Вам также может понравиться
- HEAT TREATMENT OF TOOL STEELДокумент20 страницHEAT TREATMENT OF TOOL STEELعزت عبد المنعمОценок пока нет
- Balancing Wear, StrengthДокумент4 страницыBalancing Wear, StrengthStephen MontelepreОценок пока нет
- Heat Treatment of Tool Steel PDFДокумент20 страницHeat Treatment of Tool Steel PDFjassconsОценок пока нет
- Leduburitic Steel Aisi D2 PDFДокумент8 страницLeduburitic Steel Aisi D2 PDFAnoop KizhakathОценок пока нет
- HEAT TREATMENT GUIDE FOR WELDED JOINTSДокумент10 страницHEAT TREATMENT GUIDE FOR WELDED JOINTSdokumen qcОценок пока нет
- How To Determine The Best Heat Treatment For Your PartsДокумент10 страницHow To Determine The Best Heat Treatment For Your Partswilderness_666Оценок пока нет
- HeattreatmentДокумент29 страницHeattreatmentUJJWAL PRAKASHОценок пока нет
- Heat Treatment of Welded Joints GuideДокумент26 страницHeat Treatment of Welded Joints Guidelinhcdt3Оценок пока нет
- Heat Treatment of Welded JointsДокумент11 страницHeat Treatment of Welded JointsMuhammed SulfeekОценок пока нет
- Heat Treatment of Welded JointsДокумент17 страницHeat Treatment of Welded JointsErick HoganОценок пока нет
- Heat Treatment of Welded JointsДокумент4 страницыHeat Treatment of Welded JointskingstonОценок пока нет
- Tech Gudeline - HEAT TREATMENTДокумент15 страницTech Gudeline - HEAT TREATMENTggi internationalОценок пока нет
- Heat Treatment Properties and ProcessesДокумент70 страницHeat Treatment Properties and ProcessesAbdulmhsen ALjreedan100% (1)
- 18-6 Theoretical PartsДокумент11 страниц18-6 Theoretical Partshayder1920Оценок пока нет
- Plasma Nitriding Process - DataДокумент11 страницPlasma Nitriding Process - Datayadu kumar singhОценок пока нет
- High Speed SteelsДокумент8 страницHigh Speed SteelsShahzaib NajafОценок пока нет
- Heat Treatment of SteelsДокумент6 страницHeat Treatment of SteelsSrinivas LaishettyОценок пока нет
- Sandvik Steel Hardening GuideДокумент25 страницSandvik Steel Hardening GuidejasonsivertsenОценок пока нет
- Heattreatment English 99Документ13 страницHeattreatment English 99shreemugОценок пока нет
- Effect of Alloying Elements on Fe-Fe3C SystemДокумент62 страницыEffect of Alloying Elements on Fe-Fe3C SystemHarsha MallaОценок пока нет
- Annealing, Normalizing, Quenching, Martensitic TransformationДокумент22 страницыAnnealing, Normalizing, Quenching, Martensitic TransformationAboo BackerОценок пока нет
- High Temperature & Low Temperature Thermo-Mechanical ProcessesДокумент24 страницыHigh Temperature & Low Temperature Thermo-Mechanical Processesnaseema shaikОценок пока нет
- Stress relieving steel at 650°C for 1 hour removes 90% internal stressesДокумент4 страницыStress relieving steel at 650°C for 1 hour removes 90% internal stressesAshish BoraОценок пока нет
- Heat Treatment: Dr. Mohamed Abd Elmonem DahaДокумент23 страницыHeat Treatment: Dr. Mohamed Abd Elmonem DahashoroukОценок пока нет
- Uddeholm Heat Treatment Eng 1710 E9Документ20 страницUddeholm Heat Treatment Eng 1710 E9Sinan YıldızОценок пока нет
- Heat Treatment of Steel TTT CurveДокумент59 страницHeat Treatment of Steel TTT CurveINSTECH Consulting100% (1)
- This Article Is About Metal Heat TreatmentsДокумент48 страницThis Article Is About Metal Heat TreatmentsquangluyОценок пока нет
- Comparison of Hardness For Mild Steel After Normalizing and Hardening ProcessesДокумент17 страницComparison of Hardness For Mild Steel After Normalizing and Hardening Processesyaswanth kumarОценок пока нет
- Heat Treatment Lab ReportДокумент7 страницHeat Treatment Lab Reportmuvhulawa bologo100% (1)
- Case Hardening Heat TreatmentsДокумент15 страницCase Hardening Heat Treatmentsmohit1990dodwalОценок пока нет
- Heat Treatment: Prepared by Approved byДокумент20 страницHeat Treatment: Prepared by Approved byBhanu Pratap ChoudhuryОценок пока нет
- Unit 2 Heat TreatmentДокумент59 страницUnit 2 Heat TreatmentAmutha PSGRKCWОценок пока нет
- Heat Treatment Effects on Metal PropertiesДокумент8 страницHeat Treatment Effects on Metal PropertiesBaizura Mohd ZanОценок пока нет
- Heat Treatment of Plain Carbon SteelДокумент12 страницHeat Treatment of Plain Carbon Steelweda walata heduwaОценок пока нет
- Heat Treatment Jominy TestДокумент12 страницHeat Treatment Jominy Testmayur_mechОценок пока нет
- Write The Various Classification of Engineering MaterialsДокумент7 страницWrite The Various Classification of Engineering Materialsashok pradhanОценок пока нет
- Annealing Normalizing QuenchingДокумент22 страницыAnnealing Normalizing QuenchingManish GuptaОценок пока нет
- Annealing, Normalizing, Quenching, Martensitic TransformationДокумент22 страницыAnnealing, Normalizing, Quenching, Martensitic Transformationmukesh_ganganiОценок пока нет
- Basics of Heat Treatment (Part-0)Документ11 страницBasics of Heat Treatment (Part-0)Mohamed AtefОценок пока нет
- Completely Describe The Iron-Carbon Diagram With HelpingДокумент5 страницCompletely Describe The Iron-Carbon Diagram With HelpingwaqarОценок пока нет
- Heat Treatment PPTДокумент70 страницHeat Treatment PPTJhonrey QuejadaОценок пока нет
- Heat Treatment Objectives and ProcessesДокумент6 страницHeat Treatment Objectives and ProcessesAdaitaChowdhury100% (1)
- Materials QuestionsДокумент30 страницMaterials QuestionsMatheus SouzaОценок пока нет
- Pengembangan Energy Consumption To Forging and CastingДокумент20 страницPengembangan Energy Consumption To Forging and CastingRefky FОценок пока нет
- Tooling Materials&Heat TreatmentДокумент13 страницTooling Materials&Heat TreatmentVinod MadireddyОценок пока нет
- Project Report: Metal FormingДокумент14 страницProject Report: Metal FormingohcomeonОценок пока нет
- MaterialsciencereportДокумент6 страницMaterialsciencereporterosОценок пока нет
- Heat Treatment of SteelДокумент59 страницHeat Treatment of SteelNaman ShethОценок пока нет
- Dual PhaseДокумент3 страницыDual Phaseahmed ezwaiОценок пока нет
- Gear Heat TreatmentДокумент13 страницGear Heat TreatmentvishalОценок пока нет
- Heat Treatment Study On Carbon SteelДокумент6 страницHeat Treatment Study On Carbon SteelramaОценок пока нет
- Chapter 4 Heat Treatment of SteelДокумент29 страницChapter 4 Heat Treatment of SteelDa Champ Cena100% (2)
- Matreial Lab: Dr. Morad EtierДокумент14 страницMatreial Lab: Dr. Morad EtierNedaa AbboushiОценок пока нет
- Lecture-6: Heat Treatment of Metals and Alloys - Importance Heat Treatment Processes NormalisingДокумент47 страницLecture-6: Heat Treatment of Metals and Alloys - Importance Heat Treatment Processes NormalisingSarojKumarSinghОценок пока нет
- Heat Treatment Steel: ObjectДокумент10 страницHeat Treatment Steel: ObjectKetut Rizki FirmandanuОценок пока нет
- MMEN 120 - Surface HardeningДокумент19 страницMMEN 120 - Surface HardeningnattydreadfathelahОценок пока нет
- Heat Treatment GC - 08Документ54 страницыHeat Treatment GC - 08kr_abhijeet72356587Оценок пока нет
- Heat Treatment of SteelsДокумент9 страницHeat Treatment of SteelsEhsan KhanОценок пока нет
- Iron Iron Carbon DiagramДокумент9 страницIron Iron Carbon DiagramwaqarОценок пока нет
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonОт EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonРейтинг: 4 из 5 звезд4/5 (1)
- PF06 07 08 SVR Complete 01 08Документ8 страницPF06 07 08 SVR Complete 01 08tecnico0104Оценок пока нет
- 500 600 800 1 700 Sales Page 08 APR 99Документ1 страница500 600 800 1 700 Sales Page 08 APR 99tecnico0104Оценок пока нет
- BMW Motorcycles 6 Series Owner ManualДокумент96 страницBMW Motorcycles 6 Series Owner Manualtecnico0104Оценок пока нет
- Signetics 1974 ApplicationsДокумент402 страницыSignetics 1974 ApplicationsjpratchОценок пока нет
- Hollysys Manual LKPLC Hardware Manual v1.0Документ484 страницыHollysys Manual LKPLC Hardware Manual v1.0tecnico0104100% (1)
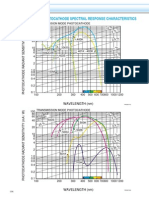
- Semitransparent Photocathode Spectral Response CharacteristicsДокумент0 страницSemitransparent Photocathode Spectral Response Characteristicstecnico0104Оценок пока нет
- Construction and Operating Characteristics: Figure 3: Types of PhotocathodeДокумент0 страницConstruction and Operating Characteristics: Figure 3: Types of Photocathodetecnico0104Оценок пока нет
- Construction and Operating Characteristics: Figure 3: Types of PhotocathodeДокумент0 страницConstruction and Operating Characteristics: Figure 3: Types of Photocathodetecnico0104Оценок пока нет
- Coupling Brochure Taper Grid Steel FlexДокумент46 страницCoupling Brochure Taper Grid Steel FlexgpaivapОценок пока нет
- Construction and Operating Characteristics: Figure 3: Types of PhotocathodeДокумент0 страницConstruction and Operating Characteristics: Figure 3: Types of Photocathodetecnico0104Оценок пока нет
- FSW Process ReviewДокумент8 страницFSW Process ReviewMulyanto MulyonoОценок пока нет
- CementДокумент24 страницыCementanshuldoc9100% (1)
- MAG Wire: Welding Consumables SelectionДокумент5 страницMAG Wire: Welding Consumables SelectionhudysyafrullahОценок пока нет
- Mechanism and Conditions for Obtaining Different Graphite Structures in Gray Cast IronДокумент21 страницаMechanism and Conditions for Obtaining Different Graphite Structures in Gray Cast IronArjyajyoti Goswami100% (1)
- A Report: Manufacturing of Machine Tool BedsДокумент11 страницA Report: Manufacturing of Machine Tool BedsKumarChirraОценок пока нет
- Laser Welding Vs Spot WeldingДокумент8 страницLaser Welding Vs Spot WeldinggcldesignОценок пока нет
- Apcolite Premium Satin Enamel: Product BenefitsДокумент2 страницыApcolite Premium Satin Enamel: Product Benefitsvelmurug_balaОценок пока нет
- Equator 2 BlueДокумент1 страницаEquator 2 Bluegetfarhan786Оценок пока нет
- Technical Datasheet Qoc With Sectors: Product InformationДокумент1 страницаTechnical Datasheet Qoc With Sectors: Product InformationArter PandaanОценок пока нет
- Hardfacing Wires: For Steel Mill RollsДокумент16 страницHardfacing Wires: For Steel Mill RollsRaviTeja BhamidiОценок пока нет
- Hand Plane RestorationДокумент19 страницHand Plane RestorationAgustin LuanОценок пока нет
- Jotaprime 500: Technical Data SheetДокумент5 страницJotaprime 500: Technical Data SheetRudhi AfghaniОценок пока нет
- Boi 2015 MW CatalogДокумент44 страницыBoi 2015 MW CatalogRobert GoyОценок пока нет
- Hidden Storage Coffee Table - RYOBI Nation Projects PDFДокумент14 страницHidden Storage Coffee Table - RYOBI Nation Projects PDFbwatkins6100% (1)
- Welded Steel Chain Renold JeffreyДокумент7 страницWelded Steel Chain Renold JeffreyRodrigo esprtanoОценок пока нет
- CH 14Документ29 страницCH 14Amrik SinghОценок пока нет
- Dry CleaningДокумент4 страницыDry CleaningOkoyeTochiKingsleyОценок пока нет
- 109 File1 CNC Report For SJP 2014 PDFДокумент120 страниц109 File1 CNC Report For SJP 2014 PDFSajid SheikhОценок пока нет
- Determining Effects of Chemical Admixtures On Corrosion of Embedded Steel Reinforcement in Concrete Exposed To Chloride EnvironmentsДокумент6 страницDetermining Effects of Chemical Admixtures On Corrosion of Embedded Steel Reinforcement in Concrete Exposed To Chloride Environmentsmohammed karasnehОценок пока нет
- On PreheatingДокумент22 страницыOn PreheatingYYОценок пока нет
- Types of Joint and Fixtures For Pipes - Plumbing - Building UtilitiesДокумент13 страницTypes of Joint and Fixtures For Pipes - Plumbing - Building UtilitiesGeremy GalleneroОценок пока нет
- Providing High-Quality Zinc Coatings (Hot-Dip) : Standard Practice ForДокумент8 страницProviding High-Quality Zinc Coatings (Hot-Dip) : Standard Practice Forkyeong cheol leeОценок пока нет
- Belzona 1121: Instructions For UseДокумент2 страницыBelzona 1121: Instructions For UseMinhas ArshadОценок пока нет
- Equivalents of Carbon Steel QualitiesДокумент6 страницEquivalents of Carbon Steel QualitiesTushar KasabeОценок пока нет
- Catalyst Fundamentals - Dispersed ModelДокумент17 страницCatalyst Fundamentals - Dispersed Modelandono kusuma jatiОценок пока нет
- Development of Consumables For Nuclear Power Grade Steel Castings.Документ11 страницDevelopment of Consumables For Nuclear Power Grade Steel Castings.DNH RND - VijaykumarОценок пока нет
- Composite Stone Veneer: Installation GuideДокумент13 страницComposite Stone Veneer: Installation GuideRajОценок пока нет
- PW 6107Документ80 страницPW 6107Евгений РомановОценок пока нет
- Different Drill Bits Used in Drilling OperationsДокумент31 страницаDifferent Drill Bits Used in Drilling OperationsPeterMarkОценок пока нет
- Cost Estimate - Fencing PermitДокумент2 страницыCost Estimate - Fencing PermitMark GalleposoОценок пока нет