Вам также может понравиться
- Astm D 1264Документ4 страницыAstm D 1264IDewa Ayu Ananda WidhiyaniОценок пока нет
- D1264Документ3 страницыD1264rpajaro75Оценок пока нет
- Astm D3306Документ5 страницAstm D3306mfelwazieryОценок пока нет
- TCM Va Sample Report 12Документ12 страницTCM Va Sample Report 12nasirОценок пока нет
- Evaluation of Hydrocarbon Heat Transfer Fluids: Standard Guide ForДокумент3 страницыEvaluation of Hydrocarbon Heat Transfer Fluids: Standard Guide ForahmedОценок пока нет
- Coolant Specification253 - 73FEB-2009Документ10 страницCoolant Specification253 - 73FEB-2009Purchase and Stores Officer Contract Cell-IIОценок пока нет
- D1404Документ4 страницыD1404rpajaro75Оценок пока нет
- Why Brake Fluid It Is ImportantДокумент5 страницWhy Brake Fluid It Is ImportantengrsurifОценок пока нет
- Synthetic Oil TestingДокумент12 страницSynthetic Oil TestingamsoildealerОценок пока нет
- MIL-L-2105D Downloaded Gear Oil SpecДокумент17 страницMIL-L-2105D Downloaded Gear Oil Speckamal arabОценок пока нет
- PDS LZ 5703Документ3 страницыPDS LZ 5703Alfredo BallonОценок пока нет
- Xaerus Product CatalogueДокумент4 страницыXaerus Product CatalogueBurhan AdnanОценок пока нет
- ASTM reference oils performance dataДокумент25 страницASTM reference oils performance dataRaghu NagarОценок пока нет
- SAE J300 Viscosity Grades Below 20 Grade-SAE Power Trains Fuels and Lubricants-2010Документ11 страницSAE J300 Viscosity Grades Below 20 Grade-SAE Power Trains Fuels and Lubricants-2010Irfan ShaikhОценок пока нет
- Lubs, Properties & TeatingДокумент33 страницыLubs, Properties & Teatingjamesv52_743942786Оценок пока нет
- Sampling and Preparing Aqueous Solutions of Engine Coolants or Antirusts For Testing PurposesДокумент3 страницыSampling and Preparing Aqueous Solutions of Engine Coolants or Antirusts For Testing PurposesMaxОценок пока нет
- Natural Gas Engines LubricationДокумент9 страницNatural Gas Engines Lubricationjameel babooramОценок пока нет
- VTK Varnish Potential Test Kits PDFДокумент1 страницаVTK Varnish Potential Test Kits PDFEduardo CramerОценок пока нет
- Chapter # O1: 1.1) Hydraulic FluidДокумент9 страницChapter # O1: 1.1) Hydraulic FluidUmar DrazОценок пока нет
- HP Lubes GuideДокумент196 страницHP Lubes GuideJen Ekx100% (1)
- A Study of Automotive Gear LubesДокумент28 страницA Study of Automotive Gear LubesgerardoctavaraОценок пока нет
- ASTM D3306-08 (Glycol in Coolant)Документ5 страницASTM D3306-08 (Glycol in Coolant)maruf amaludin100% (1)
- Fuel DilutionДокумент18 страницFuel DilutionMuHaZir0% (1)
- Velvex Industrial Oil - Nandan Petrochem LTDДокумент27 страницVelvex Industrial Oil - Nandan Petrochem LTDNandan Petrochem Ltd0% (1)
- As 2108-2004 Engine Coolants Type A and Type B For Engine Cooling SystemsДокумент7 страницAs 2108-2004 Engine Coolants Type A and Type B For Engine Cooling SystemsSAI Global - APAC0% (1)
- D 8085 - 17Документ5 страницD 8085 - 17Nguyễn Như ThếОценок пока нет
- Shell Turbo T46 PDFДокумент2 страницыShell Turbo T46 PDFdionisio emilio reyes jimenezОценок пока нет
- Turbocharged Direct Injection Is Engine Oils Next Big Hurdle PDFДокумент5 страницTurbocharged Direct Injection Is Engine Oils Next Big Hurdle PDFMishu MarcelОценок пока нет
- Glycol Base Engine Coolant For Automobile and Light-Duty ServiceДокумент7 страницGlycol Base Engine Coolant For Automobile and Light-Duty ServiceInsumos Gyg100% (1)
- D5967Документ42 страницыD5967jbaquerizo31Оценок пока нет
- API Engine Oil Classifications - 1110Документ14 страницAPI Engine Oil Classifications - 1110hhahn01Оценок пока нет
- Product Information Navigo 6 So: DescriptionДокумент2 страницыProduct Information Navigo 6 So: DescriptionCOMITYОценок пока нет
- Is 13656 2002 PDFДокумент24 страницыIs 13656 2002 PDFSiddharth GuptaОценок пока нет
- Shell Melina S30: Performance, Features & BenefitsДокумент2 страницыShell Melina S30: Performance, Features & BenefitsStefas DimitriosОценок пока нет
- TDS Polartech 7600Документ1 страницаTDS Polartech 7600Ngũ Viên Gia Các100% (1)
- Glycol Base Engine Coolant For Automobile and Light-Duty ServiceДокумент5 страницGlycol Base Engine Coolant For Automobile and Light-Duty ServicejeganОценок пока нет
- CCS D5293Документ9 страницCCS D5293Sofia Fasolo CunhaОценок пока нет
- Acid Number Guide: Understanding AN TestsДокумент11 страницAcid Number Guide: Understanding AN Testsrajeevup2004Оценок пока нет
- D322 AstmДокумент4 страницыD322 AstmReyzza Andia100% (2)
- Jet Aircraft Engine Lubrication Systems ExplainedДокумент24 страницыJet Aircraft Engine Lubrication Systems ExplainedArun AkОценок пока нет
- Synthetic Gear Oil SelectionДокумент9 страницSynthetic Gear Oil Selectionsmallik3Оценок пока нет
- Gulf Industrial Lubricant Portfolio GuideДокумент21 страницаGulf Industrial Lubricant Portfolio Guideatripathi2009Оценок пока нет
- En Additin RC 2540Документ3 страницыEn Additin RC 2540Dinesh babuОценок пока нет
- Indopol Regulatory Bulletin 2015 - 2Документ8 страницIndopol Regulatory Bulletin 2015 - 2Soni SularsoОценок пока нет
- Ruler Vs Rpvot Fluitec Doc1003Документ3 страницыRuler Vs Rpvot Fluitec Doc1003api-221802169100% (1)
- Volvo Oil AnalysisДокумент5 страницVolvo Oil Analysisgilar herliana putraОценок пока нет
- UNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015Документ46 страницUNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015anjali sharmaОценок пока нет
- ISO-Ts 11366-2011Документ11 страницISO-Ts 11366-2011AhmadОценок пока нет
- Oloa 4994CДокумент2 страницыOloa 4994Csafindit50% (2)
- Is 10522 1983 PDFДокумент15 страницIs 10522 1983 PDFSiddharth GuptaОценок пока нет
- Common Position Paper 2012 Signed B7 PDFДокумент5 страницCommon Position Paper 2012 Signed B7 PDFcarbasemyОценок пока нет
- Prasol Chemicals ZDDP Additiv 830 Product Data SheetДокумент2 страницыPrasol Chemicals ZDDP Additiv 830 Product Data SheetahmetОценок пока нет
- Heavy Duty Engine Oils-Field TrialsДокумент51 страницаHeavy Duty Engine Oils-Field TrialsJuan Luis RojasОценок пока нет
- Bio Lubricant PDFДокумент6 страницBio Lubricant PDFthai avvaiОценок пока нет
- Kusa Chemicals Private Limited: Kusapour 340Документ1 страницаKusa Chemicals Private Limited: Kusapour 340n.hartonoОценок пока нет
- Astm D2028 - 09 PDFДокумент11 страницAstm D2028 - 09 PDFSenthil Kumar GanesanОценок пока нет
- D2882Документ6 страницD2882rimi7alОценок пока нет
- D96Документ7 страницD96rpajaro75100% (1)
- ASTM D 1610 - 01 Conditioning Leather and Leather Products For TestingДокумент2 страницыASTM D 1610 - 01 Conditioning Leather and Leather Products For Testingalin2005Оценок пока нет
- ASTM D 1634-00 Standard Test Method For Compressive Strength of Soil-Cement Using Portions of Beams Broken in Flexure (Modified Cube Method)Документ3 страницыASTM D 1634-00 Standard Test Method For Compressive Strength of Soil-Cement Using Portions of Beams Broken in Flexure (Modified Cube Method)Pablo Antonio Valcárcel VargasОценок пока нет
- ASTM D 1514 - 01 Carbon Black-Sieve ResidueДокумент3 страницыASTM D 1514 - 01 Carbon Black-Sieve Residuealin2005Оценок пока нет
- ASTM D 1469 - 00 Total Rosin Acids Content of Coating VehiclesДокумент2 страницыASTM D 1469 - 00 Total Rosin Acids Content of Coating Vehiclesalin2005Оценок пока нет
- ASTM D 1510 - 02 Carbon Black-Iodine Adsorption NumberДокумент7 страницASTM D 1510 - 02 Carbon Black-Iodine Adsorption Numberalin2005100% (1)
- ASTM D 1485 - 86 (Reapproved 2002) Rubber From Natural Sources-Sampling and SampleДокумент3 страницыASTM D 1485 - 86 (Reapproved 2002) Rubber From Natural Sources-Sampling and Samplealin2005100% (1)
- ASTM D 1498 - 00 Oxidation-Reduction Potential of WaterДокумент5 страницASTM D 1498 - 00 Oxidation-Reduction Potential of Wateralin2005Оценок пока нет
- ASTM D 1508 - 01 Carbon Black, Pelleted Fines and AttritionДокумент3 страницыASTM D 1508 - 01 Carbon Black, Pelleted Fines and Attritionalin2005Оценок пока нет
- ASTM D 1469 - 00 Total Rosin Acids Content of Coating VehiclesДокумент2 страницыASTM D 1469 - 00 Total Rosin Acids Content of Coating Vehiclesalin2005Оценок пока нет
- ASTM D 1511 - 00 Carbon Black-Pellet Size DistributionДокумент4 страницыASTM D 1511 - 00 Carbon Black-Pellet Size Distributionalin2005Оценок пока нет
- ASTM D 1490 - 01 Nonvolatile Content of Urea-Formaldehyde Resin SolutionsДокумент2 страницыASTM D 1490 - 01 Nonvolatile Content of Urea-Formaldehyde Resin Solutionsalin2005Оценок пока нет
- ASTM D 1492 - 02 Bromine Index of Aromatic Hydrocarbons by Coulometric TitrationДокумент3 страницыASTM D 1492 - 02 Bromine Index of Aromatic Hydrocarbons by Coulometric Titrationalin2005100% (2)
- ASTM D 1467 - 89 (Reapproved 1995) Fatty Acids Used in Protective CoatingsДокумент3 страницыASTM D 1467 - 89 (Reapproved 1995) Fatty Acids Used in Protective Coatingsalin2005Оценок пока нет
- ASTM D 1611 - 00 Corrosion Produced by Leather in Contact With MetalДокумент2 страницыASTM D 1611 - 00 Corrosion Produced by Leather in Contact With Metalalin2005100% (1)
- ASTM D 1462 - 92 (Reapproved 1998) Refined Soybean OilДокумент1 страницаASTM D 1462 - 92 (Reapproved 1998) Refined Soybean Oilalin2005Оценок пока нет
- ASTM D 1610 - 01 Conditioning Leather and Leather Products For TestingДокумент2 страницыASTM D 1610 - 01 Conditioning Leather and Leather Products For Testingalin2005Оценок пока нет
- ASTM D 1387 - 89 (Reapproved 2002) Saponification Number (Empirical) of Synthetic and NaturalДокумент2 страницыASTM D 1387 - 89 (Reapproved 2002) Saponification Number (Empirical) of Synthetic and Naturalalin2005100% (1)
- ASTM D 1466 - 86 (Reapproved 1995) Sampling Liquid Oils and Fatty Acids Commonly Used inДокумент3 страницыASTM D 1466 - 86 (Reapproved 1995) Sampling Liquid Oils and Fatty Acids Commonly Used inalin2005Оценок пока нет
- ASTM D 1624 - 71 (Reapproved 2000) Acid Copper ChromateДокумент1 страницаASTM D 1624 - 71 (Reapproved 2000) Acid Copper Chromatealin2005Оценок пока нет
- ASTM D 1615 - 60 (Reapproved 1995) Glycerol, Ethylene Glycol, and Pentaerythritol in Alkyd ResinsДокумент4 страницыASTM D 1615 - 60 (Reapproved 1995) Glycerol, Ethylene Glycol, and Pentaerythritol in Alkyd Resinsalin2005Оценок пока нет
- Astm D1612 - 1 (En)Документ2 страницыAstm D1612 - 1 (En)svvasin2013Оценок пока нет
- ASTM D 1455 - 87 (Reapproved 2002) 60° Specular Gloss of Emulsion Floor PolishДокумент2 страницыASTM D 1455 - 87 (Reapproved 2002) 60° Specular Gloss of Emulsion Floor Polishalin2005Оценок пока нет
- ASTM D 1357 - 95 (Reapproved 2000) Planning The Sampling of The Ambient AtmosphereДокумент4 страницыASTM D 1357 - 95 (Reapproved 2000) Planning The Sampling of The Ambient Atmospherealin2005Оценок пока нет
- ASTM D 1615 - 60 (Reapproved 1995) Glycerol, Ethylene Glycol, and Pentaerythritol in Alkyd ResinsДокумент4 страницыASTM D 1615 - 60 (Reapproved 1995) Glycerol, Ethylene Glycol, and Pentaerythritol in Alkyd Resinsalin2005Оценок пока нет
- ASTM D 1627 - 94 (Reapproved 2000) Chemical Analysis of Acid Copper ChromateДокумент3 страницыASTM D 1627 - 94 (Reapproved 2000) Chemical Analysis of Acid Copper Chromatealin2005Оценок пока нет
- ASTM D 1634-00 Standard Test Method For Compressive Strength of Soil-Cement Using Portions of Beams Broken in Flexure (Modified Cube Method)Документ3 страницыASTM D 1634-00 Standard Test Method For Compressive Strength of Soil-Cement Using Portions of Beams Broken in Flexure (Modified Cube Method)Pablo Antonio Valcárcel VargasОценок пока нет
- ASTM D 1628 - 94 (Reapproved 2000) Chemical Analysis of Chromated Copper ArsenateДокумент4 страницыASTM D 1628 - 94 (Reapproved 2000) Chemical Analysis of Chromated Copper Arsenatealin2005Оценок пока нет
- ASTM D 1356 - 00a Sampling and Analysis of AtmospheresДокумент14 страницASTM D 1356 - 00a Sampling and Analysis of Atmospheresalin2005Оценок пока нет
- ASTM D 1342 - 92 (Reapproved 2002) Paraffin-Type Hydrocarbons in Carnauba WaxДокумент2 страницыASTM D 1342 - 92 (Reapproved 2002) Paraffin-Type Hydrocarbons in Carnauba Waxalin2005Оценок пока нет
- ASTM D 1347 - 72 (Reapproved 1995) MethylcelluloseДокумент6 страницASTM D 1347 - 72 (Reapproved 1995) Methylcellulosealin2005Оценок пока нет
- Construction of Multistoried Boys Hostel by Kanwarjot SinghДокумент22 страницыConstruction of Multistoried Boys Hostel by Kanwarjot SinghvipinОценок пока нет
- Human-Environment InteractionДокумент3 страницыHuman-Environment Interactionapi-299100358Оценок пока нет
- Evaporative Pre CoolerДокумент46 страницEvaporative Pre CoolerLizbeth Ramirez AlanyaОценок пока нет
- Bridge Operational ClassificationДокумент1 страницаBridge Operational ClassificationFrancis DomingoОценок пока нет
- Titanvene Lldpe-LctnДокумент4 страницыTitanvene Lldpe-LctnRifan HarfaniОценок пока нет
- Novajet Refference GuideДокумент74 страницыNovajet Refference GuideoralbnetworkОценок пока нет
- Introduction To Manufacturing Engineering: Lecturer: Ass - Prof.Dr. Nguyen Tien DuongДокумент14 страницIntroduction To Manufacturing Engineering: Lecturer: Ass - Prof.Dr. Nguyen Tien DuongTOAN Du100% (1)
- Abbreviations Plumbing Symbols: Fort Worth DistrictДокумент21 страницаAbbreviations Plumbing Symbols: Fort Worth DistrictDenzel NgОценок пока нет
- SLTRT Service Level Testing Reporting ToolДокумент110 страницSLTRT Service Level Testing Reporting ToolChedli Dhouibi50% (2)
- SANTO 72358 KA3: Electronic RefrigeratorДокумент32 страницыSANTO 72358 KA3: Electronic RefrigeratorSakthipriya JeganathanОценок пока нет
- WWW - Incar.tw-Kobelco SK 75 Service ManualДокумент5 страницWWW - Incar.tw-Kobelco SK 75 Service Manualpurnomo0% (1)
- Vernier, Dial, and Electronic Digital Calipers: Session 3Документ40 страницVernier, Dial, and Electronic Digital Calipers: Session 3Emman Bosito100% (1)
- Extrusion-Spheronization Process Variables and CharacterizationДокумент57 страницExtrusion-Spheronization Process Variables and CharacterizationKhanh Le0% (1)
- Manage Payment Process Profiles - 1Документ1 страницаManage Payment Process Profiles - 1I'm RangaОценок пока нет
- Measurement & Calculation of Vehicle Center of Gravity Using Portable Wheel ScalesДокумент11 страницMeasurement & Calculation of Vehicle Center of Gravity Using Portable Wheel ScalesVedant KodagiОценок пока нет
- Boiler MaintenanceДокумент144 страницыBoiler Maintenanceaziz100% (2)
- Deterministic Inventory Control FormulasДокумент6 страницDeterministic Inventory Control FormulasvivekОценок пока нет
- Standard For Safety UL AДокумент49 страницStandard For Safety UL ANhất NgônОценок пока нет
- MEITRACK MVT100 User Guide V2.4Документ19 страницMEITRACK MVT100 User Guide V2.4MeitrackОценок пока нет
- Electric Electronics BrochureДокумент8 страницElectric Electronics BrochurejolualОценок пока нет
- Vacuum Chill BlockДокумент2 страницыVacuum Chill BlockAditheya Varthan MОценок пока нет
- PL-BRICK HP 2850 740 2X6: Product DatasheetДокумент4 страницыPL-BRICK HP 2850 740 2X6: Product DatasheetAbhilash ThomasОценок пока нет
- Infiltration Ventilation LeakageДокумент42 страницыInfiltration Ventilation LeakageBulut YildizОценок пока нет
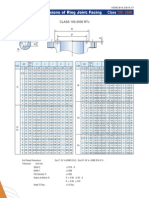
- RTJ Dimension ASME B16.5/B16.47Документ1 страницаRTJ Dimension ASME B16.5/B16.47parayilomer0% (1)
- Premium Swab Rigs Since 1925Документ8 страницPremium Swab Rigs Since 1925fabricio3fabricio-1Оценок пока нет
- Zw3d2022 Lite Vs Cadbro 2022Документ4 страницыZw3d2022 Lite Vs Cadbro 2022Carlos LimaОценок пока нет
- Checkpoint Physics Notes Chapter 1-5Документ5 страницCheckpoint Physics Notes Chapter 1-5Siddhant Srivastava50% (2)
- AGA-3 Comparison Normal BetaДокумент12 страницAGA-3 Comparison Normal BetahailriqОценок пока нет
- Template SOA (ISMS)Документ51 страницаTemplate SOA (ISMS)sitiruzaimahОценок пока нет
- Wind Load CompututationsДокумент31 страницаWind Load Compututationskim suarezОценок пока нет