Вам также может понравиться
- Geometria de CorteДокумент7 страницGeometria de CorteAlex LopezОценок пока нет
- Tipos de HerramientasДокумент11 страницTipos de HerramientasSirExters Op7Оценок пока нет
- 13 Fresas de Metal Duro IntegralДокумент310 страниц13 Fresas de Metal Duro IntegralRicardo GeséОценок пока нет
- Herramientas de Corte para TorneadoДокумент10 страницHerramientas de Corte para TorneadoMuñoz Chichia Alfonso GabrielОценок пока нет
- Buriles-Angulos de AfiladoДокумент4 страницыBuriles-Angulos de AfiladoХосе Фернандо0% (2)
- TEMAДокумент10 страницTEMALucero Flores SalinasОценок пока нет
- BurilesДокумент5 страницBurilesLaura Garcia50% (2)
- Teorías y Fundamentos de Las Cuchillas de CorteДокумент13 страницTeorías y Fundamentos de Las Cuchillas de CorteMaickol SalazarОценок пока нет
- Herramientas de Corte o BurilДокумент9 страницHerramientas de Corte o Buriljsebas635Оценок пока нет
- Herramientas de Corte para El Torno y La FresadoraДокумент9 страницHerramientas de Corte para El Torno y La FresadoraMarta SanchezОценок пока нет
- F1 Procesos MecanizadoДокумент122 страницыF1 Procesos MecanizadoDiana m.Оценок пока нет
- 5 FresadoДокумент26 страниц5 FresadoBastian Aguila VergaraОценок пока нет
- Herramientas de Corte para El Torno y La FresadoraДокумент9 страницHerramientas de Corte para El Torno y La Fresadoracarlos martinesОценок пока нет
- STLR 07 Heavy Duty Machining ESPДокумент56 страницSTLR 07 Heavy Duty Machining ESPNhoj AicragОценок пока нет
- Presentación Herramientas de CorteДокумент9 страницPresentación Herramientas de CorteGama MontelongoОценок пока нет
- Corte y Angulos BurilДокумент9 страницCorte y Angulos BurilIsaac Herrera MolinaОценок пока нет
- Cad CamДокумент13 страницCad CamTomas CaicedoОценок пока нет
- Herramientas de CorteДокумент19 страницHerramientas de Cortejhezabel belmonte0% (1)
- Angulos de La CuchillaДокумент29 страницAngulos de La CuchillaMiller MenaОценок пока нет
- Herramientas de Corte CatalogosДокумент18 страницHerramientas de Corte CatalogosHenry CherrezОценок пока нет
- Velocidades de Corte y RPM en El TornoДокумент18 страницVelocidades de Corte y RPM en El TornoCheta00Оценок пока нет
- BrocasДокумент11 страницBrocasamerico orinocoОценок пока нет
- Cuestionario Capítulo 29Документ6 страницCuestionario Capítulo 29María Alejandra Meza Millones0% (1)
- Mechas Brocas - Materiales DiferentesДокумент13 страницMechas Brocas - Materiales DiferentesAbraham Quispe CcasaniОценок пока нет
- Presentacion Final CNC - Equipo 4Документ33 страницыPresentacion Final CNC - Equipo 4Juan NavarroОценок пока нет
- Herramientas de Corte.Документ26 страницHerramientas de Corte.Gilberto Morales100% (2)
- Práctica #2 - Geometrías de Herramientas de MecanizadoДокумент9 страницPráctica #2 - Geometrías de Herramientas de Mecanizadoalexander sebastian diazОценок пока нет
- Fundamentos Del MaquinadoДокумент4 страницыFundamentos Del MaquinadoLuis Armando Reyes CardosoОценок пока нет
- Buriles Manufactura IiДокумент26 страницBuriles Manufactura Iitigre00Оценок пока нет
- Velocidades de Corte y RPM en El TornoДокумент18 страницVelocidades de Corte y RPM en El TornoRicardo Vash Lázaro86% (36)
- Herramientas de Corte para Maquinado Con CNCДокумент8 страницHerramientas de Corte para Maquinado Con CNCbtrasla9023100% (1)
- Guia UIII Tecnología MecánicaДокумент22 страницыGuia UIII Tecnología MecánicaDennis VillacisОценок пока нет
- Herraminetas de Corte OkaДокумент56 страницHerraminetas de Corte OkaJose Maria Moran SaraviaОценок пока нет
- Trabajo de Investigacion (Taller Mecanico)Документ20 страницTrabajo de Investigacion (Taller Mecanico)DavidОценок пока нет
- 2 TaladradoДокумент28 страниц2 TaladradoikkimvpОценок пока нет
- Herramienta de CorteДокумент6 страницHerramienta de CorteLuis GCОценок пока нет
- Herramientas de CorteДокумент41 страницаHerramientas de CortejuanОценок пока нет
- Mecanizado ConvencionalДокумент27 страницMecanizado ConvencionalmoyapalmaОценок пока нет
- Cuestionario ProcesosДокумент13 страницCuestionario Procesosmario QuiОценок пока нет
- Manufactura AvanzadaДокумент31 страницаManufactura AvanzadaIngrid PaniaguaОценок пока нет
- Maquinas y HerramientasДокумент20 страницMaquinas y HerramientasFernando MendilaharzuОценок пока нет
- Clase de Torno Cuchillas y Tipos de MaterialesДокумент16 страницClase de Torno Cuchillas y Tipos de MaterialesJhair CuellarОценок пока нет
- Aserrado de MetalesДокумент16 страницAserrado de MetalesQuique AlvaradoОценок пока нет
- Afilado de Cuchillas para Tornos 02Документ30 страницAfilado de Cuchillas para Tornos 02M Laura EdderОценок пока нет
- Semana 2 Ajuste Montaje Ver.Документ49 страницSemana 2 Ajuste Montaje Ver.charrycan19Оценок пока нет
- Herramientas de Corte para TornoДокумент5 страницHerramientas de Corte para TornoEberto LeonesОценок пока нет
- T12 - Htas de CorteДокумент43 страницыT12 - Htas de CortecarlosronquillopintoОценок пока нет
- Herramientas de CorteДокумент11 страницHerramientas de CorteLeon Hd0% (1)
- Herramientas de CorteДокумент37 страницHerramientas de Cortebjep1234Оценок пока нет
- Acoplamientos para HerramientasДокумент10 страницAcoplamientos para HerramientasOmar JimenezОценок пока нет
- Informe Laboratorio 4Документ15 страницInforme Laboratorio 4Wilmar A. VillarragaОценок пока нет
- El Corte en La Practica PDFДокумент24 страницыEl Corte en La Practica PDFPetter PirloОценок пока нет
- Trabajo de Curso - TR3Документ16 страницTrabajo de Curso - TR3Juvenal Alfredo Huerta Zoluaga100% (2)
- UF1213 - Técnicas de mecanizado y metrologíaОт EverandUF1213 - Técnicas de mecanizado y metrologíaРейтинг: 4 из 5 звезд4/5 (5)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoОт EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoРейтинг: 5 из 5 звезд5/5 (1)
- Desmontaje y montaje de elementos de aluminio. TMVL0309От EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Оценок пока нет
- Asuntos Comerciales Colegio 200 MillasДокумент2 страницыAsuntos Comerciales Colegio 200 MillasSaul Chirinos100% (1)
- Hoja de Prosesos para Un Engranaje Recto DiferencialДокумент5 страницHoja de Prosesos para Un Engranaje Recto DiferencialMecanizado Sena60% (5)
- Segunda Entrega Procesos IndustrialesДокумент13 страницSegunda Entrega Procesos IndustrialesVeronica AldanaОценок пока нет
- Silabo de Maquinas Convencionales 2Документ4 страницыSilabo de Maquinas Convencionales 2mizaelОценок пока нет
- BTV Cajas FuertesДокумент64 страницыBTV Cajas FuertescarballolopezpedroОценок пока нет
- Informe Del Examen de RodamientosДокумент13 страницInforme Del Examen de Rodamientosemilio marquezОценок пока нет
- Cuentas Por Pagar y Cobrar ImagrosДокумент20 страницCuentas Por Pagar y Cobrar ImagroscarlaОценок пока нет
- Behringer Ultragain Pro Mic2200 Guia de Configuracao RapidaДокумент11 страницBehringer Ultragain Pro Mic2200 Guia de Configuracao RapidaComunicação de EducaçãoОценок пока нет
- Citroen-Xantia 1994 ES Manual de Taller Sistema Electrico B9cca69d9cДокумент18 страницCitroen-Xantia 1994 ES Manual de Taller Sistema Electrico B9cca69d9cMauricio CarpioОценок пока нет
- Lista de Precios Redbo 2Документ3 страницыLista de Precios Redbo 2J. Eduardo Montoya S.Оценок пока нет
- ManualДокумент16 страницManualdinahОценок пока нет
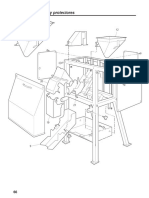
- Trituradora ZeppelinДокумент33 страницыTrituradora ZeppelinWohlwend GiosaОценок пока нет
- Procesos PiezaДокумент18 страницProcesos PiezaDamian gameplaysОценок пока нет
- Fabricación de Una Prensa en C Proceso de Trabajo JRCL 2023Документ19 страницFabricación de Una Prensa en C Proceso de Trabajo JRCL 2023Adrian Sanchez100% (2)
- Piccho AltoДокумент1 страницаPiccho AltoMILDER QUISPE ALTAMIRANOОценок пока нет
- Sg-Sso-Pr-13 Procedimiento de Trabajo Seguro Con Herramientas ManualesДокумент7 страницSg-Sso-Pr-13 Procedimiento de Trabajo Seguro Con Herramientas ManualesFabricio CarrilloОценок пока нет
- Capitulo 08 Tornillo Sin FinДокумент68 страницCapitulo 08 Tornillo Sin FinDania Inf AsencioОценок пока нет
- RM 306Документ9 страницRM 306IRENE GONZALEZОценок пока нет
- Fichas ItemДокумент6 страницFichas ItemJenny FuentesОценок пока нет
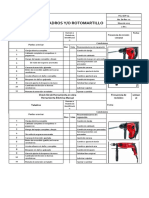
- Check List Taladro Y - o RotomartilloДокумент1 страницаCheck List Taladro Y - o RotomartilloRicardo GonzalezОценок пока нет
- Manual Del TallerДокумент352 страницыManual Del TallerJulianОценок пока нет
- Tipos de Herramientas de Un Taller AutomatrizДокумент26 страницTipos de Herramientas de Un Taller AutomatrizYeiner Fransisco Cortes CОценок пока нет
- EjercicioДокумент3 страницыEjercicioCristian MoralesОценок пока нет
- Power Query 2 Anulacion de DinamizacionДокумент34 страницыPower Query 2 Anulacion de DinamizacionMj GonzalezОценок пока нет
- MANUAL DE ESMERIL ANGULAR Bosch GWS 24-180 LVIДокумент17 страницMANUAL DE ESMERIL ANGULAR Bosch GWS 24-180 LVIEDR RОценок пока нет
- Caldaia Lista de Precios - 12 de Diciembre 2022Документ51 страницаCaldaia Lista de Precios - 12 de Diciembre 2022Fran KesslerОценок пока нет
- Dokusatz de EsДокумент25 страницDokusatz de EsIván A. EspinozaОценок пока нет
- Repuestos UrschelДокумент18 страницRepuestos UrschelHelmun GarciaОценок пока нет
- Alimentador de TapasДокумент81 страницаAlimentador de Tapasrosendo reyes rojasОценок пока нет
- Inspeccion de Herramientas MenoresДокумент1 страницаInspeccion de Herramientas Menoresluisa fernanda giraldoОценок пока нет