 страницыPDF Bobcat A220 Parts Manual SN 519611001 and Above SN 519711001 and AboveАлексей50% (2)
- SM 41Документ46 страницSM 41Daniel Muñoz SotomayorОценок пока нет
- 25 - Ficha Tecnica Bomba PedrolloДокумент4 страницы25 - Ficha Tecnica Bomba PedrolloStephany Rueda YnocheaОценок пока нет
- Simplex Mech Manual PSSДокумент29 страницSimplex Mech Manual PSSSantrupta PandaОценок пока нет
- Detroit Diesel - 2ngines V-71 Operators Manual: Downloaded From Manuals Search EngineДокумент174 страницыDetroit Diesel - 2ngines V-71 Operators Manual: Downloaded From Manuals Search EngineAlexОценок пока нет
- 6 Speed PowerShift Transmission DPS6 RemovalДокумент15 страниц6 Speed PowerShift Transmission DPS6 RemovalCarlos SerapioОценок пока нет
- OperatingManualДокумент108 страницOperatingManualDelan B.Оценок пока нет
- Maintain Hitachi Centrifugal Compressor (BCH TypeДокумент44 страницыMaintain Hitachi Centrifugal Compressor (BCH TypeFrankSelyОценок пока нет
- Hyundai ModelДокумент119 страницHyundai Modelmohammed barghothiОценок пока нет
- New Microsoft Excel WorksheetДокумент8 страницNew Microsoft Excel WorksheetAshraful HasanОценок пока нет
- Procedure of Re-Install MDU Vent DuctДокумент7 страницProcedure of Re-Install MDU Vent DuctDouglas SotomayorОценок пока нет
- McLaren Artura Order BKZQG37 Summary 2023-12-10Документ6 страницMcLaren Artura Order BKZQG37 Summary 2023-12-10Salvador BaulenasОценок пока нет
- CFX Xe 290 7.12.2022Документ2 страницыCFX Xe 290 7.12.2022daggerYisus “Dagger” Yisus100% (1)
- The Hydraulic Steering System For Steered Axles On (Semi) Low LoadersДокумент4 страницыThe Hydraulic Steering System For Steered Axles On (Semi) Low LoadersAdvenser GroupОценок пока нет
- Data Sample HondaДокумент183 страницыData Sample HondaBilal Khan BangashОценок пока нет
- AFA AgriCropProd 9 Q3 LAS1 FINAL-1Документ12 страницAFA AgriCropProd 9 Q3 LAS1 FINAL-1jay pedocheОценок пока нет
- GROUP 6 TRAVEL DEVICE (Up To #1621) : 1. Removal and InstallДокумент58 страницGROUP 6 TRAVEL DEVICE (Up To #1621) : 1. Removal and InstallANDREI26Оценок пока нет
- Sening® Nomix Cross-Over Prevention: We Put You First. and Keep You AheadДокумент4 страницыSening® Nomix Cross-Over Prevention: We Put You First. and Keep You AheadJoseОценок пока нет
- Single Plate Clutch PDFДокумент9 страницSingle Plate Clutch PDFMunib MahadikОценок пока нет
- Spare Parts List Catalogo Parti Di Ricambio: AXLE 20.19 ASSALE 20.19Документ10 страницSpare Parts List Catalogo Parti Di Ricambio: AXLE 20.19 ASSALE 20.19CommaTECH Iasi 3Оценок пока нет
- COMBILIFT C6000 14 - 26,000 Operator & Service Manual 07Документ47 страницCOMBILIFT C6000 14 - 26,000 Operator & Service Manual 07Holly DrinovzОценок пока нет
- IC - ENGINES Lab NotesДокумент63 страницыIC - ENGINES Lab NotesNihal BelliappaОценок пока нет
- EA Easysphere EN 2014 08 1103757C ValДокумент32 страницыEA Easysphere EN 2014 08 1103757C ValAlfonso Lopez toroОценок пока нет
- Machine Tool Guideway DesignДокумент76 страницMachine Tool Guideway DesignSrinivas MurthyОценок пока нет
- Valvoline Drive Train Transmission OilДокумент1 страницаValvoline Drive Train Transmission Oilocto widodoОценок пока нет
- Lexium 52 & Motors - SH31003P11A2000Документ2 страницыLexium 52 & Motors - SH31003P11A2000zulfikar rochimОценок пока нет
- Industrial Diesel Generator Set: Standby Power RatingДокумент6 страницIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.Оценок пока нет