Академический Документы
Профессиональный Документы
Культура Документы
Calculation Desk Book
Загружено:
achmaddachИсходное описание:
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Calculation Desk Book
Загружено:
achmaddachАвторское право:
Доступные форматы
. ,.
'
.. i, .
""
. '.
,
- .
':' .... -.. >;>
-' .
, -
. ".:'.'
'.'; - .. ,.-
,.,"- ... :
!; ..
, , ."-
..@) ...
. ",'.
.". "
.j:'
OOULATIONl&SHORTCUT
. ": -' ,' ..
. "';- -
"
,
.... '
PUBLISHED
.; .'
..
rJjEMICAl. ..'
.... .
,': ..
"
'J
'CALCULATION & SHORTCUT ,
DES K
PRINTED IN U.S.A.
All Material Copyrighted
by CHEMICAL ENGINEERING
in its Biweekly Issues.
$6.00
McGRAW-HILL Inc. / 1221 Avenue of the Americas / New York, New York, 10020 07-A
TABLE OF CONTENTS
PHYSICAL or CHEMICAL PROPERTIES;
STOICHIOMETRIC CALCULATIONS;
MATHEMATICS
Estimating Specific Heat of Liquid Mixtures. . . . . . . . . . . . . .. 11
Predicting the Time to Arrive at a New Steady State ... . . .. 21
Finding the Length of Helical Coils. . . . . . . . . . . . . . . . . . . . .. 36
Specific Gravities of Slurries or Mixtures . . . . . . . . . . . . . . . .. 37
Calculating Log Mean Averages from Arithmetical
Averages ....................................... .
Adjusting pH with Acid or Caustic ...................... .
Choosing the Right Formula for Calculator Curve Fitting ... .
Balancing Chemical Equations Without Chemistry ... .
How to Convert Temperatures Mentally ................. .
Calculation of J Functions By a Pocket Calculator ........ .
Thermal Conductivities of Gases at Atmospheric Pressure ..
Heat-capacity Ratios for Real Gases ................... .
Shortcuts to Small-Sample Statistics Problems ........... .
Calculating the Weights of Dry And Wet Flue Gas ........ .
Moisture Content of Air ............................... .
Interpolating on Logarithmic Coordinates ............... .
FLOW and STORAGE of FLUIDS
and SOLIDS
49
50 eAV
61
62
63
68
76
87
90
96
100
110
Rapid Sizing of Vessel Nozzles for Safety-Valve Service. . . . 5
Feeding Solids into Gas Streams. . . . . . . . . . . . . . . . . . . . . . . . 9
Manual Liquid-Filling System ......................... " 31
Cleaning Debris out of Process Lines. . . . . . . . . . . . . . . . . . .. 38
Time Required to Empty a Vessel. . . . . . . . . . . . . . . . . . . . . .. 40
Reducing Centrifugal Fan-Wheel Capacity. . . . . . . . . . . . . . .. 41
Head Losses in Fittings. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 54
Estimate the Solids Inventory in a Silo. . . . . . . . . . . . . . 56
Fast Way to Choose Pipe Diameters. . . . . . . . . . . . . . . . . . . .. 70
Use V-trough to Distribute Viscous Fluids . . . . . . . . 89
Quick Calculation for Holdups in Horizontal Tanks. . . . . . . .. 94
Calculating Volumes of Rectangular Bins ............... " 97
Polymer Additives Cut Pipe Friction ..................... 101
Simplified Sparger Design .............................. 104
Predicting Pump Flows from System Characteristics. . . . . .. 105
Estimating Air and Flue-Gas Velocities. . . . . . . . . . . 108
Sizing Drawoff Nozzles . . . . . . . . . . . . . . . .. .............. 109
Washbox Design Cuts Splashing and Saves Money. . . 111
HEAT TRANSFER
Relating Heat Emission to Surface Temperature .... .
Vertical vs. Horizontal Condensers ..................... .
Quick Estimate of Boiling-Heat-Transfer Coefficient ....... .
Direct Calculation of Exchanger Exit Temperatures ....... .
Determine the Resistance that Controls Heat Exchange
Cost .............................................. .
Ease Thermal-Stress Ills .................... .
Tank Overflow Flapper-Valve Reduces Heat Losses, Saves
20
351)
38
46
47
53,c.ill .
Dollars. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 58
Relating Heat-Exchanger Fouling Factors to Coefficients of
Conductivity ....................................... .
Sizing Piping Insulation ........................... .
Estimate Waste-Gas Heat Savings ..... .
Finding the Natural Frequency of Vibration of Exchanger
Tubes ........................................... .
63
64,,.
65
66
Basic Data for Steam Generators-at a Glance ........... , 71
Sizing Vacuum Equipment for Evaporative Coolers ....... , 83
Designing Heating Coils for Tanks by Nomograph ......... 106
Avoid Oversizing Desuperheater-Condensers ............. 114
MASS TRANSFER and SEPARATION
OPERATIONS
Predict Performance of Belt-Filter Washing. . . . . . . . . . . . . . . 1
Mixing Model Tracks Changing Compositions. . . . . . . . . . . .. 19
Recovery Calculation for a Separation Process. . . . . . . . . . .. 20
Figuring Packed-Tower Diameter ....................... , 30
How to Size a Gravity Settler with an Internal Weir. . . . . . .. 33
Comparing Equilibrium Stages with Transfer Units. . . . . . . .. 73
Predicting Efficiency of Fine-Particle Collectors ., ........ , 79
Determining Ideal Stages on a Pocket Calculator ......... , 88
An Equation to Relate K-Factors to Pressure
and Temperature .................................... 102
Get More Information from Flotation-Rate Data ............ 113
PROCESS MEASUREMENT and
CONTROL
Easy Way to Measure Slurry Flowrates ................. , 14
Traversing Thermocouple System. . . . . . . . . . . . . . . . . . . . . .. 15
Initial Controller Settings to Use at Plant Startup ......... , 16
Calibrate Your Metering Pump ......................... , 21
Measuring Flows Through Vents. . . . . . . . . . . . . . . . . . . . . . .. 22
Control System Cuts Heating and Cooling Costs ......... , 23
Orifice-Meter Sizing .................................. , 24-
Testing the Response of Online Analyzers ..... ,' . . . . . . . . .. 32
Adjust Diaphragm Meters Correctly. . . . . . . . . . . . . . . . . . . . .. 39
Cascade Controller Returns Condensate. . . . . . . . . . . . . . . .. 42
Check Turbine-Flowmeter Calibration Fast ....... . . . . . . .. 43
Portable Gage to Measure Average Specific Gravity ...... 54
Inexpensive Metering/Monitoring ....................... , 57
Safety Valve Protects Vacuum Lines .................... , 59
Pneumatic Memory Smooths Valve Opening ............. , 60
Make Your Own Automatic Shutdown System .......... .. 69
Converting Rotameter Readings ....................... , 70
Batch Temperature Control Near Freezing Point. . . . . . . . . .. 78
COST ENGINEERING
Breakeven Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Instrument-Installation Manhours. . . . . . . . . . . . . . . . . . . . 27 -..
How Does Construction Time Affect Return? ............ , 29
Move Motors to Cut Cooling Costs . . . . . . . . . . . . . . . . . . . . .. 52
Estimating the Costs and Weights of Process Vessels. . . . .. 85
OTHER ENGINEERING TECHNOLOGY
Estimating Temperature Extremes of Accidental Fires ..... .
Radio Homes in on Spark Sources ..................... .
Calculating the Masking Effects of Noise ................ .
Tool Removes Old Packing ............................ .
Calculating the Required Tension on V-Belts .............. .
A Single Graph for Gas-Compression Horsepower ....... .
How to Check Smoke-Detector Performance in the Plant .. .
6
10
44
66
74
99
112 .".
Predict performance of
belt-filter washing
This streamlined method enables you to calculate the complete
material balance for countercurrent washing on a belt filter,
once you have defined a washing-loss curve.
A. Tomiak, The Ontario Paper Co.) Canada.
D Enjoying a wider popularity in recent years is coun-
tercurrent filtration washing (CCFW) using a belt filter.
The technique is effective for recovering solids dissolved
in the liquids held up by a filter cake.
Efficient recovery at low dilution makes possible the
elimination of liquor recycle within a stage. This per-
mits a reduction in mixing and pumping capacity, and
filtration area. These requirements are generally greater
for CCFW systems using drum filters with liquor recycles.
Mathematical treatment of washing on a belt filter'is
difficult. As the cake travels along the belt and is
washed with progressively leaner wash liquor, it devel-
ops a concentration profile that varies from stage to
sta"ge. Thus, different recoveries are obtained at each
stage ..
However, a simplified solution to the problem does
exist. This solution is exact for ideal displacement
washing, in which the volumetric liquidLphase holdup
remains constant throughout the washing process. In
practice, this assumption is usually approximately true,
despite the difficulties of assuring a uniform wash-liquor
distribution.
The new calculation method presented here has one
basic requirement. A "washing loss vs. wash ratio"
curve for simple filtration washing (SFW) with a solute-
free wash liquor must be known for the given filter cake.
This curve is relatively easy to obtain from pilot-plant
or full-scale operation. It can even)e determined from
a laboratory test that simulates the given conditions-
and duplicates the cake thickness and washing rate for
the belt filter.
The basic model
This discussion will derive equations for a belt filter
having five countercurrent stages (Fig. 1). The calcula-
tion method may be readily extended to handle any
number of stages.
Fig. 1 summarizes the concentrations and flows in-
volved in the material balance. In addition to these, two
auxiliary normalized concentrations will be defined: ii'
which is the fraction of original liquor left in cake
discharged from the i-th stage; and d
n
, which is. the
fraction of cake liquor holdup attributable to the wash
liquor.
In defining d
n
, the wash-liquor addition stage is taken
to be stage one. Thus, for wash liquor added at stage i,
d
1
is the fraction of wash holdup in cake discharged
from the i-th stage, d
2
the fraction of wash liquor
holdup in cake discharged from the (i + 1 )-th stage,
etc.
Washed pulp discharging from belt filter
Material balance for the washing section of a five-stage countercurrent belt filter
2
The material balance equations for the individual
stages can be written as follows:
Co - C
1
= N(W1 - W
2
)
:C1 c
2
=N(w2 - W
3
)
C
2
- C
3
= N(w3 - W
4
)
. C
3
- C
4
= N(w4 - W
5
)
C
4
- C
5
= N(w5 - w
o
)
(1)
(2)
(3)
(4)
(5)
The c
i
concentrations (average values at the dis-
. charge) :maY'be expressed in terms of the starting con-
centration, co' and the incoming wash-liquor concen-
trations:
C
1
= 11
c
O' + d
1
w
2
(6)
c
2
= 12
c
o + d
2
w
2
+ d
1
w
3
(7)
C
3
= 13co + d
3
w
2
+d
2
w
3
+ d
1
w
4
(8)
c
4
= 14co + d
4
w
2
+d
3
w
3
+ d
2
w
4
+ d
1
w
5
(9)
c
5
= 15co+ d
5
w
2
+ d
4
w
3
+ d
3
w
4
+ d
2
w
5
+ d
1
w
O
(10)
The regular form of the last\ set of equations is
explained quite simply. Each wash-liquor addition
makes a contribution to the overall cake-liquor concen-
. tration in subsequent stages. This contribution is de-
fined by the d
n
factors cOrhmon to all stages.
Combining and rearranging the above equations
yields:
w
2
- Aco)/(N - d
1
) (11)
N - a)w2 - Bco)/(N - d
1
) (12)
w
4
= N - a)w3 - bW
2
- Cco)/(N - d
1
) (13)
w5 = N - a)w4 - bW3 - cW
2
- Dco)/(N - d
1
) (14)
Wo = N - a)w5 - bW
4
- cW
3
- dW
2
- Ec
o
)/
(N- d
1
) (15)
where: A = 1 11' B = 11 - 12' C = 12 - 13' D =
13 - 14' E = 14 - 15; and a = d
1
- d
2
, b = d
2
- d
3
,
C =d
3
- d
4
, d= d
4
- d
5
.
Since Co and Wo are given as the initial concentrations,
one could assume a w
1
concentration; and calculate
from it w
2
' w
3
' w
4
' w5 and a new value of wOo The
procedure could be repeated until the desired value of
Wo was obtained by trial and error.
Actually, this is not needed, since from the first results.
of such calculations (i.e., a calculated w6 value based on
an assumed wD the correct value of Wo can be obtained
directly [1]:
Knowing all the wi values, one can determine the ci
concentrations using Eq. (1-5).
Auxiliary normalized concentrations
The li concentrations defined above correspond to
simple-filtration washing losses, which may be deter-
. mined from pilot-plant tests. These losses are repre-
sented by anfvs. N curve, obtained by using a solute-
freewash liquor. For countercurrent washing at a wash
ratio N, the concentrations are: 11 =f(N) =A; l2 =
3
Theoretical estimate of liquor losses incurred
during simple filtration washing (SFW) Fig. 2
f(2N) =f2; l3 =f(3N) =f3; l4 =f(4N) =/4; and
l5 = f(5N) = Is. A typical loss curve is illustrated in
Fig. 2, which is based on theoretical calculations for the
PMCS (perfect-mixing cells in series) model [2] having
two cells U = 2).
The d
n
concentrations, also defined above, are not so
straightforward. One method of getting them is to
measure them experimentally in pilot-plant tests.
In these tests, the starting cake could be made up
using water. The cake would then be washed, first with
a liquor of concentration w up to a wash ratio N, and
then with water from a wash ratio N to mN. Data on the
average liquid-phase concentrations in the cake, c
i
,
could then be used to calculate the since d, = c/w,
where c
i
is the concentration obtained at wash ratio iN.
In practice, however, this pilot-plant procedure is not
necessary. An easier way to arrive at the dn's is to calcu-
late them from the fi's:
d
1
= 1 - f1 = A
d
2
=f1 - f2 = B
d
3
=f2 - f3 = C
d
4
=f3 -h = D
d
5
=f4 - f5 = E
(17)
(18)
(19)
(20)
(21 )
the justification for this calculation routine is as
follows:
Consider simple filtration washing using ,solute-free
wash liquor. At wash ratio N, the fraction of cake liquor
displaced by the wash is d
1
= 1 - fl' At wash ratio, 2N,
the fraction is d
1
+ d
2
= 1 - f2; hence, d
2
= 1 - 12 -
(1 - A) = 11 - f2' At wash ratio 3N, the fraction is
d
1
+ d
2
+ d
3
= 1 - fa and d
3
= 1 - f3 - (j1 - 12) -
(1 - f1) =12 - f3'
In general, we find that d
i
=fi-1 - fi. However, it
should be remembered that this applies on]y to simple,
solute-free washing, such that the wash does not con-
tribute to the resultant liquor concentrations.
, In countercurrent washing, appropriate allowance
must be made in Eq. (6-10) for the different concentra-
tions of each wash.
For example, at the third stage, one must allow for:
the first-stage wash, applied two stages earlier at w
2
concentration (this contribution corresponds to d
3
); the
second-stage wash, applied one stage earlier at w3 con-
centration (this contribution corresponds to d
2
); the
third-stage wash applied at that stage at w
4
concentra-
tion (this contribution corresponds to d
1
); and the frac-
tion of the original liquor at concentration Co left in the
cake (f3 = fa) after third-stage washing.
Final form of the technique
By manipulating Eq. (17-21), one obtains:
a = A - B, b = B - C, , = C - D, and d = D - E.
With these relationships, we may rewrite Eq. (11-15):
W
2
= (Nw1 - Aco)!(N - A)
w3 = N - A + B)w2 - Bco)!(N - A)
(22)
(23)
W
4
= N - A + B)wg - (B - C)w2 - CCo)!
(N - A) (24)
W5 = N - A + B)W4 - (B - C)w3 -
(C - D)W2 - Dco)!(N - A) (25)
Wo = N - A + B)w5 - (B - C)w4 -
(C - D)w3 - (D - E)w2 - Eco)!(N - A) (26)
where: A = 1 - A; B = f1 - 12, C = 12 - fa, D =
fa - h, and E =h - 15'
From these equations and Eq. (16), we can calculate
all the wash concentrations. Knowing these, we can
then find the cake liquor concentrations from Eq. (1-5):
c
1
= Co - N(wl - w
2
)
c
2
= '1 - N(w2 - w
3
)
c
3
= c
2
- N(w3 - w
4
)
c
4
= c
3
- N( W 4 - W
5
)
C
5
= c
4
- N( W5 - W
o
)
(27)
(28)
(29)
(30)
(31)
4
An example
The method will be applied to the five-stage, coun-
tercurrent washing setup shown in Fig. 1. We will as-
sume that washing losses are defined by the SFW
solute-free loss curve shown in Fig. 2, at a wash ratio of
N = 1.1.
We have in this case: f1 = 2.1 e-
2
.
2
, f2 = 3.2 e-
4
.4,
fa' = 4.3 e-
6
.
6
,f4 = 5.(e-
8
.
8
, andf5 = 6.5 c'1.11.0.
These results yield: A = 0.767,B = 0.193,C = 0.033,
D = 0.005 and E = 0.0007.
Next, we carry out the calculations of Eq. (22-26)
using normalized concentrations (i.e., Co =1). These
concentrations are denoted by capital letters.
assumed value of Wi = 0.9, we arrive at the follow-
ing wash concentrations: W
2
= 0.669, Jfs = 0.477,
= 0.3.32, = 0.224, and Wb = 0.142.
We then substitute the above values of and Wb
(with Co = 1) into Eq. (16). With Wo = 0 (i.e., the
starting wash-liquor is solute-free), one obtains: W
1
=
- Wb) / (1 - Wb) = 0.883.
Repeating the calculations in Eq. (22-26) for this
value of W
1
; we obtain: W
2
= 0.615, W3 = 0.390,
W
4
= 0.221, W5 = 0.095, and Wo == 0.000.
Finally, from Eq. (27-31), we have: C
1
= 0.704,
C
2
= 0.458, C
3
= 0.272, C
4
= 0.133, and C
5
= 0.028.
Advantages of the new method
The new method permits you to predict the counter-
current washing performance of belt filters "from known
SFW behavior, provided there is no solute sorption by
the cake solids.
The method is not only more general but also easier
to apply than more-complex earlier ones based on the
PMCS model, [3]. Because experimental difficulties hinder
the accurate determination of SFW losses when concen-
trations are dilute, it is often more convenient to use
theoretical models or empirical relationships for SFW as
an aid in calculating A, B, C, etc. Even though the SFW
characteristics for a given cake may be quite complex,
the method is easily implemented, so long as the nu-
merical values of SFW losses up to wash ratio mN are
available.
J. H. Mannon, Editor
References
1. Tomiak, A., CaTL j. Chem. Eng., Vol. 52, 1974, pp. 502-6.
2. Tomiak, A., A.I.Ch.E. j., Vol. 19, 1973, pp. 76-84.
3. Tomiak, A. and Lauzon, M. A., Pulp Paper CaTL, Vol. 79, No.2, 1978,
pp. T71-5.
The author
A. Tomiakis Technical Superintendent,
Chemical Operations, for The Ontario
Paper Co., P.O. Box 1040, Allanburg
Rd., Thorold, Ontario, Can., L2V 3Z5.
He has published a number of papers on
pulp washing and filter-cake washing. A
member of the Technical Section of the
Canadian Pulp and Paper Assn., he
earned his B.Sc. (Eng.) in chemical
engineering from the University of
London.
Rapid sizing of vessel nozzles
for safety-valve service
R. P. Willis, Constructors John Brown Ltd *
D The American Petroleum Institute's code API RP
520 recommends that for gas, vapor or flashing-liquid
service, the piping between protected equipment and
the inlet flange of a pressure-relief valve be designed so
that the total pressure loss shall not exceed 3% of the set
pressure of the valve. This pressure loss includes the
contraction loss, as the vapor enters the nozzle from the
vessel, the line loss, and the loss through fittings, where
applicable. Calculations should be based on the maxi-
mum rated flow through the safety valve. Contraven-
tion of this criterion can result in valve chatter.
Vessels are typically designed and requisitioned at an
early stage of a project. Since it is convenient to have
the vessel-nozzles sized on the requisitions, a quick,
reliable method for sizing relief-outlet nozzles aids in
coordinating plant design and procurement. Since the
set pressure of the safety valve is established by the
vessel design, the pressure-drop requirement of less than
3% of set pressure offers a starting point, to which can
be added data on the required flowrate and relief con-
ditions that are also partially established by the vessel
design. The vessel-relief outlet nozzle must never be
smaller than the inlet to the safety valve [3].
The pressure drop can be expressed as n velocity
heads, where a velocity head is defined as v
2
/2g:
tlP = nv
2
p/(2)(32.2)(144) = nv
2
p/9,273.6
The safety valve will normally be sized according to
the ASME code with the following formula:
W = CKAP(M/zT)1/2
Sizing the safety-valve upstream piping thus requires
converting the velocity term, v, and the density term, p,
of the pressure-drop formula to terms consistent with
the valve-sizing equation. The velocity can be related to
W through the formula:
v = (W/3,600)/(p)(7Td
2
/4 X 144)
= W/19.635pd
2
The density, p, can be expressed as:
p = MP/10.726Tz
Algebraic manipulation then gives:
tlP = (3 X 10-
6
)n(CKA?P/d
4
Values of a K and A, which are required for sizing
the safety valve, are available from the API code or
from manufacturers of safety valves. The value of n for
the contraction loss to a vessel nozzle is 0.5 for a con-
ventional nozzle, but may be reduced to 0.04-0.1 for
nozzles with well-rounded entrances [4,5,6]. The value
of n through the nozzle, as well as connected pipe and
fittings, can be calculated by the relationship n =
*CJB House, Buckingham Street, Portsmouth, Hants, England POI 1HN
5
Nomenclature
A = effective discharge area of the valve, in
2
C = coefficient depending on gas specific heat ratio
d = inside pipe diameter, in.
D = inside pipe diameter, ft
f = friction factor, dimensionless
g = acceleration due to gravity, ft/s
2
K = coefficient of discharge (usually 0.97-0.975)
L = length of pipe, ft
M = molecular weight of gas
n = number of velocity heads lost, dimensionless
P = accumulated relieving pressure, psia
~ P = pressure drop, psi
T = pressure-relieving temperature, oR
v = gas velocity, ft/s
W = relieving rate, lb/h
z = gas compressibility
p = gas density at relieving conditions, Ib/ft
3
feLl D), where (L/ D) can be taken as the equivalent
length of the fitting expressed as pipe diameters. Nozzles
up to 4 in. diameter are usually 6 in. long; nozzles larger
than 4 in. diameter are usually 8 in. long.
If the nozzles are assumed to be constructed with wall
dimensions of standard-wall pipe, the n-values for the
nozzles, based on f values [4], are as shown in the
following table:
Nominal nozzle No. of velocity heads lost, n
diameter, in. f Normal nozzle Well-rounded nozzle
1 0.0227 0.63 0.23
1 ~ 0.0205 0.58 0.18
2 0.0190 0.56 0.16
3 0.0174 0.53 0.13
4 0.0162 0.52 0.12
6 0.0150 0.52 0.12
8 0.0140 0.51 0.11
10 0.0135 0.51 0.11
More-complicated piping can be allowed for by eval-
uating "2. [(fOU/L/ D)] for the piping, and adding that to
the value of n tabulated for the nozzle. If the piping is
standard wall thickness, the tabulated values off can be
used for this calculation.
References
1. American Petroleum Institute, API RP 520, "Recommended Practice for the
Design and Installation of Pressure Relieving Systems in Refineries," Part
I-Design (1967).
2. ibid, Part II-Installation (1963).
3. American Society of Mechanical Engineers, "ASME Boiler and Pressure
Vessel Code-Section VIII, Pressure Vessels," Div. 1 (1974).
4. "Flow of Fluids Through Valves, Fittings and Pipe," Publication No. 410,
Crane Co., Chicago (1969).
5. Kennard,J. K., and Street, R. L., "Elementary Fluid Mechanics," 5th ed.,
Wiley, New York (1975).
6. Perry, R. H., and Chilton, C. H. (eds.), "Chemical Engineer's Handbook,"
5th ed., McGraw-Hill, New York (1973).
Estimating temperature
extremes of accidental fires
The extent of damage to equipment in a
chemical-process-plant fire depends to
a considerable degree on the maximum
temperature reached. Here are clues
to help you estimate that temperature.
Dale R. McIntyre, Battelle-Houston Operations
o Bringing order out of the chaos created by a major
fire in a chemical processing unit is one of,the biggest
challenges its technical staff can face.
Many major pieces of equipment will be damaged to
some extent. The economic future of the facility may
hinge on an assessment of the severity of the fire and,
thus, on the extent of necessary repairs. A question that
usually comes up in such situations concerns the tem-
perature extremes to which the equipment has been
exposed.
Equipment exposed to accidental fire will usually dis-
playa variety of signs that indicate the approximate
temperature extremes reached during the blaze. Knowl-
edge of these temperatures is useful in locating the ori-
gin of the fire, determining the nature of the fuel, esti-
mating the thermal stresses imposed on the equipment,
and assessing the extent of repairs needed to return the
equipment to service.
Most of these temperature indications can be col-
6
lected by simple visual inspection. Then, hardness tests
andmetallographic examinations can provide addi-
tional information. . .
Clues for finding the temperature come from knowl-
edge of the changes of state that takeplaceinr,naterials
as temperature increases. Oxidation of polymers and
metals, scale formation on metals, melting points, boil-
ing points, and solid-state phase changes are all possible
temperature-indicators if properly. interpreted.
Fire-temperature indicators
It would be impossible tolist temperature indicators
for all of the hundreds of different materials that find
their way into chemical processing plants and refineries.
From laboratory tests and a survey of the literature, a
number of temperature-indicating observations have
been chosen, based on common materials frequently
used in these plants-polyurethane and foamed glass
insulation, phenolic resins, lead-base babbitt, DHP
(deoxidized high-residual phosphorus) copper instru-
ment-tubing, and carbon, low-alloy and stainless steels.
Other temperature indicators could be developed for
specialized materials, using the techniques outlined
below. Events useful as temperature indicators can be
divided roughly into two classes:
Class I-Events unaffected by time.
Class II-Events that are complex functions of time,
temperature, and cooling rate.
The melting points of the different alloys are temper-
ature-controlled only, and therefore unaffected by time.
Since a piece of melted equipment is easy to spot on
visual inspection, melting points make excellent Class I
temperature indicators. Similarly, the discoloration and
charring of organic materials such as polyurethane
foam, phenolic resins, and acrylic resins are largely con-
trolled by temperature rather than time of exposure.
The onset of high-temperature scaling on carbon
steel or stainless steels exposed to air is also largely tem-
perature-controlled. Below a certain threshold value
(approximately I,OOOF for carbon steels, 1,550F for
18-8 stainless steels), essentially no high-temperature
oxidation will be observed. Above that threshold value,
a significant oxide scale will form even in the short-term
exposures (several minutes to several hours) characteris-
tic of fires. The scaling proceeds as a logarithmic func-
tion of time and temperature. The logarithmic growth
curve and the friable nature of most high-temperature
oxide scales make it difficult to estimate temperatures
from scale thickness. However, the presence of scale it-
self is indicative of temperatures at least as high as the
. threshold. value for that material. '.
For exposure times in excess of about 15 min, the
recrystallizatiolli.of copper and brass instrument tubing
is controlled by two factors, the temperature and the
Useful temperature-indicating events (listed in ascending order)
Approximate
temperature. Method of
OF (OC)
Indication Equipment observation Class Reference
300 (140) polyurethane-foam charred black Thermal insulation Visual 1
360 (182) 60Sn - 40 Pb solder melts Solder joints, Visual 16
I!!lectrical equipment
375 (171 ) Phenolic resin changes from Cathodic protection gaskets, Visual
yellow to brown glass mat under thermal
insulation
400 (204) Charring and claylike appearance Thermal insulation Visual
of acrylic resin in weather
barrier
520 (273) Lead-base babbitt melts Slid.ing bearings in pumps Visual 2
and compressors
540 (282) Copper instrument tubing begins Instrument tubin9 Hardness test II 3
to soften, recrystallize
730 (388) Zinc-die-casting alloy melts Faucet handles Visual 4
790 (421) Zinc coating meltst Galvanized structurals Visual I 5
850 (450) Austenitic stainless steel 304,316 stainless steel Meta II ograph ic II 10
to 1,600 (to 870) sensitized* columns, piping,
1,000 (538) High-temperature scaling begins Carbon steel exposed to the Visual 6
on carbon steel air
900 (482) Asbestos powders, flakes Column packing Visual
1,100 (593) Bolts tempered to lower than ASTM A193 B7and B16 bolting Hardness test II 7
1,330 (720) normal hardness=!:
1,200 (650) Aluminum melts Electrical conduit, wiring, Visual 8
thermal insulation weather
barrier
1,400 (760) Gross plastic deformation Structural members Visual 19
of low-carbon steel
1,400 (760) Inorganic zinc paint Inorganic zinc Visual
darkens, spalls off painted structurals
1,510 (820) Borosilicate glass softens, Instrument gages, sight Visual 9
melts glasses
1,550 (843) Bolting hardened well above ASTM A193 gr B7and B16 Hardness test II 7
normal range=!: column hold-down belts,
flange bolts
1,663 (905) Zinc coating boils off 'Glavanized structurals Visual 5
1,740 (950) Ni-Au braze metal melts Thermocouple wave. rings Visual 11
1,800 (90P) Leaded red brass melts Red brass plumbing Visual 15
fixtures
1,800 (980) Foamglas insulation melts to a Thermal in'sulation Visual
black-grey slag
'1,900 (1,038) Grain-coarsehing and proeutectoid Fine-grained carbon steels Metallographic II 12
ferrite rejection such as ASTM A516,and A333 exam ination
1,980 (1,083) Copper melts Instrument tubing Visual 13
2,680 (1,470) Low-carbon steel melts Structurals, piping, valves Visual 14
Exact temperature tor sensitization varies with time and carbon content. See text for discussion.
t I Z (inorganic zinc) painted structurals will not show this effect.
=!:Can be misleading due to variations in coolin.g rate. See text for discussion.
7
amount of cold-work. Therefore, if the original me-
chanical condition of the tubing is known, the grain size
of the fire:"damaged tubing can be used to estimate the
temperatures of the fire [17,18]. The temperature for
the onset of recrystallization is relatively unaffected by
time and cold-work, so the presence of recrystallized
grains in copper alloys is an excellent Class I indicator.
Gross plastic deformation of low-carbon-steel 1-
beams and other structuraJ members is sometimes ob-
served if the temperature has been high enough to re-
duce the steel's yield stress below the applied stress.
Above 1,200F, the yield stress of low-carbon steels will
be at or below the maximum allowable stress level of
18,000 psi. Above 1,400 OF, the yield stress of low-carbon
steel drops to only 3,750 pSI, and gross deformations are
possible at the relatively low stress level of 8,000 psi
[19]. Therefore, the presence of structural steel grossly
deformed by the fire indicates temperatures at least as
high as 1,400F (760C).
Some of the metallurgical transformations induced
by fire damage are complex functions of temperature,
time and cooling rate. Such Class II temperature indi-
cators are more complex, and therefore more difficult to
interpret, than most of the relatively straightforward
Class I indicators. For instance, ASTM A193 Grade B7
bolts (AISI 4140 steel) that exhibit hardness below the
normal range of R
c
26-32 have certainly been exposed
to temperatures between 1,100F and 1,330F. How-
ever, bolts showing normal hardness are not necessarily
free of fire damage. For example, fire-blackened B7
bolts showing such normal hardness may have been ex-
posed to temperatures above 1,330F and then cooled
in air (slack quenched) as the heat of the fire died down.
The hardness and strength will be that of an original
bolt but the mixed structure will lower the toughness
and ductility.
Sensitization of regular-carbon austenitic stainless
steels is another metallurgical phenomenon affected by
time and carbon content as well as temperature. Ref. 1
presents a graph of time-temperature-sensitization rela-
tionships for the regular-carbon austenitic stainless
steels. ELC (extra-low carbon) grade, Type 300 stainless
steels (carbon content less than 0.03%) do not normally
show sensitization unless the exposure time is unusually
long (in excess of 10 h). Fig. la and b show microstruc-
tures typical of sensitized: and unsensitized stainless
steels. The heat-affected zones of welded 300-series
stainless steels will usually show some sensitization
caused during fabrication, so samples from stainless
equipment involved in a fire should be taken at least 3
in. away from any welds. Stress-relieved stainless steels
also show sensitization, so samples from stress-relieved
vessels or piping are not useful as indicators.
Another useful metallurgical transformation is the
abrupt grain-coarsening observc::d in fine-grained car-
bon steels at certain temperatures. General-purposecar:-
bon steels, such as ASTM A53, show a gradual coarsen-
ing of the grain as temperature is increased above the
austenitizing temperature. Steels made to fine-grained
practice, such as ASTM A516 and ASTM A333, show
relativdy litHe grain-coarsening between the austenitiz-
ing temperature and 1,900F. Between 1,900 and
2,000F, grain size in such steels increases dramati-
8
cally; on aircooling, proeutectoid ferrite will be rejected
at the grain boundaries. Fig. 2a and b are examples of a
normal fine-grained microstructure and a microstruc-
ture Coarsened by exposure to fire. Accelerated cooling
rates, such as those produced by fire-water quenching,
may obscure this effect due to martensite formation.
Summary
Table I summarizes 25 useful temperature-indicating
events, in order of ascending temperature.
Many of the events listed in Table I are metallurgical
changes that take place over a range of temperatures.
For instance, the lead-base babbitt frequently used for
sliding bearings in pUl!lps and compressors has a solidus
temperature limit of463 OF and a liquidus temperature
of 522F. In stich cases, the upper temperature limit of
the range is listed in Table I.
The nature of fire damage is such that exact tempera-
tures can seldom be determined. However, approximate
temperatures are usually adequate for most cases .. The
events listed in Table I can be used to deduce the range
of temperature extremes quickly and cheaply, using vis-
ual observations supplemented by hardness tests and
metallographic examination.
Roy V. Hughson
J
Editor
References
1. Kahler, W, G., and Neely, C. C., Temperilture Indicators and their Appli-
cation, internal Union Carbide Corp. memo, Oct. 31, 1969.
2. Hoyt, S. L., ed., "Metal Properties," ASME Handbook Series, McGraw-
Hill, New York, 1954, p. 397.
3. Van Vlack; L. H., "Elements of Materials Science," Addison-Wesley Pub.
Co., Reading, Mass., 1964, pp. 153-154.
4. American Soc. for Metals, "Metals Handbook," Vol. I, American Soc. for
Metals, Metals Park, Ohio, 1961, p. 1,159.
5. Ibid., p.1,169.
6. Ibid., p. 598.
7. Hoyt, S. L., "Metals Properties," op. cit., p. 222.
8. American Soc. for Metals, "Metals Handbook," op. cit., pp. 935-936.
9. Miner, D. F., and Seastone,J. B., eds., "Handbook of Engineering Materi-
als," J. Wiley & Sons, New York, 1955, pp. 3-369.
10. American Iron and Steel Institute, The Role of Stainless Steels in Petro-
leum Refining, AlSI Bulletin SS607-447-20M-HP, Apr. 1977, p. 39.
11. American Soc. for Metals, "Metals Handbook," Vol. 6, American Soc. for
Metals, Metals Park, Ohio, 1972, p. 664.
12. Bain, E. C., and Paxton, H. W., "Alloying Elements in Steel," American
Soc. for Metals, Metals Park, Ohio, pp. 117-121.
13. Soc. for Metals, "Metals Handbook," Vol. 1, op. cit., p. 1,203.
14. Van Vlack, L. H., "Elements of Materials Science," op. cit., p. 252.
15. Hoyt, S. L., "Metals Properties," op. cit., p. 331.
16. Van Vlack, L. H., "Elements of Materials Science," op. cit., p. 239.
17. Butts, A., ed., "Copper: The Metal, Its Alloys and Compounds," Reinhold,
New York, 1954, p. 680.
18. Brick, R. M., Gordon, R. B., and Phillips, A., "Structure and Properties of
Alloys," McGraw-Hill, New York, 1965, p. 115.
19. Harvey,J. F., "Theory and Design of Modern Pressure Vessels," Van Nos-
trand Reinhold," New York, 1974, p. 261.
The author
Dale R. Mclntyrt;, formerly of Union
Carbide Corp., is currently employed by
Battelle-Houston Operations, Suite
320, 2223 West Loop South, Houston,
TX 77027, telephone (713) 877-8034. He
received a B.S. in metallurgical .
engineering from Oklahoma U. in 1972
and an M.S. in metallurgical
engineering from the U. of Missouri-
Rona. lie is a registered Professional
Engineer in the state of Texas, and a
specialist in corrosion and materials
engineering. His published works include
papers on metallurgical-failure analysis,
electron fractography, hydrogen
embrittlement, stress-corrosion cracking
and corrosion control.
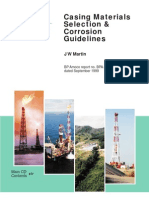
FEEDING SOLIDS INTO GAS STREAMS
C. A. J. PAULSON and D. H. PHILIPP, Minerals Research Laboratories, North Ryde, N.S.W., Australia
There are many instances when particulate solids are
fed into pipes carrying gas under pressure for purposes
of transporting the solid in the dispersed state. One prob-
lem common to all these systems consists of feeding in
the particulate solids without blowback. Lock hoppers
are possible for this, but injection at the reduced-pressure
point of a flow nozzle or venturi is preferred. Even so,
successful operation with a flow nozzle or venturi re-
quires experience and empirical criteria. We have found
the accompanying flow nozzle and venturi systems suc-
cessful in pilot plant study, and the criteria developed
can be applied in larger plants.
Fig. 1 shows the general arrangement of a particulate
feeding system. In order for the powder to enter the line
without gas blowing back through the feeder, the gas flow
through the bypass is adjusted until the pressure at the
I
I
/
\
\
/ Manometer
I
\
Bypass ./
/
/'
Gas
Feeder
'"
-- - -- Flexible Joint
Solids
/" - Feed point
/
"\
"-
....... _ Nozzle or ventUri
(Details in Fig. 2)
Fig. 1
feed point is either at or below atmospheric. This is done
with either a flow nozzle or a venturi, as shown in Fig.
2. Because the throat area and the solids inlet opening
are greater in the nozzle than in the venturi, the nozzle
is used when granular material with a particle size greater
than 200.urn is fed into the gas stream. This lessens the
chances of blockage.
However, the net pressure drop across a nozzle is
normally about four times as great as that across an
equivalent venturi tube, and the venturi is therefore
preferred for powders whose particles are usually less
than 70 .urn. Whatever solids are fed, their moisture con-
tent must be low enough to permit the particles to flow
freely.
The position of the nozzle in relation to the solids inlet
point was found to be critical in obtaining maximum
1
d
T
a. Flow Nozzle
Solids
I lOY,' 1 '
b. Venturi
Fig. 2
1111'11'"""""11""""1'"""""""""11"1"'"'"""""""11"""1I1I""'''''"J"''II''''II""II''II'""''"I""tn""''''""'I'II''"'""'''"""''"""'"""111111""11"""111"""1"'11111111"11111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111'111111111111111111111111111111111111111111111111111111
9
suction. Best results were obtained when the exit nozzle
was in line with the axis of the .solids inlet .point.
The basic design formula for nozzles and, venturis is
taken from British Standard 1042.1
where:
Q = 359.2 C:uEd
2
Y!(h/p)
N
Re
= Qp/15.8JLd
Q = volumetric flowrate, cu. ft./hr.
G = basic coefficient, dimensionless
Z = correction factor,dimensionless
= expandability factor, dimensionless
d = throat diameter, in.
D = internal diameter of upstream pipe, in.
E = velocity of approach factor, dimensionless
= 1/(1 - d
4
/D4)1I2
h = pressure difference, in.
p = density of fluid, Ib./cu. ft.
N
Re
= Reynolds number, dimensionless
JL = viscosity, poises
It should be remembered that the pressure at the solids
injection point is obtained from the equation,
P = (P
l
+ llP) - h
where:
P = pressure at the solids injection point, in.
P
l
= the downstream pressure, in.
llP = the pressure loss across the device, in.
h = calculated pressure difference, in.
Thus the calculated pressure difference (h) must be equal
to, or greater than, the sum of the downstream pressure
and the pressure loss across the ,device.
For small-scale .applicatiolls requiring throat diameters
less than 0.45 in. (to which the B.S. formula is not appli-
cable), a theoretically derived equation from C. O.
Bennett and 1. E. Myers is recommended for nozzles:
u
2
= 2kgcPo [1 _ (P) (k-Wk]
(k -,- l)po Po
where:
u = velocity just beyond the nozzle, ft./sec.
Po = pressure at the nozzle entrance, lb./sq. ft.
P = pressure just beyond the nozzle, Ib./sq. ft.
k = ratio of specific heats, Cp/C
v
' dimensionless
gc = acceleration due to gravity, 32.17, ft./sec.
2
Po = density at the nozzle entrance, lb./cu. ft. _
References
I. "Methods for the Measurement of Fluid Flow in Pipes," British
Standard 1042: Part l. Orifice, plates, nozzles and venturi tubes, 1964.
2. Bennett, C. 0., and Myers, J. E., "Momentum, Heat, and Mass Trans-
fer," p. 216, McGraw-Hill, New York, 1962.
Radio homes in on spark sources
A. Bergman*
D It is very important to discover and correct sparking
of the contacts in electrical equipment,because spark-
ing can damage equipment and interrupt operations.
This problem occurs in motor brushes, circuit breakers,
and especially in disconnect switches that are opened
and closed many times.
One can use the. very crude method of touching elec-
trical-equipment enclosures to see if they are hot, but
chances are that such an approach will allowa sparking
problem to persist for a long time. An electrician can
use more-sophisticated techniques, but these generally
involve opening up equipment.
A simple technique that works well and does not re-
quire opening up equipment uses a common handheld
radio to hear the actual sparking. The technique works
as follows:
1. Get an AM radio, tune it between stations unless
you want to hear music or news, and listen for the fry-
ing sound that means electrical sparks.
2. Aim yourself at a possible source and approach it,
still listening. If the volume increases, this means that
you are heading toward the source- signal strength
increases rapidly as you get nearer.
3. This should lead you quickly to the nearest source
of sparking.
The technique works because spark sources emit
*P.E., Nibco, Rte. 1, Box 236, Stuarts Draft, VA 24477.
10
radio waves over a broad band; this means that you can
probably hear the sparks almost anywhere in the AM
frequencies. Electrostatic sources are also picked up.
Note that an FM radio will not work well, because FM
was designed specifically to eliminate such noise.
One problem is that electrical noise in a poorly main-
tained plant can be overwhelming, and so pinpointing
sources may be difficult at first. Once problems are cor-
rected, however, the noise is less and any new spark
source becomes easier to find.
Signal strength drops off very quickly with distance.
You may have noticed, for example, that electrical in-
terference on a car radio is very brief when you drive
under a leaky transmission line. This means that find-
ing all the spark sources in a plant will require some
walking around, but of course the task is easier if you
know which devices are likely to be causing problems.
We have used this technique in the plant, and found
it especially effective in finding sparks in large discon-
nect switches-400 and 600 amps. The production su"
pervisor generally prefers that these not be opened or
disconnected, for various esoteric reasons, but with
radio in hand one simply passes along and listens for a
frying sound.
When we first used them,' our "monitors" were
greeted with sarcastic remarks. But the laughing
stopped after we found some badly pitted contacts.
Using this method, even without much experience in it,
should be a help in electrical-maintenance problems.
Estimating Specific Heat
Of Liquid Mixtures
In most cases, it is possible to estimate the specific heat of non ideal
solutions by assuming them to be ideal. Such determinations are usually
within 10 to 15% of actual values. Here is how to make the estimates.
WILLIAM DIMOPLON, Jr., Allied Chemical Corp.
In estimating the specific heat of a nonideal solution,
it is possible to use the weighted average C
p
, as is done
for ideal solutions. Agreement with published data is
generally within 10 to 15%, which is adequate for most
engineering applications.
(This approach is not always successful, however, for
systems with very high heats of solution.)
To compute the ideal C
p
, we assign specific heats to
solution components as follows:
For solid-liquid solutions, use the C
p
of the pure
solid and pure liquid constituents.
For gases dissolved in liquids well below the criti-
cal temperature of the gas, assume the gas component
to be condensed, and use the C
p
of the resulting liquid.
For gases dissolved in liquids at temperatures
approaching the component's critical temperature, or
higher, use the C
p
of the gas component as if it were
present in the gaseous state.
For a liquid mixture containing additional liquid
or solid phases, the total sensible heat is the sum of the
heats calculated separately for each phase. (This principle
applies, in general, to any type of multiphase system.)
Basic Theory
Suppose we have 1 lb. of a nonideal binary solution,
containing w
l
lb. of solvent and w
2
lb. of solute. Fig. 1
shows how we can determine the heat needed to raise
the temperature from la to I b' from the specific heats of
the pure components, and heat-of-solution data. The
enthalpy change depends only on the initial and final
states. Thus, we choose the following arbitrary path:
1. Separate solute from solvent at la' This is a hypo-
thetical separation for which the heat effect is the nega-
tive of the heat of solution at la: - (tl Hs )ta
2. Heat the pure solute and pure solvent from la to
lb. The required heat input is: W1C
P1
(tb - la) + W
2
C
P2
(tb - la)
3. Recombine the solute and solvent at lb. This releases
the heat of solution, (tlHS}tb.
The overall heat effect is:
Q = (W1C
p1
+ wZCpJU
b
- ta) - + (1)
For the majority of systems encountered in practice,
11
the difference between the heats of solution, (tlHs )tb -
(tlHs)ta' is fairly small compared with the sensible heat.
H is usually within the accuracy of engineering calcula-
tions to make the approximation:
- :::::: 0
Thus, Eq. (1) becomes:
Q == (w1C
p1
+
Similarly, for multicomponent solutions we obtain:
(2)
(3)
Q = (W1C
p1
+ wzCp" + W
3
C
P3
+ )M (4)
Since heat of solution is zero for ideal solutions, Eq.
(4) applies rigorously to systems that approach ideality.
Note, however, that the more general condition for (4)
is that (tlHs )tb - (tlHs )tfl be equal to zero, or small in
comparison to the sensible heat.
From Eq. (4), the specific heat of the solution may be
written as a weight fraction average:
C
p
= w1C
P1
+ wzCp" + W
3
C
P3
+ ... (5a)
A similar result is obtained using mol fractions (x) and
molar specific heats
(5b)
Accuracy of C
p
Estimates
Table I compares the ideal C
p
with published data for
20 bina,ry systems. These systems were chosen for
sity, with emphasis on nonideal solutions.
Of the systems chosen, only Hel - water failed to agree
Nomenclature
C
p
Specific heat, Btu./(lb.)CF.)
Molar specific heat, Btu./(mol)CF.)
Heat of solution (heat absorbed), Btu./(lb. of solu-
tion)
Q Heat input, Btu./(hr.)(lb. of solution)
Temperature, oF.
W Concentration, weight fraction
x Concentration, mol fraction
with the published data within 15%. The other systems
having high heats of solution were within 15% (aqueous
solutions of H
2
S0
4
, NaOH, or NH
3
). However, the
Hel - water results do show that the ideal C
p
can
sometimes be inaccurate for systems with high heats
of solution.
From Eq. (Sa), a plot of ideal C
p
versus concentration
for a binary system gives a straight line. If we add the
C
p
data to such a graph, we typically find the ideal C
p
most accurate at concentrations of about 0 to 10% or 90
to 100%, and least accurate in midrange.
Solid - Liquid Solutions
When reliable C
p
data are unavailable for the pure
components, they can be estimated by taking advantage
of their similarity to known substances, or by published
methods.1.34.5 Note that an accurate estimate is needed
for a component C
p
only if its contribution to the overall
C
p
is significant. Otherwise, a simple, less-accurate
method is often satisfactory, such as Kopp's rule.
Kopp's approximate method for calculating the C
p
of
a solid compound involves adding up heat capacities of
the constituent elements.
1
The following atomic heat
capacities at 20 C. are used: e, 1.8; H, 2.3; B, 2.7; Si,
3.8; 0, 4.0; F, 5.0; P, 5.4; all others 6.2.
An ideal C
p
computed using Kopp's approximation
will work reasonably well for dilute solutions, many
aqueous solutions, and other cases where the solute
makes a relatively small contribution to the weighted
average Cpo
Liquid - Liquid Solutions
If pure component data needed to calculate the ideal
C
p
by Eq. (Sa) or (5b) are not available, they can be
estimated by similarity to known substances, or by pub-
lished methods.
1
,3,4;5 As discussed for solid - liquid solu-
tions, short-cut estimates are adequate for components
that make only a small contribution to the weighted
average Cpo
According to Gambill, the ideal C
p
is accurate within
10% for liquid metals or fused-salt solutions.
4
Gas - Liquid Solutions
If a gas dissolved in a liquid is well below its critical
temperature, the ideal C
p
for the solution should be
computed assuming the gas behaves as if it were present
as a liquid. Thus, a liquid C
p
should be. used for the gas
component.
At system temperatures approaching the component
critical temperature or higher, the C
p
of the gas compo-
nent can be used directly in Eq. (Sa) or (Sb). This can
be demonstrated by an analysis similar to that dia-
grammed in Fig. 1, remembering that the heat of vapor-
ization is zero above the critical temperature.
Cp's of light hydrocarbons in solution above their criti-
cal temperature may be computed using Maxwell's en-
thalpy charts.
9
Wenner's Approximation
A short-cut method is presented by Wenner for dilute
aqueous solutions of electrolytes.
2
The heat capacity in
Btu./(lb.)CF.) is taken equal to the weight fraction of
water in the solution.
Example
Problem: Estimate the specific heat of a 20 wt.% solu-
tion of Nael at 20 C. by the following methods:
Heat solvent
0= WI c
p
I (t
b
- tal
METHOD for computing the sensi-
ble heat duty of a nonideal solu-
tion-Fig. 1
12
Unmix, ta
(H ypothetical separation
of solute and solventl
0=- (flHslta
ta
1 lb. of solution:
WI solvent
w
l
solute
Comparison of Ideal C p with Published Data-Table I
Published Ideal Deviation,
C"
%
Aqueous.Aclds
Sulfuric acid, 20C.6
10 wt.% H
2
SO
4
0.917 0.933 +1.8
50 wt.% 0.598 0.667 +11.6
90wt.% 0.395 0.401 +1.5
Nitric acid, 20C.6
10 wt.% HN0
3
0.900 0.948 +5.3
50wt.% 0.650 0.735 +13.1
90wt.% 0.515 0.525 +1.9
Hydrochloric acid, 20C.7
10 wt.% HCI 0.815 0.943 +15.7
37.9 wt.% 0.562 0.780 +38.8
Phosphoric acid, 21.3C.6
10 wt.%H
a
P0
4
0.930 0.935 +0.5
50 wt.% 0.635 0.676 +6.5
90 wt.% 0.420 0.420 0.0
Aqueous Bas ..
Sodium hydroxide, 20C.1
0
11
10 wt.% NaOH 0.900 0.935 +3.9
52wt.% 0.757 0.660 -12.8
Ammonia,
10 wt.% NH3 0.995 1.012 +1.7
35 wt.% 1.013 1.044 +3.1
Aqueous Salts
Sodium chloride, 20C.l
10 wt.% NaCI 0.892 0.921 +3.3
24.5 wt.% 0.813 0.806 -0.9
Sodium carbonate, 17.6C.6
5 wt. % Na
2
C0
3
0.943 0.963 +2.1
13.8 wt.% 0.892 0.897 +0.6
Sodium nitrate, 20C.l
10 wt. % NaNO
a
0.917 0.926 +1.0
32.0 wt.% 0.752 0.763 +1.5
Barium chloride, 20C.l.7
10 wt. % BaCI
2
0.880 0.909 +3.3
22.4 wt.% 0.733 0.796 +8.6
Magnesium sulfate, 18C.7.8
10 wt.% MgS0
4
0.878 0.920 +4.8
37.5 wt.%- 0.634 0.695 +9.6
a. Eq. (5a), using a published value, 0.208 Btu./
(lb.)CF.), for the C
p
of solid NaCl.
b. Eq. (5a), estimating the C
p
of NaCI using Kopp's
rule.
c. Wenner's approximation.
a. Applying Eq. (5a):
Ideal C" = (0.80)(1.00) + (0.20)(0.208) = 0.842 Btu./(lb.)CF.)
b. Applying Kopp's rule:
= 6.2 + 6.2 = 12.4 Btu'/(mol)CF.)
C"2 = 12.4/58.44 = 0.214 Btu./(lb.)CF.)
Meet the Author
William Dlmoplon, Jr., is a Process
Engineer with Allied Chemical Corp.,
Corporate Engineering Dept., Box
2105R, Morristown, NJ 07960, where
he is responsible for the process
design of chemical processing
plants. He previously worked for The
Lummus Co. and Scientific Design
Co. as a process design engineer,
and served as lead process engineer
for several major petroleum and
petrochemical projects. He holds a
B.Ch.E. from Cooper Union and an
M.Ch.E. from New York University
and is a licensed professional engi-
neer in New York State, and a mem-
ber of AIChE.
Published Ideal Deviation,
C"
%
Aqueous Organics
Methanol,20C.7
10 wt. % methanol 1.00 0.960 -4.0
50wt.% 0.866 0.799 -7.7
90 wt.% 0.651 0.639 -1.8
Acetic acid, 38C. 6.
7
10 wt. % acetic acid 0.959 0.953 -0.6
50 wt.% 0.778 0.768 -1.3
90 wt.% 0.583 0.582 -0.2
n-Propanol, 20C.
6
10 wt. % n-propanol 1.043 0.957 -8.2
50 wt.% 0.900 0.785 -12.8
90 wt.% 0.645 0.613 -5.0
Aniline, 200.6,
7
94 wt' % aniline 0.581 0.527 -9.3
Organic Systems
Chloroform-benzene, 200.
7
10 wt.% chloroform 0.406 0.401 -1.2
50wt.% 0.344 0.327 -4.9
90 wt.% 0.258 0.253 -1.9
Ethylene chloride-benzene, 20C.
7
10 wt.% ethylene chloride 0.409 0.410 +0.2
50 wt.% 0.358 0.362 +1.1
90 wt.% 0.310 0.313 +1.0
Ethanol-benzene, 20C.7
10 wt. % ethanol 0.432 0.423 -2.1
50 wt.% 0.518 0.490 -5.4
90 wt.% 0.565 0.558 -1.2
Miscellaneous Systems
13
CS
2
-ether,20C.7
10.wt.% CS
2
0.506 0.508 +0.4
50wt.% 0.385 0.389 +1.0
90 wt.% 0.268 0.270 +0.7
Ethanol-ZnCI
2
,49C.6,7
10 wt. % ZnCI
2
0.610 0.629 +3.1
45 wt.% 0.418 0.437 +4.6
Supersaturated solution
From Eq. (Sa):
Ideal C" = (0.80)(1.00) + (0.20)(0.214) = 0.843 Btu./(lb.)CF.)
c. Wenner's approximation:
C" = W
l
= 0.80 Btu./(lb.)CF.)
Based on published data,
l
the solution C
p
is 0.83 at these
conditions.
References
I. Hougen, O. A., others, "Chemical Process Principles," Parts 1 and 2,
2nd ed., Wiley, New York, 1954 and 1959.
2. Wenner, R. R., ''Thermochemical Calculations," McGraw-Hill, New
York, 1941, pp. 14-16.
3. Gambill, W. R., You Can Predict Heat Capacities, Chern. Eng., June
1957, p. 243.
4. Gambill, W. R., Equations Give Liquid Heat Capacities, Chem. Eng.,
Aug. 1957, pp. 257-258.
5. Reid, R. C., Sherwood, T. K., "The Properties of Gases and Liquids,"
2nd ed., McGraw-Hill, New York, 1966.
6. Perry, J. H., ed., "Chemical Engineers Handbook," 4th ed., McGraw-
Hill, New York, 1963.
7. "International Critical Tables." v. 5, McGraw-Hill, New York, 1929.
8. Rossini, F. D., others, "Selected Values of Chemical Thermodynamic
Properties," Natl. Bureau of Standards Circular 500, U.S. Dept. of
Commerce, Washington, D.C., Feb. 1952.
9. Maxwell, J. B., "Data Book on Hydrocarbons," D. Van Nostrand,
New York, 1950, pp. 98-127.
10. "Dow Caustic Soda Handbook," Dow Chemical Co., 1965.
II. Standiford, F. C., Badger, W. L., Properties of Strong Caustic Soda
Solutions, Ind. Eng. Chem., 46, No. 11, p. 2400 (1954).
EASY WAY TO MEASURE SLURRY FLOWRATES
DONALD C. MOORE, University of Nevada
When the flow of liquid-solid slurries is measured with
conventional orifice, venturi or pitot tube devices, the
solid particles tend to clog the restrictions and the pres-
sure taps. Consequently, a magnetic flowmeter is com-
monly used for measuring slurry flows, as described by
Pierce.
1
However, the high initial cost of magnetic
flowmeters limits their use to important flows, such as
ball-mill circuit discharge or tailing lines.
An alternative can be fabricated as an elbow meter,
which makes use of any elbow already present in a slurry
line through easy and inexpensive modifications.
The differential pressure between the outside and in-
side curve of an elbow is proportional to the square of
the velocity, V, of the flowing The corresponding
flowrate, Q, is related to the velocity by Q = VA, where
A is the cross-sectional area. Thus if the log of the differ-
ential pressure is plotted versus the log of the flowrate, a
straight line results.
These relationships have been used for elbow meters
and explained in detail by Lansford.
2
,3,4 An elbow meter
of the same general type can be used with slurries, pro-
viding a purge is added to keep the pressure. taps from
being clogged by the particles. Fig. lshows the construc-
tion of such a flowmeter and purging system.
A constant-differential type flow controller is installed
in the purge supply to ensure that the pressure of the
purging system does not abruptly change with a sudden
change of pressure in the slurry line. The check valves
should be purge-type rotameters to permit online recali-
bration. One.,.quarter-inchcopper tubing has been used
for purge-water connections. The manometer can be
made of Plexiglas, with appropriate fittings for copper
tubing. Mercury has been used as the manometer fluid.
And the elbow taps have been made of Ys-in. pipe nip-
ples filled with epoxy and drilled with a l/32-in. drill.
The cost of these materials will usually total something
less than $200.
The flowmeter can be calibrated by measuring the
time to fill a volumetric container through a product line,
or through a bypass from a recycle or intermediate line.
The volumetric ftowrate can be converted to mass ftow-
rate from known values for densities of liquid and solid,
plus the percent solid in the slurry. Methods to measure
the solid tonnage flows have been described.
5
These may
enable the user to construct graphs like Fig. 2 without us-
ing a volumetric container. The slope of the lines in the
graph changes with the piping arrangement, so for the
most accurate results, actual flow rates should be deter-
mined for each pipeline. -
From
water supply
dl
I
Flow
controller
Manometer - -
10.0
8.0
6.0
4.0
,
/
/
Slurry
pipe
line
Elbow
,
/ J
'(
f
/ V
a) 2.0
/
/ /
OJ
1.0
0.
ro
0.8
0.6
c:
0.4
1" W/'
I
V
I
%"
0
0.2
0.1
1 2 4 6 8 10 20 40 60 100
Flowrate, ft.3/min.
References
1. Pierce, J. W., Mass Flow Measurement of Mining Slurries, Trans.
Mining Soc. AIME, 223 pp. 34-37 (1962).
2. Lansford, W. M., The Use of an Elbow in a Pipe Line for Determin-
ing the Rate of Flow in the Pipe, University of Illinois Engineering
Experiment Station, No. 289, Dec., 1939, pp. 1-33.
3. Constant Differential Pressur:e Type Flow Controller Model 63BD,
Moore Products Co., Spring House, Pa.
4. Mular, A. L., and Bull, W. R., Mineral Processes: Their Analysis,
Optimization and Control, Kingston Ontario: Queen's University,
1969, {>. 580.
5. FlotatlOn Fundamentals and Mining Chemicals, Dow Chemical
Co., Midland, Mich., 1968.
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
14
TRAVERSING THERMOCOUPLE SYSTEM
T. J. DOLAN, Monsanto Industrial Chemicals Co.
We have developed a convenient method for measur-
ing catalyst temperatures in vapor-phase multitublar re-
actors of small tube diameter. The usual system of push-
pull thermocouples in small-diameter thermowells leads
to wire-kinking, friction, and the handling of long lengths
of thermocouple wire.
Our system, by contrast, has the advantages of ease
of automating and manipulating, with less kinking and
frictional effects. It consists of a pull-through thermo-
couple (see figure) with ahdigital readout of the position
of the . couple in .the reactor .. Feeding the pqsition signal
and the thermocouple readout into an X-Y recorder with
appropriate amplifiers gives a temperature profile along
the reactor when the thermocouple is traversed the length
of the system. Automatic traversing and return of the
system to the hottest zone for normal control can be
added.
Thermowell tubing (% in. O.D. with 0.020-in wall) was
found satisfactory for our system, K-type shielded ther-
mocouple (0.020 in. O.D.) was obtained slightly longer
than the reactor. ,One end of the thermocouple was
brazed inside I-in hypodermic-syringe-needle stock with
material that would not melt at reactor temperatures. A
pull wire of stainless steel was brazed on the other end
of this sleeve.
The system, assembled on 12.;.in pulleys to clear the
reactor's outside wall, consisted of ,a pull-wire wind-up
pulley and a thermocouple wind-up pulley on the same.
shaft, connected to a lO-turn potentiometer for the posi-
tion readout. An idler pulley at the other end of the
reactor completed the mechanical system. A digital posi-
tion and a thermocouple readout give the data required.
Power for driving the traverse (with appropriate limit
switches) would.be standard. The thermocouple junction
can be returned to the hottest zone by mechanical or
electrical means for normal operation.
The sleeve of the pull-through thermocouple was diffi-
cult to braze, because of the melting point of the brazing
material, and the inside clearance of the long thermowell.
Inserting the first lead wire. became a task. Piano wire
( 0 ~ O I 4 in) accomplished this. We leave this lead wire in
the theImowell while charging and discharging the re-
actor. A cautious braze operation; then we pull our
thermocouple back into operating position and we are
ready to run.
DETAIL
(Thermocouple
pull-wire sleeve)
Sheathed
" thermocQuple
I
,
,
Brazed
"
Pull-wire
This system was accomplished thanks to the help of
A. Bindbeutel, A. Manno, D. Hug, and C. Roberts of
Monsanto. #
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIHIIIIIIIIIIIIIIIIIIIllIIillllllllUllnH.
15
Initial controller settings
to use at plant startup
Once the process is onstream, you can
tune controllers optimally. But how
should you set them just to get running?
Gerald D. Anderson, Fisher Controls International, Inc.
o When you start up an installation for the first time, it
would be very nice if most of the control loops could be
brought on line automatically. Then, the startup team
could devote its attention to critical loops, and to the
inevitable operating problems. But what proportional-
band, reset and rate settings should you initially establish
for the controllers in those loops that you select for
"automatic" startup?
There is actually more at stake here than just a smooth
plant startup. Poorly chosen initial settings can make a
system behave so badly that the operators may despair of
ever tuning it properly. (This is one reason that some
control loops are switched to manual operation during
startup-and are never returned to automatic.)
What the initial settings should be depends upon your
objectives and on the nature of the particular control
loop that you are considering.
Objective in choosing a setting
Of course, the ideal objective would be for the process
variable to rapidly approach the setpoint and-with no
overshoot or oscillation-settle out at the setpoint when
the loop is operated for the first time. Now let us
consider some practical objectives.
Stability is a desirable trait of a control loop, but it is
not a crucial characteristic during startup. What is cru-
cial, however, is the magnitude of any oscillations that
occur. Therefore initial settings will be given that will
limit the amplitude of oscillations of the variable about
the setpoint. These should require only small adjust-
ments to establish stability once the plant is operating.
This objective may seem neither wise nor cautious, but
there is a practical reason for the choice. Stability can
usually be enhanced by detuning a system so that it
becomes sluggish. Consequently, the process variable
will usually exhibit a large overshoot of the set point on
automatic startup. One of our objectives is to keep the
process variable within the span of the sensor, and we
may. want .. to limit transient excursions more tightly to
keep from' unnecessarily exercising safety devices, such
as relief valves. Hence, we forgo guaranteed stability
16
in order to achieve reasonable transient response.
Consider these objectives and apply them to your own
situation. For instance, you may have some processes in
which you expect severe interaction between loops. You
would probably use more conservative settings than
recommended here for automatic startup. Or, better yet,
you might start these loops in manual mode.
Once the objectives behind the recommended settings
are clear, that is, to limit the size of initial overshoots and
achieve a nearly stable system, we can direct our atten-
tion to the nature of different control loops and what
influences the recommended controller settings.
Control loops
Analyzing any control loop shows that everything in
the loop influences what the desired controller settings
should be. You will probably not have time to analyze
each loop to determine the best settings.
Our recommended controller settings rest on the
assumption that certain decisions were wisely made and
implemented during system design-e.g., valves were
sized properly; positioners, if needed, were selected cor-
rectly; and process vessels were sized adequately and
process dead time was minimized enough so that the
process is controllable. If our assumption is valid, we can
concentrate on three primary influences on the values
recommended for your controller settings.
The process transfer function -is the first of these
influences---':how sensitive a process is and how fast it
responds certainly are strong influences on desirable
controller settings.
Another strong influence is the transmitter, or sensor,
used to measure the process variable. The input span
and transient response ofa transmitter are characteris-
tics that strongly influence the recommendations.
The controller is the last primary influence. Which of
the three common control actions the controller exhibits
will obviously affect the settings we select for them.
Recommended settings-level
Consider first a system in which the process variable is
liquid level. Assume that the tank and control valve have
been sized so that the process is controllable. That is, the
maximum throughput divided by the tank area (i.e., the
maximum speed at which the level can rise or fall) is not
too large for the controls to keep up with. Also assume
that the sensor is a displacer and that its span (displacer
length) is approximately the same as the maximum
acceptable range of level excursion.
Proportional action is all that is really required of the
controller for such a system. However, proportional plus
reset actions are often speCified for the controller to
ensure that, at steady state, the level will return to the
setpoint after a load change.
Such a system can never be ideally stabilized, because
it has two integrators (the tank and the reset action), in
addition to a dead band caused by packing friction in the
control valve. All you can do is tune the controller to
minimize the amplitude and frequency of the cycling. A
smaller proportional-band setting will reduce its ampli-
tude, and slower reset will diminish its frequency.
Rate action should not be used when a displacer-type
sensor is used, because it will amplify any bouncing of
the dis placer , and is not effective in cancelling the lag
between the level in the tank and the level in the dis-
placer vessel.
Recommended initial settings for this system are a
proportional band of 20%, a reset setting of 5 repeats
per minute, and zero minutes for rate action. There may
be oscillations, but not wild ones. Operators will be able
to readily stabilize the level further by tuning the settings
after the plant is in operation.
If the level sensor is a differential-pressure type rather
than a displacer, rate action in the controller can be
effectively used. The first -order lead of rate action, if
adjusted correctly, will cancel the first-order lag of the
damping that is built into most differential-pressure
transmitters. This damping is desirable in noisy flow
applications, but not in level service. In a well-tuned level
system using a differential-pressure sensor, the rate
setting equals i the time-constant of the transmitter
damper. If you know this time-constant, you can set its
value into the rate-adjustment initially. Otherwise, use
0.1 minute for the initial rate-action setting and use 20%
proportional band and 5 repeats per minute, as before.
The magnitude of overshoot of the setpoint when the
recommended setting is used depends directly on the
sensor span. If an extra-long dis placer , or a differential-
pressure transmitter with a large span, is employed, the
overshoot may be appreCiable.
There are a few level systems in which this overshoot is
desirable. For example, a surge tank may be installed in a
feed line to a process for the purpose of averaging erratic
fluctuations in the flowrate. The level is allowed to
overshoot and undershoot the setpoint by large
amounts, but fluctuations in feed flowrate leaving the
tank are smoothed appreciably. The level system acts as
a first-order-Iag, low-pass filter. The filter time-constant
is related to the controller setting by:
(
P.B. )(A)
T = 100 Q (R.S.)
(1)
where: T = filter time-constant; P.B. = proportional-
band setting, A = tank cross-sectional area; Q = maxi-
mum throughput; and R.S. = rated span of sensor.
The reset action of the controller has nothing to do
with the filter time-constant. It should return the level to
a position at the middle of the tank during long periods
of low or high flow" so that there is room for level
excursions in response to flow surges. The reset action
should be rather slow, both in continuous operation and
at startup. About one to two repeats per minute should
17
be a reasonable place to start in these flow-averaging
types of level systems.
Recommended settings-Temperature
If the system's process variable is temperature, you
need to scrutinize the process and the transmitter. Con-
sider first a thermal process in which heat is added to, or
removed from, a mass. Jacketed reactors and shell-and-
tube heat exchangers are examples. They usually exhibit
large time-constants, but negligible dead time.
Thermocouples or resistance elements are commonly
employed to measure the process temperature, and are
usually installed in protective thermowells. The sensor
time-constant is influenced by the velocity of the process
fluid relative to the thermowell. It typically. will be
around V2 to 1 min. This is usually the second-largest
time-constant in the loop (the process time-constant
being the largest). This is an excellent opportunity to
apply rate action in the controller. When the second-
slowest lag is a first-order lag, and when you can adjust
the rate setting so that the first-order lead of rate action
cancels that lag, you can improve both the stability and
the transient response of the system. The initial rate
setting recommended will therefore be about what you
would expect for the thermowell time-constant.
Temperature spans of thermocouples and resistance
elements are vastly different .. Minimum spans for resis-
tance elements are around 20F, while minimum spans
for thermocouples are about 100. The span of your
particular transmitter may be considerably larger than
the minimum mentioned. The span is important because
it influences the recommended initial proportional-band
setting. Eq. (2) can be used to roughly estimate the initial
proportional-band settings for systems (such as tempera-
ture) that require slow reset settings.
P.B. = 200 (Overshoot)
. Span
(2)
Assume, for example, that you can tolerate a 10
overshoot of setpoint at startup. If your transmitter span
is 20, set the proportional band to 100% initially. But if
the transmitter span is 174, set the proportional band to
11 % initially.
Naturally the reset setting will be slow, but you want it
to be a little faster than what the optimum setting would
be for stability. This will tend to urge the temperature
toward the setpoint at a perceptible speed.
Recommended initial controller settings for a thermal
system with negligible dead time are: rate = 0.5 min,
reset = 0.2 repeats/min, and a proportional-band set-
ting determined by Eq. (2).
Some temperature control systems involve a mixing
process. An example is the injection of steam into a
stream of processed food to maintain its temperature.
Rate action is often ineffectual in such a system and
sometimes it is even detrimental.
Sensor location. is cruCial to successful operation of
mixing systems. You want to place the sensor close
enough to the mixer's agitation to minimize dead time,
but you also want to smooth out the random tempera-
ture fluctuations due to mixing turbulence.
Rate action cannot. effectively improve the transient
response of a system with appreCiable dead time because
Recommended initi.al controller settings for liquid level, temperature, pressure and flow
Liquid level
.6.P
Displacer sensor Surge
Proportional band, % 20 20 Eq. (1)
Reset, repeats/min 5 5 1
Rate, min 0 0.1 0
of the large phase shift that dead time exhibits. The first-
order lead of rate action can cancela first-order lag, but
it cannot cancel dead time.
Rate action amplifies turbulent, nervous twitches in a
process variable-such as temperature of the mixture of
two streams of quite different temperatures. It does this
because of the differentiation that is inherent in rate
action. Thus, you should not use rate action here.
The most logical solution to this dilemma of sensor
location and controller settings is to minimize <;lead time
by locating the sensor near the mixing zone and adjust-
ing the rate setting to zero minutes. .
The proportional band should be initially set at the
value calculated by Eq. (2), with reset at 0.2 repeats/min.
Recommended settings-Pressure
Pressure systems involve processes whose time-con-
stants can be very small, or large, or any value in
between. An example of a process with a small.time-
constant is the pressure of fuel oil being supplied to a
burner. The essentially incompressible nature of the fuel
oil assures an extremely small time-constant. An exam-
ple of a pressure process with a large time-constant is the
natural-gas pressure in a large-diameter transmission
line: The compressibility of such a large volume of gas
ensures a large time-constant.
Let us first consider slow systems that control the
pressure of compressible gas in large process volumes.
While the process time-constant is large, it does not
approach that of a typical thermal process. This means
that considerably faster reset can be used than was used
for the initial reset setting in temperature systems.
Another aspect of slow pressure systems that differ
from temperature-system characteristics, is that the sec-:-
ond-slowest lag is seldom a first-order one. It is usually a
second-order lag, which cannot be effectively cancelled
by rate action.
As in temperature systems, it is difficult to predict the
span that will be specified for the transmitter or sensor.
For example, bourdon tubes with large pressure ranges
are sometimes selected to ensure that the element will
not rupture upon accidental overpressure.
Because of this and because the procesS is slow, Eq. (2)
should be used to determine the. initial proportional-
band setting. The initial reset setting should be 2 re-
peats/min, and, if rate action exists, rate should be set to
zero minutes.
Next, let usconsider the very different situation of fast
pressure systems in which the pressure of a compressible
gas in small process volumes, or that of an incompress-
ible liquid, is to be controlled. This type of process' is
faster than any of the instrumentation that is used.
18
Temperature Pressure Flow
Thermal Mixing Slow Fast
Eq. (2) Eq. (2) Eq. (2) 200 200
0.2 0.2 2 20 20
0.5 0 0 0 0
Therefore the instrumentation provides the dominant
influences on the initial controller settings. Since the
slowest lag in the loop is usually second-order, the
proportional action of the controller must be drastically
detuned to avoid wild oscillations.
Because these systems are fast, the initial reset settings
can be quite fast. ~ n fact the reset must be fast if you are to
rapidly recover from overshoots of the setpoint. The
very fast process means ~ a t rate action is undesirable.
Recommended initial controller settings for these fast
pressure processes are: a proportional band of 200%, a
reset setting of 20 repeats/min, and, if rate action exists,
a rate 'setting of 'zero minutes.
Recommended settings-Flow
Lastly, let us consider flowrate. Flow processes re.;.
spond rapidly to changes in pressure or valve position.
For ordinary process fluids and for systems in which the
flow sensor is located reasonably near the control valve,
the flow process will respond faster than any of the
instruments in the loop.
Since the flow system behaves very like the fast pres-
sure systems we have discussed, the same generalizations
can be made here that were made before. That is, rate
action should not be used, but large proportional bands
and fast reset action should be employed.
A proportional band of 200%, reset setting of 20.
repeats/min, and a zero-minutes rate setting are recom-
mended as initial settings for slow systems.
Summary
. Recommended initial controller settings that have
been discussed are shown in the iable. When applying
the settings listed in the table, recall the. stated objec-
tives, which were to limit the size of initial overshoots
and to achieve a nearly stable system at startup.
Roy V. Hughson, Editw
The author
Gerald D. Anderson is lead instructor
at the education center of Fisher
Controls International, Inc., 2.05 South
Center St., Marshalltown, IA 50158,
telephone: (515) 754-3011, where he
develops trainirig programs fo:t
classrooms and for self-study. He holds
a B.S. in mechanical engineering, and a
Master of Mechanical Engineering, both
from Iowa State University. He is
coauthor of Industrial Process Control,
and author of many articles, is a rt
member of the American Soc. of
Mechanical Engineers and the
Instrument Soc. of America, and is a
registered professional engineer in
California.
Mixing model tracks changing compositions
William B. Fowler*
D Suppose you are faced with this situation: You have
a mixing vessel containing a solution of water and com-
ponent A. At some time t = 0, you start adding pure
water and removing solution. Whatis the; composition
of the solution at time t? Or, perhaps you wish to purge
a vessel, such as an industrial oven, of air before apply-
ing heat. Knowingthe explosive limits of the purge gas
with oxygen, how long should you purge the vessel?
A simple differential equation solves either of these
problems. Start by assuming perfect mixing---,-i.e., as-
sume that the composition in the vessel is the same at all
points, including the exit. This assumption is good for
gases of similar molecular weight, or for high-convec-
tion mixing of gases. The accuracy for liquids depends
on the degree of mixing and the inlet/outlet arr'ange-
ment. (For example, the composition in the vessel will
vary if entering liquid can short-circuit'to an exit with-
ou t being mixed.)
When mixing is perfect, the rate-of-change of the mol
fraction of component A (x, in the vessel and in the
exiting stream) is described generally as follows:'
dx
- = rate of A entering' - rate of A exiting
dt .
= n (Xi -x)
where n is the number of volume changes per hour, Xi is
the. mol fraction of A in the en tering stream, and t is
hours. Integrating, we get an expression for x:
x = (xo - xi)e-
nt
+ Xi
Xo is the initial mol fraction of A in the vesseLln
most cases, six volume changes lead to near-steady-state
conditions in the vessel, where xis about to Xi. As
the equation shows, the difference between x and Xi
when nt = 6 is only 1/400 (e-
6
) of the initial difference.
Example
A steel-annealing furnace uses an atmosphere of 93%
nitrogen and 7% hydrogen to protect the steel during
heating. A high-convection centrifugal fan and diffuser
assure that the furnace is well-mixed. Suppose that a
400-ft
3
furnace containing air (20% oxygen) is to be
prepared for heating by purging with 800 ft
3
/h of the
N 2/H2 mixture. How will the hydrogen and oxygen
fractions change over time?
*P. E.; The H. K. Ferguson Co., One Erieview Plaza, Cleveland, OH 44114.
19
0.20,.,-----------------,
..:s.
c
o
'';::::;
u
o
o
Explosive limits:
H
2
/0
2
= 0.2 (low)
H
2
/0
2
'7'14.4 (high)
Explosive range
1 2
Time (t), h
Hydrogen.
Oxygen
3 4
First, we find that the number of volume changes per
hour is 2: n = 800/400 = 2. For hydrogen: Xo =0 and
Xi, = 0.07. Thus we can find the mol fraction of hydro..:
gen in the furnace by substituting these values in the
composition equation:
Hydrogen x =-0.07 e-
2t
+ 0.07
We can do the same for oxygen, where Xo = 0.20 and
Xi = 0:' .
Oxygen x = 0.20 e-
2t
The figure plots the mol fractions vs. time, and shows
the range over which the H
2
/0
2
ratio could be explo..:
sive. From such a plot, we can determine how long a
purge is needed to get the atmosphere out of theexplo-
SIve range: at least 2 h, or 4 volume changes, in this
example.
Relating heat enllssion
tosurfacetenrrperature
V. Ganapathy, Bharat Heavy Electricals Ltd. *
D In many problems involving room heaters and the
selection of insulation and refractory, one needs to cal-
culate the surface temperature of a pipe that will give a
certain rate of heat emission, or vice versa. The relation,
including both convective and radiant heat, is
Q = - )1.25 +
- (Ta/100)4]
Where: Q = heat loss, Btu/(hr)(ft
2
)
= surface temperature, OR
Ta = ambient temperature, OR
e = surface emittance, ratio to' a black-body
This equation is not too difficult to solve for Q, when
the surface temperature is known, but it requires trial
and error when Q is known and the surface temperature
is sought. Trial and error is time-consuming, even with
a pocket calculator. The accompanying nomograph
solves the equation in either direction without the need
for trial and error.
Example: Given a total heat-release rate of 210
Btu/(hr)(ft
2
), and ambient temperature ofBOF, and an
emissivity of O.B, what is the surface temperature of the
pipe? On the chart, ccmnect Q = 210 with e = O.B; note
the interseCtion of this straight line with the curved line
for Ta = BO, and read = IBOF.
*Product Development (Boilers), High Pressure Boiler Plant, Tiruchira-
palli-620 014, India.
Recovery calculation for a separation process
Mark C. Anderson, UOP Process Div. *
D Distribution of one component between the
two effluent streZ!-ms is a key criterion for the perform-
ance of equipment for separating componepts in a
mixture. This distribution is nonnally calculated on the
basis of analytically-determined concentrations and
mass flowrates of the entering and exiting streams.
Because of miscalibration of flow meters, however,
the mass balance frequently does not close, i.e. the
calculations show the feed to be greater or less than the
sum of the products. In such a case, the engineer may
assume" that the two stream measurements are correct,
and adjust the third. Unfortunately, there is no way of
knowing which flowrate is in error. There is a simple
alternative, based on the assumption that, in nature if
not on paper, the mass balance does close.
F=E+R
FX
t
= EXe + RX
r
(1)
(2)
"20 UOP Plaza, Algonquin & Mt. Prospect Roads, Des Plaines, IL 60016
20
where: F = entering stream
E, R = exiting streams
Xi = concentration of component X in stream i
Multiplying Eq. (1) by Xr and subtracting from Eq.
(2) gives:
F(X
t
- X
r
) = E(Xe - X
r
) (3)
ElF = (X
t
- Xr)/(X
e
- X
r
)
If we define Z as the fraction of component X that
leaves in stream E, then
Z = EXelFXt
and substituting Eq. (4) into this expression eliminates
mass quantities from the expression:
Z = XiXt - Xr)/(X
e
- Xr)X
t
The recovery value calculated in this fashion is no
better than the analytical data on which it is based.
However, the expression contains no tenns relating to
flowrate, so errors in measurement are eliminated.
Calibrate your Dletering pUDlP
A. Pri-Or and Y. Winter*
D Metering pumps require calibration, and frequently
recalibration, to assure that the desired liquid flow is
achieved. Ideally, the calibration method should be
quick, easy and accurate.
The figure shows a simple apparatus for
calibration: a burette with a valve, linked to the pump
feed line through a tee. Using it will not interrupt the
process because the burette is filled. with the liquid
being metered and because the test is performed online.
To calibrate the metering pump, take these steps:
1. Open the burette valve (V
2
) and let the burette fill
with liquid. The driving force here is the pressure of the
liquid in the tank.
2. Close the tank valve (VI), and observe the length
of time required to draw some volume of liquid out of
the burette.
3. Calculate the flowrate.
4. At the end of the calibration; remember to reopen
the tank valve.
*Chemical Engineers, Miles Israel Ltd., P.O. Box 288, Haifa 31 002, Israel.
Graduated burette
To
process
Metering pump
Surge tank
A standard laboratory burette will be adequate for
calibrating a small-capacity pump. Otherwise a gradu-
ated glass column of greater volume can be used. In any
case, the burette should be permanently installed.
PREDICTING THE TIME TO ARRIVE AT A NEW STEADY STATE
R. I. ZIMMERER, Petro-Tex Chemical Corp.
Chemical engineers frequently face the problem of
changing the rate of feeds to a continuous process or
operation and forecasting the time required to arrive at
the new steady-state.
In a water-treating plant, for example, the incoming raw
water may be mixed with a chemical and a change in
concentration decided on. How much time should be
allowed for the changed chemical feed rate to bring about
the desired concentration in the mix-tank effluent?
The mix-tank, in the example, is assumed to have ideal
mixing. The approach to the new feed concentration (C
f
)
is therefore asymptotical, and the time required in the
ideal case is infinite. Hence it is easier to think of the
concentration "half life" in the mix tank as the time
required to get halfway from the beginning concentration
to the new incoming concentration:
JI V
T1I2 = F In2 = F (0.693)
Where V is the volume (gal.) and F is the feed flowrate
(gal./min.), then Tl/2 is in minutes, and V/ F represents
the time required to displace one volume of the mix tank.
Tl/2 = 0.693 of the displacement time
This one formula can be used to extend the prediction
to higher fractions of the desired concentration change
by assuming successive half-life periods.
Example: A 1O,000-gallon tank is fed water at 200
gal./mill. The initial concentration of a chemical in the
feed and in the tank is 50 ppm. The concentration of the
21
feed is changed to 60 ppm. How long does it take to reach
a concentration in the tank of 55 ppm. (half-life).?
T1I2 = 0.693(10,000/200) = 34.65 min.
Derivation: The rate of accumulation is equal to the
rate of input minus the rate of outflow, or
(C,)(F) - (Ce)(E) = :T (VC
e
)
Where:
E = effluent flow, gpm. = F, since the system is always full
C, = concentration in the feed
C
e
= concentration in the effluent
Thus:
dCe
F(C, - C) = V-
e dT
dT=
F C, - C
e
Integrating between the limits of 1 and 2:
T' - T - In (C, - Cel)
2\ 1 - F (C, - C
e2
)
When (C
f
- C
e2
) is half of (C
f
- Cel)' the concen-
tration has changed halfway from the initial concentration
to the hoped for final concentration, Cf' This is the
condition at T2 - Tl = T
l/2
. Therefore:
V V
T1I2 = F In(I/%) = F In2
MEASURING FLOWS THROUGH VENTS
JONATHAN R. SMITH, The Chesapeake Corp. of Virginia
In the course of gathering gas flow data for enviroh-
mental control or an emissions inventory, flow measur-
ing equipment is often lacking, or the velocity of the gas
stream is too low for measurement. the Ve-
locity is high enough for meter methods,the geometry'
of the system may make the measurement difficult or
subject to error. Consequently, a method is needed for
a quick and fairly accurate measurement of gas flow,
that can be operated without the use of expensive or
time-consuming installations.
In most cases the following me.thod will work ( or serve
as a valid double check) if only the gas can be made to
flow through an accessible pipe or duct.
,A plastic bag with a hole cut in it is placed over the
end of the pipe or duct, causing a small resistance to the
flow, depending on the size of the hole. Hence a ma-
nometer reading of the pressure drop across this bag
orifice accomplishes the purpose of an ordinary orifice.
Since compressibility can be ignored for small pres-
sure drops, the general orifice equation,
q=KA V2ih
applies, where q is the volume rate of gas flow,g is the
acceleration due to gravity, A is the orifice area, h is the
pressure drop, and K is the discharge coefficient, includ-
ing the velocity-of-approach factor. The discharge co-
efficient was determined through a series of test measure-
ments as follows:
An experiment was designed in which a known flow of
air was passed through a bag orifice and the pressure
drop was measured with a manometer. Sixteen sets of
conditions were produced by varying the" flow arid the
orifice area on two days of differing air density. Any
sizable scatter in the calculated discharge coefficient was
anticipated to arise from differences between the edge
of the bag and the edge of a steel plate; hence three
different bag thicknesses were used and taken as a
parameter.
The scale of the experiment was such that the bag size
was large compared to the orifice diameter. Therefore,
the velocity-of-approach factor was taken as 1.0. Then,
if the manometer reading, h, is taken as in. of water, the
orifice diameter, D, as in., the volume rate of flow, q, as
cu.ft./min. of air, and the density, p, as lb./cu.ft., the
orifice equation can be rewritten as:
q = 5.982 K DZVh7P
In this case, the orifice coefficient, K = C = 0.07089
0.0290, independently of bag thickness. Using this value
for the discharge coefficient, the gas flow as cu.ft./min.
can be determined to 4% by the equation:
q = 4.25 DZ Vh7P
where D is in., h is in. of water and p is lb./cu.ft.
In selecting the proper orifice size, a pressure of 1-4 in.
of water should be sought. Less than 1 in. is difficult to
22
'I I , I \
Manometer probe .....
..-- Orifice
I
I
I
Hand-held
manometer
\
\
, I
/
/
/
I
Heavy twine
Using the bag orifice
...-_ Vent pipe
....-
measure, and more than 4in. may make the bag slip off
the pipe. If a rough estimate of the flow can be had, the
hole diameter, in., necessary to give a pressure of 2%
in. of water is approximated by:
D = 0.21 Vq
While the bag orifice method of measurement is un-
demanding in technique, there are several features of
the design that can minimize error. The most important
is the position of the manometer probe, which should
project slightly through the bag wall, so that the axes of
the vent pipe, the bag orifice and the probe end are all
perpendicular, as shown in the illustration. The object is
to get a true indication of static pressure.
The bag should be large enough to minimize the ef-
fects of approach velocity and to prevent flapping or
tearing. Also, the orifice diameter should be measured
during. operation, so as to obtain true operating dimen-
sions. (If stretching causes an elliptical orifice, the area
should be based on the product of the major and minor
axes.)
A correlation exists between C and the ratio of the
orifice velocity and the bag thickness. This is believed
due to fluting outward of the bag material at the orifice
edges and should be avoided. Error is accentuated by
thin.;.walled bags, high temperatures and high velocities.
The effect, when pronounced, is to increase the discharge
coefficient toward 1.0 as the shape of the orifice ap-
proaches that of a flow nozzle.
Finally, since one is apt to be exposed to the gas being
measured while making a bag orifice measurement, steps
should be taken to prevent burns or fumigation.
, The method has been used satisfactorily to me,asure
filtrate tank vent gases and turpentine condenser non-
condensibles at The Chesapeake Corp.'s West Point, Va.,
kraft pulp mill .
Control system cuts
heating and cooling costs
s. J. Catani*
o It is common practice in the chemical process indus-
tries to hold up an intermediate product in a large stor-
age tank between process units. This tank absorbs excess
upstream production, keeps an inventory of intermedi-
ate product on hand, and steadies the operation of the
entire plant by smoothing "bumps" caused by upsets in
upstream equipment.
While holdup may be necessary (for example, to pro-
vide a steady feed to a reaction system), it can be very
costly if the intermediate product needs to be cooled
before entering the storage tank and reheated before
reentering the process flow. In such a case, the control
system shown in the figure can be a big energy saver.
Only a small portion of the total interunit flow goes
through the tank-thus cooling and reheating is mini-
mal. And the system still has all the advantages of
holdup.
How the system works
The key is the low-signal selector. Theinputs to this
device are the signals from the upstream and down-
stream flow controllers (FC-1 and FC-2); its output is
the lower of the two input signals. When the flow from
unit 1 is greater than that required by unit 2, FC-2
controls the interunit valve (A), and FC-1 opens valve B
to send the excess product to storage. When the flow
from unit 1 is less than that required by unit 2, the
situation is reversed: FC-1 controls valve A, and FC-2
adjusts valve C to bring makeup feed from the storage
tank. The system shown in the figure uses pneumatic
split-range controls and air-to-open (AO) valves, but
electronic devices can achieve the same action.
Example
Suppose that unit 1 produces an intermediate at 75
gpm, unit 2 uses it at 50 gpm, and the setpoints of the
flow controllers are at these flowrates. How will the sys-
tem respond to a change in the setpoint of FC-2?
First, let us look at the system before a change. Since
more than 50 gpm is available from unit 1, valve A
needs to be only partly open to satisfy the setpoint of
FC-2. Thus the signal from FC-2 does not rise above
9 psi, and valve C remains closed.
The signal from FC-1 rises past 9 psi because the
partly-open valve A (controlled by FC-2) cannot pass
the 75-gpm flow required to meet the setpoint of FC-1.
*Badger America, Inc., One Broadway, Cambridge, MA 02142.
23
System controls flow through storage tank
Because the signal from FC-1 is above 9 psi, valve B is
partly open.
Now, if FC-2's setpoint is boosted to 100 gpm (in
response to a demand for increased production, for ex-
ample), the output signal from FC-2 will increase to-
ward 9 psi to satisfy the new setpoint. Valve A will open
more, increasing the flow past FC-1 and FC-2. FC-1 will
sense the increase, and respond by lowering its output
signal to close valve B and thus keep the total flow from
unit 1 at the 75-gpm setpoint.
As FC-2 continues to raise its output signal, and valve
A continues to open, FC-1 continues to lower its signal
until its output is 9 psi and valve B is completely closed.
At this point, all of the flow from unit 1 is passing
through valve A, and FC-1 takes control of this valve
when its signal becomes less than FC-2's.
Since FC-2 requires still more flow to satisfy its 100-
gpm setpoint, its output signal continues to increase
until valve C opens and brings in sufficient makeup
flow from the storage tank.
How fast does this happen? The entire change from
sending excess product to storage (50-gpm setpoint) to
bringing in makeup feed (100-gpm setpoint) can be as
fast as any single flow-control loop. This approach can
also be applied to other common control problems, such
as one unit feeding several downstream units. In any
case, this control scheme can save considerable amounts
of energy wherever process streams flow through inter-
mediate storage.
Orifice-Dleter sizing
V. Ganapathy*
0.6 ..----r--r---,r------,---,--,---,---,-,
0.5
N
0.276
0.2
Example: Find {3 from
K{32 value
0.64
o 0.1 0.2 0.3 0.4 0.50.6 0.7 0.8
(3
o This graphical method estimates the size of an ori-
fice directly, avoiding the conventional trial-and-error
approach. It is accurate for liquids, and for gases if a
good estimate of expansion factor is available.
Flow, area, pressure
The basic equation that relates mass f10wrate (W) to
pressure drop across an orifice is [1)2]:
W = Ka
o
Yv'2g/1P/v (1/3,600) (1)
where:
W = mass flowrate, lbm/s
K = flow coefficient (dimensionless)
a
o
= area of orifice, in.
2
Y = expansion factor (dimensionless); Y = 1 for in-
compressible liquids
I::lP = pressure drop, psi
v = specific volume of fluid, ft
3
/lbm
The ratio of orifice diameter to line diameter (do/d) is f3.
Thus we can substitute 'lTf3
2
d
2
/4 for a
o
in (1) and rear-
range the expression:
Kf32 = 1.913W/(d
2
Yv'I::lP/v) (2)
K is a function of both f3 and Reynolds number (Re).
A good estimate is given in the following equation [3]:
K = 0.593 + 0.4f34 +
(0.0015 v;B + 0.012(3
4
)(1 ,000/ Re) (3)
With these equations in hand, we can solve for I::lP,
given f3, directly: Calculate Re; find K from (3); solve
*Bharat Heavy Electricals Ltd., Tiruchirapalli-620 014, India.
24
(2) for 1::lP. The more difficult problem is to size the
orifice-that is, find f3-for a given 1::lP. This usually
requires a trial-and-error procedure, because (3) is not
explicit in f3, but the graphical method solves for f3 di-
rectly, and yields orifice dia. from do = f3d.
How to size the orifice
The figure is a plot of Kf32 vs. f3 and Re) based on (3).
To find f3 for a given I::lP, follow these steps:
1. Calculate the required Kf32 by substituting I::lP
and the other data in (2).
2. Calculate Reynolds number based on the pipe
size. Re = (48 W)/( 'lTdfL) when d is inches and viscosity
(fL) is lbm/ft-s.
3. Find Kf32 on the appropriate Reynolds-number
line in the figure, and read f3 on the ordinate scale.
Of course, the figure also yields Kf32 (and thus I::lP)
when f3 is given.
Example: A liquid of density 62.5 Ibm/ft
3
flows
through an 18-in.-dia. pipe at a flowrate of 700 lbm/s.
Its viscosity is 1.29 cPo What is the minimum orifice
diameter, if the pressure drop across the orifice is not to
exceed 100 in. water gage?
Solution: First convert the given data to the required
form:
v = l/density = 1/(62.5 Ibm/ft
3
)
= 0.016ft
3
/lbm
I::lP = 100 in. water gage/(27.7 in. water gage/psi)
= 3.6 psi
fL = 1.29 cP(6.72 X 10-
4
Ibm/ft-s/cP)
= 8.67 X 10-
4
Ibm/ft-s
Assume that Y = 1 because the fluid is incompressible.
Then substitute these values in (2) to get Kf32:
Kf32 = [1.913(700)]/[(18?(1) v'(3.6)/(0.016)]
= 0.276
Before going to the figure, find the Reynolds number.
The Reynolds number does not have much effect on
Kf32, but it is worth checking:
Re = [48(700)]/['lT(18)(8.67 X 10-
4
)]
= 682,000
With this value in hand, find f3 = 0.64 as shown in the
figure. Then calculate the minimum orifice diameter
from f3 and d:
do = f3d = 11.5 in.
What if the fluid is a compressible gas? The expan-
sion factor (Y) depends on pressure drop, absolute pres-
sure and the ratio of constant-pressure and constant-
specific heats, as well as f3. For most gases going
through circular square-edged orifices, Y varies between
0.92 and 1, with decreasing values as f3 and I::lP increase.
See [4] for a table of Y values.
References
1. "AS ME Flowmeter Computation Handbook," American Soc. of Mechani-
cal Engineers, New York, 1961.
2. "Handbook of Flowmeter Orifice Sizing," Handbook 10B9000, Fischer &
Porter Co., Warminster, Pa.
3. Head, V. P., Trans. ASME, Sept. 1960.
4. Perry, R. H., et al., ed., "Chemical Engineers' Handbook," 4th ed.,
McGraw-Hill, New York, 1963, p. 5-9.
changes in either
in this new technique for
I
I
RAY STROUP, Jr., Cresap, McCormick and Paget Inc.
The traditional breakeven chart graphically portrays
the short-term relationships between costs, sales and
profits. Breakeven analysis is useful in:
1. Predicting costs and profits at different levels of
operation.
2. Determining the impact of changes in costs and
prices on the breakeven point of a firm or product.
The new technique offers advantages over traditional
methods in the second of the above areas, and is also
helpful in analyzing the economics of a group of simi-
lar business operations, or the economics of a group
of products. Examples will illustrate these advantages.
As detailed in the literature, the traditional
even chart is developed by first determining the sales
and costs that can be attributed to a particular product.
Costs are classified as fixed or variable.
The starting point for the new technique, as well as
the traditional method, is the following equation:
Sales Variable cost + Fixed cost + Profit (1)
The breakeven point is defined as the sales volume
where profit equals zero, so (1) becomes:
Sales = Variable cost + Fixed cost (2)
Or, in other terms, sales are equal to:
= (qy:;-) + (Fixetd) (3)
unit sold unit sold cos
Multiplying and dividing variable cost by sales:
Sales Sales + Fixed cost (4)
Sales (1 Fixed cost (5)
Finally, the log of each side of Eq. (5) and
rearranging, yields an equation th:1t can be represented
by a series of straight lines on a log-log chart; i.e.:
log Sales
(
Unit) .
- log 1 - + log (FIxed cost) (6)
per
The above is shown in 1. To find the breakeven
25
point, you must know the ratio of
unit to the price, and you must know the fixed cost.
Then, all you do is locate the ratio on the abscissa
(R
1
), next go up to the proper fixed-cost line
to F
3
), and left to the ordinate to read the breakeven
point (B). The change in breakeven point caused
any change in the ratio of fixed cost and/ or variable
cost to price can quickly be determined by consulting
the chart.
Drawing the Fixed-Cost lines
Two points are needed to construct the fixed-cost
lines; these can be determined from (5) :
Breakeven sales ( 1 Fixed cost
When variable cost per unit
sales = fixed cost.
0, then ibreakeven
Therefore, in Fig. 1, the ordinates of the nxeQ--cost
lines (i.e., at Point 1) are:
F2 line: y = 1.0 where x = 1.0
F3 line: y = 2.0 where x = 1.0
Fl line: y 0.5 where x = 1.0
When variable cost per unit equals the price per
unit, the breakeven sales are equal to twice the fixed
costs. The ordinates of fixed-cost lines (i.e., at Point
2) are:
F2 line: y 2.0 where x 0.5
F3 line: y = 4.0 where x = 0.5
Fl line: y = 1.0 where x = 0.5
Multicycle log-log paper can be used if a wider range
of values is desired than that shown. The only limita-
tion is that the breakeven point is undefined when the
x axis is greater than 1.0 or less than zero.
Let us now look at two examples of how this
technique can be used. Here is the first.
Company A, which has been packaging an indus-
trial oil for several years with a manual drum-filling
process, has decided to automate its filling line at a
substantial saving in direct labor cost. Because of this
saving, the firm also expects to cut the price of its
product by 50/ gal. Using discounted-cash-flow tech-
-.t
x
tI:r
;.0;
c:
'0
0-
c:
OJ
>
Q)
ro
co
<:
X
.....
c:
'0
Co
c:
Q)
>
Q)
ro
CO
'<t
X
...,
c:
'0
0-
c:
Q)
>
Q)
ro
CO
10.0
"
9.0
8.0
._.-;..,.
7.0
6.0
5.0
.4.0
3.0
2.0
"
J"
"
'"
I
'"
'"
:
Point
"
I
"
'"
0...... I
'"
"
"
i F'\.
Point
I 1
NI
"
I
I
Fig. 1
I
POint 2 Point1
'"
l.{)
R,
10.0
9.0
8.0
7.0
6.0
5.0
4.0
3.0
2.0
I,
"-
" "
'"
r",r",O
"
""00
Reduction --
'"
in price
"-0';:
(4)
r\(Cl
<:/0
"-
" i i'-
<:/0
d Increase "-
"-
system 1:n fixeci-'-
Reduction in
Fig. 2
varrlertl r--
1.0
10.0
9.0
8.0
7.0
6.0
5.0
4.0
3.0
2.0
"
"
" "
'" '"
c- "'- -sales
per station Station 8 '"
I""
"
v
o c
I-Ave;age
"-
breakeven "
" 17 .
"f'\.
point
"'-
"-
i"
""
I"-
"
Fig. 3
"-
" 1.0
0.1 0.2 0.3 0.4 0.50.60.7 0.8 1.0
for generalized situation (Fig. 1)
and for two illustrative examples (Fig. 2 and 3) use
diagonal lines to represent different fixed costs.
niques and projected volumes, this looks like
investment. But because demand for this oil ae1perlUS
heavily on the general level of business
ther analysis is necessary. Here are the cost data:
Fixed Cost Varfable Cost Price
Old system $100,000 $1.00 /gal. $2.00 /gal.
New system $200,000 $0.75/gal. $1.50/gal.
The breakeven chart, Fig. 2, reveals the impact on
the product's breakeven point caused by each change
in cost or and the total effect. Using thiS type
of graph, it is very easy to show alternate ",tr(lt'::'O'H><:
and to answer the "What if ... " questions that deci-
sion-makers ask.
Note that the breakeven point for this product will
be doubled by the proposed change, thereby increas-
ing the firm's risk of possible loss if sales volumes do
not increase as anticipated.
Although this example concerns the breakeven anal-
of a group of gasoline service stations, the method
can be to other revenue-producing ",",,,,,.s.tu,",,,
such as groups of chemical plants within a division.
Let us say that a certain marketing district an
oil company contains eight. service stations, and has
been profitable for several years. But seven of the sta-
tion managers feel that the district could be even more
successful if the eighth station would cut out some
frills and emphasize profits rather than volume. The
district manager is not sure whether he should go
along with this thinking, because the station is profit-
able (although perhaps not as profitable as it should
be). He suspects that some of the other station man-
agers may resent this station merely for being "differ-
ent." To see whether there really is a problem, he
decides to study the eight stations individually; he
graphs each of them on the modified breakeven chart
(Fif!, 3) and tries to find cost-struoture patterns.
The chart shows a rather tight pattern for seven
of the stations. The eighth station's fixed and variable
cost-to-price ratios ar,c high enough to raise its break-
even point considerably above that of any of the others.
Of course, the chart does not tell him what action
to take. If the station has a significantly higher revenue
potential than the other seven, perhaps effort should
center on raising revenues further, and on making
sure they stay well above the breakeven point. If the
revenue potential is judged no better than for the
others, perhaps some "de frilling" or other cost-cutting
is in order, even if this means some loss of volume.
What the chart does do is to single out a cost pattern
that differs from the group, and to provide an insight
into the effect of various courses of action on the
ap1Plll:atl011s are also
market influences dictate an across-the-lboard
cut in the district, which stations will be
into the red first?
2. a ninth station is built, and if its
are than for the others because
estate or construction costs have climbed), what
of variable expense to is to
breakeven below a certain level?
Ray Stroup, Jr., is Senior Associate with the management con
sultant firm of Cresap, McCormick and Paget Inc, (100 W,
Monroe St., Chicago). Previously, he was affiliated with Sun Oil
Co. as an economic analyst. Mr. Stroup has a B.S. degree in
chemical engineering from Kansas University, and an M.B.A.
in finance and management from the UniverSity of Texas.
C. Shanmugam, Singmaster & Breyer Inc.
D Although instrumentation of chemical process plants
takes up an ever-increasing part of the required capital
investment for such facilities) it is often difficult to estimate
the number of manhours required for its installation.
This article attempts to fill this gap. However) the
numbers are presented only as a guide-as usual) they
will have to be adjusted depending on the nature of the
project.
Traditionally) manhours for instrumentation are bud-
geted separately from those for general electrical work.
Hence) the man hour estimates that follow include instru-
ment receiving) storage) installation) testing and checkout
by instrument mechanics and pipefitters only-electri-
cians) manhours are specifically excluded. Also excluded
are manhours for running pneumatic tubing) and those
required for precalibration and postcalibration of the
instruments.
. . . . , . ~ . ..U1 ......... costs
Costs for purchase and installation of required instru-
ment tubing and piping can be substantial) so they should
not be overlooked. Here is one way to roughly estimate
them.
First) estimate the total instrument cost) Cins/) as the total
cost of all instruments minus the cost of control panels.
Then) the materials cost for tubing and piping)
Approximate manhour requirements for the installation of various types of instruments
Description
Unit manhours Description Unit manhours
Instrument Instrument
symbol Pneumatic Electronic symbol Pneumatic Electronic
Control panels
FES Swirl meter
CP Control boards, completely 3/linear ft
1 1% in. 6
shop .. fabricated, piped, wired, (min. 6)
2 - 4 in. 12
with instruments FET Turbine flowmeter
PC Programmable controllers 10-15% of
1 -1% in. 6
cost
2-4 in. 12
Flow instruments
FG Flow glass/sight flow
FI Flow indicator (output gage) 1.25 indicator
Rotameter type 3 % - 1 % in. 3
Vane flowmeter 3 2 4 in.
4
FIC Flow indicating controller 6 8 in. 5
(differential .. pressure type) 14
FIS
Flow indicator, switch/alarm
6
FR F I ow recorder (differentia I .. p ressu re
FM Flowmeter (positive-displacement
type) 15 type)
FRC F I ow recorder .. controll er
% 1 % in. 4.5 6
(differential .. pressure type) 16
2 4 in. 10.5 12
FT Flow transmitter 8 8
FS
Flow switch (paddle type) 3
FCV Flow control valve FT Flow transmitter (rotameter
% 1 % in. 3
ty pe) /transm itter rotameter 8 8
2 in. 5 FT Flow transmitter (target meter) 3
3 in. 6
FT o ifferential-pressure-cell flow
4 in. 8
transmitter 6 6
FE Orifice plate
XFI Purge meter
4
1 % - 4 in. 2.5
3
6 -14 in. 4
Level instruments
FO Restriction orifice
LT
Level "ansmit'" !
6 6
Level controller
Up to 72 in.
FE Pitot tube
Level transmitter/
1% - 4 in. 2
controller
Over 72 in.
10 10
6 -14 in. 5
Level gage (glass)
10
LG
FEM' Magnetic flowmeter
Level indicator (float type) 18
1 -1% in. 5
LI
2 - 4 in. 11 LI
Level indicator /output gage 1.25 1.25
27
LS
LCV
dPI
Pi
Pneumatic Electronic
Level switch/alarm 6
transm itter /controll er
(differential-pressure type)
6
8
+4
Level control valve
Y:, Y:! in. 3
in. 5
3 in. 6
in. 8
Differential-pressure indicator 8
Differential-pressure indicating
switch 10
Pressure gage/receiver gage 1.25
Pressure gage with syphon 3
Pressure with in-line
seal 6
Pressu re controller/pressure
regulator 8
Pressure recorder 16
Pressure recorder /controller 20
Pressure switch/alarm 1.25
Pressure switch with chemical
seal and capillary tubing 3
Pressure transmitter
(differential-pressure type) 9
Pressure control valve/pressure
rei ief valve
Y:,- Y:! in. 3
in. 5
in. 6
in. 8
With external connection, add 8
valve/pressure
valve
3
5
1.25
1.25
1.25
1.25
8
16
table:
to 15% of
5 to 10% of
and piping can be
to $10 of the
Hughson, Editor
Guide to Estimating Cost of Installed Instruments, Chern.
p.206.
6
8
+4
8
9
8
Instrument
symbol
TS
TT
TCV
RD
XC
XV
XEV
XF
SFC
CV
SV
XCV
XA
XQ
AIT
WT
-y
FER
FEV
D
FDS
XFS
XMD
LI
Pneumatic Electronic
Temperature switch/alarm 1.25
Temperature switch with
capillary tubing 3
Temperature transmitter 8 8
control valve
-1 Y:! in. 3
2 in. 5
3 in. 6
4 in. 8
Miscellaneous
disk
- 4 in. 2
6 - 14 in. 4
Conservation vent 5
Vacuum vent 5
Emergency vent 5
Flame arrestor 5
Flame arrestor with conservation
vent 5
Control valves
Globe) }
{y, - 1 Y, in
3
Butterfly) 2 in. 5
On/off) 3 in. 6
4 in. 8
(For 3-way valves, multiply above
manhours by 1.5)
Float valve 6
Solenoid valve
4
Cylinder-operated valve
Y:! - 2 in. 8 8
3 6 in. 10 10
8-12in. 14 14
Alarm point 2
Pneumatic integrator 3
Analyzer 20
Analyzer with weatherproof housing 24
Load cell (3 cell system) 16 16
I/P converter /transducer 6 6
Radioactive flowmeter element 8
Ultrasonic flowmeter element 10
Desiccating vent 3
Flame-detector switch 4
Foam switch 3
Metal detector 15
Sonic level detector
C. Shanmugam is a principal project
estimator with Singmaster & Breyer Inc.
of SNC Corp., Montreal, Canada),
East 42nd St., New York, NY 10017.
10
He has had over 15 years of experience in
construction estimating, working for
Crawford & Russell Inc. and other
companies. Holder of an M.Sc. in
engineering from Madras University, India,
and an M.S. in management science from'
Rensselaer Polytechnic Institute, Troy,
N.Y., he is a registered professional
engineer in the state of New York.
time increases
19
19
15
~ 10
2 ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
.01 .05 .10 .15 .20 .25
liemo.tmzn A. Horwitz*
The longer it takes to build a facility, the lower is its
rate of return. But how much lower? The graphs in the
figure show rate of return vs. investment ratio (invest-
cash flow) for one-, two- and three-year
construction periods. These graphs can be used to find
the rate of return for a given investment ratio, or the
investment ratio required for a given rate of return.
Annual cash flow (G) is the net annual profit after
taxes plus depreciation and other credits for the facility.
Assuming this is constant for every year of the facility's
life, and that the facility has no salvage value, we get
the following expressiOn for a one-year construction
period:
I
G
(1+
i (1 + i)n
One year
where I is the total investment, i is the annual return on
investment, and n is the life of the facility in years after
construction.
If the investment is made over two years, with one-
half of the payment made each year, the general expres-
sion for finding i is:
L+ I
2 2(1 + i)
G
(1+
Rearranging yields:
____ + ... __ G __
(1 + i)n+l
I
G
Summing the series leaves the final expression:
I
G
[
2 J [(1 + i)n - 1 ]
(2 + i) i (1 + i)n
Two years
For a three-year construction period, the expression is
of similar form:
Three years
Suppose that a -million facility will yield a cash
flow of $150,000 per year for 15 years after construc-
tion. What will be the rate of return if the facility takes
one, two or three years to build?
list the graph parameters:
n = 15 years
,000,000/$150,000 == 6.67
Find 6.67 on the I/G axis, and read the i value below
the n = 15 curve. The results:
One year: 12.4% return
Two years: 11.5% return
Three years: 10.5% return
"The R. K. Ferguson Co., One Erieview Plaza, Cleveland, OR 44114.
v. V. Mahajani*
D Packed towers are widely used for gas-liquid opera-
tions such as absorption and distillation. Mass-transfer
aspects or vapor-liquid equilibria decide the tower
height, but hydrodynamic conditions determine the
tower diameter. This article presents a quick method for
estimating diameter. Only mass-flowrate, physical-
property and packing-property data are required.
IS
The following empirical correlation in 51 units tells
the gas superficial mass velocity (G') at flooding condi-
tions once the packing factor (F) is known:
In Y = -3.3861 - 1.0814 In X - 0.1273 (In X? (1)
for 0.015 < X < 10, where:
Y
G'2FfLo.
1
_____ --- L
PG(PL - PG) -- PGPL
(2)
X = L( PG )1/2 :::::: (3)
G PL - PG G PL
The variables are described in the nomenclature table.
To convert Eq. 1 to the conventional systems of mixed
units, where G' is Ib/ft
2
-h, P is Ib/ft
3
and fL is cP, multi-
ply Y by (2.783 X 10
8
).
The data for the correlation were obtained from the
flooding chart in Treybal,t and therefore Eq. 1 is ap-
proximate. Note that no advance knowledge of superfi-
cial velocities is required, since (L/G) in the parameter
X has the same value as (L' /G').
Given L, G and the physical properties, one can cal-
culate X<and then figure Y from Eq. 1. To find G' from
Y, the packing factor (F) is needed. This is correlated
empirically with the packing properties:
(4)
*Ph.D., Research & iJev'eiOl)ment Associate, Herdillia Chemicals Ltd.,
Thane Belapur Rd., 613. India.
Constants tower packings
n Z
Rasch ig ri ngs
Ceramic 1.553 27,800
Metal (O.8-mm wall) 1.305 7,364
Pall rings
Metal 0.913 843
Plastic 1.043 1,641
Flexi-ring 0.874 770
Hy-Pak 1.021 1,139
Berl saddles (ceramic) 1.387 9,850
Intalox saddles
Ceramic 1.337 7,091
Plastic 0.651 268
Source: Based upon Treybal (Ref.t)
where Z and n are constants listed in the table and d is
the nominal packing diameter (mm).
Design practice generally specifies a gas superficial
mass velocity 60% that of the flooding velocity for ab-
sorbers, strippers and fractionators.* Once G' at flood-
ing is known, therefore, one can calculate tower diame-
ter from a simple geometric relation:
D = (4/'i7)(G/0.6G')1/2 (5)
This is a reasonable estimate of diameter that compares
well with other estimates (Treybal,t for example) based
on 60% of flooding velocity. One could also calculate a
minimum diameter based on flooding velocity and then
add a safety factor.
Sulfur dioxide is to be removed from a gas stream by
scrubbing the stream with an aqueous solution of so-
dium hydroxide in a tower packed with 25-mm ceramic
Intalox saddles. Estimate the required tower diameter,
based on the following data: G = 1 kg/s; L = 4 kg/s;
PG = 1.25 kg/m
3
; PL = 1,200 kg/m
3
; fLL = 0.002
kg/m-s.
From Eq. 3, we find that X = 0.1292. Therefore,
Y = 0.1816 from Eq. l. For ceramic Intalox saddles, the
table shows that Z = 7,091 and n = 1.337. From Eq. 4,
where d = 25 mm: F = (7,091)(25)-1.337 = 95.85.
Therefore we can find G'at flooding conditions from
the definition of Y:
G' = V(YPGPL)/(FfLl) = 2.299 kg/m
2
-s
Eq. 5 tells the tower diameter for a gas superficial
mass velocity 60% that of the flooding velocity:
D = 1.084 m. A tower of 1.I-m dia. should therefore be
adequate for this duty.
tTreybal, R. E., "Mass Transfer Operations," 3rd ed., New
York. 1980.
D
d
F
G
G'
L
L'
X
Y
ilL
PG
PL
30
S., How tower packings behave. Chem. Eng., April 14, 1975 (correc-
1975).
Column diameter, m
Nominal packing diameter, mm
Packing factor
Gas mass fiowrate, kg/s
Gas superficial mass velocity, kg/m
2
-s
Liquid mass fiowrate, kg/s
Liquid superficial mass velocity, kg/m
2
-s
Parameter
Parameter
Liquid viscosity, kg/m-s
Gas density, kg/m
3
Liquid density, kg/m
3
M. and
D Lacking an automatic machine, we adopted
the manual system shown in the
with liquid product. The fill
to fill containers
timer relay, which is to
weight of liquid into each container.
Using this system, we fill four
minute, or 240 per hour, for a total
containers and the
have been satisfied with
that the system achieves.
we
variations
To assure a constant flowrate-and thus a constant
fill weight-we use a holding tank, with a level-control-
ler, between the main storage vessel and the filling sta-
tion. This keeps the height of the liquid column above
the fill valve constant. A shock absorber above the fill
*Saponia Chemical, M. Gupca 2, 54000 Osijek, Yugoslavia.
Second
floor
First floor
Dampener
Ground floor
Level switch
I ntermediate storage
31
valve protects it from the hydraulic shocks caused by
rapid closing.
An early problem encountered with this system was
liquid running out of the pipe below the fill valve after
the valve was this caused overfills and spills. To
this we added the return valve also
a the lifts it under
the return so that the valve stem is raised and the
fluid path The operator activates the
which opens fill valve for the preset time and then
closes it. When the operator removes the full cont,urler
the return valve closes and prevents the liquid remain-
ing in the pipe from running out.
Though weight variations for our liquid product are
only +2%, we should note that greater variations may
be experienced if the liquid's viscosity varies considera-
bly-when the temperature changes, for example.
Valve body
- Rubber gasket
Lift to open -- Stem
D A typical online gas analyzer is linked with a process
stream by a sampling system that continuously extracts
a small part of the stream and transports it to the meas-
urement cell. The sampling system may include a
pump, flowmeter, pressure regulator, cooler or heater,
and filter-whatever is needed to control the flowrate
and prepare the sample for analysis. Fig. 1 illustrates a
sampling system for an analyzer that measures gas con-
centration. the system drops the gas pressure
through a removes entrained liquids in a
knockout pot and traps particulates in a filter before the
enters the analyzer.
sampling system protects the analyzer and im-
proves the analysis, but it also introduces a time lag. In
fact, the residence time of the sampling system may
dominate the response time of the analyzer. Because the
analyzer's response time affects the response of safety or
process-control it is important to know the time
lag caused sampling system.
to measure
In theory, one could measure response time by ad-
justing the process itself or by injecting a calibrated
sample into the sampling system. In practice, these
methods rarely provide accurate or reproducible results
because they fail to satisfy three important criteria:
1. An accurate measurement requires an abrupt
2 illustrates the response of an online analyzer to
a step change in gas concentration. The total response
time, defined as the time that elapses before the analyzer
90% of the change, is the sum of two parts:
The transport lag is the residence time of the sam-
2, the transport lag is the time that
the analyzer registers 10% of the step
rise time is the delay between the 10% and 90%
reaaulgs. Part of the rise time is the inherent response of
and the remainder is caused by mixing and
diffusion in the sam pIing system.
There are other definitions based on the slope and
intercept of the response curve, but these are susceptible
to reading errors.
"Spectrum Engineering, 3300 S. Gessner, Suite 150, Houston, TX 77063,
To analyzer
I
I
I
I
Sampling system for online gas analyzer
.... ,filter Pressure
I regulator Process
/ stream
___- ". t::=::Dld/=t:;-;:t::f><::t1I====tt=::::::::;;::::::====
". : Sample
1..-- probe
y Knockout "Sample tap
Zero gas t
during response test -1
Fig. 1
change in sample concentration that is difficult to
achieve by adjusting the process.
2. Injecting a calibrated sample can provide an ab-
rupt change, but only if the sample does not react with
the process gas in the sampling system.
3. The injected sample must travel through the en-
tire sampling system, or the measured response time will
be inaccurate. As it is difficult to inject gas directly into
the sample probe, the injection method usually uses a
tap downstream of the probe-thus changing the re-
sponse time of the system.
Yet there is a method that meets all three criteria:
1. Injecting through a sample tap (see Fig. 1), flush
the sampling system with a gas that is similar to the
process stream but that omits the components of inter-
est. We can call this a zero gas because it causes a zero
reading on the analyzer.
c:
0
'.j:j
'Vi
Final
0
0-
90%
E
0
u
(J')
ro
10%
(9
Initial
Online analyzer's response to a
step change in gas composition
Process stream
Analyzer
response
I
I
I
- I - - - - - - I Rise :
Transport
Response time -----3111
Time
2
c
o
0.. 100%
e 90%
.....
<J)
N
>-
co
c
The response test is easy to analyze.
Process condition
Time
Transport lag
2. Cut off the zero gas. When the zero gas is turned
off, the process stream enters the sampling system
through the sample probe-just as it does during nor-
mal operation. Because the zero gas can be cut off very
quickly, this method provides a very sharp change in
the sample composition.
3. Record the analyzer output on a chart recorder
Claudio Purarelli*
D 1 illustrates a horizontal gravity-settler used to
separate two immiscible liquids. The heavier liquid
phase settles to the bottom of the holdup section, and
exits through the bottom of the vessel. The lighter phase
flows over the weir, and exits from the overflow section
of the vessel.
Here is a method for determining the diameter and
thickness of the vessel, plus the length of the holdup and
overflow sections. Based on a previous Plant Notebook
article [1], this method meets both process and eco-
nomIC
Separation of the liquid phases
Desired holdup time
Minimum weight for the vessel
The assumptions on which the method is based are:
Horizontal vessel with a 2 : 1 elliptical head
A to vessel-dia. ratio of O.S
tions are:
VI! =
for internal weir
Ill. to vessel-dia. ratio of 0.5
1 has a total volume (V) equal to
Thus the volumes for the two sec-
+ D /6) for the holdup section (1)
+ D /6) for the overflow section (2)
*Technipetrol, 00196 Roma, Italy.
until it is constant. 3 shows such a record. The
transport lag and rise time are easy to measure: the time
delay before 10% of the final reading is achieved, and
the time between that reading and the 90%
to
Knowing the response time of an analyzer, one can
decide whether that time meets the requirements of the
control or depends COlTIUiletelv
the application. the observed response is
slow, the should be upgraded. Before consider-
look at the sampling
tramSOOJrt lag can be reduced
in the sampling system.
the process stream, it
moved closer.
Increasing the velocity of the sample will also cut
transport this can be achieved by reducing the
pressure in system.
Other techniques: reduce the tubing volume
reducing its diameter; increase the mass flowrate; re-
duce the volume of knockout pots, valves and other
components in the sampling system.
Gravity settler separates two liquid phases 1
However, the holdup section is only full up to the weir
(effective volume 0.S56 V') and the overflow section is
assumed to be half full. Thus we can write the >.LV.LV-Utl..)
reClUl.relTIents as follows:
QT = 0.S56 V' for the total flow (3)
QITI = 0.5 V" for the light phase
Substituting (3) and (4) into (1) and (2), we can solve
for L' and L":
L' = 4QT/0.S56'7TD2-
L" = SQr'T
1
/'7TD2
Solving (5) and (6) for Q leads to:
Q = ('7T/4)(0.S56/T)D3[ (L/ D) - +
(5 )
(6)
(7)
D Vessel dia., m
E Weld efficiency (E :::; 1)
L Vessel (L= L' + L"), m
L', L" holdup and overflow sections,
respectively, m
P Vessel design pressure, kPa
Total flowrate
S kPa
V m
3
V', V" Volume of holdup and overflow sections,
m
3
tnlCKIless and corrosion allowance,
m
v', v" Terminal settling velocity of heavy phase
in light, and of light phase in heavy, re-
spectively,
a Vessel" design factor (a = P/(2SE - P
7, 71 Total required holdup time, and required
holdup of light phase, respectively, min
To find D, we use a modification of the Happel-Jor-
dan method [2]:
[
Q J1/2
D = 2.043 (L/ D)(v' + v")
(8)
This requires an estimate of (L/ D) for minimum weight
[1]:
(L/ D) = 61. 704t + 1.228 (9)
where t is the average vessel thickness in meters, defined
by:
t = aD + tc
a = P/(2SE - P)
(10)
(11 )
Substituting (7), (9), and (10) into (8), we get a
fourth-order equation:
AD4 + BD3 + CD2 = Z (12)
where:
A = 41.484(a/7)
B = 41
+ 1.050/7 - 14.772(v' + v")a
C = -(v' + v")(14.772t
c
+ 0.294)
Z=1
I
o
Algorithm for solving the
fourth-order equation
is -tolerance for error
Design a settler, given the following input data:
v' + v" = 0.381 m/min; Ql = 0.360 m
3
/min;
Q = 0.507 m
3
/min; required 71 = 5 min; required
7 = 10 min. Vessel construction parameters are:
P = 172.4 kPa (25 psi); S = 165,475 kPa (24,000 psi);
E = 0.85; tc = 0.003 m.
Solution: Calculate a from (11), then A, B, C, and Z.
This yields:
a = 0.0006131
A = 0.002543
B=O.1141
C = 0.1289
Z = 0.3082
Then solve the equation AD4 + BD3 + CD2 = Z, using
the algorithm of Fig. 2.
The result: D = 1.85m, from which we can calculate
the. other dimensions of the vessel:
L' = 1.91m, from (5)
L" = 1.04m, from (6)
t = 0.0041m (0.16 in.), from (10)
1. Purarelli, C., Direct sizing of gravity settlers, Chern. Eng., Sept. 22, 1980.
2. Abernathy, W. M., Hydro. Pro c., Sept. 1977.
-;
..c: 1.0
S
,f:!3
c:
Q)
'(3 0.8
o
(.)
'0
o 0.6
'p
(tl
a::
0.5
Vertical condenser preferred
Baffle-spacing-to-diameted Lido) ratio
K.N.
D One can use overall heat-transfer coefficients to
choose between horizontal and vertical in-shell con-
densers. Such a comparison requires only calculation of
the shell-side heat-transfer coefficient when: tube-side
velocity and fouling factor are the same in both the
horizontal and vertical case, and tube size and material
are also the same.
The expressions for shell-side heat-transfer coefficient
(when film heat-transfer controls the rate) were devel-
oped by Nusselt:
[
k3 p2 gh J1/4
For horizontal tubes hh = 0.725 XT
For vertical tubes hv = 0.943
where kt, f.tt and Pf are the thermal conductivity, viscos-
ity and density of the condensate; h
fu
is the latent heat
of condensation; N is the number of tube rows in the
steam path in a staggered-pitch tube bundle (for an
in-line tube bundle, 2N should be used); L is the baffle
spacing; do is the tube outside diameter; g is gravity's
*Ph.D., Senior Design Engineer, EDe (Heat Exchangers), Bh.arat Heavy
Electricals Ltd., Ramachandrapuram, Hyderabad-500 032, India.
35
acceleration; and D. T is the temperature difference be-
tween the outer wall and the shell-side vapor.
It follows that the ratio of the two heat-transfer coef-
ficients is:
When this ratio is less than 1, the vertical exchanger is
more efficient. When this ratio is greater than 1, the
horizontal is preferred. The figure plots this ratio for N
varying from 4-100 and Lido varying from 5-100; the
shaded region is where the vertical is preferred.
William lJlmollJl(m '"
Helical coils are commonly used for heat transfer in
agitated reactors and vertical tanks, and for heat trac-
ing of pipelines, vessels and other process equipment.
Surprisingly, the equation for the length of a circular
helix is not included in the Chemical Engineer)s Handbook
by Perry and Chilton, and most other available refer-
ences. The equation is:
L = NY(21'r)Z + p2
where
L = length of helical pipe or tube
N = number of turns of coil
r = radius of helix, taken from the center of the
helix to the center-line of the coil.
p = coil pitch-center to center spacing of adjacent
coils
Any consistent units of length may be used for L) r
and p.
circular helix lies on the surface of a circular cylin-
der of radius r. If the cylinder is developed, the helix
appears as a straight line, making a constant angle a
with the horizontal. Fig. 1 shows the developed cylinder
for one turn of the helix, and provides a concise "pic-
*Crawford and Russell, Inc., Process Manager, Chemical and Process Plants,
Stamford, CT 06904
ture" of the essential geometric properties of the helix.
Fig. 2 gives the general equations of the helix.
Example: A 2-in. line is to be heated externally using
hot-oil tracing. How many feet of %-in.-O.D. tubing are
needed to trace 50 ft of straight pipe, using two turns of
coil per foot of pipe (p = 6 in.)?
O.D. of 2-in. pipe = 2.375 in.
r = (0.5)(2.375 + 0.25 + 0.25) = 1.4375 lil.
N = (50)(2) = 100 turns of coil
L = 100Y[21'(1.4375)]2 + 6
2
L = 1,084.34 in. = 90.36 ft
If we had used the common engineering short-cut of
estimating the tubing length as the total circumference
of 100 circles, the result would have been in error by
16.7%.
Short-cut length = 100(21')(1.4375)
= 903.2 in. = 75.27 ft.
% error = 90.36 - 75.27 (100) = 16.7%
90.36
References for the helix equation are: T. Baumeister
(editor), Standard Handbook for Mechanical Engi-
neers, 7th ed., McGraw-Hill, 1967, p. 2-63 and
Handbook of Engineering Fundamentals, 3rd ed.,
Wiley, N.Y., 1975, p. 259.
1.0
1.0
-
-
- -
-
-
- -
1.1
1.2
1.3
E
-
I
-
- Average specific gravities of slurries or -
f-
mixtures of liquids
-
... I
-
"
I
I
f-
"
I
-
, .... I
f-
"
-
1.1
1.2
1.3
E
:::l
:0 1.4
OJ
,
"
I
1.4
lJ
OJ
E
E
.,..,
1.5
..c
'0
1.6
f- -
"'"
!--
"
I
-
....
f- 'I' ! -
"
>
1.5
>
CI)
OJ
..c
1.6
'0
C 1.7
.:;
1.8 E
-p. -..
i- 'I-
i--...... I-
-
p...
=j- ,-
1.7 .c
.:;
1.8 l::
0)
(.)
1.9
<.,::
'(3
2.0
OJ
Q.
(j)
f
,
I-
:
I-
I-
I I-
2.5
f--
;
l-
f-
3.0
l-
I
.
l-
I
I-
4.0
l-
I
I-
.,
5.0
f--I I I I
I I I I I I I I I I I I I I I II
o 10 20 30 40
''<II,
' ...
I
.....
I
'"
-' .....
f',.
'''',..
I I I I I I I I I I I I II I I I
50 60 70 80 90
1.9
2.0
-
--
---
-
2.5
-
-
-
-
3.0
-
-
.;;;
4.0
I I I I
-
5.0
100
en
(.)
<.,::
'(3
OJ
Q.
(j)
Weight percent of heavy medium in mixture
F. CAPLAN, Kaiser Engineers, Oakland, Calif.
Engineers frequently need to know the average specific
gravities of slurries and mixtures, usually as these vary
with changes in composition through the steps of a proc-
ess or treatment. This simple nomograph gives such in-
formation accurately and in a matter of seconds.
When insoluble constituents are mixed, the volume of
the mixture is equal to the sum of the individual volumes:
W
---=--- + ---=--- + ...
Where:
W weight, lb.
Sg specific gravity
m subscript connoting mixture
1,2, etc. subscripts connoting components 1, 2, etc.
In the usual case of two components, this equation can
be rearranged to give:
(1 )
The amount of either component is expressed most
often as a percentage, P, as:
P ( WI ) 100
WI + W
2
(2)
(100-P) = ( W
2
) 100
WI + W
2
(3)
If we invert both sides of Eq. (1), we get:
(4)
By rearranging (2) and (3) and substituting these
into Eq. (4), we can get:
(5 )
which rearranges to:
(6)
This equation permits solution
nomograph laid out on a sheet of paper,
such as that shown.
Example: A slurry contains 47.5% solids of 3.87
in a liquid with a = 1.17; what is its average specific
gravity? Draw a straight line between Sg2 = 1.17 and
Sgl = 3.87 on the chart. The intersection of this line with
a vertical line from P = 47.5% can be read horizontally
on either side as the average specific gravity 1.75..
J. P. Carmer and J. A. Woods*
o Cleaning out process piping after construction or
revamping poses a problem if the line is large and no
large-volume air source is available. To solve it, we use
the following method:
1. Seal off the end of the pipe with flexible gasket
material, by bolting the material on as if we were blind-
ing the pipe.
2. Pressurize the pipe, using a low-volume air source,
until the seal bursting pressure is reached.
3. When the seal ruptures, the air's pressure energy is
converted to kinetic energy. As the air rushes out, it
takes scale and trash with it.
4. Depending on the size of the line, and the amount
of debris, we might have to repeat the procedure several
times to get the line clean.
The figure shows the driving force involved: the gas-
ket bursting pressure expressed as a gage pressure. Gas-
ket bursting pressure (P
b
) depends on the diameter and
thickness of the gasket, and its material properties, as
follows: P
b
= S(C/ A), where:
S = design shear stress (0.75 X ultimate shear
stress), psi
C = area of the gasket's circumference (27Trt
m
), in
2
A = cross-sectional area of the pipe (7Tr2), in
2
If S is unknown, it can be determined experimentally
by observing what pressure ruptures a given piece of
gasket material: S = Pb(A/C). Once S is known, it is
then possible to calculate the required bursting pressure
for any other line diameter gasket thickness.
For example: Determine the pressure required to burst
a 1/8-in.-thick gasket in a 12-in. process line. The value
of S is not known, but it is known that such a gasket in
a 10-in. line bursts at 40 psig pressure.
*Phillips Petroleum Co., P.O. Box 866, Sweeney, TX 77480.
This nomograph estimates the heat-transfer coeffi-
cient (h) for subcooled boiling of water inside tubes.
The nomograph is based on an equation that predicts
water-side film-temperature drop (flT), given the heat
flux across the tubes (<p) and the pressure of the steam-
water mixture (P):
*Bharat Heavy Electricals Ltd., High Pressure Boiler Plant, Tiruchira-
palli-620 014, India.
Line pressure
\
,
Atmospheric
pressure
A f!jC \,
, _\
" _--- Gasket
'..... ....... { ..... ----
.....
,
,
,
'tm
First, find the value of S. The relevant variables are:
tm = 1/8 in.; A = 7Tr2 = 78.5 in
2
; C = 27Trt
m
= 3.93
in
2
; P
b
= 40 psig. Therefore:
S = Pb(A/C) = 40(78.5/3.93) = 800 psi
Then calculate the required bursting pressure for the
12-in. line. The relevant variables are: tm = 1/8 in.;
A = 113 in
2
; C = 4.71 in
2
. The final calculation:
P
b
= S(C/A) = 800(4.71/113) = 33.3 psig
Overall, this is a good method for cleaning out lines.
Different types of materials can be tested to find those
with the most appropriate rupture characteristics, and
generally one can set up the procedure so that bursting
pressure is below 50 psig. Materials to consider are: gas-
ket polymers, aluminum pipe sheathing (insulation
covering), rubber gaskets.
tlT = 0.072 e-
P
/
1
,260-0j;
Once 6.T is computed, the heat-transfer coefficient
(h) and the tubewall (Tw) can be calcu-
lated by means of the equations:
h=
= a t + LlT
.r..x.anlple: What is the wall temperature of tubes in a
5,000 h,Btu/ft2ho F
6,000
7,000
T
sat
, of
328
9,000
381
445
10,000
486
12,000
14,000
16,000
621
636
20,000
668
25,000
30,000
boiler if heat flux is 60,000 Btu/ft
2
h and the pressure of
the steam-water mixture is 1,200 psia? What is the boil-
ing-heat-transfer coefficient?
Solution: On the nomograph, connect <p = 60,000
with P = 1,200 and extend the line to cut the h scale.
Read h = 9,000 Btu/ft
2
h of on the h scale, and
Subash C.
A diaphragm meter measures the amount of gas
that passes though it by alternately filling and empty-
ing two flexible chambers, and advancing a counter
with each cycle. Such a meter is typically used to meas-
ure the flow of low-pressure gases-for example, natural
gas supplied by a utility. diaphragm meter is cali-
brated in the field with a device called a prover, which
provides a steady, measured flow of air or gas. To assure
accurate measurement, it is important to test the meter
at three flowrates. Fig. (Ion this page and the next,
show why.
*P.E., 12102 Kitty Brook, Houston, TX 77071.
Ll T, F
9, Btu/ft
2
h 1,000,000
200
150
800,000
100
600,000
80
60
400,000
P, psia
100
40
300,000
200
30
400
600
20
200,000
15
150,000
100,000
80,000
4
3
60,000
2,500
2
40,000
30,000
20,000
10,000
6. T = 7 F on the 6. T scale. The wall temperature
Tw = 567 + 7 = 574F.
G" "Col1\'cctivc Boiling and Condensation," IvIcGr,m'-Hill, ="lew
p. 160.
+3
+2
:;? +1
o
Properly adjusted diaphragm meter - 0.5% slow
at 20% rate, very close _at-midpoint and
capacity rates. I I AI I
I
,
g -1
~
I I
LJ..I -2
-3
-40
+3
+2
I I
I I
10 20 30 40 50 60 70 80 90 100
Flowrate (% of capacity) 1
Same meter adjusted to zero error at
two points. I
:;? +1
o
g -1
~
LJ..I -2
-3
-40
10 20 30 40 50 60 70 80 90 100
Flowrate (% of capacity)
This meter is beginning to develop problems
worn packings or leaky
80 90 100
Flowrate (% of capacity)
Vertical cylinder
C. Foster*
Cone
V2 7r tan
2
eh
5/2
5edAn Vg
T
h
l
Horizontal cylinder
roblem meter improperly adjusted t
o error at 20% and 80% rates. Checki
ree flowrates would spot the problem.
Flowrate (% of capacity)
Sphere
An = orifice area, ft2
g = 32.2 ft/s2
Cd = 0.61 for sharp-edged orifice
t time to empty, s
D The figure shows how to calculate the time required
a vessel, for four common tank
coefficient (Cd) is constant for
but it ael:.>erlas
IS turbulent-thus the
of constant is valid for most ap-
The figure lists accepted values.
Exarrtplle: A 10-ft sphere is filled to a height of 8 ft
Newtonian fluid. will it take
2-in.-dia.
for the proper equation
then substitute the values to find t.
*M.S.M.E., 521 Piermont Ave., River Vale, NJ 07675.
= 0.80 for short, fl ush-mounted tube
= 0.98 for rounded orifice
1,765s
Thus the tank will drain m less than minutes.
Baumeister, T., ed., "Marks' Standard Handbook for Mechanical Engineers,"
8th ed., McGraw-Hili, New York, 1978, p. 3-69.
Discharge
Detail of inlet-bell
modification
-_._- Shaft
\
\
\
2-in.-wide
rings welded
as shown
t
Inlet
Milton N. Kraus *
When large fan installations require a moderate
reduction in fan capacity, it is sometimes impractical to
change the drive or replace the fan, because of the cost
involved. Fan manufacturers recommend an alterna-
tive known as banding, which reduces the effective
width of the fan wheel by blocking part of the wheel
with sheet metal. But it may be better to reduce the
inlet-bell area, using the procedure of this article, in-
stead of banding the fan wheel.
As the figure shows, banding involves attaching strips
of light-gage sheet metal to the periphery of the fan
wheel. The strips are fastened either by tack-welding
directly to the fan blades, or by using metal straps made
taut by a strapping machine. The bands are applied
from the inlet edge of the wheel to a width determined
by trial and error, starting with a 2-in.-wide strip and
adding more strips until the desired operating condition
is achieved. Banding has the same effect as narrowing
the wheel, and permits stable operation at capacities
below those attainable by speed turndown alone.
Such a recommendation was made in the case of a
large induced-draft fan that required a 35-percent re-
duction in capacity-due to a fuel change in the fur-
nace it was drawing gases from. The fan was directly
connected to a hydraulic-coupling drive, having a 4.5: 1
speed range, which was driven by a I50-hp, gOO-rpm,
*12 Chris Ave., Hillsdale, NJ 07642.
t
2-in. strips--
t
Inlet
Detail of banalng
I
I
I
I
Fastening
straps
Rotor
3-phase 60-cycle induction motor. the fan
manufacturer's precautions regarding fastening the
bands and rebalancing the fan wheel prompted another
look at the problem. After further analysis, an alterna-
tive to banding was chosen instead.
The figure shows the approach that was adopted: 2-
in.-wide, 10-gage metal rings were seal-welded to the
inlet bells so that they projected about 3.5
the wheel entrance. The rings were split
eter to get them in place. This procedure pH",,,,;-,,,,,,,h,
rowed the wheel passages and reduced the fan's
ity. The possible hazards of banding were
since the inlet bells and attached rings are
parts not subject to the stresses of the fan wheel.
Manual
Heat input to a reboiler or heater can be controlled
by adjusting the steam flow or the exposed surface area.
When low-pressure steam (50 psig) is used, steam flow
adjustment may be inadequate to return condensate to
the deaerator at steam-chest pressure, because the vapor
pressure of the subcooled condensate is too low. The
pressure on the steam side may even go to a vacuum
Column
set
p O i n t ~
-y --
I
I
Condensate return
New
LC Level controller
LlC indicator and controller TIC Temperature indicator controller
Level transmitter
(condensate below 212 Sometimes a pump can be
used to return the condensate.
Adjusting the exposed surface area is required with
low-pressure steam to avoid pumping. We have recently
applied this principle to four exchangers per train in a
six-train LNG plant. This modification was necessary on
the vertical reboilers of a debutanizer, depropanizer
and deethanizer, and on a horizontal feed-gas pre-
heater.
The original design called for steam flow control,
which resulted in low steam pressure in the reb oiler.
The condensate had to be dumped, which contributed
to a serious distilled-water shortage. It was not possible
to delay startup to wait for condensate pumps.
Controlling the condensate level directly with the
temperature control signal was not feasible because of
the unsymmetrical dynamics of the system. On decreas-
ing heat load, the response would be slow because addi-
tional steam would have to condense to build a higher
level. The control valve could go completely closed. On
increasing heat load, the response would be fast because
a small change in control valve opening would reduce
the level so fast that much more surface area than
needed would be exposed. Tuning the controller re-
sulted in an unstable operation.
A better response was achieved with a cascade ar-
rangement (see figure). The temperature control signal
was connected to a cascade condensate level-controller,
which replaced the conventional manual set-point
level-controller. Now the temperature control signal
resets the external set-point as a function of the heat
requirements. The steam control valve was replaced by
a simple gate valve, which is always kept open. This
assures full steam header pressure on the reboiler, inde-
pendent of the degree of sub cooling of the condensate.
After the cascade controller was tuned to this service,
the new control system responded well to normal heat-
load changes. This same principle was applied to a hori-
zontal, one-pass steam/feed gas preheater and gave
results there also.
*EI Paso LNG Service Co., B.P. 26, Bethioua, Algeria
S.
D Orifice-plate flowmeters are easily calibrated onsite,
using dry simulation tests, but turbine flowmeters re-
quire wet-calibration facilities that are rarely available
at a process plant. For times when an onsite test is
needed, here is a method that checks the calibration of
turbine flowmeters by comparing one against another.
It takes some setup effort, but is easier than going to a
manufacturer's test facilities.
Before looking at the method, let us examine the
meter. The basic turbine meter is a short length or
flanged pipe with a turbine wheel-or rotor-mounted
inside on carbide bearings. The wheel spins as water
passes through the meter, at a speed related to the flow-
rate. In older instruments, the rotor shaft passes
through a leaktight stuffing box and turns a totalizer
through a gear train. But modern meters translate rota-
tion into flow by counting the passage of the blades
with radio-frequency or magnetic pickup. The conver-
sion from electrical pulses to units of flow is the tur-
bine-meter factor K; for example, 51.5 cycles per gallon.
The totalizer shows total flow through the meter in
units such as pounds, gallons, or kilograms-depending
on the scaler factor (S) used to set the totalizer switches.
For example: If each unit of flow shown on the totalizer
is to equal 10 gal, for a meter with K = 51.5 cycles/gal,
the scaler factor needed is 515 (10 X 51.5).
A typical electronic totalizer offers 1 7 binary scaler
switches, marked 2 to 2
16
, for setting S. In our example,
where S = 515, switches totaling 515 in value art:
turned on: 2
9
(512), 21 (2), and 2 (1). Normally, the
scaler factor is set to give good resolution without ex-
ceeding the mechanical limit of the counter.
It is not difficult to set up the test: Connect two or
three meters of comparable range (here 2-in. and 3-in.)
in series to a convenient water supply. Set the scaler
*Madras Fertilisers Ltd., Manali, Madras-600 068, India.
43
Calibration check compares meter
Turbine flowmeter
A C
Size, in. 3 3 2
Meter factor (K) 51.5 51.9 116.1
Scaler factor (S) 52 52 117
Test No.1
Actual reading, gal 504 507 504
Corrected (X SIK) 509 508 508
Test No.2
Actual reading, gal 525 528 525
Corrected (X SIK) 530 529 529
Test No.3
Actual reading, gal 602 605 601
Corrected (X SIK) 607 606 605
factor of each meter's totalizer to indicate as small a
unit of flow as possible, say 1 gal per count. For the 3-in.
meter with K = 51.5, S = 51.5 yields 1 gal per count,
but 52 is set because the switches allow only integer
values. The two other meters shown in the figure get the
following scaler factors: 52 for the 3-in. meter whose
K = 51.9, and 11 7 for the 2-in. meter (see the table).
To compare performance, run 500 gal or so of water
through the meters. Take the totalizer readings on all of
them, correct for the integer scaler factor, and compare
the flows measured by the various meters as shown in
the table. Repeat two or three times.
If the corrected flow readings agree within 0.5%, the
meter calibrations are generally acceptable. If they do
not agree, then at least one of the meters needs recali-
bration. Finding which meter is off may require com-
parison against a meter known (by factory or other
tests) to be correct. Before putting the meters back in
service, remember to reset the scaler factors to their pre-
vious values.
10 iii : II 1III ; !i illf 11 I II 10
10 10
2
10
3
10
4
10
5
10
6
10
7
10
8
10
9
10
10
Relative energy of sound
JOHN D. CONSTANCE, PE, Cliffside Park, N.J.
Sound is a form of energy originating in vibrating bodies
and propagated in the air as wave motion. When sound
waves fall upon the eardrum, they stimulate the auditory
nerve and cause sound sensations. Noise is often un-
wanted sound.
When two sounds of different intensities are brought
together, it often happens that the louder of the two
obliterates the other. This effect, known as "masking,"
is quite useful to considerations of adding machinery
where noise already exists.
Noises are characterized by their intensities, measured
in decibels, and by their pitch, rated in terms of wave
frequency, expressed in cycles/sec. or Hertz. It is com-
paratively easy to mask one noise in another of the same
frequency. However, if the frequencies differ markedly
in terms of cycles per second, masking may require a con-
siderably higher intensity.
It has been shown that the decibel ratings of different
sounds differ according to the equation:
db = 10 loglo( WI W
2
)
where:
db decibel rating
W = energy of the sound
1.2 subscripts denoting different sounds
This formula for decibel and energy relationships has
been reduced to a graph for convenience in calculating
masking effects. With the chart, decibel ratings can be
converted to relative energy levels, and these energy
levels added or subtracted to determine the combined
or separate effects of the noise. Some of the more familiar
noises are listed with typical decibel ratings in Table I.
The noise level in a manufacturing plant is
80 db without a punch-press in operation. The noise level
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
Surveys have shown more than 50% of the machinery used in UU'UIJ':;;;;;;> 90-100
Thus db. of noise, and that 50% of all industrial areas show noise levels of
apparent that only a few manufacturing concerns do not have some sort
(At 3 ft. from machine and operator's ear level, unless otherwise
Jet engine test cell (background) 150 Looms
Pneumatic rock drill 130 Wood saw
Hydraulic press 130 Bumping hammers
Wing bar drop press 128 Automobile screw machines
Diesel engine room (background) 125 Ball mills
Threshold of pain 120 Sewing machines
Noisy electric power substation (backgnd.) 120 Electric power station (background) 95
Swages 108-118 Noisy factory (background) 90
Shell presses 98-112 Cotton spinning
Punch presses, various types 96-110 Lathes (average) 80
Wood planers 98-110 Printing press 80
Wire stranding machines 108 Stenographic room (background) 75
Shredding machines 108 Quiet typewriter 65
Boiler factory (background) 107 Conversation at 3 ft. 60
Subway station, express train passing 105 Average office (background) 50
Riveter 105 Quiet office (background) 40
Potato-chip frying machines 95-105 Broadcasting studio (background) 30
Threaders 101-105 Average threshold of hearing 15
Airplane propeller grinding 100-105 Acute threshold of hearing 0
Other Noises
Cannon (12 in. dia. at 12 ft. in front and below) 225 Vacuum cleaner 85
Garbage disposal 80 6-in. skill saw 100
Electric can opener 80 Noise along a busy street 85
Food blender 90 Inside a subway at high speed 100
Electric shaver 85 Newspaper press room 100
Hair dryer 80 Room in a quiet dwelling at night 32
'Washing machine 65 Window air-conditioner, room side 55
TV 70 Ringing alarm clock at 2 ft. 80
Home lawn mower 98
Note: At zero db the microbar sound pressure equals 0.0002.
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
with the punch press in operation must not exceed 98 db.
Find the permissible noise level of the punch press.
Referring to the chart, read right or left from 80 db
to the diagonal, then down to find that relative energy
level at 120 million. find the relative energy
level corresponding to 98 db. This is 8 billion. Subtracting
energy levels gives a difference of 7.88 which on
the chart corresponds to a decibel of 97. Thus the
punch press could emit 97 decibels. that this would
be over the allowable db of 90 dbA-weighted scale set
by the Occupational Safety and Health Act of 1970 for
an 8-hr. continuous working day for the operator.)
Example: room with a normal db equal to 50 is
equipped with an exhaust fan with a db rating of 60.
What is the resulting db level to be expected?
Using the chart, we get a relative energy level of
120,000 for the room and 1,200,000 for the exhaust fan,
or 1,320,000 for the room with the fan installed'. This
corresponds to 61 db.
Two rules of thumb evolve from calculations the
and 1.
1. The addition of two noises of
results in an increase of 3
2. An increase of 10 noise l1"l,pn.,,1fu lIlcrea:ses
relative energy ten-fold.
Also, it can be noted
db less than another has less
ear does not judge it to be
db decrease in intensity is
to be half as loud. And in the
in about 10 db is necessary
being twice as loud .
T. PETROSKY, Vulcan Materials Co., Wichita, Kan.
con-
determi-
of conditions within this trial-and-error
result in
is convenient to be
outlet conditions
based on known or assumed of inlet temperatures,
specific heats, overall transfer rate,
and surface. Such a direct calculation is developed as
follows, where, as shown in the figure:
q = heat
= constant or average
side
heat on the shell
c
p
= constant or average heat on the tube
side
W = mass flow of shell-side fluid
w = mass flow of tube-side fluid
V overall heat transfer coefficient
total ' ..u''''_'1<l.HF,'-'
T = terrweratur
t = tennDI;ratur
1=
2 =
.... ""lV.''';::, outlet conditions
Units are consistent, whether Btu., sq.ft.,
oF. and or kg., sq.m., 0c. and
VA
(1)
(2)
46
II>
w, C, t1
q, V, A, t:J.Tm
W, C, t2
Combining (1) and (2), and solving for t2:
t2 (Z/ B)(T
1
- T
2
) + t1 (4)
Combining (2) and (3) and substituting the expres-
sion for t2 from (4):
In ---'-------=--'-----"- = VA ~ - -kJ (5)
Let C
expo = V A [ ~
(6)
Then, solving (5) for T
2
:
(7)
Therefore, by calculating C from Eq. (6), we can cal-
culate T2 directly with Eq. (7) .
W. Franklin and H.' ..
For a given set of operating conditions (two flows,
four temperatures and two allowable pressure drops)
there are many heat exchanger designs that will do the
job. However, one will need less heat transfer area, and
so will be cheaper than the others. In order to minimize
exchanger cost, we must know what determines the re-
quired area.
The fundamental equation relating heat duty and
area IS:
or, rearranged:
Q= UAIJ.T
UIJ.T
Where: Q is heat duty, A is area, IJ.T is the log-mean
temperature difference, and U is the overall heat trans-
fer coefficient. When the two flows and four tempera-
tures are known, Q and IJ. T are fixed. Thus, to get the
smallest area, we want the highest possible U. The
lem is then to maximize U.
The equation for U is (ignoring the tube wall):
where:
U= ---------------
1 1
-+-+r +r
he hw e w
= film resistance
h
r = fouling resistance
Example 1
Water
42%
Fouling
49%
c refers to the cold fluid, and w to the warm
term in the denominator is a resistance and
the higher their sum, the lower the U value. So we want
to keep each resistance as low as possible.
What may not be obvious is the fact that if one of
these resistances is much bigger than the others, reduc-
ing the low ones will hardly increase our U value at all.
To significantly reduce exchanger area, we must focus
attention on the controlling) or largest, resistance.
The way to get low film resistances is to keep fluid
velocities high. For each design, the fluid velocity to-
gether with the fluid's physical properties fix a film
resistance. fouling factors are selected by the
designer, who often adds a safety factor. Too big a foul-
ing factor can create problems.
First, the exchanger will be oversized (and over-
priced). When the fouling factors are controlling the U
value, large ones make the U artificially low. This can
result in an exchanger with much more area than is
necessary-at a much higher price.
fouling factors can become a self-fulfilling
The oversized exchanger will usually have
velocities than a smaller exchanger. Because of
low the exchanger will foul more quickly.
specifying a large fouling factor can result in an
that fouls quickly and needs to be cleaned
*Procter & Gamble Company, Hillcrest Tower, 7162 Reading Rd., Cincin-
nati, OH 45222.
Vegetable oil
71%
tower water are usually designed for the warmest sum-
mertime water temperatures. If a clean, oversized unit is
started up in winter, the water flow may need to be cut
back drastically so the product is not over-cooled (again
in this case, the low water flow will accelerate fouling).
units that use low-pressure steam on one side
may be impossible to control when clean. The clean U
value may be so that the steam temperature would
have to be lower 212 , throttling back
the steam to sub-atmospheric pressure!
factors do have a place in heat exchanger
over time does reduce per-
is that the fouling allowance can
same numerical fouling factor can
dlJielrerlt effects on depending
relative size of the fouling to the
heat exchanger used to heat process
has a steam coefficient (h) of 1,500
a water coefficient of 400. What is the effect of a
total fouling resistance (rc + r w) of 0.003? (NOTE: Co-
efficients have units of Btu/h-ft
2
- of. Resistances have
of these units.)
the unit is clean (rc + r w = 0), the overall coef-
ficient is:
U = ------= 316
1 1 0
1,500 + 400 +
When the fouling is allowed for:
1
1 1
1,500 + 400 + 0.003
162
49% of the exchanger area would be for fouling
vegetable-oil cooler (h = 75) using cool-
water (h = 400) is to be designed with a total
fouling resistance of 0.003. What percentage of the re-
quired area is due to the fouling allowance?
A clean U value is calculated to be:
When fouling is allowed for:
U= = 53
1
-75 + + 0.003
400
"'A'-''''''''''''Yn,=> .... r is due to
two examples? In
'-'-"'- .... H.JJ','"' 1, look at the size of each resistance: for steam
= 0.00067, for water it is
fouling, 0.003. The fouling
resistance is res'istance, and has a large
effect on the area
In the second the oil resistance is
l/h = 0.0133, water resistance is 1/400 = 0.0025, and
fouling is 0.003. the controlling resistance is
clearly that of the vegetable oil. To significantly reduce
exchanger size, we should lower the oil resistance.
1. The largest resistance has the biggest effect on heat
exchanger size and cost. Concentrate efforts on re-
ducing it first.
2. Fouling resistances, though real, can be misused, re-
sulting in inflated exchanger costs.
3. Overdesign increases costs, and can also make ex-
changers foul more quickly and make them difficult
to control when clean.
4. The same fouling allowance has different effects on
area depending upon the relative sizes
of the
Q)
en
e
Q)
>
co
c:
co
Q)
E
en
..Q
B
Q)
en
e
Q)
>
co
en
c:
.;:;
co
"
...
.E
u..:
B
u
~
en
c:
2-
Cl.
.;:;
'"S
:?E
1.000
0.950
0.900
0.850
0.800
0.750
Exact Multiplying Factors To Obtain Log Mean Average
From the Arithmetic Average
t, / t2
F
1.0 1.000
1.5 0.9865
2.0 0.9618
3.0 0.9102
4.0 0.8656
5.0 0.8284
6.0 0.7973
7.0 0.7708
8.0 0.7481
9.0 0.7282
10.0 0.7107
0.700 '--_'--_1..----''-----''-----1_---1_---1_--1_--1_--1_--1_---1_---1_---1_--1.._--1.._---1.._--1
1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
Ratio of two numbers to be averaged, t, / t2
FRANK. J. LOCKHART, University of Southern California
conventional calculations in chemical engineer-
ing include the determination of the log mean average
of two numbers, as defined by:
(1 )
The use of this equation can be time-consuming for hand
calculation, and may lead to errors when the two num-
bers are nearly equal.
An alternate way of determining the log mean average
is to apply a multiplying factor F, to the arithmetic aver-
age of the two numbers. That is:
(2)
It is found from Eq. (1) and (2) that F is a function only
of the ratio (tdt2):
F (3)
The value of F calculated by Eq. (3) can then be used
in Eq. (2) to obtain a rigorous value of the log mean
average.
The accompanying chart shows a plot of F versus
[1/ (2 which is sufficiently accurate for most hand calcula-
tions of the log mean average. In case more accurate
calculations are required, the exact values shown in the
table on the chart can be used. Linear interpolation
between these values will give F values with errors of
less than 3/1,000. Finally, additional
calculated the use of Eq. (3) to any
accuracy. I t should be noted that the log mean average
as calculated by Eq. (l) can become unstable as [1 and
app[()ac:n each other, so that the use of an value is
preferred for such cases.
Note to readers: An analogous method of calculating
logarithmic means with arithmetic means has also been
presented by Professors D. P. Kessler and R. A. Green-
korn of Purdue University .
F. """'j"."""., P.E. *
Determining the amount of acid or caustic required
to change the pH of water can be confusing, because
the terminology of water chemists is somewhat different
from that of ordinary chemists.
alkalinity, water 'chemists refer to the presence of
the ions of bicarbonate ), carbonate (C0
3
2)
and hydroxyl (OH-l), all expressed as ppm (equal to
mg/liter) of calcium carbonate (CaC0
3
). The total
alkalinity afforded by all these ions is determined by
titration with methyl orange (MO), so that this total
alkalinity is usually called I'M", "MO," or "MO alka-
linity."
By acidity, the water chemists usually mean the dis-
solved free carbon dioxide (C0
2
), expressed as ppm
CO
2
, /
When acid is added to water, there is a simultaneous
increase in CO
2
and decrease in HC0
3
1 or C0
3
2, due
to the reactions:
H
2
S0
4
+ 2NaHC0
3
= 2C0
2
+ 2H
2
0 + 2Na
2
S0
4
HCl + NaHC0
3
= CO
2
+ H
2
0 = NaCl
Similarly, when caustic is added, there is a simulta-
neous decrease in CO
2
and increase in HC0
3
1 or C0
3
2,
due to the reaction:
NaOH + CO
2
= HC0
3
1 + Na+1
If a equals the change in alkalinity, ppm CaC0
3
,
that results from the addition of acid or caustic, ppm,
then a can be calculated in equivalent weights, as:
(100.09/2)
For 100% H
2
S0
4
, a = = 1.0205
(98.08/2)
(100.09/2)
For 100% HCl, a = = 1.3726
(36.461/1)
(100.09/2)
For 100% NaOH, a = = 1.251
(40.0/1 )
Similarly, if c equals the change in CO
2
, ppm, for the
addition of acid or caustic, ppm, then c can also be
calculated in equivalent weights, as:
(2 X 44.01)
For 100% H
2
S0
4
, c = = 0.8974
98.08
For 100%
44.01
c = 36.461 = 1.207
For 100%
44.01
c = = 1.10
40.0
*409 Merritt Ave., Oakland, CA 94610
If R is defined as the ratio of to free
CO
2
(ppm to ppm ) then in the range
of 5-8, the relation between R and can be approxi-
mated
R = 5.0 X
If we also define the
A = acid
T = caustic
o = subscript UHJ.J.,-,U,UHi",
d = subscript indicating
+ 6.3
concentration
concentration
(1)
(2)
(3)
(MO alkalinity)o + aT
Rd = ....:..--------.:....---
(C0
2
)o - cT
A
Ppm can be converted to
water through dividing 120
reagent, and by (120)(factional C1Yr':'Ylrrrn
reagent strengths less than 100%.
The nomograph solves Eq. (6) in terms of
Ib/1,000 gal for 100% H
2
S0
4
, The nomo-
graph's results may be converted to 100%
HCI through multiplying by 0.7435, to
100% NaOH. multiplying by
0.8157, and mul-
tiplying by 0/Z555. The markings of the
LlCO
z
scale ahd A-scale can be changed
by a factor of 10, provided the scales for
either (COz)o or Lln are changed by the
same factor.
Example: How much hydrochloric acid
(18
0
Baume, 1.1417 sp.gr., 9.514 lb/gal,
27.92% HCI) is required to lower the
from 7.0 to 6.0 in a stream of water
containing 110 ionic ppm of bicarbonate
and flowing at 166.7 gpm? What will be the
bicarbonate and free CO
2
contents?
Fig. t, align 110 ppm ionic HC0"3 with of 7.0
and read the MO alkalinity as 90 CaC0
3
, the free
CO
2
as 18 ppm CO
2
and the ratio as 5.0. Also, note
that at pH of 6.0, Rd is 0.5, so that = (Ro - ) =
(5.0 - 0.5) = 4.5.
On Fig. 2, multiply the markings on the scales for
LlC0
2
and A by 1O! Align LlR = 4.5 with = 18
and mark the intersection on line this
intersection with Rd = 0.5 and read of
100%
50 ppm, so
ppm.
reclUllred. per 1,000 gal. Also re.ad LlC0
2
as
the final free CO
2
is (18 + 50) = 68
From this, the final MO alkalinity is calculated as
R
d
(C0
2
) = (0.5)(68) = 34 ppm CaC0
3
. The ionic
ppm of bicarbonate is calculated as 34/0.82 = 41, And
the amount of HCI at 27.92% strength as:
(0.46) (0.7435 )/(0.2792) = 1.225 Ib/l,OOO gal.
Walter A. Hendrix and William C. Moran*
o Electric motors and electric-powered equipment
give off heat through motor friction and conversion of
shaft work to heat. Because they contribute to cooling
load if located in air-conditioned or refrigerated areas,
moving these devices to unconditioned areas will save
energy.
Total heat gain depends on the brake (or nameplate)
horsepower of the motor and on the motor efficiency:
Total heat gain = ~ X 2,545 Btu/hp-h
where P = brake horsepower and E = efficiency. Heat
1,000,000
700,000
500,000
300,000
200,000
100,000
70,000
~ 50,000
:::l
in, 30,000
~ 20,000
c
(])
>
'OJ 10,000
m 7,000
I
5,000
3,000
2,000
1,000
'700
500
3.00
200
100
Heat gain from electric motors and equipment
~
1/
(I
V
J ~
V
l-'
V ./
/
",V
Equipment
V
/"
~
/'
~
/"
V
,
~ V I
/"
/r
/
~ t '
/
Motor alone
,
/
-,' I
/'
0.250.5 11.52 5 101520 50100200
0.75 2.5 7.5 25 75 150 250
Motor horsepower (nameplate)
given off by a motor or powered equipment can also be
calculated:
P(l -
Motor heat gain = E X 2,545 Btu/hp-h
Equipment heat gain = P X 2,545 Btu/hp-h
The figure shows the heat gain from electric motors
and equipment operated continuously, and the parti-
tion of the total heat between the motor and the equip-
ment. Because smaller motors are less efficient, they
contribute more of the total heat gain than large mo-
tors-36 percent for a %-hp motor, but only 9 percent
for a 250-hp motor.
For example: A vacuum pump driven by a 10-hp
electric motor is located in a refrigerated packing room.
The cooling load created by the pump and the motor is
found in the figure: 30,000 Btu/h. With the vacuum
pump operating 75% of the time, and a packing room
schedule of 2,000 h/yr:
Cooling load = (0.75)(30,000 Btu/h)(2,000 h/yr)
= 45 X 10
6
Btu/yr
If the refrigeration unit has a coefficient of perform-
ance of 2.5, the energy saved annually by moving the
pump and motor out of the packing room is:
Energy saved
1
2.5
X 10
6
Btu/yr)(2.928 X 10-
4
kWh/Btu)
= 5,270 kWh/yr
At $0.05/kWh for electric power, the annual savmg
would be about $260.
If only the motor is removed from the refrigerated
room, the saving is lower. The figure shows a 4,500-
Btu/h heat gain from a 10-hp motor alone. Using the
previous assumptions:
Cooling load = (0.75)(4,500 Btu/h)(2,000 h/yr)
= 6.75 X 10
6
Btu/yr
Energy saved
1 (6.75 X 10
6
Btu/yr)(2.928 X 10-
4
kWh/Btu)
2.5
= 786 kWh/yr
In this case, the annual saving would be only $39.
* Engineering Experiment Station, Georgia Institute of Technology, Atlanta,
GA 30332. Mr. Hendrix is a staff member, and Mr. Moran a former staff
member, of Georgia Tech's Industrial Energy Extension Service, a continuing
energy-conservation program funded by the State of Georgia Office of Energy
Resources.
Ken Brown*
D Shell-and-tube heat exchangers used for moderately
high-temperature service (i.e., over SgQ4F) require spe-
cial care in installation because thermal
gradients and consequent stresses. Stresses are particu-
larly bad if the vessel is shut down and cooled fre-
quently, but even in such cases careful consideration of
the flow scheme can help prevent damage.
The hot end of a heat exchanger experiences greater
stresses than the cold end, since its rate of heating and
cooling is greater. Horizontal installation is generally
preferred. When vertical installation is necessary, it is
better to feed hot gas in at the top, rather than the
bottom, because the weight of the heat exchanger work-
ing on the hot bottom tubesheet may cause premature
failure. Feeding cold gas at the bottom, as shown in
Fig. 1, will reduce the chance of mechanical failure at
the bottom tube-tubesheet interface.
Another problem with high-temperature heat ex-
changers is caused by cold gas on the shell side
impacting against the hot tubes just above or below the
hot tubesheet. This causes rapid and localized cooling,
which can lead to tube failure by condensing corrosive
agents in the hot gas. Likewise, particulates present in
the cold gas may vaporize as they hit the hot tubes,
leaving deposits that cause corrosion. If it is not possible
or practical to put the hot gas on the shell side, protec-
tion of the first few tubes in front of the cold inlet may
be necessary.
One way to accomplish this is by placing a baffle in
the cold inlet, as shown in Fig. 2. The purpose here is to
prevent direct impact, as well as to distribute the cold
gas better. Drawbacks to this approach are the addi-
tional pressure drop, and the fact that it may have to be
considered before the vessel is built. If the vessel has
already been built, then it can sometimes be modified
by flaring the inlet nozzle to reduce pressure drop and
distribute flow over a greater area.
*Coulton Chemical Corp., Oregon, OH 43616.
Hot
gas
Large thermal
stress and weight on
bottom tubesheet
-- Baffle /
Reduced stress
----- Inlet nozzle
Hot
gas
Fig. 1
second way to protect the tubes is by shielding the
first two or three rows of tubes immediately in front of
the cold inlet. Using a warmer cooling_gas or more cor-
rosion-resistant alloys will also help.
Cobb*
This portable gage is an accurate tool for measuring
average specific gravity in large settling tanks. The gage
operates as a manometer, using a fluid of known density
to balance the pressure of the fluid in the tank. With the
fluid interface at the bottom of the the ratio of
fluid heights is also the ratio of average densities. Since
the gage measures an average, this technique is more
accurate than spot sampling-local variations
do not affect the reading.
As shown in the figure, the gage is constructed from a
standard wooden measuring stick, a needle valve, and
several lengths of rigid and flexible tubing. The device
is simple and relatively quick to use:
1. Open the needle valve, and fill the gage with
water, taking care to exclude air bubbles. Close the
valve.
2. Insert the gage to the desired depth.
3. Open the valve slowly-if it is opened too quickly,
the water will drop past the equilibrium point-then
close the valve when the water level is stable.
4. Extract the gage from the tank. Record the depth
of immersion and the height of the water in the gage.
The specific gravity of the fluid is the ratio of the
water level to the immersion depth. With some care,
readings to 'is-in. accuracy are possible-an error of
only 0.002 for 6 ft of immersion.
*Mobil Chemical Co., Phosphorus Div., P.O. Box 70339, Charleston
Heights, SC 29405.
The head loss through a fitting (6.H) is directly pro-
portional to the velocity head of the fluid when flow
through the fitting is fully turbulent. The nomograph
on the facing page provides the proportionality con-
stant K for a variety of fittings, and includes the diame-
ter dependency for those fittings where it is important.
To find K for a given fitting, simply pass a line from the
internal diameter through the correct numbered point
and read K on the right-hand scale.
Once K is known, the head loss or pressure drop
can be calculated
H= 1H=KH 1P p
where v is the velocity of the fluid at the
is the gravitational constant, and p is the
fluid.
'For example: What is the head loss and drop
for water flowing at 10 ft/s through a 40,90
0
standard flanged elbow? Flow here is turbulent, and the
,,,n()r;1TnrV Bhubaneswar-751 013, India. The author
Research Laboratory, for permis-
Water
level
l/8-in. clear
plastic tubing
/_ Needle valve
_ 1/8-in. SS tubing
These gages have been used successfully in tanks con-
taining pigment fines, where specific gravities can reach
4.0. In the winter, an antifreeze solution is substituted
for water, and the results require a conversion factor.
Where a sealed system is desired, a rubber bladder over
the immersed tube will prevent leakage.
relevant data are: p = 62.5 lb/ft
3
, g = 32.2 ft/s2,
D 6.065 in. (internal diameter).
On the nomograph, a line from 6.065 in. on the di-
ameter scale through point 3 will intersect the K scale at
K = 0.28. From this, calculate the head loss and pres-
sure drop, using the formulas given:
H = = 100/64.4 = 1.55 ft
6.H = K = 0.28 (1.55) = 0.43 ft
6.P p 6.H = 62.5 (0.43) = 26.9 lb/ft
2
The 55 on the nomograph are based on [1)2],
and of course apply only to turbulent flow. For laminar
the velocity-head method in [3] is appropriate. To
use the nomograph properly, make note of the follow-
ing definitions: values for valves are.Jor wide-open con-
ditions as noted; long-radius means that the
bend radius l.5 pipe diameters or more; the given
is between the pipe axis .and the plug-cock axis for
the given angle is between the pipe
plate for the butterfly valve; d is the
a sudden enlargement or contraction.
L. L., Sizing piping for process plants, Chern. Eng., June 17, 1968,
The two-K method
1981, pp.
head losses in pipe fittings, Chern.
No. K, velocity heads
1. Coupling or union
2. Elbow, 90, std., threaded
54
3. Elbow, 90, std., flanged 33
12
4. Elbow, 90, std., welded 40
5. Elbow, 90, long-radius,
10
threaded
6. Elbow, 90, long-radius,
8.0
flanged
7. Elbow, 90, long-radius,
7.0
welded
6.0
8. Elbow, 45, std., threaded Internal dia. (D), in.
9. Elbow, 45, std., flanged
36
10. Elbow, 45, std., welded 25
5.0
11. Elbow, 45, long-radius,
flanged
20
4.0
12. Elbow, 45, long-radius,
welded
13. Return bend, std., threaded
3.0
14. Return bend, std., flanged
15
15. Return bend, std., welded
2.5
16. Return bend, long-radius,
flanged
17. Return bend, long-radius,
10
32,31 2.0
welded
9.0
18. Tee, line flow, threaded
19. Tee. branch flow, threaded
8.0
45,41
1.5
20. Tee, line flow, flanged
7.0
55
21. Tee, branch flow, flanged
22. Bell-mouth tank entrance
6.0
23. Square-edged tank exit
24. Inward-projecting pipe
5.0
37,24,22 1.0
25. Circular miter, 25
19
46,18
26. Circular miter, 30
0.9
30 29 0.8
27. Circular miter, 35
4.0
28. Circular miter, 40 21 47 0.7
29. Foot valve
13
30. Angle valve, threaded 3.0
0.6
31. Angle valve, flanged, > 4 in. 40
32. Swing check-valve, flanged 2.5
38,25
0.5
33. Lift check-valve 50
34. Gate valve, threaded
3
48,15 0.4
2.0
35. Gate valve, flanged
5
51
36. Globe valve, flanged, > 5 in.
35
8
37. Plug valve, threaded
14
16,6
4
0.3
38. Plug valve, flanged
1.5 52,44
39. Butterfly valve, 5 20
28,17,9
40. Butterfly valve, 10
39
0.25
41. Butterfly valve, 20
10
42. Butterfly valve, 40
34 11
7
0.2
1.0
43. Plug-cock valve, 5 12
44. Plug-cock valve, 10
0.9
45. Plug-cock valve, 20
27
0.15
46. Sudden enlargement, diD 5
47. Sudden enlargement,
diD = 2.5
26
48. Sudden enlargement,
1
53,49
diD:::;: 1.67
25 0.1
49. Sudden enlargement, 0.09
diD 1.25
0.08
50. Sudden contraction, diD = 0.8
51. Sudden contraction, diD 0.6
0.07
52. Sudden contraction, diD = 0.4
53. Sudden contraction, diD 0.2
0.06
54. Orifice, diD 0 . .6
55. Orifice, diD 0.8 0.25
43 0.05
0.04
55
Material loaded into a cylindrical container nor-
mally forms a partial cone having a rather
when the material is loaded off-axis. is a
method for the volume of
in such a cone.
illustrates the geometry of the problem. The
apex of cone is offset from the axis of the
container the distance a. Thus we can express the
of repose of the material as:
(1)
where is the radius of the container. and b is the
height the cone. Thus we can find the volume of the
partial cone in terms of a
J
band roo
Fig. 2 is the graphicai relationship between cone vol-
ume ( and cylinder volume (V
cy1
) as a function of
a/roo are two ways to use this graph:
1. If the angle of repose is known-for example, if
one material with a known angle is the only material
stored in the container-then estimate a and find b from
the expression:
b = (ro + a) tan y (2)
Find and read V
eone
/ V
ey1
from Fig. 2. Then find
from:
(3)
2. If the angle of repose is not known, then eyeball
both a and b, and use (3) directly.
Consider the loaded silo in Fig. 1. The angle of repose
of the material is known to be 33 deg, and the distance
from the of the cone to the nearest wall is esti-
mated to 2.6 m. Thus we can write: to = 9/2 = 4.5
m; a = 4.5 - 2.6 = 1.9 m; y = 33 deg.
We then find b from (2), and calculate
b = (ro + a) tany = 4.2 m
= 1.9/4.5 = 0.42
From
can find
2, we see that VconelVcvl is 0.47. Now we
vol ume of the cone from (3):
V
cone
= (0.4 7)1T( 4.5 )"\ 4.2)
= 126 m:)
"Varian Associates, Instrument Div., Box d-IGI, 611 Hansen \Vay, Palo
Alto, CA 94303.
T
E
C'\I
Example: find the volume
0.5
/
"""
'" /
i -;:.. I 0.4
o,u
0.3
0.2
I I
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
The volume of the cylinder below the cone is
'i7( 4.5 - = 496 m
3
Thus the total volume of material is 622 m:)
1. Canon, R. M., and Medlin, G. W., Calculating solids inventory, Chern. Eng.,
July 3, 1978, p. 91.
2. S. M., ed., "Standard Mathematical Tables," 15th ed., Chemical
Co., Cleveland, 1967.
o Utilities '''' .......... Iu' ..... rr
usually install
monthly. The
and has
amperes reactive,
A.
kilovar demand. meters one
number, the maximum demand hour) that
occqrred during the month, on or 30-min
intervals. some demand meters also plot the
demand for interval and are
the best type to This
chart with results
desirable), or on
monthly by computer
if requested.
Assuming your
that the demand meters
IS-min intervals, keeping a
yield the following information:
meters and
chart recording at
log of readings will
1. Daily average kilowatt usage per hour-dividing the
daily kWh reading by 24
2. Daily average kilovars the daily
k VARh reading
3. The daily average where:
=
If the multipliers for kWh and meters are the
same, the readings can be used in the above
ratio.
4. A power factor for every I5-min where:
=
1/
''''''n_'rrr'Ar>nlr' __ lT'P chart-recorded kW
where:
The load
it would
sharp deviations
norm can be pinpointed and A
.mdden increase in the meter of
demand may indicate a waste of power, i.e., resistive
loads are on when they are not needed. An increase in
kVARh reading points to large motors idling, etc.-
situations in which no work is yet elec-
tromagnetic inductance is At:',,",,,,,.r,'nrr
demand may indicate burned-out correc-
tion capacitors.
Natural l:. .... ,.,--,LJC ... L gas can be COIltUSInlg
because meters record volume
without adjustment for gas temperature and pressure.
these variables are fairly constant, the utility will supply
only a volumetric, meter. In the case of users, the
utility supplies a or monthly chart recorder that
continuously records pressure and volume
delivered. For purposes, the volume can be
converted to volume at 60F and 14.73
SUl)Ollea by the utility, or
V
std
. = V (P + 14.73)520
14.73(460 + t)
A log of gas
sumption and can be
periods. When curtailment
essential loads on the line
30 min for 2 h. Plot these
"'N1BCO, Stuarts Draft, VA 24477
Kan'.dall K. Attlzwa1V
o .tanks used for are
subject to unnecessary heat loss to convec-
tion the overflow pipe. This heat loss can
reduced. by installing a cOllnt:enrveig'h"ted
across the overflow
prevents air from being drawn in
the overflow capacity.
Consider these points when
1. The counterweight should be just
hold the shut.
2. A
58
weekends, pumps can be separately
dropping all other loads and reading the meter
about one hour.
log is suggested for all meter reading. At the
week or month, data can be used in reference
units, determining, where possible,
ft
3
of gas/unit and gal of water/unit. Com-
these numbers after several months
of plant usage
Q = heat loss, Btu/h; m ::::;: mass of Ib/h,
heat at constant pressure, Btu/lb, of;
= stack temperature, of; and . = reference tem-
of.
Now block the overflow by tying a plastic
(the bag will break if overflow occurs),
n ... The in the heat balance
related to steam or process
of reclucmg
$ Aluminum Co. of America, Point Comfort, TX 77978.
diameter, T"'\rn.Ulr11Y1
tension
ratio, R.
Ideal tension
The relation of I;.;UJUI:::.a.ILJ.Vll factor to PCIUrlQS L v ~ L v L \ J H ,
as well as other for measuring tension, can
be found in the belt-manufacturer's '-''''' ..... ,.'-'''"
and read
total load on
1
Where .I.H'U,lLL ..... "v
the number of befts.
Systems," Vurke<:-Al:'NO'Xl Co.,
HUAN-YANG CHANG, Lowell Technological Institute, Lowell, Mass.
Process design requires reliable values for the thermal
conductivity of gases at a wide range of temperatures.
O. P. Kharbanda presented such information in a nomo-
graph published in 1955.
1
However, new and improved
information has since been developed. In particular,
P. E. Liley reviewed experimental results by many authors
and attempted to determine those data that would be
most accurate for the thermal conductivity of 46 gases
when they are at atmospheric pressure and a wide range
of temperatures.
2
The nomograph is based on values recommended by
Liley. N. B. Vargaftik proposed an equation of the fol-
5,000
Thermal Conductivity of Gases at Atmospheric Pressure
0.02
4,000
3,000
2,000
1,000
900
800
700
::.::
0
600
OJ
~
500
E
Y
Q)
a.
E
400 Q)
I-
300
25
20
s
- --
- --
- -- 15
r+-1-1-
.-"-
I I
E F ~
I I
10
5
o
o 5 10 15 20
x
Note: To convert mW/cm. OK. to Btu.!ft. hr. OF.,
multiply by 0.05778
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
20.0
::.::
E
~
s:
E
i
.:;
''8
:J
"0
c:
8
co
Q)
..c
I-
No.
1
2
3a
3b
3b
4
5a
5b
6
7
8
9
10
11a
11b
12a
12b
13
14
15a
15b
16
17a
17b
18
19
20a
20b
21
22
23
24
25
26
27a
27b
28a
28b
29
30a
30b
30c
31
32
33a
33b
34
35
36a
36b
37
38a
38b
38c
39a
39b
40a
40b
41
42a
42b
43
44
45
Coordinates for Nomograph of
Thermal Conductivities of Gases
Gas or Vapor
Acetone
Acetylene
Air
Air
Air
Ammonia
Argon
Argon
Benzene
Boron Trifluoride
Bromine
n-Butane
i-Butane
Carbon Dioxide
Carbon Dioxide
Carbon Monoxide
Carbon Monoxide
Carbon Tetrachloride
Chlorine
Deuterium
Deuterium
Ethane
Ethyl Alcohol
Ethyl Alcohol
Ethyl Ether
Ethylene
Fluorine
FI uorine
Freon 11
Freon 12
Freon 13
Freon 21
Freon 22
Freon 113
Helium
Helium
n-Heptane
n-Heptane
n-Hexane
Hydrogen
Hydrogen
Hydrogen
Hydrogen Chloride
Krypton
Methane
Methane
Methyl Alcohol
Methyl Chloride
Neon
Neon
Nitric Oxide
Nitrogen
Nitrogen
Nitrogen
Nitrous Oxide
Nitrous Oxide
Oxygen
Oxygen
Pentane
Pentane
Propane
Sulfur Dioxide
Toluene
Xenon
Temperature Range
250 - 500
0
K
200 - 600
50 - 250
250 - 1,000
1 ,000 - 1 ,500
200 900
50 250
250 - 5,000
250 - 600
250 400
250 - 350
250 - 500
250 500
200 - 700
700 - 1,200
80 - 300
300 - 1,200
250 500
200 - 700
50 - 100
100 - 400
200 - 1,000
250 - 350
350 - 500
250 - 500
200 - 450
80 - 600
600 800
250 - 500
250 - 500
250 - 500
250 - 450
250 - 500
250 - 400
50 - 500
500 - 5,000
250 - 600
600 - 1,000
250 - 1,000
50 - 250
250 - 1,000
1,000 - 2,000
200 - 700
100 - 700
100 - 300
300 - 1,000
300 - 500
250 - 700
50 - 250
250 - 5,000
100 - 1,000
50 - 250
250 - 1,500
1 ,500 - 3,000
200 - 500
500 - 1,000
50 300
300 -1,500
250 - 500
200 300
300 - 500
250 - 900
250 - 600
150 - 700
x Y
3.7 14.8
7.5 13.5
12.4 13.9
14.7 15.0
17.1 14.5
8.5 12.6
12.5 16.5
15.4 18.1
2.8 14.2
12.4 16.4
10.1 23.6
5.6 14.1
5.7 14.0
8.7 15.5
13.3 15.4
12.3 14.2
15.2 15.2
9.4 21.0
10.8 20.1
12.7 17.3
14.5 19.3
5.4 12.6
2.0 13.0
7.7 15.2
5.3 14.1
3.9 12.3
12.3 13.8
18.7 13.8
7.5 19.0
6.8 17.5
7.5 16.5
6.2 17.5
6.5 16.6
4.7 17.0
17.0 2.5
15.0 3.0
4.0 14.8
6.9 14.9
3.7 14.0
13.2 1.2
15.7 1.3
13.7 2.7
12.2 18.5
13.7 21.8
11.2 11.7
8.5 11.0
5.0 14.3
4.7 15.7
15.2 10.2
17.2 11.0
13.2 14.8
12.5 14.0
15.8 15.3
12.5 16.5
8.4 15.0
11.5 15.5
12.2 13.8
14.5 14.8
5.0 14.1
2.7 12.0
6.3 13.7
9.2 18.5
6.4 14.6
13.3 25.0
.,.,
lowing type to represent the thermal conductivity
as a function of temperature:
3
k aTb
where: k = thermal conductivity
T = temperature
a.b = constants
Taking logarithms on both sides of this
have:
log k a + h log T
(1)
(2)
Either Eq. (I) or (2) is genera!!y applicabk for rela-
tively narrow temperature ranges. However. it is often
necessary to split a wide temperature range into portions,
in order to better fit the equation to the experimental
results. This is the technique used in preparing this
nomograph. Both the temperature and thermal conduc-
tivity scales are logarithmic. Coordinates for use with
Fig. I are found in the Table.
N. B. Vargaftik has presented one of the most reliable
methods for correlating thermal conductivity data as a
function of pressure.
4
This method uses the following
equation:
k = ko + BY" (3 )
where: k = thermal conductivity at temperature and
pressure
ko = thermal conductivity at temperature and
one atmosphere
Y = specific weight of the gas
The estimation of constant B and exponent n in
Eq. (3) depends on the availability of reliable p-v-T data,
on the variation of thermal conductivity with temperature
at atmospheric pressure (this nomograph), and on several
experimental values of thermal conductivity at given
temperatures and pressures.
Liley's 1968 data were chosen in developing this
nomograph because they were generally accepted to be
of the highest possible reliability. The author would like
to caution the reader that since then some of Liley's 1968
values were revised.
5
6
However. the usefulness of thIS
nomograph as a convenient means for interpolating data
remains the same. The user could determine
grid location from two experimental values of thermal
conductivity at given temperatures. Thus the coordinates
given in the Table could be continually brought up to date
by using either Liley's 1972 values and/or later values
from other authors as these became available .
References:
I. Kharbanda, O. P., Chern. Eng., July, 1955, p. 236.
2. Liley, P. E .. Thermal Conductivities of 46 Gases at Atmospheric
Pressure, Proc. of the 4th Symposium on Thermophysical Properties,
ASME, 1968.
3. Vargaftik, N. B., edit., Teplofizicheskiye svoystva veshchestv (Thermo-
physical Properties of Substances), Reference Book, Gosenergoizdat.
1956.
4. Vargaftik, N. B . Doctoral Dissertation. F. E. Dzerzhinskiy All-union
Thermo-Technical Inst., 1951.
5. Ho, C. Y., Powell, R. W., and Liley, P. E., 1. Phys, Chem. Ref. Data,
Vol. I, No.2. pp. 279-421. 1972.
6. ASHRAE Thermophysical Properties of Refrigerants. ASH RAE. N.Y..
1972.
Circulating
pump
Batch
temperature
controller
Cold water
(constant)
B. MEREDITH WINN, JR., Monsanto Industrial Chemicals Co.
In
near
such n,..,.'r'.l, T1 "" ...
it is necessary to cool a liquid
under temperature control, one
a flaker feed tank. I n such cases
a temperature upset can cause the heat transfer medium
to fall to such a low temperature that the tank contents
begin to freeze. This can in poorly
agi tated vessels.
Our simple solution was to install a secondary control-
ler, sensing the transfer medium temperature, but send-
ing its signal to the same final control element as the
tank temperature controller (see figure). The set point
of the tank temperature is put at the desired batch tem-
perature, while the media temperature controller is set
at a Imver temperature. The signals from these controllers
pass through the same high pressure selecting relay,
which selects the signal calling for the highest medium
temperature.
The effect is for the temperature of the control medium
to react to inputs from the batch temperature controller,
unless the medium temperature falls too low, whereupon
the secondary controller holds the medium temperature
at the desired level (that will not allow freezing on the
walls.) This system is very inexpensive, as almost any
simple controller will suffice for secondary control, and
the relay is only about $20 .
I I I I
I - I
JAMES M. PETERS, EI Paso Natural Gas Co.
The state-of-the-art of particulate control is well devel-
oped. Although requirements (see box on this page) are
stiffer now than ever before, the technology can be ex-
tended, at considerable cost, to meet the regulations.
Nevertheless, little attention has been paid to very fine
particles until recently, so that it is difficult to assess how
well a particular control system can capture them.
Here is a simple graphical method for predicting
small-particle capture, along with specific examples to
illustrate the procedure for anum ber of systems.
Any method for estimating the efficacy of fine-particu-
late control depends upon a knowledge of the particle-
size distribution and other characteristics, along with the
operating parameters of the specific control device used.
For example, uncontrolled fly ash from pulver-
ized-coal-fired boilers typically has a mass median diam-
eter of 15 to 20 f.Lm. and a logarithmic normal-size distri-
bution similar to that shown in 1.2-4 The dashed
ends of the curve indicate rough extrapolation-a dan-
gerous practice in the absence of more-detailed informa-
tion. Diminution of particles due to collisions with sur-
faces and with each other could change the particle-size
distribution somewhat. However, fine particles in the
submicron range may tend to as a function of
Brownian motion, particle concentration and other fac-
tors. As these particles approach the size of the mean-
free-path of air (about 0.07 f.Lm.), they act more like true
gases rather than like finite entities.
s
In reality, then, the
lower end of the distribution curve may away from
linearity either horizontally or depending on
whether very small particles are created or
removed. The same phenomena may be observed with
other kinds of industrial dusts.
Assuming that the in I is
accurate, it is possible to predict the overall efficiency
of small-particle collection by almost any of the modern
control equipment available. If the operating parameters
are known, along with appropriate design equations, the
1,000
700
500
300
200
E
100
::l..
70
'i:J6.
50
0)'
N
30 'in
0)
20 C3
'f:
C1J
0..
10
7
5
3
2
0
0
0
I
I
I
CJ) CJ) 0)
CJ)
Amount less than stated size, % by weight
plot of fly-ash size distribution-Fig. 1
Charging .--
electrodes
Grounded
collecting
plates
for electrostatic precipitator-Fig. 2
graphical method to be described here is straightforward.
The basic theory is derived from:
E
t
= 1 - JX Kf(dp)dd
p
o
where K is a constant.
(I)
F or the particle-size range of interest (0 < d
p
< 2 pm.),
the total collection efficiency becomes:
E
O
-
2
= 1 - J2 Kf(dp)dd
p
o
(2)
The graphical technique of integrating Eq. (2) is best
illustrated by way of examples.
It may be estimated from Fig. I that about 4% of the
total particulate mass will be less than 2 f.!m. in diameter.
us consider an electrostatic precipitator (ESP) having
an electrode area of 10,000 sq.m., as shown in
2, that handles 20,000 cu.m./min. of fty-ash-laden
gases at 150 C. The overall efficiency of the ESP is ex-
the modified Deutsch equation:
exp( -Aw/lOOQ) (3)
the migration velocity, w, is given by:
(4)
has dimensions of em., and Cunning-
factor for is:
(5)
values of and Ep at 5 and
and note that f.! 2.38 X 10-
4
substituting this information into Eq. (3) to (5), we
may obtain Table I for a range of particle sizes. The
percent less than the stated particle size is ob-
tained from 1.
80
Nomenclature
Electrode area, sq. m.
Cunningham's slip-correction factor, dimensionless
Drag coefficient for filter fiber, dimensionless
Water-droplet or filter-fiber diameter, 11m.
Particle diameter, 11m." (except as noted)
Diffusion coefficient = KC/3'lTl1d
p
Efficiency, fractional percent.
Collection efficiency based upon diffusion, di-
mensionless
Collection efficiency based upon interception, di-
mensionless
Collection efficiency based upon inertial impac-
tion, dimensionless
Charging field, kv./cm.
Collecting field, kv./cm.
Total collection efficiency, fractional percent
Function of
Experimental factor, dimensionless
Boltzmann's constant, or other constant as in-
dicated
Water/gas ratio, gpm./l,OOO cu.ft./min.
Reynolds number, dimensionless
Volume ftowrate, cu.m./sec.
Gas velocity in throat, cm./sec. (except as noted)
Filter face velocity, ft./sec.
Migration velocity, cm./sec.
Mean-free-path of air, 11m.
Particle density, g./cu.cm.
Viscosity, poise
Fig. 3 is a plot of the last two columns in Table I.
The area under the curve between 0 and 4% by weight
is graphically integrated by determining the point at
which the areas above and below the line will be equal.
The result is that theoretically some 85% of the particles
less than 2 f.!m. can be collected.
If the regulation required 90% removal, for example,
the ESP as designed probably would fall short. Accord-
ingly, it might be necessary to consider parametric ad-
justments or add-on devices to polish the remaining 5%
in bringing the plant into compliance.
100
90
80
*-
lJ.J'
70
:>
u
c:
Q)
'13 60
UJ
50
40
1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0
Amount less than stated"size, % by weight
COLLECTION efficiency for particles 22 11m. dia.-Fig. 3
Scrubbing water,
injection \
Dusty gas
in
/
Throat ..... /
I
I
/
Cyclone _
separator
I
I
/
/
\ Venturi scrubber
Clean air
out
t
~
Dirty liquid
out
VENTURI scrubber followed by cyclone separator-Fig. 4
Venturi Scrubber
The same graphical technique may be applied to fine-
particle collection wi.th a venturi scrubber, like that in
Fig. 4. Again, Eq. (2) is applicable. As with the ESP,
particulate-size distribution and other characteristics and
scrubber operating parameters are important. For in-
stance, favorable particle wettability is important for
promoting high collection efficiency, and the fly ash from
some coals may not favor the use of a scrubber at all.
Assuming that it is feasible to use a wet scrubber for
a ,given particle emission, the efficiency of collection of
a given particle size is: .
E 1 - exp( -kL VP) (6)
where k is an experimental factor determined by throat
geometry and other parameters. The value of k may be
on the order of 0.1 to 0.2.8 P in Eq. (6) is an inertial
impaction parameter evaluated from:
(7)
The expected droplet diameter created by high-velocity
gases impacting against injected scrubbing water is:
(8)
where u
t
is expressed in ft./sec. Research has shown that
droplets 30 to 200 /-tm. in size have the best target effi-
ciencies for fine particles.
8
If a certain venturi scrubber has a throat velocity of
500 ft./sec., and L is 10 gpm./l,OOO cu:ft./min., do is
about 78 /-tm. Assuming a value of k = 0.2, fly ash with
a density of 0.7 g./cu.cm. can be collected according to:
E exp( -4.11d
p
) (9)
Now a table similar to Table I may be constructed,
and an efficiency curve like that in Fig. 3 may be drawn
for the venturi scrubber. The same graphical technique
11111111;1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
Particle
%
5 28.5 14.0 99.98
4 23.0 11.0 99.90
3 17.4 8.0 99.46
2 11.8 4.0 97.10
1.5 9.0 3.0 93.28
1.0 6.2 1.0 84.43
0.8 5.1 0.7 78.35
0.6 4.0 0.35 69.88
0.5 3.4 0.22 63.94
0.4 2.9 0.13 58.10
0.3 2.3 0.06 49.84
0.2 1.75 0.02 40.84
0.1 1.2 <0.01 30.23
1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
will provide the theoretical system efficiency for the size
range of interest.
Fabric Filtration
Filtration of dusty air in a baghouse filter (Fig. 5) is
the most efficient means of removing fines, especially if
the filter fabric is felted or matted.
9
In filtration, three
collection mechanisms are dominant: interception, iner-
tial impaction, and diffusion. 10 The equations devised for
these are quite distinct and are complicated; and the
/" Shaker device
bag house filter with shaker-Fig. 5
t
Momentum separator Cyclone
Oc =0.50
S =0.50
a = 0.50
b =0.20
H =40
h = 1.50
B = 0.50
Clean gas
.... ,. .... "'''''-+'''' Distributor/support
plate
Packed tower
of the other common types of collectors for trapping and separating particulate materials-Fig. 6
overall efficiency in the size range of interest would
involve a composite of the three mechanisms:
E 1 - (l - Ei)(l - Em)(l Ed) (10)
See Strauss
ll
for additional information on Eq. (10).
Research has that:
Em=f(VP)
Ei= O.OO76C,N
Re
(dpld
o
)1.5
Ed= O.375(C,N
Re
)o.04/(vd
o
)O.6D
(11)
(12)
(13)
(11) through (13) have been obtained from Ref. 10.
While these equations are somewhat difficult to evalu-
ate, the end-results are similar to the foregoing. The same
graphical technique may be used to estimate the overall
efficiency of small-particle collection.
Other Collectors
Fig. 6 shows some of the other common wet and dry
collectors. Of these, only the wet-type devices are capable
of removing particles less than 2 /-Lm. to any appreciable
extent. Dry devices such as the momentum separator and
cyclone will generally collect 0 to 25% or so.
Collection efficiencies of wet collectors such as the
packed tower are similar to those given for the venturi
scrubber. A more concise relationship for all wet scrub-
bers incorporates the concept of contacting power, which
is a function of the number of transfer units (NTU)
rprlll1,.pr! to effect collection of the particles: 10
E = 1 - exp( -NTU) (14)
The concept represented by (14) is commonly used
in many facets of chemical engineering and will not be
discussed further.
While the is simple, it can only
be as an method of predicting the
82
collection of fines. Accurate estimates of particle-size
distribution, collector-operating parameters, and other
information must be available to engender confidence in
the results; but it is advantageous to have a simple pre-
dictive technique for design purposes. Graphical integra-
tion can provide a good first approximation for use in
selecting and modifying process equipment to control
fine particles.
References
1. "Particulate Emissions From Coal-Burning Equipment," Air Quality
Control Regulation 504, New Mexico Environmental Improvement
Board, Santa Fe, N.M., Mar. 25, 1972.
2. Engdahl, R. B., Stationary Combustion Sources, in "Air Pollution,"
Vol. III, A. C. Stern, Ed., Academic Press, New York, 1968.
3. "Air Quality Criteria for Particulate Matter," Publication AP-49,
National Air Pollution Control Admin., Washington, D.C., 1969.
4. Cuffe, S. T. and Gerstle, R. W., "Emissions From Coal-Fired Power
Plants: A Comprehensive Summary," PHS Publication 999-AP-35,
U.S. Public Health Service, Durham, N.C., 1967.
5. White, H. J., "Industrial Electrostatic Precipitation", Addison-Wesley,
Reading, Mass., 1963.
6. Gottschlich, C. E., Source Control by Electrostatic Precipitation, in
"Air Pollution," Vol. III, A. C. Stern, Ed., Academic Press, New
York, 1968.
7. "Air Pollution Engineering Manual," USPHS Manual 999-AP-40,
U.S. Public Health Service, Cincinnati, 1967.
8. "Removal of Particulate Matter From Gaseous Wastes: Wet Col-
lectors," American Petroleum Institute, New York,1961.
9. "Removal of Particulate Matter From Gaseous Wastes: Filtration,"
American Petroleum Institute, New York, 1961.
10. "Air Pollution Manual, Part II-Control Equipment," American In-
dustrial Hygiene Assn., Detroit, 1969.
11. Strauss, W., "Industrial Gas Cleaning," Pergamon Press, Oxford, 1966.
Meet the Author
James M .. Peters is an environmental
engineer in the engineering depart-
ment of EI Paso Natural Gas Co.,
EI Paso, TX 79978. He is involved in
air-quality and air-pollution modeling,
design of air-pollution-control eqUip-
ment and processes, and studies on
noise, odors and visibility. He has an
M.S. in environmental engineering
from the University of Texas, and a
B.S. from the U.S. Military Academy.
Formerly he served as an editor for
the Pennsylvania State University
Press. He is a member of the Texas
Soc. of Professional Engineers, Air
Pollution Control Assn., Water Pol-
lution Control Federation, and AIChE.
PAUL F. WAL TRICH. Stokes Div. of Pennwalt Corp.
Evaporative cooling is widely used. The product to be
cooled is put under vacuum, causing water vapor to flash
off adiabatically, so that the latent heat of vaporization
is drawn from the product, thus lowering its temperature.
Once the initial air has been evacuated from such systems,
the pressure decreases as a function of the product tem-
perature, following essentially the vapor-pressure curve
for water.
Since the capacity of the equipment evacuating the
system varies with the system pressure, such equipment
cannot be sized directly. Instead, vacuum pump capacity
must be determined on the basis of achieving a given
product temperature within a specified time. This calls
for graphical integration techniques, which are developed
as follows.
90 ~ - - - - - - - - - - - - - - - - - - - - - - - - - - ~
80
T. = 540 R
1 eB/T T 1,778.5 x 10
9
~ = 495 R
70
60
m
1
~
50
x
t....
"
40
Qi
(I)
30
20
10
0
490 500 510 520 530 540 550
Temperature, oR.
Vapor removal is given by the following:
dw = S X ~ X ~ 492
dt 360 ft.
3
760 X T 3l.4 T
where:
S = pump speed, cfm.
P = absolute pressure, TORR
T = absolute temperature, R.
dwldt = mass flow of vapor removed
A heat balance (assuming adiabatic conditions)
the following equation:
A dw = [w _ dw (dt) 1 C dT
dt J P dt
where:
W = original product mass, lb.
dw
di (dt) = total mass of water removed
C
p
= specific heat of mass W, Btu./lb.-F.
dT = temperature change in mass W caused
adiabatic evaporation, F.
A. = latent heat of evaporation, Btu./Ib.
(1)
(2)
Expressing pressure as a function of temperature using
the basic vapor pressure equation:
In P A .Ii or PeA-BIT
T
Substituting Eq. (3) into Eq. (1)
dw
dt 31.4T
Combining Eq. (4) and (2)
eA-
B1T
S
31.4T
eA-
BIT
S
31.4T
(3)
(4)
(5)
The quantity dw has been assumed negligible, compared
to the total mass W.
Rearranging terms gives an expression for temperature
of the mass, W, in terms of time.
t
f dt = ----'-f eB
1T
TdT
o
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
83
For the simple case where the vapor is water,
A = 1,000 Btu./lb.
A 20.5648, e'! = 8.55 X 10
8
B = 9,340
and the equation reduces to:
t (minutes) 3.67 X 10-
11
e
B
/
T
T dT
The integral must be evaluated gnlptlLlcadl
Example: A ton of lettuce is to be cooled
from 80 F. to 35 time is to be 20
heat is as 0.9 Btu./lb.-F.
From a plot of e
BIT
T vs. T, the value of the
between 80 and 35 F. is 1,778.5 X 10
9
.
Then:
s = __ 1,778.5 X 109
S 5,860 efm.
minutes.
If desired, a refrigerated condenser may be used In
order to reduce the size of the vacuum pump.
The heat given up by the product is
WC dT
p dt
and is equal to the heat picked up in the condenser:
VAi:::.T
Where
U = overall condensing coefficient, Btu./hr.-ft.
2
-F.
A = condensing area, ft.
2
..1 T differential between product temperature, T, at
time l, and the brine temperature (assumed as
constant value, C)
w dT
---"---= VA(T
dr
C)
dt WC
p
VA TJ T - C
WC - C
t = --p In
VA T2 C
Note that here, the time is in hours .
p. S. Phadke and P. D.
Kiroloskar Consultants, Ltd. *
D Quick estimates of weights, both full and empty, are
frequently needed for process vessels for purposes of
planning, estimating foundations, procurement and
expediting, as well as for making preliminary and proj-
ect control estimates. The procedure to follow involves,
first, calculating the vessel's diameter and length from
the specified volume and an assumed length-to-diame-
ter ratio. When the length and diameter are known,
shell and head thicknesses can be calculated from the
specified pressure. The next step is to calculate the
surface areas, and from these plus the thicknesses, the
weights of the vessel.
Although each of these calculations is simple, there
are many of them, so that the estimation of vessel
weights is involved and time-consuming.
With the exception of thicknesses, which has already
been simplified for the ASME codes (see Chern. Eng.,
May 10, 1976, p. 139), the accompanying nomograph
permits all of the calculations to be done in a matter of
minutes.
Illustrative nrOnlFITI
Design, and make estimates for, a vertical cylindrical
vessel that will contain 5,000 liters within the cylindri-
cal portion of its sides. Assume that the length-to-diam-
eter ratio is 1.5, that the top head is flat, and the bottom
head dished. Determine: (1) the weights of heads and
shell, (2) the heating area if % of the shell length is
jacketed, and (3) the operating weight full of water, for
the design of foundations.
Step 1: On the nomograph, extend a line from 5,000
*P.O. Box 803, 917/19A, Shivajinagar, Fergusson College Road, Poona 4,
India.
on the volume scale to 1.5 on the length-to-diameter
scale and read 1.62 on the inside diameter (I.D.) scale.
2: The length is 1.5 X 1.62 = 2.43 m.
3: Calculate the thicknesses for heads and shell
(see Eng., May 10, 1976, p. 139).
Step 4: Extend a line from point T(V), for volumes of
dished heads, through 1.62 I.D. to read on the volume
scale 475 L holdup in the dished head, so that the total
vessel volume is 5,000 + 475 = 5,475 L.
5: Connect the point 1.5 on the length-to-diam-
eter scale with 1.632 on the outside diameter (O.D.)
scale and extend the line to read 12.2 m
2
shell area on
the area scale.
6: Extend lines from points F(A) and T(A)
through 1.632 on the O.D. scale to read 2.1 m
2
and
3.31 m
2
on the area scale, for the flat and dished heads,
respectively.
Step 7: Connect 12.2 m
2
, 3.5 m
2
and 2.1 m
2
on the
area scale with 6 mm, 8 mm and 10 mm, respectively,
on the thickness scale, and read on the weight scale 590,
210 and 172 kg for the weights of shell, dished head and
flat head, respectively. Thus the total weight of the steel
is 590 + 210 + 172 = 972 kg. Allow 10% more for
nozzles, support brackets, etc., so that the total net
weight is 1,069 kg.
Step 8: Calculate the heating area as % of the shell
area plus the area of the dished head, i.e.,
2.2 + 3.31 = 11.44.
9: Assuming a clearance of 50 mm between the
and the jacket, the inside diameter of the jacket is
l.632 + 0.100 = 1.732. Since the jacket covers % of the
shell, assume that the jacket is a separate vessel with a
length-to-diameter ratio of 1.5(%) = 1.0, and one
dished head. The steel thickness for shell and head are
6 mm and 8 mm, respectively. Repeating steps 4
100,000
80,000
60,000
50,000
40,000
30,000
25,000
60
50
Nomograph for quick estimation
of process vessels cost
T(V)
- 5.0
(For volumes of
dished heads)
1.2
1.4
B 1.6' .S!
1.8:;)
2.0 ::
2.5 *
3.0 ~
'6
4.0 8
5.0 ~
c:
LID
CIJ
...J
0.4
D D
through 7 gives a weight for this jacket 'of 590 kg; and
its net holding capacity is 1,300 L.
Step 10: The operating weight, assuming both the
vessel and the jacket full of water. is thus:
em pt y yesse!
vessel contents
I.OW
5,475
86
Legend
V = Volume, liters
D Inside diameter, meters
LID = Length (height) to diameter ratio, dimensionless
A = Area, square meters
WT = Weight, kilograms
THK Thickness, millimeters
100
90
80
70
60
50
1.5
1.0
A
jacket
jacket contents
total
20
WT
590
1,300
8,434 kg
Step 11: Costs are estimated according to fabrication
rates for shell, heads and jacket.
V>
~
20.0 CIJ
.
18.0
'E
16.0
14.0
12.0
THK
Eurotechnica) Italy
D Heat-capacity ratio, k = Cp/C
v
, a well-known and
important property of gases, is used in many thermody-
namic calculations. This ratio is easily obtained for
ideal gases, because for ideal gases, C
p
- Cv equals the
gas-constant, R, and C
p
is easily determined. Thus the
ideal values of C
p
/ C
v
are published in many tables.
However, for real gases, C
p
- C
v
f:. R. Instead, the
heat-capacity difference should be calculated by the
formula: *
r
Pr ( 0.712
C
p
- C
v
= R 1 + V 0.132 +
L r
]
where: R is the gas constant, 1.987 cal/(g-mol)(deg. K);
Tr and P
r
are the reduced temperature and pressure;
and C
p
and C
v
are the heat capacities at constant pres-
sure and constant volume.
Since the critical temperature and pressure, plus C
p
,
are included in tables of properties for most gases, this
equation can be used to determine the real value of
Cp/C
v
via the relation:
k = Cp/C
v
= Cp/[Cp - (Cp - C
v
)]
as solved in this nomograph.
Example: The critical temperature and pressure of
ethyl ether are 465.8 K and 35.6 atm, respectively, and
its C
p
at 80C is 30.39 cal/(g-mol)(deg. K). What are its
values of (C
p
- C
v
) and k at 80C and 5 atm?
Calculate P
r
= (5)/(35.6) = 0.14.
Calculate Tr = (273.2 + 80)/465.8 = 0.758.
On the nomograph, connect = 0.14 with
Tr = 0.758 and read (C
p
- C
v
)/ R = Connect this
value with C
p
= 30.4 and read k = 1.09. Since the
experimental value of this is 1.086, the relative
error is 0.5%. Note: the scales for and C
p
are not directly related.
"'Gilmont, R., "Thennodynamic Principles for Chemical Engineers," Pren-
tice Hall, Englewood Cliffs, N.]. (1959).
H. Toronto) Ontario *
o calculations of the stages of binary distilla-
may be either graphically or analyti-
;raLptHC<ll methods lack precision, while algebraic
calculations are time-consuming. A programmable
calculator may be an attractive alternative for
S l r r l p H ~ r problems.
following program calculates the number of
ideal stages of distillation with a HP-25 hand-held
calculator. Because of the limiting capacity of the
HP -25 (49 merged program steps and 8 memory regis-
ters), the program is applicable only to binary systems
with constant molar flow rates and constant relative
volatilities. For such a problem, the data are usually
given as:
X = mol-fraction of lighter component in the feed
material
q = total heat required to convert 1 mol of feed
into vapor, divided by its molal latent heat
q' = (1 - q)
X D = mol-fraction of lighter component in overhead
product
X B = mol-fraction of lighter component in bottoms
R = reflux ratio
lX = relative volatility of light to heavy component
Before running the program, the following have to be
calculated and stored in the memory registers: 1/ lX,
XD/(R + 1), R/(R + 1), Xi' and (Y
i
- XB)/(X
i
- X
s
),
where Xi and Y
i
a e the coordinates of the point of
intersection of the two operating lines and the q-line,
and are -calculated as:
X, - q'XD/(R + 1)
X. = --'-------
l q + q'R/(R + 1)
Y
i
= XiR/(R + 1) + XD/(R + 1)
The output of the program gives both the total num-
ber of ideal stages and the position of the feed stage.
During execution, the program also pauses to display
the X - Y composition of each stage.
*65 Sussex Ave., Toronto, Ont., Canada M5S 1J8.
program to calculate number of
stages in distillation
User instructions
Input
Step Key entry Stap Key entry Registers
data Output
Step Instructions units Keys data/units
01 f FIX 4 26 RCL 5 Ro: n
1 Key in program
02 RCL 0 27 + R
1
: X
o
, V n' Xn
03 f PAUSE" 28 STO 1 R
2
: Xs
2 Store data in n* STO 0 n
registers
Xo
STO 1 V,
04 RCL1 29 GTO 01 R3 : 1 lex
X
B
STO 2 X
B
05 f PAUSE" 30 RCL1 R
4
: R/(R + 1)
ex g l/x STO 3 1 lex
06 RCL3 31 RCL7 Rs : Xo/(R + 1)
R t t 1 +
07 X 32 X R6: Xi
STO 4 R/(R+1 )
08 f LASTX' 33 1
(Vi - X
B
)
09 1 34 RCL7
R7 :
(Xi - X
B
)
Xo t
R
t
1
+ STO
10 35 - 5 X
O
/(R+l)
11 RCL1 36 RCL2 X
f
RCL 5
12 X 37 X * Replace steps q' X -
13 1 38 +
03,05 and 16
14 39
with g NOP to
+ STO 1
suppress
q' RCL
4 X
q + STO 6
Xi
15 40 RCL2 intermediate
RCL 4 X RCL 5
f PAUSE* 41 f x;;;' y
output
17 STO 1 42 GT048
(n, V n' Xn).
18 RCL6 43 EEX
19 f x y 4
20 GT030 45 CHS
+ RCL 2 RCL
6 RCL 2 Vi - X
B
STO 7 Xi - X
B
3 Run program
f PRGM RIS
21 1 46 STO +0
stage number n
22 STO + 0 47 GTO 01
vapor composition
Vn
23 RCL1 48 RCLO
liquid composition Xn
-.
24 RCL4 49 GTOOO
25 X
total number of stages in enriching section, Ne
total number of stages in stripping section, O.N
s
(10)4
Ne . Ns
Set initial value of number of stages, n = 1.0000
88
Process side
Vacuum guard
Vacuum side
V. N. na1aar.rn
o The vacuum guard shown in the figure acts as a
safety valve in a vacuum-distillation system, Tyr,o>up.ntl
air from rushing into the system in the event of a line
rupture. Such protection is especially important in sys-
tems that handle hydrocarbons at high temperature,
because contact with air could cause fire.
Compared with a check which also limits
backflow, this vacuum guard has the 'Ari'U<:>l"lr-::.
viding pressure equalization under normal
conditions. Yet it quickly cuts off backflow
sure on the vacuum side suddenly
after a rupture. Like a check valve, it is selI-3lcruannlg
and needs no external sensors or motive devices.
The figure shows how the is built: The
drical flanged body is made steel or other hard mate-
rial, and fitted with piped ends. The cup is made of
aluminum or other light material, with several holes
drilled around the circumference and a circle of rub-
ber-like material (e.g., Viton) fitted on top.
*Indian Institute of Petroleum, Dehra Dun-248 005, India.
Gasket - __
Process side
Vacuum guard
Installation
Vacuum side
The device is installed
system being protected
likely to break-glass gages,
several such devices in
fully in vacuum-distillation
in our pilot
-. Drilled holes
nn::'O_\II1<:l" valve
Bypass
pn.eu.m.anc control valve can be shut off automati-
shutting off its air with a solenoid valve. This
used because it is so simple, but it does
When the control valve is reopened
is first a flow surge and then some
before the flowrate stabilizes at the
be acceptable if cycle time is
the valve is open. But it is
QU"t"" ......... C' where the solenoid valve in-
batch
sCl1elne outlined here avoids the ini-
means of a "pneumatic memory." This
control valve to its most recent steady-state
upon The figure illus-
trates both the conventional scheme and the new ap-
us go step through each to see how
scheme. When the solenoid valve (Vj) opens
0U' ..... L'-/H, the flow controller is sensing zero flow. It
tends to open the control valve (V
2
) fully,
initial flow surge. Flow then cycles for some
aelpeIlolng on the controller settings and system
at the set point. It is possi-
ble to install a limiter on the control valve, but an arbi-
limit on flow is not entirely satisfactory.
Standard pneumatic components main-
control-valve position at the steady-
state value for a few seconds after reopening. This
avoids the flow surge. Control over valve position then
returns to the flow controller, and the system operates as
usual.
This three extra pneumatic ele-
switch, a solenoid valve
*Badger America, Inc., One Broadway, Cambridge, MA 02142.
Original scheme
F low controller
New scheme
r--------- Sequence
I controller
I
/ Solenoid valve (V 1 )
'"
/ Control valve (V
2
)
r ------------ Sequence
l , __ -11- _____ controller
: I
I
I
I
Time delay (1 0-60s)
Air supply
and a 1 : 1 repeater relay (valve V
3
). The shutoff signal
from the sequencer now closes both solenoid valves, and
the control valve (V
2
) shuts off as before. But in this
system the flow-controller signal is sealed between V3
and V
4
. reopening, the energizing signal from
the sequencer initially opens only V], transmitting the
sealed-in control to V
2
and thus opening this
valve to its last steady-state position. After the time
delay, valve opens and the flow controller again con-
trols V
2
.
a valve (instead of a 3-way as shown) for
improves the system's stability by venting the out-
put during shutoff. The vent on such a valve can a
small orifice rather than a fourth full-size flowpath.
the instruction manuals
chines. The
based on regression by of least
squares, with the simplest being the linear equation
y = a + bx
for which the method of least squares determines b as
'" 2:x2:y
"""xy -
n
b = ------:-
n
and a as
a =j - bx
wherej = 2:y/n and x = 2:x/n, and n equals the number
of sets of data.
The statistical closeness of the fit of the equation to
*Rue Tucuma L77B, A. 21, J. Europa, 01455 Sao Paulo 01000 S.P., Brazil
the data is eX1Dre:sse:d of deter-
mllllctti()n, r,
r2 = --------------
If the curve is not linear, other types of formulas can
be adapted. Table I shows some of the more common
curve-fitting equations and their forms for calculator
programming by the method of least squares.
It is important, when selecting one of these types, that
the selected equation should fit the known relations of
the system for which an equation is sought. Thus for
example, in the Plant Notebook item referred to above,
the author used a variant of which was
(y = a/x + b). When this linear equation would not fit
all points, the last 33% were chosen; and since these
approximately resemble a straight line, gave a
satisfactory fit.
However, a curve-fitter should not be seduced by a
good coefficient of reduction alone. The total plot in the
exanlpJle was not a straight line. we know
Some eqlLla1:iOflS suited to regression by least squares on programmable hand-held calculators Table I
Patrick K. University
o Experience in and out of universities has
that, elementary as it may be, the nrl'\l-\lprn
chemical equations becomes 1"1'",,',,1-.,...,.1-'l"1rr
ical engineers who have been out of a years.
Perhaps this is due to the two classical methods
in freshman chemistry:
1. The oxidation-number method-one must under-
stand oxidation-reduction, something easier said than
remembered.
2. The ion-electron method-one must memorize
and remember certain facts, such as valences.
majority of the chemical engineers seem to discard
these two methods soon after school, to fall on
balancing equations' either. by trial and
inspection. Unfortunately, trial and
process when
tions, and inspection is pr:act:lC.:t!
simpler examples.
This alternative might resolve the nrr'\F,\(,prn
pIe; it depends only on the sort
mathematics with which most chemical en;g"U:Leers
mam and it is ..
equation if that equation
method was discovered while tea.ch]mg
but it
in the early
the "neo-classical" method for appncanon
chemical equations.
The procedure for this IS:
1. Enter letter coefficients (a, b,
stances in .the unbalanced """""",hr.,.,...
*2540 Dole Street, Honolulu, Hawaii 96822
n1" .....'I'Q.<;;1I"'<;1 approach a limit, so that the
should be related to the distance
and if that relation is linear:
dy / dt = b(y 8 - y)
-y)=bdt
- y) = constant + bt = a + bt
= the concentration at
b are constants.
V in Table I) introduces
t, a and b; this
and error. It
assumed
of (y 8 - y)
"" ... ".\t ...... "" ...... is and this calcu-
substituted for the y-term of
rlittprpn.("p<;1 between the various approaches are
Table
.LJ"-I'.u;o.t.,-- the coefficients of elements on opposite
the equation, as well as of ionic signs (where
exist). These equations represent stochiometric
ua,,,cu .,--,,,,,,, for each element and ion, so that a simultane-
ous solution to balance all the coefficients must also
balance the chemical equation.
3. Solve the simultaneous equations.
i.:'Jl'Ulft;'(.JC. Balance the equation
+ 02 = Fe
2
0
3
+ 802
: enter coefficients.
+ b0
2
= cFe
2
0
3
+ dS0
2
2: elements and signs.
Fe: a = 2c
8: 2a = d
0: 2b = 3c + 2d
There are no signs to balance.
3: Solve the simultaneous equations. In the
"",..,,,,<>'1-, ........ for oxygen, substitute (a/2) for c and (2a) for
2b = + 2(2a) = 3a/2 + 4a = 11a/2
b=
, c = 2 and d = 8, so that
= + 882
l!,x,amjfJle: Balance the ""\.lua.uvu
+ =
+ NO(g) +
Step 1: Enter coefficients.
+ - + cH+ = + eNO(g) + IH
2
0
Step 2: elemen ts and signs.
b = e
3b = e + 1
c = 2f
( b) + (+c) = (
D It is convenient to think in terms of overall coeffi-
cients of heat transfer, U, or individual film coefficients,
h, as heat transferred, i.e. Btu/(h)(ft
2
)CF). However,
the individual and overall coefficients are related as the
sum of reciprocals
whereas heat exchanger fouling factors, as well as insu-
lating factors in general, are treated as the reciprocals of
heat transfer-overall and individual coefficients of
resistance, (h)(ft
2
)CF)/Btu, that are added directly
R = r
1
+ r
2
+ r3 + ... rn
Consequently, it is often difficult to get a quick sense
of proportion for the contributions of individual com-
ponents when evaluating the design of a heat exchanger
or of built-up insulation.
This simple trick might help: Multiply resistance by
10,000 to convert the small fractions into whole num-
bers for the analysis; then multiply the overall heat
"'Division Engineering, 9, Ave. Robert Schuman, 75007 Paris, France
Thomas W.
The countless methods for converting ,degrees Fahr-
enheit to degrees include the standard for-
mula, cardboard sliderules, etc.;
but nowhere a formula that can be used without
and
slight mC)Qlnc.atlon of the standard formula satisfies
this at least in the range of to 100F:
C = ( - 32)/1.8
2 yields:
2C = llF -35.56
Substituting in these equations:
3b = b + c/2
b = c/4 =1/2
a = d = c - (c / 4) = 3c /4
Let a equal 3, then
c = 4; b = 1; 1 = 2; d = 3; and e = 1. And from
this
+ +
= + +
transfer coefficient by 10,000 to recover the same units.
Example: the coefficients of heat transfer for an ex-
changer are 238, 3,200 and 52 Btu/(h)(ft
2
)CF) for the
films inside the tubes, the tube w,alls and the films
outside the tubes, respectively, and the fouling factors
are specified as 0.002 and 0.001 (h)(ft
2
)CF)/Btu inside
and outside the tubes respectively. What is the overall
coefficient of heat transfer? and how much of the total
surface is allowed for fouling?
Multiply resistances by 10,000:
10,000 r
i
= 10,000/238 = 42
10,000 rw = 10,000/3,200 = 3
10,000 ro = 10,000/52 = 192
10,000 r
if
= 10,000(0.002) = 20
10,000 rot = 10,000(0.001) =
R = r
i
+ r w + ro + rit + rOf = 267
U = 10,000/267 = 37.5 Btu/(h)(ft
2
)CF)
The resistance to this heat transfer is due
1 OO( 192/267) = 72% to the outside film coefficient and
100(20 + 10)/ = 11 % to the fouling factors. Thus the
best way to increase the efficiency of this
would be to allow more pressure drop on the shell
for more and a higher outside film coefficient.
The errors incurred in reducing 1.11 to 1.1 and 35.56 to
35 will nearly cancel each other in the range of to
100F. Thus the formula becomes:
C = (1.1F -35)/2
first glance, this may look as as
standard but a few tests will show that it
be quickly applied mentally. What is
Centigrade equivalent of 63F? Mentally: Add 10% to
63 (63 plus 6.3 is 69.3), subtract 35 (69.3 minus 35
34.3), and divide this by 2 (34.3 divided by 2 is 7 + ), so
that the answer is 17 C.
"'812 Derstine Ave., Lansdale, PA 19446
R
V. Bharat Heavy Electricals Ltd. *
o In many piping insulation problems, calculation of
the resistance to heat transfer for the insulation becomes
a tedious problem. This resistance is defined as:
R = DIn (D/d)/2k
and the heat loss is:
Q= =
where: R = resistance to heat (h)(ft2)CF)/
Btu
D = outside diameter of insulation, in.
d = inside diameter of insulation, or diameter
of the pipe, in.
k = thermal conductivity of the insulation,
Btu/(h)(ft
2
)CF /in.)
T = the temperature difference across the in-
sulation, of.
This chart relates R) D) r4 and k, so that anyone of
the four can be determined in terms of the other three.
It thus eliminates a trial-and-error calculation. Example:
If a 24-in. pipe is to be insulated with material having a
thermal conductivity of 1.0 Btu/(h)(ft
2
)CF so that
the overall resistance of the insulation to heat loss from
the hot pipe to the ambient air is 5.0 (h)(ft
2
)CF)/Btu,
what are the thickness and outside diameter of the
insulation? On the connect R = 5.0 with k = 1.0
and extend the straight line to its intersection with the
reference line. Connect this intersection with
(d/2) = and read off (D/2) = 16.2 in. Thus the
thickness is - 12) = 4.2 in.
*Product Development (Boilers), High Pressure Boiler Plant, Tiruchira-
palli-620 014, India.
K
1.50
V
30,000
1.00
2
10,000
co
1.00
c
Q)
..c
0
..:t::
c..>
'1:
5,000
'9
Cii
0
::l
c..>
Q)'
u..
(J)
E ro
0.50 9'
::l
(5
>
Z
(J)
ro
2,000
ro
OJ
Z
'E
ro
-0
c
0.50
Cf)
1,000
0.35
V. Vosseller*
D This nomograph quickly estimates the amount of
steam that can be generated in a waste-heat boiler with
a hot waste-gas stream, and the equivalent fuel saving
that results. With these two numbers, most heat-recov-
ery opportunities can be evaluated for economic feasi-
bility without detailed engineering studies.
The nomograph is of course a simplification based on
several assumptions. The first is that steam generation is
95% efficient in waste-heat boilers and 80% in fuel-fired
u:o.its. It is also assumed that: steam is generated at at-
mospheric pressure, with feedwater saturated at 212F;
final exit-gas temperature is and fuel oil has a
heat value of 140,000 For individual cases,
where the situation differs from that assumed here, one
can obtain a more accurate answer using an appro-
priate correction ratio.
The formula for steam IS:
s = C
v
X V X 60 X - t) X
where the variables and assumed values are:
S = steam production rate,
C
v
= specific heat of gas, ft
3
- OF (0.0178)
V = volumetric flowrate of waste gas, std ft3/ min
E = generator efficiency (0.95)
t = exit-gas temperature, OF (400)
T = waste-gas temperature,
hv = enthalpy of vaporization, (970.3)
*P.E., Toltz, King, Duvall, Anderson and Associates, Inc., 2500 American
National Bank Bldg., St. Paul, MN 55101.
0.50
S 50,000 T 2,000
1,500
10,000
u..
1,000 e'
Z
Q)
.0
D-
-0'
E
.s
.s
(J)
ro
Q) OJ
c
Q)
OJ
ro
E :;
ro
600
.s
Cf)
100 500
Substituting the assumed values, and inserting a cost
factor, the equivalent value of the steam generated is:
C = S X 970.3 X K/0.8 X 10-
6
where:
C = cost equivalent, $/h
K = fuel cost, $/million Btu
= 7.14 X $/gal for oil
= 10 X $/therm for gas
Combining and simplifying yields:
C = 1.27 X 10-
6
X V X (T - 400) X K
If we have 3,000 standard ft3/ min of waste gas at
1,500F, and fuel-oil cost is .10/gal, what is the po-
tential saving in steam and fuel cost if we use the gas to
generate steam in a waste-heat boiler?
First find the steam potential on the
connecting gas volume (V) and temperature
on the nomograph shows 3,400 Ib/h steam on the S
scale. connect this point on the S scale with the
fuel cost on the K scale to find the dollar value of the
fuel oil saved: line 2 on the nomograph shows or
per 24-h day, on the C scale ..
To adjust the final fuel saving and steam
when boiler exit temperature is less than
following ratio:
C/C
400
= - t)/(T 400)
where C
400
is the estimate shown on the nomograph. As
a general rule, the gas exit temperature cannot be less
than 100F above the steam temperature, and for eco-
nomic reasons should not be less than 150 F above.
Chandra Sekar*
the worn-out packing in a stuffing box is
because the clearance between the shaft and
pacKIng is small. The figure shows a tool that is very
in removing packing from tight spaces. The wire
the mechanic some flexibility in getting at
and the screw at the end digs into the
pull it out. Such a tool is given by
manufacturers, but it can be
the shop.
*Schering-Plough Corp., Kenilworth, NJ 07033.
l': Ganapath}" Bizarot Heal'}' Elertrzmls *
The vibration of heat exchanger tubes due to cross-
fluids can lead to extensi\'e damage, if not
avoided in the design. Consequently this is one aspect of
that shuuld be checked bv chemical
making bid comparisons. However. tube \'i-
bration is a complex calculation. which requires tabu-
lated data for different mechanical properties of the
tubes.
This nomograph may ease the situation. It eliminates
the need to look up densities of tube materials. Youns(s
modulus for the tube. and the radius of It
assumes that heat exchanger tubes act as continuous
beams with points of support at the batHes. and the
ends in the tubesheet. The following formula then
where: I = natural frequency of vibration,
c
R
L
E
's
a constant depending on the mode of
vibration
radius of gyration for the tubes, in
length of span between batHes or tube
supports. in
modulus for the tube
material, lb; in
2
p = density of the tube material,
a subscript denoting steel
Both the value of Young's modulus and the density
*Product Development (Boilers I. Tiruchirapalli-620 014. India
Screw
1/8"-dia. wire cable
Handle
C values for typical modes
Mode numbers
No. of spans 1 2 3 4
1 72.36 198.34 388 642.63
2 49.59 72.36 160.66 198.34
3 40.52 59.56 72.36 143.98 1
4 37.02 49.59 63.99 72.36 137.30
5 34.99 44.19 55.29 66.72 72.36
6 34.32 40.52 49.59 59.56 67.65
7 33.67 38.40 45.70 53.63 62.20
8 33.02 37.02 42.70 49.59 56.98
9 33.02 35.66 40.52 46.46 52.81
10 33.02 34.99 39.10 44.19 49.59
Reference: Frass, A.P. and Ozisik, M.N., "Heat Exchanger Design"
p.367, Wiley, New York, 1965.
of the tube material are incorporated, on the nomo-
graph, III the position of the lettered points, where:
B
C
D
bronze and copper
magnesium
nickel
aluminum alloys
525
E = steel
Values of C are given III the table above.
Example: A heat exchanger is designed with
15 and
O.D. tubes of 20 BWG copper, and with five cross-flow
baffles on 20-in. spacing between tubesheets 120 in.
R C
0.05
1,000
0.06
- 0.07
500
0.08
<:...;
0.09
c'
0
'';::;
C to
0.10 ..0
a::'
.;;
'0
0..>
0.12
lJ
0
t = 20 BWG
E
D = 3/
8
C
0.14
0
Ol
c
lJ
0.16
c
100
0..>
Q.
0..>
lJ
0,18
.....
C
t;
c
0
U
50
0.30
0.40
0.45
0.50 10
112
5/
8
3/
4
7/8
1.0 1 114
apart. Determine the natural frequency of vibration in
the first mode for its tubes.
On the nomograph extend a vertical line from
D = 5/8 to t = 20BWG, then horizontally to find the
Radius of gyration, R. Connect this with C = 34.99
L 2 F
100
20
30
40
50
C 50
",'
0..>
:::
100
to 40
N
.0
c
0..>
A 0..>
IE
30
....,
0..>
u
.0
~
c
to
c'
0..>
~ 0 Cii
'0
'';::;
';:
B
to .::;
..0
to
C
N
';; :2:
D
0..> 0..>
'0 E
C C
>-
0..> 0..>
U
c
u U
0..>
C C
:l
t: t: u
1,000
~
~
0..> 0..>
a: a:
"
10
Z
to
Z
9
8
7
6
5
4
10,000
the and extend the line to its intersection
with Reference line 1. From this intersection extend a
line through L = 20 in to its intersection with Refer-
ence line 2, and from this intersection connect a line
with for copper to read f = 120 cycles/so
Ontario *
D
of heat and mass transfer can be
solved in terms of the] function:
] 1 - exp (-y -
\Vhere 10 is the modified Bessel function of zero order,
and the two x represent space and time
parameters for fixed-bed or heat
transfer. For isothermal nv,cr'l._"''''r!
sorption, the] function is the solution column
dynamics based on a linear model. Solutions to a non-
linear model based on second-order kinetics also con-
tain the] function; ] and values of] functions can be
found in tables or charts [4].
It is frequently more convenient to generate values of
] functions with a programmable pocket calculator.
Expansion and integration of the equation yields
] ( x ~ y ) = 1 - exp (-y) ~ -k-!k'---!-
k=O
exp (-x)
xk
(x), for k> 1
The program given here solves this modified equation
for given values of x andy to an accuracy of five deci-
mal places on the provided the sum of x plus),
does not exceed 75. Less accurate values of] functions
can be obtained for sums of x plus), above 75 by using
larger values of series convergence criteria, F.
*65 Sussex i\\enue. Toronto. Ontario. Callada \e1.lS IJB
L Thomas. H. C. J . .jlll. Chon :Juc. \oL 66. 19+1. p. 166-1.
2. Sherwood. . K.. R. L. \'i1kc. c: R .. "\1a5s Transfcr." \1c(;raw-
Hill. :'\ew York.
:3. Helfferich. F.. "Ion Exchange." :vicCraw-HiIL :'\C\\ York. I'l():!
4. O. :'L \\arson. K. \\.. "Chemical Process PrinCIples." Part III.
York. !947.
User instructions
Keys
Key in program
Store
2
in
0.00001 STO 0
V
STO
x STO 2
3 Run program PRGM RIS
RCL 6
RCL 5
1
2
5
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
J(x, V)
k
1--J(x, V)
1 36 STO 5
STO 6 37 RCL 5
STO 7 38
RCL 2 39 RCL 0
CHS 40 f X ;;;, Y
9 eX 41 GTO 45
STO 3 42
43 STO + 6
STO 4 44 GT014
RCL1 45
9 eX 46 RCL 5
47
STO 5 48 f FIX 5
RCL6 49 GTO 00
STO X 7
RCL 4 Registers:
X
RO
RCL 2
E
RCL 6
R1 V
R2 x
R3
exp (-x)
RCL 3
R4
X
R5 : exp (-V)LV
k
A
k
{x)/(k!)2
R6
: k
ST04
R7
: k!
RCL 7
-;-
RCL1
RCL 6
f yX
RCL 7
X
RCLl
9 eX
calculated results
x
V
k J(x, V)
0.2 1.0 4 0.92665
8.0 0.2 5 0.00105
2.0 1.0 6 0.39430
20.0 4.0 16 0.00036
18.0 12.0 26 0.15662
12.0 25.0 31 0.98800
55.0 20.0 42 0.00003
20.0 50.0 49 0.99991
30.0 40.0 52 0.89589
40.0 35.0 55 0.30162
O. W. BOYD, Occidental of Libya, Inc.
A simple, low-cost manual-reset shutdown for any 3--15
psi. pneumatic fail-closed control valve can be made from
a common pressure regulator. Choose a downstream-
pressure regulator that doesn't vent the regulated medium,
or close the small vent hole on the diaphragm by plugging,
welding or brazing. Adjust the regulator to maintain, say,
5 psi. And connect its discharge port directly into the 3-15
psi. instrument-air control line between the control valve
and its controller, as shown in the drawing.
Plug the inlet port of the regulator until the controller
output is 5 psi. or more, then remove this plug. The
regulator now functions as a low-pressure-:.;hutdown
manual-reset instrument as follows:
When the controller output drops below 5 psi .. the
pressure-regulator spring forces its diaphragm open, trying
to maintain its set pressure. But its upstream pressure is
only atmospheric, and the open regulator, operating in
reverse flow, effectively vents all further controller-air
output until it is manually reset by plugging the inlet
opening as before. Thus the control valve continues to
remain shut.
When the process conditions have been corrected, the
regulator inlet port is again plugged until the system is
onstream again.
A small screwed vent-elbow, normally available from
Controller
o 0
the controller manufacturer with an internal screen,
should be installed in the inlet port of the regulator,
down, to keep out foreign objects, mois-
ture and insects.
Applications for this system include high fuel-pressure
and high-temperature shutdowns for fired heaters, low-
flow shutdowns, and many process plant shutdowns of a
similar nature.
GEORGE COOK, Books Instrument Div., Emerson
determine or "air anl1n,,> I."'''''
any stainless-steel-float rotameter of % tube-size or
obtain the water in gpm., multiply the
factor co:rresD()n<img
or:
gpm. water equivalent
gpm. X
sp. gr. factor sp. gr. factor
0.60 0.75 1.00 1.00
0.65 0.79 1.05 l.03
0.70 0.82 1.10 1.06
0.75 0.85 U5 1.08
0.80 0.88 1.20 1.11
0.85 0.91 1.25 1.14
0.90 0.94 1.30 1.17
0.95 0.97 1.35 1.19
a rotameter with a
independent of the
the operating viscosity
values:
Weehawken, N.J.
is well known that piping TPT'TP';:pntc about one third
cost of process Consequently, a policy
diameters is very important.
some sort of trial-and-error
the pressure drops corre-
U!Cllll'vl"lCl are studied for their
(w)2 /p(D)5
(w)2/10
5
p(D)5
S (Q)2/100 (D)5
. h . ~ , , ~ h several
internal diameters are
for the of standard
L., others, Process Piping Systems, Chern.
Tube size: in. Yz % IYz 2 3
limit, centistokes 10 60 125
a m
rotameter scale; and
for such pressure is:
Rotameter
= Corrected scale reading, 111\0'''1 Jlll1', pressure
other than the sizing
1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
1.27
10.8
37.7
271.8
1,058
8,206
32,380
,000
248,800
824,780
4,330,000
.1,000
C"J
1,100
1,000
600
500
ol.J...
;'-
610
600
1 ,sao
200
0
c
Q)
c
Q)
u
c
~
~
Q)
a:
vll!nC!f)cnnv. Bharat Heavy Electrica/.s' Ltd. *
Chemical engineers frequently become involved with
the steam generators supplying power and process
steam for the operation of chemical industry plants.
do, they need to have an idea of the follow-
for any given system:
heat absorbed by the water and steam
heat liberated by the combustion
amount of fuel fired
amount of combustion air
combustion-air volume at operating temperature
aH1L-L'--'" can all be calculated by means of
and heat balances, using steam tables and
*High Pressure Boiler Plant, Tiruchirapalli 620014, India
10
6
300
8
60.0
6
5
50.0
200
~
30,000
a
4
co
40.0
c 25,000
g
3 'E
30.0
a
20,000
2
10O,...
400 .0
"-
~ :::J
"-
.0
a:;
:::J
~
;; 20.0
c
300
a:;
::e
0
. ~ ';:;;.'
0,
=
C,.)
'$:.'" 10
5
'E
200 ::r::
8
~
a'"
3 ?f?-
c:::'
2
70
80
4.0
20
15
90
3.5
10
4
4,000
combustion data. However, the calculations are so in-
volved that the furnace may be shifted to a different
regime before the calculations are complete) so that the
engineer's analysis is following rather than directing the
performance.
These two charts may help with such situations. They
incorporate steam-table data, so that reference to the
tables is not necessary. data for various fuels is
included to allow comparison of the effects of the fuel
on combustion air. The charts are based on the follow-
ing equations:
50
40
?f2.
C1:j
6
,
I-
(I)
30
ro
Vl
c
Vl
(I)
(I)
u
u
x
c
w ~
~
(I)
0:
20
2
3
10
where: Qs = heat absorbed by the water and steam,
Btu/h
Ib/h
Iblh
%
a 25% excess air,
C a constant delpeI1dlng on the fuel
T temperature,
Values of for various fuels
blast-furnace gas
coke-oven gas
refinery gas and oil
natural gas
oil
bituminous coal
anthracite
570
670
720
730
745
760
780
follows:
1
2
3
4
5
6
7
boiler 50,000 Ib /h of steam at
no.
1,000 500
300
400
200
300
800
200
100
::f:
~
700 ..Q
80
~
::f:
0
70
.t:
0 I-
;; 0, 0 'r;:;
ro 60
0
c
600
c
50
0,
0
.2
. ~
, ..:
);.'"
:J
E
100
..Q
'r;:; 40 "-
E
c
90
'r;:;
0 500
a"- 0 u
c
. ~
80 30
0
'0
~ ' 100
. ~
:J
~
..Q
70 :J
..c
E ..a :J
400
"0 0
E
+-'
~
u 60
0
~
20
(I)
U Q.
u...
E
(I)
r-
40
300
10
30
9
8
7
200
6
20
4
100
3
50
10 10
2
1,000 psia and 700F from feedwater at 360"'1" by f i r i n ~
with 25(;;) excess air a bituminous coal containing 1 ()I <
ash and having a high calorific value of 11,000 Btu/lb.
The boiler efficiency has been shown to be about B6
1
;;.
What is the heat absorbed? the combustion heat liber-
ated? the amount of fuel fired? the amount of combus-
tion air?
On Fig. 1, connect P = 1,000 (l:a( 545
0
F) with
T 700 and extend the line to intersect reference line
no. 1. Connect this intersection with 360, and
extend the line to its intersection with line no.
2. Transfer this intersection point to reference line no. :5
along the parallel lines, connect that point with
Ws = 50,000 and extend the line to the Q/i scale to read
49 million heat absorbed. Connect this value
with 86% on the and read 58 million of
heat liberated on the Qr scale. Connect this val ue \",:i th
HeV 11,000, and read 5,000 Ib/h of fuel on the fV,
scale.
On 2, connect a 25 with fuel no. 6 (for bi tu-
minous coal) and extend the line to reference line nu. 1.
Connect this intersection with Qs = 58 million h
and extend the line to read 53,000 lblh 0f combustion
air on the scale. To determine the air volume at, say,
300 connect this Wa value with T 300 and read
17,000 ft
3
/min on the Va scale.
Manieh
o Chemical engineers have long been faced with the
choice between and plate towers for absorption
and distillation. the most part, towers have
been used in commercial installations, while packed
towers have been confined to laboratory bench-scale
and to pilot plant separations. Consequently most
practical absorption and distillation calculations are
done in terms of theoretical equilibrium stages, which
are converted to a number of actual trays in terms of
tray efficiency, or to actual packing height in terms of
height equivalent to a theoretical plate (HETP).
However, packed towers have an inherent advantage
over plate towers that is overlooked in these calcula-
tions. The gas-liquid contact surface can be much
greater in a packed tower, because the liquid is distrib-
uted over the surface of the packing rather than con-
fined to a few inches of liquid through which the gas is
made to bubble. This advantage becomes more signif-
icant in absorption processes where one constituent is
recovered from a large stream of relatively inert gas,
and where diffusion thus controls.
Those conditions exist for many towers in which
chemical solutions are used to recover CO
2
, H
2
S, S02'
NO
x
, etc., from larger gas streams; and they are typical
of absorption or scrubbing to clean up off-gas streams.
Thus pollution abatement stresses the advantages of
packed towers.
Because these towers are limited to diffusion and
transport phenomena, moreover, it is more accurate to
calculate the separation in terms of the ft
2
of contact
surface per ft
3
of packing. This results in the long-estab-
lished but little-used transfer unit and the height equiv-
alent to a transfer unit (HTU). [1]
Although the conventional assumptions and concepts
of absorption and distillation (equimolar flow, vapor-
liquid equilibrium, relative volatility, mass and heat
balances, etc.) continue to apply, the HTU unfortunately
COlmr:)llc:at<:s the calculation of a tower, requiring graph-
[1] for a rigorous solution. This compli-
cation may lead many chemical engineers to avoid a
careful comparison of packed versus plate towers.
The accompanying chart may ease such a compari-
son and let the designer decide whether a more rigorous
calculation of units is worth the effort. It as-
sumes that the slope of the equilibrium line, m, is con-
stant and is thus theoretically rigorous only for infini-
tesimal sections of the tower height; but the designer
can assume constant m-values for short sec-
tions of the tower, and then add these for overall
comparison.
The chart is based on the correlations
with terms identified in the sketches.
When f- 1 of
stages, segment of the
In [ (1
+ mV/LJ
In (L/mV)
(1 )
Similarly, the number of equilibrium stages for the
liquid phase is given by:
In [ (1 L/mV)
(2)
When (L/mV) = 1.0, the number of stages is given
for the vapor phase by:
N = YA,in - YA,out
YA,out - Ylout
and for the liquid phase by:
N =
(3)
When (L/m V) =1= 1.0, the number of transfer units for
the vapor (NTU)OG, is by:
(NTU)OG =
In [(1 - m
(5 )
while the number of transfer units for the liquid phase,
(NTU)ov is given by:
(NTU)OL =
In
(6)
When (L/mV) = 1.0, (NTU)OG is given by:
(NTU )OG = --'-----'---
(7)
and (NTU)OL is given by:
(8)
From (1) and (5):
(
mV/L - 1)
N = (NTU)OG In (mV/L)
(9)
From (2) arid (6):
Nipak, Inc. *
o V-belts are commonly used to transmit power.
...... ,.uuu ... J.F> under load causes that section of belt under
to be under tension the other
.. ""r,n""'''''''' to turn driven sheave .
... '-' .. .u .. "u .... , it is evident that = + T
2
;
than an amount not only
the V -belt into sheaves but also to
overcome the of centrifugal force that tends to lift
the belt away from its sheaves.
If the difference between the and slack-side
tensions is <>.... ,,,.,..,,,,,,,,,,,,-i as a ratio,
And from Eq. (3), (4), (7) and (8):
N = (NTU)OG = (NTU)OL
These correlations are represented gr<3lph.lCaJl
chart, which thus shows the advantage in U U.U.:l""'-'L
to equilibrium stages, or vice versa. The
transfer unit must be obtained from data for
packing to, be used, as the number of
to an equilibrium stage is dependent on the
ciency.
(11)
1. Treybal, Robert E., "Mass Transfer Operations," McGraw-Hill, 1955.
2. Colburn, A. P., Trans. Am. Inst. Chern. Engrs., 35, 211 (1939).
3. King, C. j., "Separation Processes," McGraw-Hill, New York, 1971.
R = Tl/T2
It is possible to relate Tl to Te by the ""VT",.."""""r,n
Tl = Te(R/(R - 1
Furthermore, can be eX]Jre:sse:d in terms
requirements, as:
= 33,OOO(hp)/S
and S = (0.262)(PD)(rpm)
where: hp = the total
S = belt speed,
PD = the sheave's pitch
From these, it is apparent that
terms of horsepower, rotational
diameter,
ratio, R.
Ideal tension
tension The relation of
1. "Maintenance Manual Belt Drive Systems," I
Minneapolis, MN 55413.
HUAN-YANG CHANG, Lowell Technological Institute, Lowell, Mass.
Process design requires reliable values for the thermal
conductivity of gases at a wide range of temperatures.
O. P. Kharbanda presented such information in a nomo-
graph published in 1955.
1
However, new and improved
information has since been developed. In particular,
P. E. Liley reviewed experimental results by many authors
and attempted to determine those data that would be
most accurate for the thermal conductivity of 46 gases
when they are at atmospheric pressure and a wide range
of temperatures.
2
The nomograph is based on values recommended by
Liley. N. B. Vargaftik proposed an equation of the fol-
5,000
Thermal (;olndluctivitv of Gases at Atmospheric Pressure
0.02
~
0
~ '
~
E
Q)
0..
E
Q)
I-
4,000
3,000
2,000
1,000
900
800
700
600
500
400
300
200
100
90
80
70
60
50
Y
25
20
15
r-I--+-
10
m
L
I
5
i
I I
!
o
o 5 10 15 20
x
Note: To convert mW/cm. oK. to Btu./ft. hr. of.,
multiply by 0.05778
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
20.0
~
E
~
:s:
E
i
.:;;
'B
::::J
'0
c:
8
Cii
Q)
.t:
I-
No.
1
2
3a
3b
3b
4
5a
5b
6
7
8
9
10
11a
11b
12a
12b
13
14
15a
15b
16
17a
17b
18
19
20a
20b
21
22
23
24
25
26
27a
27b
28a
28b
29
30a
30b
30e
31
32
33a
33b
34
35
36a
36b
37
38a
38b
38c
39a
39b
40a
40b
41
42a
42b
43
44
45
Coordinates for Nomograph of
Thermal Conductivities of Gases
Gas or Vapor
Acetone
Acetylene
Air
Air
Air
Ammonia
Argon
Argon
Benzene
Boron Trifluoride
Bromine
n-Butane
i-Butane
Carbon Dioxide
Carbon Dioxide
Carbon Monoxide
Carbon Monoxide
Carbon Tetrachloride
Chlorine
Deuterium
Deuterium
Ethane
Ethyl Alcohol
Ethyl Alcohol
Ethyl Ether
Ethylene
Fluorine
Fluorine
Freon 11
Freon 12
Freon 13
Freon 21
Freon 22
Freon 113
Helium
Helium
n-Heptane
n-Heptane
n-Hexane
Hydrogen
Hydrogen
Hydrogen
Hydrogen Chloride
Krypton
Methane
Methane
Methyl Alcohol
Methyl Chloride
Neon
Neon
Nitric Oxide
Nitrogen
Nitrogen
Nitrogen
Nitrous Oxide
Nitrous Oxide
Oxygen
Oxygen
Pentane
Pentane
Propane
Sulfur Dioxide
Toluene
Xenon
Temperature Range
250 500
0
K
200 600
50 250
250 1,000
1 ,000 - 1 ,500
200 - 900
50 - 250
250 - 5,000
250 600
250 - 400
250 350
250 - 500
250 - 500
200 - 700
700 -1,200
80 - 300
300 - 1,200
250 500
200 - 700
50 - 100
100 - 400
200 - 1,000
250 - 350
350 - 500
250 - 500
200 - 450
80 600
600 - 800
250 - 500
250 - 500
250 - 500
250 - 450
250 - 500
250 - 400
50 500
500 - 5,000
250 - 600
600 - 1,000
250 - 1,000
50 - 250
250 - 1,000
1 ,000 - 2,000
200 - 700
100 - 700
100 - 300
300 1,000
300 - 500
250 - 700
50 250
250 - 5,000
100 1,000
50 250
250 - 1,500
1,500 3,000
200 - 500
500 1,000
50 - 300
300 1,500
250 - 500
200 300
300 - 500
250 - 900
250 - 600
150 - 700
x y
3.7 14.8
7.5 13.5
12.4 13.9
14.7 15.0
17.1 14.5
8.5 12.6
12.5 16.5
15.4 18.1
2.8 14.2
12.4 16.4
10.1 23.6
5.6 14.1
5.7 14.0
8.7 15.5
13.3 15.4
12.3 14.2
15.2 15.2
9.4 21.0
10.8 20.1
12.7 17.3
14.5 19.3
5.4 12.6
2.0 13.0
7.7 15.2
5.3 14.1
3.9 12.3
12.3 13.8
18.7 13.8
7.5 19.0
6.8 17.5
7.5 16.5
6.2 17.5
6.5 16.6
4.7 17.0
17.0 2.5
15.0 3.0
4.0 14.8
6.9 14.9
3.7 14.0
13.2 1.2
15.7 1.3
13.7 2.7
12.2 18.5
13.7 21.8
11.2 11.7
8.5 11.0
5.0 14.3
4.7 15.7
15.2 10.2
17.2 11.0
13.2 14.8
12.5 14.0
15.8 15.3
12.5 16.5
8.4 15.0
11.5 15.5
12.2 13.8
14.5 14.8
5.0 14.1
2.7 12.0
6.3 13.7
9.2 18.5
6.4 14.6
13.3 25.0
77
lowing type to represent the thermal conductivity of gases
as a function of temperature:
3
where: k = thermal conductivity
T = temperature
a,b constants
Taking logarithms on both sides of this
have:
log k = a + b log T
(1)
(2)
Either Eq. (1) or (2) is applicable for rela-
tively narrow temperature ranges. However. it is often
necessary to split a wide temperature range into portions,
in order to better fit the equation to the experimental
results. This is the technique used in preparing this
nomograph. Both the temperature and thermal conduc-
tivity scales are logarithmic. Coordinates for use with
Fig. I are found in the Table.
N. B. Vargaftik has presented one of the most reliable
methods for correlating thermal conductivity data as a
function of pressure.
4
This method uses the following
equation:
k=ko+BY" (3 )
where: k = thermal conductivity at temperature and
pressure
ko = thermal conductivity at temperature and
one atmosphere
Y = specific weight of the gas
The estimation of constant B and exponent n in
Eq. (3) depends on the availability of reliable p-v-T data,
on the variation of thermal conductivity with temperature
at atmospheric pressure (this nomograph), and on several
experimental values of thermal conductivity at given
temperatures and pressures.
Liley's 1968 data were chosen in developing this
nomograph because they were generally accepted to be
of the highest possible reliability. The author would like
to caution the reader that since then some of 1968
values were revised.
5
,6 However, the usefulness of thIS
nomograph as a convenient means for data
remains the same. The user could
grid location from two experimental values of thermal
conductivity at given temperatures. Thus the coordinates
given in the Table could be continually brought up to date
by using either Liley's 1972 values and/or later values
from other authors as these became available.
References:
I. Kharbanda, O. P., Chern. Eng., July, 1955, p. 236.
2. Liley, P. E .. Thermal Conductivities of 46 Gases at Atmospheric
Pressure, Proc. of the 4th Symposium on Thermophysical Properties,
ASME, 1968.
3. Vargaftik, N. B., edit., Teplofizicheskiye svoystva veshcheslv (Thermo-
physical Properties of Substances), Reference Book, Gosenergoizdat,
1956.
4. Vargaftik, N. B., Doctoral Dissertation, F. E. Dzerzhinskiy All-Union
Thermo-Technical Ins!., 1951.
5. Ho, C. Y., Powell, R. w., and Liley, P. E" J. Phys. Chem. Ref. Data,
Vol. I, No.2, pp. 279-421, 1972.
6. ASHRAE Thermophysical Properties of Refrigerants, ASH RAE. N.Y.,
1972.
Circulating
pump
Batch
temperature
controller
Cold water
(constant)
B. MEREDITH WINN, JR., Monsanto Industrial Chemicals Co.
In
near
such
it is necessary to cool a liquid
under temperature control, one
a flaker feed tank. In such cases
a temperature upset can cause the heat transfer medium
to fall to such a low temperature that the tank contents
to freeze. This can happen in poorly
vessels.
Our solution was to install a secondary control-
ler. sensing the transfer medium temperature, but send-
ing its signal to the same final control element as the
tank temperature controller (see f1gure). The set point
of the tank temperature is put at the desired batch tem-
perature. while the media temperature controller is set
at a lo\',:er temperature. The signals from these controllers
pass through the same high pressure selecting relay,
which selects the signal calling for the highest medium
temperature.
The effect is for the temperature of the control medium
to react to inputs from the batch temperature controller,
unless the medium temperature falls too low, whereupon
the secondary controller holds the medium temperature
at the desired level (that will not allow freezing on the
walls.) This system is very inexpensive, as almost any
simple controller will suffice for secondary controL and
the relay is only about $20 .
I I I I
I
I I
JAMES M. PETERS, EI Paso Natural Gas Co.
The state-of-the-art of particulate control is well devel-
oped. Although requirements (see box on this page) are
stiffer now than ever before, the technology can be ex-
tended, at considerable cost, to meet the regulations.
Nevertheless, little attention has been paid to very fine
particles until recently, so that it is difficult to assess how
well a particular control system can capture them.
Here is a simple graphical method for predicting
small-particle capture, along with specific examples to
illustrate the procedure for anum ber of systems.
Any method for estimating the efficacy of fine-particu-
late control depends upon a knowledge of the particle-
size distribution and other characteristics, along with the
operating parameters of the specific control device used.
For example, uncontrolled ash from pulver-
ized-coal-fired boilers typically has a mass median diam-
eter of 15 to 20 ,urn. and a logarithmic normal-size distri-
bution similar to that shown in 1.2-
4
The dashed
ends of the curve indicate rough extrapolation-a dan-
gerous practice in the absence of more-detailed informa-
tion. Diminution of particles due to collisions with sur-
faces and with each other could change the particle-size
distribution somewhat. However, fine in the
submicron range may tend to as a function of
Brownian motion, particle concentration and other fac-
tors. As these particles approach the size of the mean-
free-path of air (about 0.07 ,urn.), act more like true
gases rather than like finite entities.
s
In reality, then, the
lower end of the distribution curve may away from
linearity either horizontally or depending on
whether very small created or
removed. The same observed with
other kinds of industrial dusts.
Assuming that the extrapolation in 1 is reasonably
accurate, it is possible to the overall efficiency
of small-particle collection by almost any of the modern
control equipment available, If the operating parameters
are known, along with appropriate design equations, the
1,000
700
500
300
200
E
100
:::t.
70
-co..
50
(1)-
N
30 '(i;
(1)
20 13
'2
C1J
Cl.
10
7
5
3
2
0
0
0
I
I
I
I
I
I
0') 0') o:i
0')
Amount less than stated size, % by weight
plot of fly-ash size distribution-Fig. 1
Grounded
collecting
plates
Electrode
tension weight-
for electrostatic precipitator-Fig. 2
graphical method to be described here is straightforward.
The basic theory is derived from:
E
t
= 1 - J'" Kf(dp)ddp
o
(1)
where K is a constant.
F or the particle-size range of interest (0 < d
p
< 2 p.m.),
the total collection efficiency becomes:
E
O
-
2
= 1 - f2 Kf(dp)dd
p
o
(2)
The graphical technique of integrating Eq. (2) is best
illustrated by way of examples.
It may be estimated from Fig. 1 that about 4% of the
total particulate mass will be less than 2 p.m. in diameter.
us consider an electrostatic precipitator (ESP) having
an electrode area of 10,000 sq.m., as shown in
2, that handles 20,000 cu.m./min. of fty-ash-Iaden
gases at 150 C. The overall efficiency of the ESP is ex-
the modified Deutsch equation:
E exp( -Aw/lOOQ) (3)
where the migration velocity, w, is given by:
(4)
has dimensions of em., and Cunning-
factor for particle IS:
(5)
values of and Ep at 5 and
and note that p. 2.38 X 10-
4
substituting this information into (3) to (5), we
obtain Table I for a range of particle sizes. The
less than the stated particle size is 0 b-
tained from Fig. 1.
Nomenclature
Electrode area, sq. m.
Cunningham's slip-correction factor, dimensionless
Drag coefficient for filter fiber, dimensionless
Water-droplet or filter-fiber diameter, flm.
Particle diameter, flm. (except as noted)
Diffusion coefficient = KC/37Tfld
p
Efficiency, fractional percent.
Collection efficiency based upon diffusion, di-
mensionless
Collection efficiency based upon interception, di-
mensionless
Collection efficiency based upon inertial impac-
tion, dimensionless
Charging field, kv./cm.
Collecting field, kv./cm.
Total collection efficiency, fractional percent
Function of
Experimental factor, dimensionless
Boltzmann's constant, or other constant as in-
dicated
Water/gas ratio, gpm./I,OOO cu.ft./min.
Reynolds number, dimensionless
Volume ftowrate, cu.m./sec.
Gas velocity in throat, cm./sec. (except as noted)
Filter face velocity, fL/sec.
Migration velocity, cm./sec.
Mean-free-path of air, flm.
Particle density, g./cu.cm.
Viscosity, poise
Fig. 3 is a plot of the last two columns in Table I.
The area under the curve between 0 and 4% by weight
is graphically integrated by determining the point at
which the areas above and below the line will be equal.
The result is that theoretically some 85% of the particles
less than 2 p.m. can be collected.
If the regulation required 90% removal, for example,
the ESP as designed probably would fall short. Accord-
ingly, it might be necessary to consider parametric ad-
justments or add-on devices to polish the remaining 5%
in bringing the plant into compliance.
100
90
80
*-
llJ'
70
;;:.
u
c:
Q)
60 'u
LU
50
40
1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0
Amount less than stated size, % by weight
COLLECTION efficiency for flm. dia.-Fig. 3
Scrubbing water"
injection \
Dusty gas
in
/
Throat .-/
I
I
/
Cyclone _
separator
I
I
/
I
\ Venturi scrubber
Clean air
out
t
Dirty liquid
out
VENTURI scrubber followed by cyclone separator-Fig. 4
Venturi Scrubber
The same graphical technique may be applied to fine-
particle collection wi.th a venturi scrubber, like that in
Fig. 4. Again, Eq. (2) is applicable. As with the ESP,
particulate-size distribution and other characteristics and
scrubber operating parameters are important. For in-
stance, favorable particle wettability is important for
promoting high collection efficiency, and the fly ash from
some coals may not favor the use of a scrubber at all.
Assuming that it is feasible to use a wet scrubber for
a given particle emission, the efficiency of collection of
a given particle size is: .
E = 1- exp(-kLVP) (6)
where k is an experimental factor determined by throat
geometry and other parameters. The value of k may be
on the order of 0.1 to 0.2.8 P in Eq. (6) is an inertial
impaction parameter evaluated from:
(7)
The expected droplet diameter created by high-velocity
gases impacting against injected scrubbing water is:
do 1.45L1.5 + (l6,400juJ (8)
where u
t
is expressed in ft./sec. Research has shown that
droplets 30 to 200 /lm. in size have the best target effi-
ciencies for fine particles.
8
If a certain venturi scrubber has a throat velocity of
500 ft./sec., and L is 10 gpm./l,OOO cu:ft./min., do is
about 78 /lm. Assuming a value of k 0.2, fly ash with
a density of 0.7 g./cu.cm. can be collected according to:
E exp( -4.11d
p
) (9)
Now a table similar to Table I may be constructed,
and an efficiency curve like that in Fig. 3 may be drawn
for the venturi scrubber. The same graphical technique
11111111:1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
Particle
%
5 28.5 14.0 99.98
4 23.0 11.0 99.90
3 17.4 8.0 99.46
2 11.8 4.0 97.10
1.5 9.0 3.0 93.28
1.0 6.2 1.0 84.43
0.8 5.1 0.7 78.35
0.6 4.0 0.35 69.88
0.5 3.4 0.22 63.94
0.4 2.9 0.13 58.10
0.3 2.3 0.06 49.84
0.2 1.75 0.02 40.84
0.1 1.2 <0.01 30.23
1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
will provide the theoretical system efficiency for the size
range of interest.
Fabric
Filtration of dusty aIr In a baghouse filter (Fig. 5) is
the most efficient means of removing fines, especially if
the filter fabric is felted or matted.
9
In filtration, three
collection mechanisms are dominant: interception, iner-
tial impaction, and diffusion. 10 The equations devised for
these are quite distinct and are complicated; and the
/. Shaker device
I
bag house filter with shaker-Fig. 5
Momentum separator Cyclone
Oc =0.50
S =0.50
a =0.50
b =0.20
H =40
h = 1.50
B =0.50
Packed tower
Distributor/support
plate
of the other common types of collectors for trapping and separating particulate materials-Fig. 6
overall efficiency in the size range of interest would
involve a composite of the three mechanisms:
E = 1 - (1 - E;)(1 - Em)(l Ed) (10)
See Strauss
ll
for additional information on Eq. (10).
Research has that:
Em=f(VP)
Ei = O.0076C,N
Re
(dpld
o
)1.5
Ed= O.375(C
r
N
Re
)o.04/(vd
o
)O.6D
(11)
(12)
(13)
Eq. (11) through (13) have been obtained from Ref. 10.
While these equations are somewhat difficult to evalu-
ate, the end-results are similar to the foregoing. The same
graphical technique may be used to estimate the overall
efficiency of small-particle collection.
Collectors
Fig. 6 shows some of the other common wet and dry
collectors. Of these, only the wet-type devices are capable
of particles less than 2 /lm. to any appreciable
extent. devices such as the momentum separator and
cyclone will generally collect 0 to 25% or so.
Collection efficiencies of wet collectors such as the
packed tower are similar to those given for the venturi
scrubber. A more concise relationship for all wet scrub-
bers the concept of contacting power, which
is a function of the number of transfer units (NTU)
re(lUl'red to effect collection of the particles: 10
E = 1 - exp( -NTU) (14)
The IvU!llvl;;;llJl by Eq. (14) is commonly used
chemical engineering and will not be
While the is simple, it can only
ree:arclea as an aplDfclxiIna1te method of predicting the
82
collection of fines. Accurate estimates of particle-size
distribution, collector-operating parameters, and other
information must be available to engender confidence in
the results; but it is advantageous to have a simple pre-
dictive technique for design purposes. Graphical integra-
tion can provide a good first approximation for use in
selecting and modifying process equipment to control
fine particles.
References
I. "Particulate Emissions From Coal-Burning Equipment," Air Quality
Control Regulation 504, New Mexico Environmental Improvement
Board, Santa Fe, N.M., Mar. 25, 1972.
2. Engdahl, R. B., Stationary Combustion Sources, in "Air Pollution,"
Vol. III, A. C. Stern, Ed., Academic Press, New York, 1968.
3. "Air Quality Criteria for Particulate Matter," Publication AP-49,
National Air Pollution Control Admin., Washington, D.C., 1969.
4. Cuffe, S. T. and Gerstle, R. W., "Emissions From Coal-Fired Power
Plants: A Comprehensive Summary," PHS Publication 999-AP-35,
U.S. Public Health Service, Durham, N.C., 1967.
5. White, H. 1., "Industrial Electrostatic Precipitation", Addison-Wesley,
Reading, Mass., 1963.
6. Gottschlich, C. E., Source Control by Electrostatic Precipitation, in
"Air Pollution," Vol. III, A. C. Stern, Ed., Academic Press, New
York, 1968.
7. "Air Pollution Engineering Manual," USPHS Manual 999-AP-40,
U.S. Public Health Service, Cincinnati, 1967.
8. "Removal of Particulate Matter From Gaseous Wastes: Wet Col-
lectors," American Petroleum Institute, New York, 1961.
9. "Removal of Particulate Matter From Gaseous Wastes: Filtration,"
American Petroleum Institute, New York, 1961.
10. "Air Pollution Manual, Part II-Control Equipment," American In-
dustrial Hygiene Assn., Detroit, 1969.
II. Strauss, W., "Industrial Gas Cleaning," Pergamon Press, Oxford, 1966.
Meet the Author
James M .. Peters is an environmental
engineer in the engineering depart-
ment of EI Paso Natural Gas Co.,
EI Paso, TX 79978. He is involved in
air-quality and air-pollution modeling,
design of air-pollution-control eqUip-
ment and processes, and studies on
noise, odors and visibility. He has an
M.S. in environmental engineering
from the University of Texas, and a
B.S. from the U.S. Military Academy.
Formerly he served as an editor for
the Pennsylvania State University
Press. He is a member of the Texas
Soc. of Professional Engineers, Air
Pollution Control Assn., Water Pol-
lution Control Federation, and AIChE.
PAUL F. WALTRICH, Stokes Div. of Pennwalt Corp.
Evaporative cooling is widely used. The product to be
cooled is put under vacuum, causing water vapor to flash
off adiabatically, so that the latent heat of vaporization
is drawn from the product, thus lowering its temperature.
Once the initial air has been evacuated from such systems,
the pressure decreases as a function of the product tem-
perature, following essentially the vapor-pressure curve
for water.
Since the capacity of the equipment evacuating the
system varies with the system pressure, such equipment
cannot be sized directly. Instead, vacuum pump capacity
must be determined on the basis of achieving a given
product temperature within a specified time. This calls
for graphical integration techniques, which are developed
as follows.
80
T. = 540 R
1 eB/T T= 1,778.5 x 10
9
= 495 R
70
60
en
1
0
50
....
x
I-
....
40
til
<I>
30
20
10
0
490 500 510 520 530 540 550
Temperature, OR.
Vapor removal is given by the following:
dt 360 ft.
3
31.4 T
where:
S = pump speed, cfm.
P = absolute pressure, TORR
T = absolute temperature, R.
dwldt = mass flow of vapor removed
A heat balance (assuming adiabatic conditions)
the following equation:
f... dw = [w dw (dO J C dT
dt 11 dt
where:
W = original product mass, lb.
dw
di (dt) = total mass of water removed
C
p
= specific heat of mass W, Btu./lb.-F.
(1)
(2)
dT = temperature change in mass W caused by
adiabatic evaporation, F.
A = latent heat of evaporation, Btu./Ib.
Expressing pressure as a function of temperature using
the basic vapor pressure equation:
In P = A _!i or PeA-BIT
T
Substituting Eq. (3) into Eq. (1)
dw
dt 31.4T
Combining Eq. (4) and (2)
eA-
B1T
S
3I.4T
eA-
BIT
S
31.4T
(3)
(4)
(5)
The quantity dw has been assumed negligible, compared
to the total mass W
Rearranging terms gives an expression for temperature
of the mass, W, in terms of time.
I
{ dt = ----'-J eB
1T
TdT
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
83
For the simple case where the vapor is water,
A 1,000 Btu./Ib.
A 20.5648, 8.55 X 10
8
B=
and the equation reduces to:
{ (minutes) 3.67 X 10-
11
The integral must be evaluated
Example: ton of lettuce is to be cooled
from 80 F. to 35 F. time to be 20
heat is as 0.9 Btu./lb.-F.
From a plot of e
BIT
T vs. T, the value of the
between 80 and 35 F. is 1,778.5 X 10
9
.
Then:
s
S = 5,860 efm.
minutes.
If desired, a refrigerated condenser may be used in
order to reduce the size of the vacuum pump.
The heat given up by the product is
WC dT
P dl
and is equal to the heat picked up in the condenser:
VA!:::..T
Where
U overall condensing coefficient, Btu./hr.-ft.
2
-F.
A condensing area, f1.
2
~ T = differential between product temperature, T, at
time I, and the brine temperature (assumed as
constant value, C)
w
dt
VA (T - C)
dt WC
p
J T " ~
VA T, T - C
WC - C
1 = -_P In
VA T
z
C
Note that here, the time is in hours .
p. S. Phadke and P. D.
Kiroloskar Consultants, Ltd. *
D Quick estimates of weights, both full and empty, are
frequently needed for process vessels for purposes of
planning, estimating foundations, procurement and
expediting, as well as for making preliminary and proj-
ect control estimates. The procedure to follow involves,
first, calculating the vessel's diameter and length from
the specified volume and an assumed length-to-diame-
ter ratio. When the length and diameter are known,
shell and head thicknesses can be calculated from the
specified pressure. The next step is to calculate the
surface areas, and from these plus the thicknesses, the
weights of the vessel.
Although each of these calculations is simple, there
are many of them, so that the estimation of vessel
weights is involved and time-consuming.
With the exception of thicknesses, which has already
been simplified for the ASME codes (see Chern. Eng.,
May 10, 1976, p. 139), the accompanying nomograph
permits all of the calculations to be done in a matter of
minutes.
Illustrative
Design, and make estimates for, a vertical cylindrical
vessel that will contain 5,000 liters within the cylindri-
cal portion of its sides. Assume that the length-to-diam-
eter ratio is 1.5, that the top head is fiat, and the bottom
head dished. Determine: (1) the weights of heads and
shell, (2) the heating area if % of the shell length is
jacketed, and (3) the operating weight full of water, for
the design of foundations.
Step 1: On the nomograph, extend a line from 5,000
*P.O. Box 803, 917/19A, Shivajinagar, Fergusson College Road, Poona 4,
India.
on the volume scale to 1.5 on the length-to-diameter
scale and read 1.62 on the inside diameter (I.D.) scale.
2: The length is 1.5 X 1.62 = 2.43 m.
Step 3: Calculate the thicknesses for heads and shell
(see Chern. Eng., May 10, 1976, p. 139).
4: Extend a line from point T(V), for volumes of
through 1.62 LD. to read on the volume
scale 475 L holdup in the dished head, so that the total
vessel volume is 5,000 + 475 = 5,475 L.
5: Connect the point 1.5 on the length-to-diam-
eter scale with 1.632 on the outside diameter (O.D.)
scale and extend the line to read 12.2 m
2
shell area on
the area scale.
Step 6: Extend lines from points F(A) and T(A)
through 1.632 on the O.D. scale to read 2.1 m
2
and
3.31 m
2
on the area scale, for the flat and dished heads,
respectively.
Step 7: Connect 12.2 m
2
, 3.5 m
2
and 2.1 m
2
on the
area scale with 6 mm, 8 mm and 10 mm, respectively,
on the thickness scale, and read on the weight scale 590,
210 and 172 kg for the weights of shell, dished head and
flat head, respectively. Thus the total weight of the steel
is 590 + 210 + 172 = 972 kg. Allow 10% more for
nozzles, support brackets, etc., so that the total net
weight is 1,069 kg.
Step 8: Calculate the heating area as % of the shell
area plus the area of the dished head,
2.2 + 3.31 = 11.44.
9: Assuming a clearance of 50 mm between the
and the jacket, the inside diameter of the jacket is
1.632 + 0.100 = 1.732. Since the jacket covers % of the
shell, assume that the jacket is a separate vessel with a
length-to-diameter ratio of 1.5(%) = 1.0, and one
dished head. The steel thickness for shell and head are
6 mm and 8 mm, respectively. Repeating steps 4
100,000
80,000
60,000
50,000
40,000
30,000
25,000
20,000
300
250
200
150
100
80
60
50
Nomograph for quick estimation
of process vessels cost
T{V)
- 5.0
(For volumes of
dished heads)
1.2
1.4
B
1.13 . ~
1.8 ~
<I>
2.0 :::
2.5 ~
3.0 ~
'6
4.0
5.0 i
c:
LID
<I>
..J
0.4
D D
through 7 gives a weight for this jacket-of 590 kg; and
its net holding capacity is 1,300 L.
10: The operating weight, assuming both the
vessel and the jacket full of vvater. is thus:
empty yesse!
vessel contents
1.OW
5.4 75
86
legend
V = Volume, liters
D Inside diameter, meters
LID = Length (height) to diameter ratio, dimensionless
A = Area, square meters
WT = Weight, kilograms
THK Thickness, millimeters
100
90
80
70
60
2.0
1.5
1.0
A
jacket
jacket contents
total
60
50
40
30
20
WT
590
1,300
8,434 kg
Step 11: Costs are estimated according to fabrication
rates for shell, heads and jacket.
'"
~
20.0
~
18.0
'E
16.0
14.0
12.0
THK
Eurotechnica, Italy
D Heat-capacity ratio, k = Cp/C
v
, a well-known and
important property of gases, is used in many thermody-
namic calculations. This ratio is easily obtained for
ideal gases, because for ideal gases, C
p
- Cv equals the
gas-constant, R, and C
p
is easily determined. Thus the
ideal values of Cp/C
v
are published in many tables.
However, for real gases, C
p
- C
v
:j:. R. Instead, the
heat-capacity difference should be calculated by the
formula: *
]
where: R is the gas constant, 1.987 cal/(g-mol)(deg. K);
Tr and P
r
are the reduced temperature and pressure;
and C
p
and C
v
are the heat capacities at constant pres-
sure and constant volume.
Since the critical temperature and pressure, plus C
p
,
are included in tables of properties for most gases, this
equation can be used to determine the real value of
Cp/C
v
via the relation:
k = Cp/C
v
= Cp/[C
p
- (Cp - C
v
)]
as solved in this nomograph.
Example: The critical temperature and pressure of
ethyl ether are 465.8 K and 35.6 atm, respectively, and
its C
p
at 80C is 30.39 cal/(g-mol)(deg. K). What are its
values of (C
p
- C
v
) and k at 80C and 5 atm?
Calculate P
r
= (5)/(35.6) = 0.14.
Calculate Tr = (273.2 + 80)/465.8 = 0.758.
On the nomograph, connect = 0.14 with
Tr = 0.758 and read (C
p
- C
v
)/ R = Connect this
value with C
p
= 30.4 and read k = 1.09. Since the
experimental value of this property is 1.086, the relative
error is 0.5%. Note: the nomograph scales for and C
p
are not directly related.
*Gilmont, R., "Thermodynamic Principles for Chemical Engineers," Pren-
tice Hall, Englewood Cliffs, N.J. (1959).
H. Toronto, Ontario *
calculations of the stages of binary distilla-
may be either graphically or analyti-
::rra,prnC,ll methods lack precision, while algebraic
calculations are time-consuming. A programmable
calculator may be an attractive alternative for
"' ... "IJA,-,' problems.
following program calculates the number of
ideal stages of distillation with a HP-25 hand-held
calculator. Because of the limiting capacity of the
HP -25 (49 merged program steps and 8 memory regis-
ters), the program is applicable only to binary systems
with constant molar flow rates and constant relative
volatilities. For such a problem, the data are usually
given as:
X = mol-fraction of lighter component in the feed
material
q = total heat required to convert 1 mol of feed
into vapor, divided by its molal latent heat
q' = (1 - q)
X D = mol-fraction of lighter component in overhead
product
X B = mol-fraction of lighter component in bottoms
R = reflux ratio
ex = relative volatility of light to heavy component
Before running the program, the following have to be
calculated and stored in the memory registers: 1/ ex,
XD/(R + l),R/(R + l),Xi,and(Y
j
- XB)/(X
j
- X
B
),
where Xi and Y
i
a e the coordinates of the point of
intersection of the two operating lines and the q-line,
and are calculated as:
X
f
- q'XD/(R + 1)
X. = ----------
1 q + q'R/(R + 1)
Y
i
= XiR/(R + 1) + XD/(R + 1)
The output of the program gives both the total num-
ber of ideal stages and the position of the feed stage.
During execution, the program also pauses to display
the X - Y composition of each stage.
*65 Sussex Ave., Toronto, Ont., Canada M5S 1J8.
program to calculate number of
stages in distillation
User instructions
Input
Step Key entry Step Key entry Registers
data Output
Step Instructions units Keys data/units
01 f FIX 4 26 RCL 5 Ro: n
1 Key in program
02 RCL 0 27 + R,: X
o
' Yn,X
n
03 f PAUSE" 28 STO 1 R
2
: X
B
2 Store data in n* STO 0 n
registers
Xo
STO 1 Y
1
04 RCL1 29 GTO 01 R3 : 1/et.
X
B
STO 2 X
B
05 f PAUSE" 30 RCL1 R4 : R/(R + 1)
Ce: g l/x STO 3 liCe:
06 RCL3 31 RCL 7 R5 : Xo/(R + 1)
R t t 1 +
07 X 32 X Rs: Xi
STO 4 R/(R+l )
08 f LASTX' 33 1
(Y
i
- X
B
)
09 1 34 RCL7
R7 :
(Xi - X
B
)
Xo t
R
t
1
+ STO
10 35 - 5 X
o
/(R+1 )
11 RCL1 36 RCL2 X
f
RCL 5
12 X 37 X "'Replace steps
q' X -
13 1 38 +
03,05 and 16
14 39
with g NOP to
+ STO 1
suppress
q' RCL
4 X
q + STO 6
Xi
15 40 RCL2 intermediate
RCL 4 X RCL 5
f PAUSE 41 f x ~ y
output
17 STO 1 42 GT048
(n, Y n' Xnl.
RCL6 43 EEX
19 f x y 44 4
20 GTO 30 45 CHS
+ RCL 2 RCL
6 RCL 2
- Y
i
- X
B
STO 7 X
j
- Xe
3 Run program
f PRGM R/S
21 1 46 STO +0
stage number n
22 STO + 0 47 GTO 01
vapor composition Y
n
23 RCL1 48 RCLO
liquid composition Xn
-,
24 RCL4 49 GTOOO
25 X
total number of stages in enriching section, Ne
total number of stages in stripping section, O.N
ll
(10)4
Ne . Nil
Set initial value of number of lltagell, n = 1.0000
88
To convert (2), we can estimate the friction loss in the
pipe as approximately one velocity head per 150 pipe
diameters
1
:
(6)
,--,'-'HH..HHLU;; this with (2) and (3), we get the other con-
straint:
(
LN? )114
<D/1+--
- pi 39D
p
(7)
vVhen the L/ Dp ratio is less than 150, (5) is the only
constraint that need be considered.
E
0..
l?
120
110
100
90
80
70
60
50
40
30
10
Determine the design constraint for a 5-
~ J
\ tpe system friction losses
\
I
I 1\
1\ / \
\
J
~ u m p capacity curve
r
~
... Solution
\ \
j
I \-
~ E levation-ill
\
I
\ Corrected
\
I
1\ pump
\
,curve
\.
o 10 20 30 40 50 60 70
Head, ft.
ft-long, 2-in.-dia. sparger used to distribute water at 50
gal/min. Solution: The ReynQlds number for flow at
the inlet is over 5,000; thus, the flow is turbulent, and
we can use equations (5) and (7). Since L/Dp = 30, (5)
is the appropriate constraint:
Do S 0.7(2 in.)/-IN
If we want to drill 20 holes, then the maximum hole
diameter should be 0.32 in. In practice, half of the max-
imum diameter is recommended.
1. Perry, R. H., and Chilton, C. H., ed., "Chemical Engineers' Handbook," 5th
ed., McGraw-Hill, New York, 1973.
2. Denn, M. M., "Process Fluid Mechanics," Prentice-Hall, Englewood Cliffs,
N.J., 1980.
PUMP FLOWS FROM
SYSTEM CHARACTERISTICS
105
C. D. BAKER,
The Ontario-Minnesota Pulp and Paper Co.,. Ltd.
It is often useful to be able to predict the flow in a
pumped line without actual measurement. It has previ-
ously been shown that the pressure drop and flow char-
acteristics of a pipe line can be represented on a "square
root" chart (Plant Notebook, Feb. 19, 1973). If the
pum p characteristics are plotted on this same diagram
and corrected for the difference in inlet and discharge
elevation, the flow in the line can be estimated rather
accurately.
Example: A sump pump feeds waste water into 72 ft.
of 2-in. pipe with an open-end discharge. The discharge
is 25 f1. above the pump inlet. What is the flow rate?
At these low flows the nozzle pressure drop of the open
end of the pipe is negligible, and the total system pressure
drop can be represented by the pipe friction losses as
shown in the diagram. The pump characteristics (in many
cases a straight line) are plotted on the same diagram,
and corrected for the difference in elevation of inlet and
discharge. The intersection of the corrected characteristic
curve with the system-pressure-drop curve gives the
operating flow. The predicted flow is 62 gal./min. When
measured in the plant, the actual flow was 60 gal./min .
c
Dc
O)'
0.
'0.
'0
<.J
......
0
Q,)
N
. iii
(ij
c
'E
0
z
C,
100,000
50,000
30,000
20,000
~
.1::.'
D
t
10,000
....
O'l
250 c
~
200
'0
150
<.J
0)
4,000 ::c 100
3,000
~
80
'ro
>
_60.
II
50
...,.;
......
40 ....
4
Q,)
30
+"
c
3 1,000
Q,)
E
20
:I
:.0
15 .:::t.
500
c
:I
10
I-
300
50
200 5
%
20
10 100
5
50
JULIO OTAZO, Ethyl Corp.
Engineers frequently use coils in the bottoms of storage
tanks. Fig. 1 shows one arrangement that is commonly
accepted as satisfactory.
Designing such coils requires a tedious calculation for
total length. The individual straight lengths must be
calculated, then added, and to this sum is added the
length of the elbows. The nomograph (Fig. 2) summa-
rizes such and thus a
for the coil arrangement of 1.
Perry, Robert H., others, eds., "Chemical Engineers' Handbook," 4th ed.,
McGraw-Hili, New York, 1963.
To use the nomogram, first connect the tank diameter,
D t> to the coil separation, C
s
, and read coil length, C/.
Then connect C
1
with the nominal pipe size for the coil,
Dc, and read the total outside surface area, Ac' Similarly,
if the required surface area is known, it is possible to
calculate the required length and separation for various
pipe sizes in a given tank.
The nomograph is based on the following machine
computations:
1. The length of the ring (Fig. 1) was computed from
the tank diameter.
11111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111II II 1111 1111 1111111111 III 1111 111111111111111111 11111111 1111 1111 111111 IIIIII!IIIII 111111111 1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
C
s
30
25
20. . ~
c'
15
0
.;:;
10
:I
t.-
:I
8
0.
~
5
'0
U
4
3
2. Starting from a distance 3
straight length of pipe was \.,;OInpUlt:u
mula for the length of a
mula incremented by the coil
L
where: L = chord
to the circumference.
3. The length of the elbows corme\.,;urlg
pipes was t'AtYlT\l1t",/i
4. Straight
length.
5. The outside area was computed.
6. The nomograph was assembled by trial and error,
until satisfactory results were obtained. Errors
should be less than 5%
Example: How much coil area is available to heat the
contents of a 60-ft.-dia. tank by means of a
Coil spacing is desired at 20 in.
Connect C
s
to D
t
and read Cl' C
1
to D
t
and
read Answer: 850 sq. ft. of coil. #
V. {;alrtabathv'"
D When sizing ducting for air, or flue gases of oil or
coal, a good, quick estimate can be obtained from this
chart. The variables are:
T = temperature, of
W = gas rate, lb/h
A = area, ft
2
V = gas velocity, ft/min
*Bharat Heavy Electricals Ltd., Tiruchirapalli-620 014, India.
108
Density need not be included because
molecular weight of air is 29 and that of most
is about 30.
Example: What is the velocity of 500,000
at 550 of flowing through a 60 ft
2
duct? Find
and draw a vertical line to intersect W at ..JV'J.V'vv.
move horizontally to intersect A at 60 and
vertically to the V scale and read 3,500
The Wand A scales have the same multiplication
factor, so in the example above if W = 5,000,000, A
would be 600 for the same-gas velocity of 3,500 ft/min.
Likewise, if W = 50,000, A would be 6.
Charles G. Churchman*
Flushing scale out of lines requires some means of
diverting flow out of the process stream. A bypass valve
will achieve this, but another way is a washbox, as
shown in the figure. To divert flow, the operator moves
the hose from one side of the box to the other.
Such a washbox is used in flushing phosphoric-acid
lines, because it eliminates the need for a more-expen-
sive high-alloy valve and avoids the plugging that can
occur in the dead-end piping connected to the valve.
Thus it saves both capital and maintenance costs.
How to design it
The washbox design is not complex, but in fact boxes
are often oversized and thus cost more than they
should. Conversely, an undersized box can plug up and
require frequent cleaning.
The area of the wash box should be about 1 ft
2
for
each side of the baffle for every 75-125 gpm of flow.
Use 75 gpm for waterlike fluids, 125 gpm for viscous
fluids. With less area, spills are likely. With more, the
box is oversized.
The heights of the baffle and sidewall depend on the
flow and area. The splash height parameter (SHP) is
empirical, based on experience in flushing phosphoric-
acid lines with water:
SHP (in.) = 0 .18 Flow/Area (gpm/ ft
2
)
A baffle of height SHP will catch all but 1 % of the fluid
that splashes into the drain area, but in practice the
baffle should be taller to catch almost all of the fluid
and prevent valuable product from being contami-
nated or escaping down the wrong drain:
Baffle height = SHP + 6 in.
Sidewall height = SHP + 12 in.
If the two sides of the box are designed for different
flows, SHP should be based on the greater value.
*GulfDesign Div., Badger America Inc., P.O. Box 22317, Tampa, FL 33622.
111
T
Sidewall
height
~
1
I
I
I
I
I
I
I
Splash areas 1---
\
r-' \
'_..I Drain \
Flexible
hose
to waste \
Operator diverts flushing flow out of the process
A line normally carries 250-750 gpm of 29% P205
phosphoric acid. Once a week, the line is to be flushed
with 1,250 gpm of 1 % P205 pondwater. What size
washbox is needed for the operator to cleanly divert
flow from the process to a wastewater line?
The box should be sized for 1,250 gpm on one side
and 750 gpm on the other. Using 100 gpm/ft2 as an
area estimate, we find 12.5 ft
2
and 7.5 ft
2
as the recom-
mended areas for the two sides of the box.
SHP = 18 in. for 100 g p m / f t ~ of flow. Thus baffle
height should be 24 in. and sidewall height 30 in. (Of
course, these are minimum heights. If the construction
material is wider than these minima, use the material
as-is rather than cutting it down.)
Such a box will have overall dimensions of 4 x 5 X
212 ft, and will require a total of 93 ft2 of plate, includ-
ing the lid, to build. With rubber-lined steel construc-
tion, a box of this should cost less than $3,000. Two
6-in. 20 valves cost about $4,500.
Atomizer
M. S. Ilangovan, R. Natarajan and
G. R. Balasubramanian*
Flowmeter
..... Compressed air (2 kg/cm
2
)
Alarm
indicator
Aerosol generator
Compressed
air .... .r-"'""----l"'"""'P!
Filter
D Smoke detectors are used as early-warning devices
in a variety of industrial environments, where they are
vitally important though not always required by stat-
ute. There are several types, but for any detector the key
measures of its value are sensitivity and response time.
This article provides a simple but accurate method for
evaluating performance quantitatively. Setup is not dif-
ficult because an aerosol (liquid droplets in air) is used
to simulate smoke.
test
The figure shows how to arrange the needed equip-
ment. The aerosol generator uses a controlled flow of air
*Reprocessing Development Laboratory, Reactor Research Centre Kalpak-
kam-603 102, India. '
112
to atomize a solution of dioctylpthalate
anol-about 50:50 by weight. DOP is because
low vapor pressure; ethanol thins the DOP, but
rates upon atomization and does not affect the
The aerosol mixes with the main air flow at an
tor, reducing liquid concentration to the level
tested (5-15 mg/m
3
for our smoke detectors).
the ejector's suction reduces the pressure needed to at-
omize the DOP solution.
Once the equipment is set up, the following test pro-
cedure is followed:
1. The detector is placed in the test chamber, with
the electrical leads brought outside so that the alarm
signal can be observed.
2. With no filter paper in the filter, air is admitted to
the aerosol generator and ejector. Air flow to the aerosol
generator is gradually increased until the detector re-
sponds. This flow is maintained, and response observed,
for 20-30 min to ensure steady-state conditions.
3. Since the objective is to find the sensitivity, air
flow to the aerosol generator is reduced or increased in
small steps to find the minimum flow that causes a re-
sponse. Again, a time of at least 20-30 min is needed to
ensure steady-state conditions.
4. After the minimum air flow that causes an alarm
is found, preweighed absolute filter paper (99.99% effi-
ciency for 0.3-P.ffi particles) is inserted in the filter unit
and allowed to collect aerosol for a measured period of
time. The paper is then weighed to find the mass flow-
rate ofDOP aerosol (mg/h).
5. The flowmeter measurements give the air volu-
metric flowrate (m
3
/h), from which the DOP-aerosol
density (mg/m
3
) can be found. This is the sensitivity of
the detector.
Note that the ethanol does not collect on the filter
paper because it has evaporated. Also, the detector will
not work when the filter paper is in place.
This test works for both ionization-type and
electric smoke detectors. While the result is """7",,,,1,,,_
ity, the test also shows response time: is the time it
takes for the detector to show an alarm condition after
the aerosol density is increased beyond the detector's
minimum sensitivity. Another way to use this test
proach is to install two or more detectors in
compare their response.
w.
o Industrial flotation tests recovery-vs.-time data
that are useful for process analysis when analyzed
wisely. This graphical method presents the data in such
a way that ore properties can be estimated, process re-
sults predicted, and changes in processing variables
evaluated.
Almost all flotation-rate processes (such as dispersed-
air flotation, which is described in the box) follow this
empirical rate equation:
dR
dt
Or in an integral form:
In 1 = KIn t + C
- R)
where R is the fraction of material recovered at time t,
Roo is an unknown asymptote equivalent to the maxi-
mum obtainable recovery of the floatable mineral, and
K and C are constants. The value Roo is a unique prop-
erty of an ore, independent of particle-size distribution,
flotation and other process factors.
One way to find is by trial-and-error plotting of
l/(Roo - R) vs. t on a log-log grid: The correct value of
Roo results in a straight line, while any other value re-
sults in a curved line. 1 shows a typical plot of
flotation recovery, for a western U.S. porphyry copper
*Ph.D., Senior Scientist, Kennecott Minerals Co., 1515 Mineral Square, Salt
Lake City, UT 84147.
Dispersed-air flotation uses a vessel like the one shown
here to separate two solids. air bubbles
are and are con-
tacted with a solid feed in the vessel. Materials that have
an affinity for air bubbles attach to them and rise to the
surface, where are collected. Other materials are
wetted by water and sink to the bottom.
Such cells are used to concentrate copper,
zinc, lead, phosphate and other ores.
100
50
40
30
20
- I ~
10
5
4
3
2
Western porphyry copper ore
Rx 0.955 ~ -
Correct estimate
of Roc yields
a straight line 1
0.3 0.5 2 3 4 5 1 0 20 50 1 00
t, min
100
Rx = 0.975 for this western U.S.
0-
0
50
porphyry copper ore
x
40 20% over 100 mesh - --
95 Q::
30
28% over 100 mesh -.-
'-
Cl.)
20
a.
36% over 100 mesh
a.
_I: 10
90
0
U
"I-
85
0
~
0:: 5
80
Cl.)
75
>
4
0
70
u
3
65
e
.....
2
c:
Cl.)
2
Cl.)
a..
0.3 2 345 10 50
t, min
Effluent
Impeller----
ore. In this case, the value = 0.975
line; other values yield curved lines.
Once the maximum recovery is its value can
be used to the results of other flotation tests for the
same ore. 2 shows such a graph for a of
three different in which Roo 0.975 was used for
all the lines. that percent X
shown on one side of the
the information. This is
for the
The 2
s.
Desuperheater-condensers are widely used for heat
transfer in the chemical-process and power industries.
Fig. 1 shows a horizontal in-shell design, which might
be used as: a high-pressure feed heater; an inter- or
after-condenser in a steam-jet ejector system; a gas
cooler in a compressor train.
Conventional design practice splits the heat load, and
sizes the and condensing zones sepa-
This assumes the superheated vapor cools
down as if it were a dry gas, which is true only when the
tube wall (T w) in the zone
the vapor's saturation temperature
When Tw is less than T
sat
'
vapor condenses directly, in the same way as saturated
vapor. Because the heat flux in condensation is much
than in this situation rprllllrpc
We now have two appr,oa,cn<:;s
heater-condenser: When
heat load as a
vapor
ergy balance for the aeS'U1Jtqrnerzt;tnp
temperature.
conventional
*Ph.D., EDC Ex(:hangers), Bharat Heavy Electricals Ltd., Ram-
achandrapuram, Hy(jeniba,d-500 India.
example: Obtaining an 85% recovery of copper from
ore ground to 20% over 100 mesh requires 5.2 min flota-
tion time. Getting the same recovery requires 9 min if
the ore is ground to 36% over 100 mesh.
The graph also shows how recovery for a given flota-
tion time changes as the of the ore changes.
For example: With 11 min of flotation, ore ground to
20% over 100 mesh would give a 90% recovery. An in-
crease in coarseness to 36% over 100 mesh would cut
recovery to 86.2%.
This method applies here to dispersed-air flotation,
which is described in the box. But of course it can also
be applied to other processes with the same type of rate
equation.
Superheated
vapor (TT)
Desuperheating Condensing
Inlet cooling
medium
Condensed
liquid
Horizontal in-shell desuperheater- condenser 1
One can estimate the heat-transfer coefficients by
conventional meanst, then find T w at the hot end of the
unit by substituting Tl and t2 into the equation above.
This Tw estimate determines how to handle the de-
superheating load: as desuperheating vapor if Tw >
T
SAT
' and as condensing vapor if Tw < T
SAT
'
Here is an example taken from our referencet that we
will compare with the new method: Suppose that
27,958 Ib/h of isobutane with a small amount of n-
butane exits from a reactor at 200F and 85 psig. This
becomes saturated at 130F, and condenses com-
at 125 F. The gas is to be cooled and condensed
a horizontal counterflow exchanger like the one in
1, using well water at 65 of with a design outlet
of 100F. How much heat-transfer area is
The reference solves the
in conventional way, splitting the heat
into two zones. The condensing zone is found to
"''''''-''''H'"," 523 ft2, and the desuperheating zone 323 ft2, for
a total area of 846 ft
2
. Important data for the desuper-
heatng zone are shown in Fig. 2: heat load, heat-transfer
coefficients, and temperatures.
condensation at the hot end. Using the
energy-balance equation, and the data of Fig. 2, we can
tFrom "Process Heat Transfer" by D. Q Kern, pp.285-287. Copyright
1950 McGraw-Hill Book Co. Used with permission of McGraw-Hill Book Co.
Conventional approach
considers desuperheating
separately
Heat load = 860,000 Btu/h
hd == 45.2 Btu/h-ft
2
_OF
U
d
42.3 Btu/h-ff _oF
Vapor
......... 130F
Cooling water
100F ____ _
Result: required
area is 323 ft
2
Checking wall temperature
saves heat-transfer area
Heat load == 860,000 Btu/h
Estimated T
w
==106.4F
U
c
158 Btu/h-ft2-0F
LMTD
Cooling water
Result: required
area is 165 ft
2
wall temperature
calculate
unit:
The total heat-transfer
523 + 165 = 688 ft
2
. the COfivelltIo,nal JuvLHVU.,
that can handle high-viscosity liq-
with triangular weirs shown in
with water, the trough can be installed
But it must be pitched downward when
used to high-viscosity liquids. An example
describes a typical application, and shows how to set the
to even flow over the weirs:
Exarrtpl1e: In a process that formed pellets by freezing
an organic liquid on a chill-roll, the liquid flowed onto
the roll through a perforated steel plate. Because the
liquid was very viscous-940 cP at the process tempera-
ture-the flow from the header was concentrated at the
center of the with no liquid reaching the ends.
*12 Chris Ave., Hillsdale, NJ 07642.
Insulation
Section of V-trough with
triangular weirs
Support leg'
1
End view
____ ......r'L. ___ Inlet header
Insulation
V-trough--
To solve the problem, we built two V -troughs with
triangular weirs, each almost as wide as the header and
half the length of the perforated plate. Before installing
them as shown in 2-3, we tested the pitch,
fluid with a viscosity near 940 cP at room
ture-95% glycerin in water-because the process
was too hot to work with. The test method:
1. Set up one of the V-troughs over a laboratory sink.
2. While varying the pitch, pour liquid into the
end of the trough and observe the flow over the
3. When the streams of liquid flowing over the weirs
appear about equal in size, weigh timed grab SalnplleS
from several of the weirs.
4. Adjust the pitch until the flowrates are
along the length of the trough.
In this case, a pitch of % in. per foot gave even
over each weir. After drilling several small drain-holes
in the bottom of each trough, to the
shutdown, we installed the troughs a pitch
per foot. The trough was bolted.to the
rated plate in to fix its position along the
line of the header. Several small weep holes
the bottom of the
when the unit is shut down. have
tion problems since the installation.
we had
the of
used a solution. Silicone fluids
blended with each other or with a solvent to obtain
desired viscosity.
II
I I
I
or will give
answers to questions about the scatter of data,
means, and when to discard a data point.
PHILIP F. JACKISCH. Ethyl Corp.
It costs money to gather data in an industrial environ-
ment. Also, once equipment and people are available for
taking measurements, it is important to make the mea-
surements contiguously. Under such circumstances, the
faster incoming data can be analyzed, the less likelihood
of making the expensive mistake of gathering too little or
too much data.
Three of the most common questions asked about sets
of data are: (1) how much scatter is there in each set of
data, (2) is there a significant difference between the av-
erages of two sets of data, and (3) are some of the data
points so far removed from the rest that they can or
should be discarded? When less than 20 data points are
involved, such questions can easily be answered by using
nomographs (Figs. I, 2, 3). Such shortcuts are possible
because for samples below size 20, measures of disper-
sion based on range (the difference between the highest
and lowest value) are almost as efficient as more rigorous
methods.
l
Sample size
N
2
3
4
I
Unbiased estimate Range
of the R
standard deviation
10
10
9
9
8
8
7
7
6
5
_ 6
4
f
3
r
2
4
To illustrate the use of these nomographs, three sets of
synthetic data are presented (see Table). These were gen-
erated by assuming true values of some variable and
adding random deviates from a table of random de-
viates.
2
5
--------
---------
The nomograph in 1 is used to estimate standard
deviations: connect the value of the range on the right-
hand scale with the value representing the number of
on the left-hand scale, with a edge.
Estimate of standard deviation is read from the middle
scale. Numbers on the nomograph scales, like the num-
on a slide can stand for any multiple of the ac-
numbers. As shown in the Table, the nomographic
estimate is close to the estimate from the usual calcu-
lation using squares of the deviations.
The nomograph in 2 is employed to detect signifi-
cant differences between means. straight edge is used
6
8
10
12
16
20
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
standard deviation from range of data-Fig. 1
3
2
1.5
Sum of ranges
(R 1 + R
2
)
2
3
4
5
6
7
8
9
10
11
12
14
16
18
20
30
40
50
60
70
80
90
100
110
120
140
160
180
200
95% confidence
level
(2-tailed test)
Sample size
Nl = N2
Means are shown
to be different
2
3
4
5
6
8
1
12
16
20
90% confidence
level
(2-tailed test)
Means are not shown
to be different
DETERMINING difference between means (t-test): align difference-scale value with range scale-Fig. 2
Difference
between means
(X
1
-X
2
)
100
90
80
70
60
50
40
30
20
10
9
8
7
4
3
2
Outlier ....... nearest neighbor
or
Range of sample
Use when standard
deviation (range)
known from 10
prior measurements
Sample size
Retain
suspected value
12
8
6
5
4
3
7
6
5
4
3
Reject suspected
value (at 95%
confidence level)
Use when standard
deviation unknown
from prior
measurements
data that should be discarded from the sample: chart is useful for small samples-Fig. 3
Range of sample
or
Range of 10 prior
measurements
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
Data Set 1 Data Set 2 Data Set 3
15.1 16.3 13.7
14.0 15.7 14.5
12.0 16.1 14.7
13.4 13.2 13.7
14.2 15.6 14.2
14.2
12.9
13.8
13.7
15.2
Mean 13.74 15.38 14.06
Range 3.1 3.1 2.3
Standard deviation 1.15 1.25 0.64
(estimated from
squares of deviations)
Standard deviation 1.3 1.3 0.75
(estimated from
nomograph)
Significance level of
93.6% 98.4%
difference between
mea ns (usual t test)
Significance level of 90-95% >95%
difference between
means (by nomograph)
Difference between 1.4 2.4 0.8
suspected outlier and
its nearest neighbor
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
to align the value of the difference between the means on
the right-hand scale with the value of the sum of the
ranges on the left-hand scale. The center scale shows
sample size. Two confidence levels are represented on
two sides of the center scale. If the straight edge crosses
the center scale above the number representing the
sample size, the means are significantly different (at the
indicated confidence level).
The Table shows comparisons between the nomogra-
phic estimate and an estimate of significance level by a
more rigorous procedure,3 involving hyperbolic inter-
polation from a table. The Fig. 2 nomograph is useful in
two ways. First, it indicates when there is a "close call"
and a more rigorous calculation is worthwhile. This
points out a basic value of the nomographs: they are not
intended as a substitute for the rigorous methods. Sec-
ond, it the minimum number of points necessary
to reach a significance level (assuming the same
range), and is useful in planning experiments.
When there are a different number of data points in
each set, but the difference is not too great, an approx-
imation can be made by splitting the difference, and
rounding down from numbers. As shown in the
Table, there are 5 points in data set 2 and 10 points in
data set 3. In using the nomograph, the average value of
7
1
h is rounded down to 7.
Throw Out
One problem often encountered with small sets of data
is the presence of one or more values that seem too far
removed from the other values. Such outliers tempt the
experimenter to discard them, but statisticians often cau-
tion against indiscriminate throwing away of data. On
the other hand, hate to see data that
makes them or their method look bad. Statistics cannot
tell the experimenter when he is correct in throwing out
points; all it can do is show him how to do it consistently,
if he makes the decision to do it at all.
The nomograph shown in 3 includes two different
cases: one where no independent estimate of the range
(or standard deviation) is available, and one where the
range of 10 prior data points is known. All of the scales
are split into a right-hand side, to be used when no inde-
pendent estimate of dispersion is available, and a left-
hand side, to be used when an estimate from 10 prior
data points is available.
In the first case, a straight edge is used to align the
value of the sample range on the right-hand scale with
the value of the difference between the suspected outlier
and its nearest neighbor on the left-hand scale. If the
straight edge crosses the center scale below the value of
the sample size, the outlier is rejected, according to the
Dixon criterion.
In the second case a straight edge is used to align the
value of the range of exactly 10 prior data points on the
right-hand scale with the value of the range of the cur-
rent sample on the left-hand scale. If the straight edge
crosses the left-hand side of the center scale below the
value of the sample size, the outlier is rejected, according
to the Nair criterion.
A limited number of sample sizes is covered in this
nomograph since the calculation procedure for the
Dixon criterion shifts several times for sample sizes
above 7-including all possibilities would make the
nomograph hopelessly complex. And it is the smaller
sample sizes where the rejection of outliers is crucial.
Those interested in constructing their own nomo-
graphs for some special situation will find it fairly simple
to lay them out using log-graph paper as a guide to con-
struct the scales. The nomograph of Fig. 1 is based on the
values found in Dixon and Massey in Table A-8b.
1
The
nomograph in 2 is based on values found in Bauer in
Table IV.4 The nomograph in Fig. 3 is based on values
and methods given in N atrella in Chapter 17.5 II
I. Dixon, W. 1. and "Introduction to Statistical
Analysis," 3rd ed., York, 1969, p. 486.
2. Ibid., pp. 451-460.
3. Ibid., p. 116
4. Bauer, E. "A Statistical Manual for Chemists," 2nd ed., Aca-
demic Press, York, 1971, pr' 168-170.
5. Natrella, M. G., "Experimenta Statistics," National Bureau of
Standards Handbook 91, U.S. Gov. Printing Office, Washington,
1963, Chap. 17.
Philip Jackillch is a research chemist at Ethyl Corp.'s Research Labs, Detroit,
Mich. 48220. He IS currently working on product development of gasoline and oil
and has been Involved with laboratory, pilot plant, and plant-produc-
tion problems. He holds a B.S. in chemistry from the U. of Willconsin, and a Ph.D.
from the U. of Michigan
1.0
I I I I I I
V
L
i-
t
t -
--i--
I--
V
Rc /
t
t
V
- dl/.. -
/
i-
t t V
0.8
0.6
/
/
V
--
V
I
/
0.4
V
I
I
/ :
V
--
! I I
/
- 1
II
0.2
0.2 0.4 0.6 0.8 1.0
dv/V
0.6 f---+--+----1I----+-+--,jF--+-+----1--j
0.4 --+--1-
Legend, D.E.A.
----1.0
----100
--- ------1.0
-5.0
-'-'-1.50
---2.5
-'-'-2.0
Dished Head Tank - Fig. 3
o L---I.._..i..---J.-.,......-I-_'---_ . _-'------J._-'------'
o 0.2' 0.4 0.6 0.8 1.0
dv/V
dV/V
1.0.....--..,..--.--......---.---,--.---......--.-----
0.8
0.6
0.4
0.2 0.4 0.6 0.8 1.0
dv/V
GEORGE KOWAL, Gilbert Associates, Inc.
Horizontal tanks are common in the process industries,
and it is well known that the linear height of liquid in
their gage or sight glasses does not reflect the actual
volumes of contained liquid, While the calculations for
liquid-height vs. volume in these tanks is not terribly
complex, these calculations can be tedious.
The charts (Fig. 1, 2, 3 and 4) permit one to determine
these relations for horizontal tanks with flat, hemispheri-
cal, dished and elliptical heads, respectively, no matter
what their dimensions. knowing the parameters Hand
V, one can obtain the desired ratio hi H, dVIV from the
applicable curve and solve for the volume, dV, at a given
height, h, or vice versa. comparison of volumes deter-
mined by these charts with the actual volumes of manu-
factured tanks show an error of less than 2%. This error
results from reinforcements, out-of-roundness, etc.
Derivation: We have from the mensuration formula
for the area of the segment of a circle that,
(
R - h)
As = R2 COS-l -R- (R - h) (1)
where:
As = the area of the segment
R the radius
h the height of the segment
Since = dVIVfor fiat-headed tanks, this formula
can be used for fiat-headed tanks to plot hi H versus
dVIV, where H is the tank diameter (Fig. 1).
This relation must be corrected for the volume in the
heads, when the heads are shaped. Thus for two hemi-
spherical heads, the volume to level h is given by the
mensuration formula for the volume of a spherical seg-
ment, as:
7Th
2
Vhc = -(3R - h)
3
(2)
This formula can thus be used with Eq. 1 to give the
relation of hi H to dVIV (Fig. 2).
Similarly for two elliptical heads the volume to level
h is given by the formula of an ellipsoidal segment, as:
7Tb
vhe = 7Taby'h(2a - h) - - {h(2a h) y'h(2a - h)}
3a
b(a - h)
-2 Yh(2a - h) ya
2
- h(2a - h)
a
-(2ba(a - h) sin-
1
(.;; Yh(2a - h) )
Where a is the vertical distance from the axis to the
surface of the segment, and b is the horizontal distance
parallel to the axis from the fa,ce to the surface of the
segment.
This formula can be used with Eq. 1 to give the relation
of hlH to dVIV in 3.
Assuming dished heads with a dish radius of ,the
volume to level h contained by two heads is given
the formula.
v
h
d 2; [Re3 - B3] + 7T[ReA2 - BC2]
where:
+ A {Rc
2
[sin-
1
(B/Re) ~ ] + BD}
- ~ {f [3Rl R/] Rc [2Rd
2
+ C2] B sin-
1
(A/C)
A (R D \
+ - [4R/ - Re
2
] sin-
1
(D/ Rc) + 2Rd3 sin-1 _d_)
2 ~ C
+ %ABD}
A = YRi- Rc
2
B = (Re - h)
C Y-::CR--;d2;-_----c(-=R:-e -_-h:-:")'"""2
D= YRr2-CRr-h)2
And again, this formula can be used with Eq. 1 to give
the relation of hi H to dV I V for dished heads, as shown
in Fig. 4 .
Ql
:::J
.....
2
"C
~
:;:
ch
(1J
.=:
3
i
>-
.0
4
*'
c
Ql
C'l
0
5
-0
>-
..c
ro
15
6
I-
7
8
BILL SISSONS, Nipak, Inc.
The weight of flue gas per lb. of fuel burned is widely
used in combustion calculations. The weight of dry flue
gas may be calculated with the following formula:
G d = --=----=------=- X C
where: CO
2
, 02' CO and are percentages by volume
the flue gas C is the lb. of carbon
burned per lb. of fuel, and G
d
is weight of dry gas.
The quantity of wet gas may be calculated by adding
to the weight of water equivalent to the total hydrogen
in the as-fired fuel:
G
w
G
d
+ O.09H
is lb. of wet gas per lb. of fuel, and is the
hv(im,Peln. wt. % in the as-fired fuel.
Example: An ultimate analysis of a coal, and the com-
bustible remaining in the residue, shows that 0.76 lb.
carbon was burned per lb. of coal, or 76% of the fuel
weight. The Orsat analysis of the flue gas gives: 11.5%
CO
2
, 3.0% O
2
, and 0.5% CO. What is the weight of dry
flue gas? If the total hydrogen in the as-fired fuel is 6%,
what is the weight of the wet flue gas?
Connect a line from 1.5% scale
to 3.0% on the 02 scale and mark its intersection with
the reference line. Connect a line from this mark
to 12% on the (C0
2
+ scale and mark where this
crosses the pivot line. Connect the on the line
with 76% on the Cscale, extend this to the and
read 15.8 lb. of flue gas lb. of fuel. Connect this
reading on the scale the
16.34 lb. gas per lb.
ERNEST A. KEMPER. P.E., Adolph Coors Co.
Center-filled rectangular bins provide the maximum
capacity when storing bulk materials. However, in order
to arrive at the best layout for such bins, one should know
the volume represented in the partial cone of restitution
that forms above the top level of material.
This volume is not easily found in tables, so a formula
has been developed:
vn = F(S)a
3
Tan e
where: a is one-half the length of one bin side and ;5:b,
which is half the other bin side; e is the angle of restitution
(repose) formed by the granular material; and F(S) is
I f
a
*
a shape function dependent on the ratio of the bin sides,
alb, (see figure) and can be calculated from the
2
F(S) ="3
4 cot a a
- In cot - - cot
3
a In
sin a 2
A FORTRAN IV program was written by Doug Mont-
Degrees of Angles, a: Value of Function, FrS)
10 64.137573
11 52.804474
12 44.193985
13 37.500839
14 32.196671
15 27.923203
16 24.430664
17 21.540421
18 19.122147
19 17.078903
20 15.337391
21 13.841321
22 12.546913
23 11.419762
24 10.432425
25 9.562865
26 8.793217
27 8.108854
28 7.497730
29 6.949833
30 6.456795
31 6.011588
32 5.608258
33 5.241750
34 4.907730
35 4.602489
36 4.322819
37 4.065945
38 3.829450
39 3.611226
40 3.409425
41 3.222423
42 3.048783
43 2.887239
44
45
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
97
alb
a e 50
0.466 0.488
48
0.509
D 45
0.554
0.532
43
0.577
37
40
0.601
0.625
36
0.649
35
0.675 32
0.700
0.726 30
0.753
0.781
28
0.809
0.839
25
0.869
0.900 22
A 20
19
1.04
1.07
1.11
17
1.19
1.28Q8
15
Sample problem:
1.38
'-....../
Square bin, 8 ft. on side: a = 4 ft.
1.48 />' "- Cone angles = 45
1.60
1.73
alb 1.0 align with a 4.0
Mark index
Align index with e 45, read Vn 165 cu. ft.
1.0
Partial Cone of Restituiton Volume Nomograph Fig. 2
gomery to evaluate F(S) from ex = 10 to ex = 45
0
in 1
0
increments. The resulting values are shown in the table.
To calculate the partial cone volume, the angle is
determined from alb = Tan ex; F(S) is found from the
table and substituted into the formula.
Also, a nomograph has been designed to allow quick
estimates (see figure). The alb scale is aligned with the
a scale to determine a point on reference scale 1. This
point is then aligned with the f) scale and the answer read
at the Vn scale .
...
<'Ii
:;
'0
36 Centrifugal Compressor Horsepower --I---l---I---I--+--l---I!-I--A-.f-A
I I
34 t----II---t--""'d---+--+---t Based on
BHP
32
Where BHP = brake horsepower
30 T
j
= inlet temperature, of.
Zs = average compressibility
R = compression ratio
e
.! 261---+--+-----+--I----I---+lI.-
I..
= gas constant
= flow,lh.
S
24
22 1----+--1---
o
,-'
o
0.1
A
O. W. BOYD. Occidental of Libya. Inc.
This one graph quickly determines high-rate centrif-
ugal horsepower requirements for natural-hydrocarbon-
gas compression.
The initial data for such gases normally specifies gas
rates in millions of std. cu. ft. per day (MM cu.ft./day),
molecular weight, inlet temperature, available suction
pressure, and the desired discharge pressures. Reading
horsepower directly from these values eliminates conver-
sion to mass flow and the multiple graphs usually neces-
sary for horsepower determinations.
Built-in heat capacity (k) values vary with molecular
weight changes in accordance with the 150 F. average
parameter from the NGPSA * Engineering Book. Rela-
tively wide ranges for each variable ensures coverage for
many types of gas conditions. A compression efficiency
factor of 0.73 is built into the graph.
If the compressibility factor is not known, its value may
be estimated from the table.
Example: A gas with a molecular wt. = 21 is avail-
Natural Gas Processors Suppliers Assn.
1111111 1111 1111111111 11111111 1111 1111 11111111 II IIl1nll 1111111111111111111111 1111111111111111 1111 111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
Compressibility z,
at Average Psi.
0-500 500-1,000
16-23 0.96 0.92 0.85 0.83
23-29 0.93 0.86 0.75 0.73
29-40 0.85 0.55* 0.45* 0.60*
Factors in this region are subject to wide fluctuation and should be cal-
culated.
1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII1II1I1I1I1I1I1I1I1I1I11I1IIIIilllllllllllil
able at 120 F. and 1,000 psia. It is desired to com-
press 60 MMcu.ft./day to 3,500 psia. What is the brake
horsepower required? The compression ratio, R, is
3,500/1,000 = 3.5; the compressibility factor, z, is esti-
mated from the table as 0.85. Reading from the chart,
the required gas horsepower is 5,000. Add 1% to cOIn pen-
sate for mechanical-efficiency losses, and get a of
5,050 .
ANASTAS LAZARIDIS, Day & Zimmerman, Inc.
Many chemical engineering calculations require
knowledge of the water carried by-or removed from-a
stream of air. Conventionally, this water is identified as
the specific humidity, w, which is the relative amount of
water vapor per unit mass of dry air and is eXt)ressed
in terms of vapor pressure as:
w = 0.622 Pw/(p( - P
w
)
where P
w
is the vapor pressure of water at the indicated
temperature and P
t
is the total pressure.
Two families of curves (Fig. 1 and 2) were prepared
from this equation showing the maximum moisture con-
tent of air as a function of pressure and temperature,
for 1-3,000 psia. and -100 to +350F. These facilitate
for design calculations.
Example: Air is compressed from atmospheric condi-
tions (71.5 F. dew point at 14.7 psia.) to 71 psia. and
100 F. How much water is condensed? From Fig. 1, the
moisture content at 14.7 psia. and 71.5 F. is 1.7 X 10-
2
1 0 - 6 ~ ~ ~ ~ ~ ~ ~ L L A - __ ~ __ __ ~ __ ~
-100 -80 -60 -40 -20 0 20 40 60
Dew-point temperature, 0 F.
lb. of water per lb. of dry air. From Fig. 2, the moisture
content at 71 psia. and 100 F, is 8.5 X 10-
3
lb./lb. The
difference is 0.85 X 10-
2
lb. of water per lb, of dry air, and
is the amount of moisture condensed in the process.
...
10-
1
'(6
>-
.t;
.ci
:::::.
:
r:;'
0
',j:;
('II
a
10-
2
~
..,
('II
;>.
..,
:.0
'f
:::J
.c.
()
:;::
'(3
<I)
Cl.
en 10-
3
Pressure, psia.
Durand*
o Certain high-molecular-weight polymers reduce a
liquid's friction factor when added at very low levels.
This effect, known as Toms' phenomenon, t is becoming
more important because the value of the pumping en-
ergy it can save is increasing.
The figure shows percent friction reduction vs. poly-
mer concentration for water with water-soluble poly-
ethylene oxide resin, (OCH
2
CH
2
)x, added. This resin
has a molecular weight above 500,000, and is made up
of long-chain molecules. The friction reduction is less
than that mentioned in the literature,:I: but is enough to
warrant consideration.
The figure also shows Darcy friction factor (f) vs.
Reynolds number (Re) for various levels of polymer
added to water. One can see thatfis almost independ-
*Instituto Mexicano del Petr6leo, Av. Cien Metros No. 152, Apartado Postal
14-805, Mexico 14, D.F., Mexico.
t After B. A. Toms of The Netherlands, who investigated it in the 1940s.
60
Friction reduction for water in turbulent flow
c:
50
0
'';::;
u
:::J
"0
40
~
c:
0
'';::;
30
u
+-'
c:
OJ
~ 20
OJ
Cl..
10
Polymer concentration, ppm
101
ent of Re, but depends strongly on the flow-behavior
index (n).
This index describes the fluid's non-Newtonian flow
behavior, and is therefore an indicator of the polymer's
effect. It is defined by the power-law equation:
Tw = K(8v/D)n
where T w is the wall shear stress, K is the consistency
index (p/ gc for a Newtonian fluid), v is the bulk-mean
fluid velocity and D is the inside pipe dia. The value of
n is 1 for a Newtonian fluid such as water; it is less than
1 for a shear-thinning fluid.
Using a polymer additive to cut friction factor pays
off when the energy-cost saving is greater than the cost
of the polymer. One good application is in closed-cir-
cuit cooling systems, where polymer addition is mini-
mal and the presence of polymer is not a problem.
tpatterson, et at., Drag Reduction by Polymer Solutions, Soap Solutions and
Solid Particle Suspensions in Pipe Flow, I. & E.G., 61, No.1, Jan. 1969, pp.
22-30.
Friction factor for water in turbulent flow
n = 1.0 (no polymer)
0.05 -
B
u
-
~
c:
0
'';:::;
u
0.04
E
n = 0.85 (25 ppm polymer)
>-
~
C1J
-
0
n = 0.75 (50 ppm polymer)
0.03
n 0.71 (100 ppm polymer)
I I I
1()4 10
5
10
6
10
7
Reynolds number (Re)
* Also for changes in the concentration when these effects are significant.
1n (K) = a
Tt
but it usually gives results suit-
aPlOW;a!llOn as well.
form of the regression equation is:
+ a Ts T2 + a Ts + apt [In P] + ap2 ( ~ 2 ) + apa ( ~ )
+ a p (In P)2 + ap5 (In P)3 + a
p5
(P)
where P is pressre, psia.; and T is temperature, oR.
stenwise multiple linear regression technique imple-
a new statistical programming system
1
"Yas
used to determine the coefficients in this equation. Data
were entered into this digital computer program. A value
of 0.00 i-representing the proportion of the sum of-
1IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIillllllllllllllllllllllllllllllllllllllllil11111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
Values of the Used
s1'3 ST.
B
Ts
B
Ts
Methane
Ethylene 600076.875 0 0 0 0 7.90595
0 0 0 0 7.90699
0 0 0 0 7.71725
- 4630.24609 0 0.00409 0 15.32456
0 0 0 0 7.15059
402.79321 0 0 0 6.83885
0 0 0 0 7.72668
0 0 0.00014 0 7.66712
0 0 0 0 7.32168
n-Butane -1280557.0 0 0 0 0 7.94986
0 19.65479 0 109.11067
0 0 0 7.44621
0 0 7.58071
-6.1 0 58.70558
0 0 0 7.18972
0 0 7.33129
0 8.32880
0 6.95724
0 6.96783
- 0.0000233488 15.52781
0 6.67291
0 0 6.52914
0 0 0 6.29305
0 0 0 12.48457
0 0 9.92379
0 0 0 0 5.69313
- 9760.45703 0 0 0 13.80354
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
Values of the Used
Bn
-1.36607 -2.22168 0 0 3.45273 225
Is -1.86662 0 1.23998 0 1.57230 173
Ib -2.2935 0 0 -0.97288 2.63478 52
II -1.84423 0 0 0 2.06556
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111 111111 II 11111111111 1111 11111 1I!l11I1I1I1II11I1I1I1I 1 11111111111 111111 1111 11111111 1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
squares of the residuals reduced by a particular form of
the equation-was used to limit the number of coeffi-
cients in the correlation.
A preliminary statistical analysis was performed on the
resulting correlation equation to check on the accuracy
of the approximation. A mean-percent absolute error was
computed for K-values greater than 0.01. Accumulative
percentages showing the fraction of the estimated
K-values lying within 5% and 10% of the correct values
were also tabulated, and these are designated in the
tables as %-5 and %-10, respectively.
'It should be noted' that when many of the K-values
of
errors may be rather a high mean
indicative of the true accuracy of the correla-
as applied to the solution of real problems.
The first correlation the value of K for 14 light
hydrocarbons. Data were taken from DePriester's nomo-
graphs.
2
Values of the regression coefficients are shown
in Table 1. It was found that smaller errors resulted when
the data were in two sections-one containing
values of K greater than 1, and the other containing
K-values less than 1. These results are given in the rows
subscribed a and b, respectively. These correlations are
1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111"1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
for Table I
Number of
BpI Bp2 Bp3 BP4 Bp5
%-10 Data Valu
-0.89510 59.8465 0 0 0 1.66 96.3 100 135
-0.84677 0 0 0 2.65 88.1 97.8 135
-0.88600 49.02654 0 0 0 1.95 94.1 100 135
-0.87871 47.67624 0 0 0 1.90 93.3 100 135
-0.88084 48.14787 0 0 0 1.34 96.0 100 126
-0:76984 0 6.90224 0 0 2.35 93.3 100 135
-0.77212 0 6.90804 0 0 2.08 96.7 100 122
-0.92213 0 0 0 0 2.52 88.1 100 135
-0.93307 0 0 0 0 96.1 100 102
-0.86415 0 0 0 0 1.73 100 100 33
-0.96455 0 0 0 0 3.61
-0.99838 0 0 0
-0.89063 0 0 0
-0.93159 0 0 0
-1.49632 0 0 0.06708
-0.87511 0 0 0
-0.89143 0 0 0
-1.17078 0 0 0
-0.83977 0 0 0
-0.84634 0 0 0
-1.23197 0 0
-0.80600 0 0
-0.79543 0 0 0
-0.76124 0 0 0
-0.73152 0 0 0
-0.72922 0 0 0
-0.67818 0 0 0
-0.71470 0 0 0
1111111111111111111111111111111111111111111111111111111111 II 1IIIIIIIIIil 111111111111 1111111111 II 111111 111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111II 1111 1111 I UIIIIIII 1111 11111 1111 1111 III 111111111111111111111 111111 111111 III III 111111111111111 1111111111 IIIIIIIUIIIIIIIII
valid for 460 < T < 760 R. and 14.7 < P < 120 psia.
For other compounds, data for the generalized ideal-
solution K-values were taken from Hougen, others.3 The
restrictions and assumptions concerning the use and de-
velopment of these K-values are given in this reference.
These data were correlated with the reduced temperature
and pressure in the general equation and for Zc 0.27.
The results of the are III
Table The ranges 0.90 < P
r
:s; 2.0
0.60 :s; :s; 0.90, 0.01:S; :s; 0.5 are denoted in
this table as and the range 0.60:S; Tr :s; 0.90,
0.5:S; :s; 2.0 is denoted as II. before, more-accurate
predictions were found'to result if the data were divided
into two sections containing values of K above and below
1.0. These cases are shown as rows subscribed with a and
b in Table II.
to correct the value of K given by the equation
Table II for substances having a value of Zc other
Kent S. Knaebel*
o In designing a sparger, the objective is to get uni-
form flow distribution along the length of the pipe.
Usually, the length and diameter of the pipe are given,
and the design focuses on the number and diameter of
the holes. The figure shows a typical situation.
Perry'sl offers a verbal rule-of-thumb for the design:
"The ratios of kinetic energy in the inlet stream to pres-
sure drop across the outlet hole and of friction loss in
the pipe to pressure drop' across the outlet hole should
be equal to or less than one-tenth." When this rule is
satisfied, the expected maldistribution in the flow is less
than 5%.
These constraints can be compactly restated:
V')/2
6.Po -
6.P ::;; 0.1
o
(1,2)
where the correction factor ex is about 1.05 for turbulent
flow. '
To convert (1) to a useful form, we first calculate 6.P
o
using a relationship for turbulent flow through a
sharp-edged orifice (with an ratio between 0.05
and 0.70)2:
V2[
;:::: 2.6
P
T
1
(3)
By continuity, we know that A V. Using this
1
h' d P P
re atlOns Ip an (3), we can convert (1) to an expression
for orifice diameter:
(4)
*Ohio State University, 140 W. 19th Ave., Columbus, OH 43210.
than 0.27, the
corrections.
3
may be used to make
IOD(zc-o.27)
K
O
.
27
where D was found to be correlated with Tr and inde-
pendent of P
r
in the follO\vmg form:
D 427.1181 1723.142 + 2922.283
-2659.991 T
r
3 1363.795 - 372.0939
I. Padgett, L. R., "Statistical Organizer
Computer Center, W.
2. McCabe. W. and C,
Engineering," !VH;Vl<lW-!
3. Hougen, O. A.,
Principles; Part II,"
Ao =
+ 42.09153
of Chemical
"Chemical Process
Chapter 22.
Ap = 7rDi
4
L
Sparger with eight
Since N is generally large, this reduces further to a sim-
ple constraint:
Area of one orifice
= Cross-sectional area of
= Diameter of each orifice
of
N = Number of orifices
across each orifice
caused by friction
Va of fluid leaving orifice
Vp inlet velocity of fluid entering pipe
p
(5)
To convert (2), we can estimate the friction loss in the
pipe as approximately one velocity head per 150 pipe
diameters
1
:
L V
2
j.p - __ p.2
p - 150D
p
2
(6)
Combining this with (2) and (3), we get the other con-
straint:
(7)
When the L/ Dp ratio is less than 150, (5) is the only
constraint that need be considered.
Example: Determine the design constraint for a 5-
120
110
100
90
80
70
60
50
40
30
10
J
\ Ape system friction losses
1\
V
7 1\
1\ / \
\
f/
I\;ump capacity curve
7 1\ \
/ \-
......
I " Corrected \
"
/\ pump
\
II
,curve
\.
o 10 20 30 40 50 60 70
Head, ft.
105
ft-long, 2-in.-dia. sparger used to distribute water at 50
gal/min. Solution: The Reynolds number for flow at
the inlet is over 5,000; thus, the flow is turbulent, and
we can use equations (5) and (7). Since L/ Dp = 30, (5)
is the appropriate constraint:
Do
If we want to drill 20 holes, then the maximum hole
diameter should be 0.32 in. In practice, half of the max-
imum diameter is recommended.
References
l. Perry, R. H., and Chilton, C. H., ed., "Chemical Engineers' Handbook," 5th
ed., McGraw-Hill, New York, 1973.
2. Denn, M. M., "Process Fluid Mechanics," Prentice-Hall, Englewood Cliffs,
N.j., 1980.
PREDICTING PUMP FLOWS FROM
SYSTEM CHARACTERISTICS
C. D. BAKER,
The Ontario-Minnesota Pulp and Paper Co., .Ltd.
It is often useful to be able to predict the flow in a
pumped line without actual measurement. It has
ously been shown that the pressure drop and flow char-
acteristics of a pipe line can be represented on a "square.
root" chart (Plant Notebook, Feb. 19, 1973). If the
pump characteristics are plotted on this same diagram
and corrected for the difference in inlet and discharge
elevation, the flow in the line can be estimated rather
accurately.
Example: A sump pump feeds waste water into 72 ft.
of 2-in. pipe with an open-end discharge. The discharge
is 25 ft. above the pump inlet. What is the flow rate?
At these low flows the nozzle pressure drop of the open
end of the pipe is negligible, and the total system pressure
drop can be represented by the pipe friction losses as
shown in the diagram. The pump characteristics (in many
cases a straight line) are plotted on the same diagram,
and corrected for the difference in elevation of inlet and
discharge. The intersection of the corrected characteristic
curve with the system-pressure-drop curve gives the
operating flow. The predicted flow is 62 gal./min. When
measured in the plant, the actual flow was 60 gal./min .
. ~ Dc
(1)'
a.
'0..
'0
u
-
0
(1)
N
. iii
"iii
c:
'E
0
z
C
I
100,000
50,000
Ac
1,000,000 30,000
20,000
i
~ '
D
t
10,000
....
Cl
250 c:
~
200
'0
150
u
(1)
4,000 :0 100
3,000
!!!
80
~
>
_60
<l:
50 i
-
40 ...
4
(1)
30
....
c:
3 1,000
(1)
E
20 . ~
"C
500
15 .::.!
c:
cu
10
I-
300
200 5
20
10 100
5
50
DESIGNING HEATING COILS FOR TANKS BY NOMOGRAPH
JULIO OTAZO, Ethyl Corp.
Engineers frequently use coils in the bottoms of storage
tanks. Fig. 1 shows one arrangement that is commonly
accepted as satisfactory. *
Designing such coils requires a tedious calculation for
total length. The individual straight lengths must be
calculated, then added, and to this sum is added the
length of the elbows. The nomograph (Fig. 2) summa-
rizes such calculations, and thus provides a quick design
for the coil arrangement of Fig. 1.
Perry. Robert H., others, eds., "Chemical Engineers' Handbook," 4th ed.,
McGraw-Hili, New York, 1963.
To use the nomogram, first connect the tank diameter,
D
t
, to the coil separation, C
s
' and read coil length, C
z
Then connect C
z
with the nominal pipe size for the coil,
Dc, and read the total outside surface area, Ac' Similarly,
if the required surface area is known, it is possible to
calculate the required length and separation for various
pipe sizes in a given tank.
The nomograph is based on the following machine
com pu tations:
1. The length of the ring (Fig. 1) was computed from
the tank diameter.
1111 1111 111111 1111 1111 111111 1111 1111 1111 111111111111111111 11111 IIIIIIIIIIIIIIIIIIIIIIIIIIIIIII"IIIUIIIIIIIIII 1111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111 II 11111111111111111111111111111111111111111 II 1111 1111 IIIIIIII!I 11111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111
106
C
s
30
25
_20. . ~
15
c:'
0
.;:
10
cu
~
cu
8
a.
(1)
II)
5
'0
U
4
3
2. Starting from a distance 3 in. off the ring, each
straight length of pipe was computed from the for-
mula for the length of a chord, with H in this for-
mula incremented by the coil separation:
L = 2 (R2 - (R - H)2)lh
where: L = chord length.
R = radius of the circumference.
H = perpendicular distance from the chord
to the circumference.
3. The length of the elbows connecting the straight
pipes was computed.
4. Straight lengths and elbows were added to give coil
length.
5. The outside area was computed.
6. The nomograph was assembled by trial and error,
until satisfactory results were obtained. Errors
should be less than 5%
Example: How much coil area is available to heat the
contents of a 60-ft.-dia. tank by means of a 1 %-in. pipe?
Coil spacing is desired at 20 in.
Connect C
s
to D
t
and read C
Z
' C o n ~ e c t C
z
to D
t
and
read Ac' Answer: 850 sq. ft. of coil. #
107
Estimating air and
flue-gas velocities
V. Ganapathy*
o When sizing ducting for air, or flue gases of oil or
coal, a good, quick estimate can be obtained from this
chart. The variables are:
T = temperature, of
W = gas rate, lb/h
A = area, ft
2
V = gas velocity, ft/min
*Bharat Heavy Electricals Ltd., Tiruchirapalli-620 014, India.
108
Density need not be included because the average
molecular weight of air is 29 and that of most flue gases
is about 30.
Example: What is the velocity of 500,000 lb/h of air
at 550F flowing through a 60 ft
2
duct? Find T = 550
and draw a vertical line to intersect W at 500,000. Now
move horizontally to intersect A at 60 and then go
vertically to the V scale and read 3,500 ft/min.
The Wand A scales have the same multiplication
factor, so in the example above if W = 5,000,000, A
would be 600 for the same-gas velocity of 3,500 ft/min.
Likewise, if W = 50,000, A would be 6.
Sizing drawoff nozzles
J. A. Kaferle,Jr. *
o Vessel drawoff nozzles in liquid
must be sized so that the minimum statIc head of hqUId
above the nozzle is greater than the pressure""loss at the
entrance to the drawoff pipe. Flashing of liquid at the
nozzle can cause unstable control conditions and pro-
duce undesirable pressure surges at the suction of cen-
trifugal pumps, resulting in cavitation. .
The diameter of drawoff nozzles may be estImated
from the accompanying chart if the liquid flowrate and
minimum available static head are known. The chart is
based on the following equations.
For flow through a nozzle,
v = 0.408 q/d
2
(1)
where: v = mean velocity of flow, ft/sec
q = flowrate, gpm
d = nozzle diameter, in
From Darcy's equation, the head loss due to a sudden
contraction is:
(2)
*Crawford and Russell, Stamford, Connecticut 06904
109
where: h = loss of static pressure head, ft of liquid
K = resistance coefficient, dimensionless
g = acceleration of gravity, 32.2 ft/sec
2
For a sharp-edged entrance, K = 0.50. Expressing
minimum design head aoove the drawoff :qozzle, hM' m
inches of liquid, and introducing a safety factor of four,
Eq. (2) becomes:
I.M = 0.373 v
2
(3)
The safety factor allows for uncertainty in the value
of the resistance coefficient, and for liquid level varia-
tions due to agitation, foam/emulsion formation, etc.t
Solving Eq. (1) and (3):
d = 0.5 [q/h
M
O.
5
]O.5 (4)
Example: Size the drawoff nozzle for a l?rocess vessel
where hM is 15 in. and q is 200 gpm. Readmg from the
chart, d = 3.6 in. For practical reasons, the next larger
size is chosen, which is a 4-in. nominal-size drawoff
nozzle.
t See Kern, Robert, Practical Piping Design Part 6, Chern. Eng., April 28,
1975, p. 124.
on
logarithntic coordinates
William M. Vatavuk*
D Engineering data plotted on logarithmic coordi-
nates are difficult" to read when the grid marks are few
and far between. If one interpolates linearly, the errors
can be surprisingly large, and there are no shortcut
methods that: give reliable results.
But there isa way to interpolate precisely on loga-
rithmic coordinates. Those who need accurate results
should arm .. themselves with a calculator and a scale
and follow. this procedure: .
1. Locate the desired pO'lntx1 on the x-axis between
the two nearest grid marks a and b. First, calculate the
ratio (Rx) between the distance aX
1
and the distance ab:
R = log (Xl/a)
x log (b/ a)
Then measure the actual distance between a and b, mul-
tiply it by Rx to get the distance ax
1
, and mark the
location of xl on the graph:
ax
1
== Rxab
2. Project a vertical line to the curve of interest.
From the point of intersection, project a horizontal line
to the y-axis at Y1' If Y1 is difficult to read, then use this
procedure to find the value:
.3. Measure the distance 011 between the intersection
point and the next lowest grid mark, and the distance cd
between the two nearest grid marks. Calculate the dis-
tance ratio:
Ry = rydcd
4. Calculate the value of Y1 from the values of c
and d:
Y1 = c(d/ c)RlI
Example: Find the value of Y corresponding to an x
value of 1.5 on the figure.
*P.E., 3512 Angus Rd., Durham, NC 27705.
110
0.04 .---------r-----r-----,
0.031-+------t----+------I
y
0.02
Example shows how to interpolate
between grid marks
n=
6mmT
/ x, 2 3
0.01 I
j..--6mm ----1 x
4
Solution: To locate the point xl = 1.5 between the
grid marks 1 and 2, first calculate the distance ratio:
log (1.5/1)
Rx = 1 / = 0.585
og (2 1)
Multiplying this by the actual distance between 1 and
2-6 mm-yields 3.5 mm as the distance between 1 and
1.5. Using the scale, now locate the pointx
1
.
Projecting up to the curve and over to the y-axis lo-
cates the point Y1' To get the value, measure the dis-
tance between 0.01 and Y1 and the distance between
0.01 and 0.02, then take the ratio:
Ry = 4.5/6 = 0.75
Substitute the values 0.01, 0.02 and 0.75 into the Y1
expression to find Y1 :
Y1 = 0.01(0.02/0.01)75 = 0.017
Washbox design cuts splashing and saves 'Dloney
Charles G. Churchman*
D Flushing scale out of lines requires some means of
diverting flow out of the process stream. A bypass valve
will achieve this, but another way is a washbox, as
shown in the figure. To divert flow, the operator moves
the hose from one side of the box to the other.
Such a washbox is used in flushing phosphoric-acid
lines, because it eliminates the need for a more-expen-
sive high-alloy valve and avoids the plugging that can
occur in the dead-end piping connected to the valve.
Thus it saves both capital and maintenance costs.
How to design it
The washbox design is not complex, but in fact boxes
often oversized and thus cost more than they
should. Conversely, an undersized box can plug up and
require frequent cleaning.
The area of the washbox should be about 1 ft
2
for
each side of the baffle for every 75-125 gpm of flow.
Use 75 gpm for waterlike fluids, 125 gpm for viscous
fluids. With less area, spills are likely. With more, the
box is oversized.
The heights of the baffle and sidewall depend on the
flow and area. The splash height parameter (SHP) is
empirical, based on experience in flushing phosphoric-
acid lines with water:
SHP (in.) = 0.18 Flow/Area (gpm/ft2)
A baffle of height SHP will catch all but 1 % of the fluid
that splashes into the drain area, but in practice the
baffle should be taller to catch almost all of the fluid
and prevent valuable product from being contami-
nated or escaping down the wrong drain:
Baffle height = SHP + 6 in.
Sidewall height = SHP + 12 in.
If the two sides of the box are designed for different
flows, SHP should be based on the greater value.
*GulfDesign Div., Badger America Inc., P.O. Box 22317, Tampa, FL 33622.
111
T
Sidewall
height
I
I
I
I
I
I
I
Splash areas L-----
\
(-, \
,_.I Drain \
to waste \
Operator diverts flushing flow out of the process
Example
A line normally carries 250-750 gpm of 29% P205
phosphoric acid. Once a week, the line is to be flushed
with 1,250 gpm of 1 % P
2
0
5
pondwater.What size
washbox is needed for the operator to cleanly divert
flow from the process to a wastewater line?
The box should be sized for 1,250 gpm on one side
and 750 gpm on the other. Using 100 gpm/ft2 as an
area estimate, we find 12.5 ft
2
and 7.5 ft
2
as the recom-
mended areas for the two sides of the box.
SHP = 18 in. for 100 of flow. Thus baffle
height should be 24 in. and sidewall height 30 in. (Of
course, these are minimum heights. If the construction
material is wider than these minima, use the material
as-is rather than cutting it down.)
Such a box will have overall dimensions of 4 x 5 x
2% ft, and will require a total of 93 ft2 of plate, includ-
ing the lid, to build. With rubber-lined steel construc-
tion, a box of this type should cost less than $3,000. Two
6-in. Alloy 20 ball valves cost about $4,500.
How to check smoke-detector
performance in the plant
M. S. Ilangovan, R. Natarajan and
G. R. Balasubramanian*
Flowmeter
Compressed air (2 kg/cm
2
)
Alarm
indicator
Atomizer
generator
Compressed
air __ --I".....,
Filter
o Smoke detectors are used as early-warning devices
a of industrial environments, they are
VItally Important though not always reqUIred by stat-
ute. There are types, but for any detector the key
measures of its value are sensitivity and response time.
This article provides a simple but accurate method for
evaluating performance quantitatively. Setup is not dif-
ficult because an aerosol (liquid droplets in air) is used
to simulate smoke.
Performing the test
The figure shows how to arrange the needed equip-
ment. The aerosol generator uses a controlled flow of air
*Reprocessing Development Laboratory, Reactor Research Centre Kalpak-
kam-603 102, India. '
112
to atomize a solution of dioctylpthalate and etli
anol-about 50:50 by weight. nop is used because of its
low vapor pressure; ethanol thins the nop, but evapo-
rates upon atomization and does not affect the test.
The aerosol mixes with the main air flow at an ejec-
tor, reducing liquid concentration to the level being
tested (5-15 mg/m
3
for our smoke detectors). Note that
the ejector's suction reduces the pressure needed to at-
omize the nop solution.
Once the equipment is set up, the following test pro-
cedure is followed:
1. The detector is placed in the test chamber, with
the electrical leads brought outside so that the alarm
signal can be observed.
2. With no filter paper in the filter, air is admitted to
the aerosol generator and ejector. Air flow to the aerosol
generator is gradually increased until the detector re-
sponds. This flow is maintained, and response observed,
for 20-30 min to ensure steady-state conditions.
3. Since the objective is to find the sensitivity, air
flow to the aer9s01 generator is reduced or increased in
small steps to find the minimum flow that causes a re-
sponse. Again, a time of at least 20-30 min is needed to
ensure steady-state conditions.
4. After the minimum air flow that causes an alarm
is found, preweighed absolute filter paper (99.99% effi-
ciency for 0.3-JLm particles) is inserted in the filter unit
and allowed to collect aerosol for a measured period of
time. The paper is then weighed to find the mass flow-
rate ofnop aerosol (mg/h).
5. The flowmeter measurements give the air volu-
metric flowrate (m
3
/h), from which the nOP-aerosol
dehsity (mg/m
3
) can be found. This is the sensitivity of
the detector.
Note that the ethanol does not collect on the filter
paper because it has evaporated. Also, the detector will
not work when the filter paper is in place.
This test works for both ionization-type and photo-
electric smoke detectors. While the key result is sensitiv-
i ty, the test also shows response time: This is the time it
takes for the detector to show an alarm condition after
the aerosol density is increased beyond the detector's
minimum sensitivity. Another way to use this test ap-
proach is to install two or more detectors in parallel and
compare their response.
Get more.information frOID
flotation-rate data
RalphW. M. Lai*
o Industrial flotation tests yield recovery-vs.-time data
that are useful for process analysis when analyzed
wisely. This graphical method presents the data in such
a way that ore properties can be estimated, process re-
sults predicted, and changes in processing variables
evaluated.
Maximum recovery
Almost all flotation-rate processes (such as dispersed-
air flotation, which is described in the box) follow this
empirical rate equation:
dR = K (Roo - R)
dt t
Or in an integral form:
In 1 = KIn t + C
(Roo - R)
where R is the fraction of material recovered at time t,
Roo is an unknown asymptote to the maxi-
mum obtainable recovery of the floatable mineral, and
K and C are constants. The value Roo is a unique prop-
erty of an ore, independent of particle-size distribution,
flotation pH, and other process factors, .
One way to find Roo is by trial-and-error plotting of
l/(Roo - R) vs. t on a log-log grid: The correct value of
Roo results in a straight ,line, while any other value re-
sults in a curved line. Fig. 1 shows a typical' plot of
flotation recovery, for a western U.S. 'porphyry copper
*Ph.D., Senior Scientist, Kennecott Minerals Co., 1515 Mineral Square, Salt
Lake City, UT 84147.
Flotation
Dispersed-air flotation uses a vessel like the one shown
here to separate two solids. Relatively large air bubbles
are produced by agitation and injection, and are con-
tacted with a solid feed in the vessel. Materials that have
an affinity for air bubbles attach to them and rise to the
surface, where they are collected. Other materials are
wetted by water and sink to the bottom.
Such cells are commonly used to concentrate copper,
zinc, lead, phosphate and other ores.
113
50.
40.
3D
20.
{ 1:
4
3
2
Western porphyry copper are
Correct estimate'.
of Roo yields
a straight line ";',Fi'g'. 1;
0..3 0..5 2 345 10.20. 50. 10.0.
t, min
10.0.
Roo = 0..975 for this western U.S.
a
0
porphyry copper are
..-
50.
x
40. 20.% over 1 DO. mesh - --
95
3D
28% over'1 DO. mesh _. -
...
cv
20.
a.
36% over 1 DO. mesh ---;;--, /'" a.
10
// 90.
0
(.)
7,: '+-
/.
85
0
//..
c:r:: 5
'
80.
4 //.' Grind, recovery
75 0
70.
(.)
3 . and time are
65
....
2
/ ,.-::related.on one c
cv
graph Fig. 2' S.
cv
a..',
0..3 2 ,3 45, ' 10. 50.
t, min
Float
Effluent
Impeller ----
ore. In this case, the value Roo = 0.975 yields a straight
line; other values yield curved lines.
What the graphs show
Once the maximum recovery is known, its value can
be used to plot the results of other flotation tests for the
same ore. Fig. 2 shows such a graph for a comparison of
three different grinds, in which Roo = 0.975 was used for
all the lInes. Note that percent recovery (R X 100) is
shown on one side of the graph, making it easier to use
the information. This is possible because Roo is constant
for the particular ore.
The graph in Fig. 2 intuitively gives the time re-
quired for a given recovery of the floatable mineral. For
Avoid oversizing
desuperheater-condensers
P. S. V. Kurmarao*
D Desuperheater-condensers are widely used for heat
transfer in the chemical-process and power industries.
Fig. 1 shows a horizontal in-shell design, which might
be used as: a high-pressure feed heater; an inter- or
after-condenser in a steam:-jet ejector system; a gas
cooler in a compressor train.
Conventional design practice splits the heat load, and
sizes the desuperheating and condensing zones sepa-
rately. This assumes that the superheated vapor cools
down as if it were a dry gas, which is true only when the
tube wall temperature (Tw) in the desuperheating zone
is greater than the vapor's saturation temperature
(T
sat
)'
When Tw is less than T
sat
' however, the superheated
vapor condenses directly, in the same way as saturated
vapor. Because the heat flux in condensation is much
greater than in desuperheating, this situation requires
less heat-transfer area than the conventional design
would prescribe.
Estimating wall temperature
We now have two approaches to sizing the desuper-
heater-condenser: When Tw is less than T
sat
' treat the
entire heat load as a condensing load; when Tw is
greater than Tsap split the heat load into desuperheat-
ing and condensing zones. The key problem is to know
which to use. This requires an estimate of TW' which we
can obtain from an energy balance.
For a counterflow desuperheater-condenser with
vapor on the shell side (like the one in Fig. 1), the en-
ergy balance for the desuperheating zone is:
hd(Tl - Tw) = Ud(T
l
- t
2
)
where hd is the desuperheating heat-transfer coefficient;
U
d
is the overall heat-transfer coefficient; Tl is the vapor
inlet temperature; and t2 is the cooling-medium outlet
temperature.
*Ph.D., EDC (Heat Exchangers), Bharat Heavy Electricals Ltd., Ram-
achandrapuram, Hyderabad-500 032, India.
114
example: Obtaining an 85% recovery of copper' from
ore ground to 20% over 100 mesh requires 5.2 min flota-
tion time. Getting the same recovery requires 9 min if
the ore is ground to 36% over 100 mesh.
The graph also shows how recovery for a given flota-
tion time changes as the of the ore changes.
For example: With 11 ,min of flotation, ore ground to
20% over 100 mesh would give a 90% recovery. An in-
crease in coarseness to 36% over 100 mesh would cut
recovery to 86.2%.
This method applies here to dispersed-air flotation,
which is described in the box. But of course it can also
be applied to other processes with the same type of rate
equation.
Superheated
vapor (Ttl
Desuperheating Condensing
Inlet cooling
medium
Horizontal in-shell desuperheater-condenser Fig. 1
One can estimate the heat-transfer coefficients by
conventional meanst, then find T w at the hot end of the
unit by substituting Tl and t2 into the equation above.
This Tw estimate determines how to handle the de-
superheating load: as desuperheating vapor if Tw >
T
SAT
' and as condensing vapor if T w < T
SAT
'
Example
Here is an example taken from our referencet that we
will compare with the new method: Suppose that
27,958 lb/h of isobutane with a small amount of n-
butane exits from a reactor at 200F and 85 psig. This
gas becomes saturated at 130F, and condenses com-
pletelyat 125F. The gas is to be cooled and condensed
by a horizontal counterflow exchanger like the one in
Fig. 1, well water at 65F with a design outlet
temperature of 100F. How much heat-transfer area is
required?
Conventional approach. The reference solves the
problem in the conventional way, splitting the heat
duty into two zones. The condensing zone is found to
require 523 ft2, and the desuperheating zone 323 ft2, for
a total area of 846 ft
2
. Important data for the desuper-
heating zone are shown in Fig. 2: heat load, heat-transfer
coefficients, and temperatures.
Check for condensation at the hot end. Using the
energy-balance equation, and the data of Fig. 2, we can
tFrom "Process Heat Transfer" by D. Q Kern, pp. ,285-287. Copyright
1950 McGraw-Hill Book Co. Used with permission of McGraw-Hill Book Co.
Conventional approach
considers desuperheating
separately
Heat load = 860,000 Btu/h
hd = 45.2 Btu/h-ft2.oF
U
d
= 42.3 Btu/h-ff _oF
LMTD = 63F
Result: required
area is 323 ft
2
Checking wall temperature
saves heat-transfer area
Heat load = 860,000 Btu/h
Estimated Tw=106.4F
U
c
= 158 Btu/h-ft
2
_OF
LMTD = 33F
, ....... ' .. ,'
.............. _ .. J30F
93.7F
Result: required
area is 165 ft
2
Example shows importance of checking
wall temperature Fig. 2
115
calculate the tube-wall temperature at the hot end of
the unit:
hd(Tl - Tw) = Ud(T
1
-(2)
45.2(200 - Tw) = 42.3(200 - 100)
Tw = 106.4F
Since T w is less than T
sat
' condensation takes place as
soon as the superheated vapor enters the shell. There-
fore the entire desuperheating load (860,000 Btu/h)
should be treated as condensing load, using the con-
densing heat-transfer coefficient shown in Fig. 2. The
area required for this load is:
860,000 = 165 ft2
(158)(33)
The total heat-transfer area required is now
523 + 165 = 688 ft
2
. By the conventional method, it
was 23% greater.
Note that desuperheat was a sizable fradion (over
20%) of the total heat load in this example, which in-
volved an organic vapor. With steam, the importance of
desuperheating is generally less.
- - - - - - . ~ - - - - - - - - ' , - - - -
Вам также может понравиться
- Advanced Distillation Technologies: Design, Control and ApplicationsОт EverandAdvanced Distillation Technologies: Design, Control and ApplicationsОценок пока нет
- Design of A PipeRing Type of Sparger For A Bubble Column Reactor PDFДокумент8 страницDesign of A PipeRing Type of Sparger For A Bubble Column Reactor PDFAshkanHosseini100% (1)
- Falling Film Heat Transfer CoefficientДокумент22 страницыFalling Film Heat Transfer CoefficientZarra FaktОценок пока нет
- Gas AbsorberДокумент4 страницыGas Absorberraghavm8Оценок пока нет
- Designing Steam Jet EjectorДокумент6 страницDesigning Steam Jet EjectorAmin SmileyОценок пока нет
- Multi-Effect Plate Distiller MEP SeriesДокумент4 страницыMulti-Effect Plate Distiller MEP Seriesgochi bestОценок пока нет
- Random PackingДокумент16 страницRandom PackingIng Antony MatosОценок пока нет
- Scientific Glass EquipmentДокумент28 страницScientific Glass EquipmentJuan P RuizОценок пока нет
- Basco IBC Catalog 2013Документ16 страницBasco IBC Catalog 2013Mario BarbarićОценок пока нет
- Random PackingДокумент4 страницыRandom PackingAadam AryanОценок пока нет
- AlphaSEP Coalescers PDFДокумент12 страницAlphaSEP Coalescers PDFRajesh KrishnamoorthyОценок пока нет
- Mass Transfer TechnologyДокумент32 страницыMass Transfer TechnologyVasu DevanОценок пока нет
- Steam TrapДокумент10 страницSteam TrapvictorvikramОценок пока нет
- Line Sizing Design Basis - General Specification PDFДокумент11 страницLine Sizing Design Basis - General Specification PDFSaiKumarОценок пока нет
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityДокумент7 страницMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHIОценок пока нет
- Mihir's Handbook Chapter 7Документ10 страницMihir's Handbook Chapter 7heyheyОценок пока нет
- Utility System Design From Ch16 - Mihir's HandbookДокумент19 страницUtility System Design From Ch16 - Mihir's HandbookThế Quang LêОценок пока нет
- EjectorsДокумент5 страницEjectorsJaykumarОценок пока нет
- CE Refresher: Steam Tables and Typical Liquid VelocitiesДокумент1 страницаCE Refresher: Steam Tables and Typical Liquid Velocitieshugo mendozaОценок пока нет
- Gbhe-Peg-015 Practical Guide On The Reduction of DiscДокумент87 страницGbhe-Peg-015 Practical Guide On The Reduction of DiscjrfmlОценок пока нет
- AgitatingДокумент24 страницыAgitatingBánh Cuốn Tôm ThịtОценок пока нет
- Choosing Trays and Packings For Distillation: Back To BasicsДокумент7 страницChoosing Trays and Packings For Distillation: Back To Basicsmsn1981Оценок пока нет
- Introduction Letter: Subject: Company ProfileДокумент21 страницаIntroduction Letter: Subject: Company ProfilePritam JadhavОценок пока нет
- 4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesДокумент6 страниц4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDavid VMОценок пока нет
- Porous Sparger SizingДокумент4 страницыPorous Sparger Sizingprav.saradaОценок пока нет
- Operating case simulation and hydraulic calculationДокумент2 страницыOperating case simulation and hydraulic calculationsri9987Оценок пока нет
- CCS system coke handlingДокумент27 страницCCS system coke handlingAnupam VermaОценок пока нет
- How Important Is Surface Area .?Документ7 страницHow Important Is Surface Area .?john_serafica7104Оценок пока нет
- Sly Venturi ScrubberДокумент2 страницыSly Venturi Scrubberzguy360Оценок пока нет
- Powerplant Simulator Designer 1Документ31 страницаPowerplant Simulator Designer 1psaayoОценок пока нет
- Conveying Bends Article Paul SoltДокумент8 страницConveying Bends Article Paul SoltJoel Olson100% (1)
- Sparger Calc MotДокумент5 страницSparger Calc MotRajesh NareОценок пока нет
- Volume and Wetted Area of Partially Filled Vertical Vessels - Neutrium PDFДокумент12 страницVolume and Wetted Area of Partially Filled Vertical Vessels - Neutrium PDFdaimon_p100% (1)
- 6DSUPP Desuperheater Supplement BrochureДокумент4 страницы6DSUPP Desuperheater Supplement BrochureПавел ЛукьяновОценок пока нет
- Mist EliminatorДокумент4 страницыMist Eliminatorhappale2002Оценок пока нет
- Condensate Recovery-Sales Brochure PDFДокумент20 страницCondensate Recovery-Sales Brochure PDFSasitharan MОценок пока нет
- Scrubbing Tower DesignДокумент10 страницScrubbing Tower DesignPrathmesh GujaratiОценок пока нет
- Modelling and Simulation of Steam Jet Ejectors PDFДокумент8 страницModelling and Simulation of Steam Jet Ejectors PDFLucas RossiniОценок пока нет
- Aspen Plus training course simulationДокумент646 страницAspen Plus training course simulationlaminarsОценок пока нет
- General Concepts of Mixing PDFДокумент9 страницGeneral Concepts of Mixing PDFratheeshОценок пока нет
- Venturi Scrubber Type U: Adjustable Aerosol SeparatorДокумент2 страницыVenturi Scrubber Type U: Adjustable Aerosol SeparatorJIAОценок пока нет
- Solvent Losses in Batch Distillation and Subsequent Condensation of Vapors and How To SaveДокумент5 страницSolvent Losses in Batch Distillation and Subsequent Condensation of Vapors and How To SavesrshahОценок пока нет
- Student Unit Op Lab Manual - Thin Film Evaporator PDFДокумент5 страницStudent Unit Op Lab Manual - Thin Film Evaporator PDFMuiz MoktarОценок пока нет
- Liquid Distributor DesignДокумент3 страницыLiquid Distributor Designanon_414493592Оценок пока нет
- Pressure Relief Systems: GBH Enterprises, LTDДокумент70 страницPressure Relief Systems: GBH Enterprises, LTDamitОценок пока нет
- Mass Transfer in Fermentation ScaleupДокумент4 страницыMass Transfer in Fermentation Scaleupfawmer61Оценок пока нет
- Vapor Liquid Equilibrium of Water + Ethanol + GlycerolДокумент8 страницVapor Liquid Equilibrium of Water + Ethanol + GlycerolcsandrasОценок пока нет
- Process Design: Vessel Sizing (Liquid & Vapour Separators)Документ36 страницProcess Design: Vessel Sizing (Liquid & Vapour Separators)Krishanu SahaОценок пока нет
- 6460 Azeotropic DistillationДокумент16 страниц6460 Azeotropic DistillationSandesh AvadhaniОценок пока нет
- Evaluation of Steam Jet EjectorsДокумент11 страницEvaluation of Steam Jet EjectorsRajeh Somrani100% (3)
- Centrifugal Pumps NPSHДокумент6 страницCentrifugal Pumps NPSHSubrata MukherjeeОценок пока нет
- 7.steam Headers and OfftakesДокумент6 страниц7.steam Headers and Offtakessandeep kumarОценок пока нет
- Pumping TrapsДокумент36 страницPumping TrapsjonathanyflorenciaОценок пока нет
- Basic Drilling Formulas and CalculationsДокумент4 страницыBasic Drilling Formulas and CalculationsHernan FОценок пока нет
- Sprinter 2.7 Liter Diesel Fuel Injection DiagnosisSprinterДокумент150 страницSprinter 2.7 Liter Diesel Fuel Injection DiagnosisSprinterMiguel Ángel Gil Pérez100% (13)
- Engineering Cookbook A Handbook For The Mechanical DesignerДокумент107 страницEngineering Cookbook A Handbook For The Mechanical Designerzulmodanggu100% (1)
- Engineering GuideДокумент121 страницаEngineering GuidekaushiklmОценок пока нет
- Installation Instructions: For Upflow/Horizontal Two Stage, Communicating Gas Furnaces W/Ecm Blower (-) 802VДокумент80 страницInstallation Instructions: For Upflow/Horizontal Two Stage, Communicating Gas Furnaces W/Ecm Blower (-) 802VRyan DuhonОценок пока нет
- Indice API 2000 PDFДокумент3 страницыIndice API 2000 PDFFreddy Gómez Guillén0% (1)
- Self-Study ProgrammeДокумент84 страницыSelf-Study Programmejohnb313100% (1)
- Managing Projects in BP AmocoДокумент242 страницыManaging Projects in BP Amocoachmaddach100% (5)
- Casing Material Selection & Corrosion GuidelinesДокумент23 страницыCasing Material Selection & Corrosion Guidelinesachmaddach100% (4)
- Erosion GuidelinesДокумент33 страницыErosion Guidelinesachmaddach100% (2)
- No Corrosion Project Recommends Spun Galvanized BoltingДокумент4 страницыNo Corrosion Project Recommends Spun Galvanized BoltingachmaddachОценок пока нет
- Erosion GuidelinesДокумент33 страницыErosion Guidelinesachmaddach100% (2)
- Manual of Economic Analysis of Chemical ProcessesДокумент478 страницManual of Economic Analysis of Chemical Processesachmaddach100% (5)
- Erosion GuidelinesДокумент33 страницыErosion Guidelinesachmaddach100% (2)
- BP Guidelines 99Документ11 страницBP Guidelines 99achmaddachОценок пока нет
- ICC Model of Turnkey ContractДокумент6 страницICC Model of Turnkey ContractachmaddachОценок пока нет
- Advanced Technologies of CDQ Plant Advanced Technologies of CDQ PlantДокумент12 страницAdvanced Technologies of CDQ Plant Advanced Technologies of CDQ Plant조기현Оценок пока нет
- Syllabus - 2nd Paper NTCДокумент2 страницыSyllabus - 2nd Paper NTCajesharyalОценок пока нет
- ArtsДокумент5 страницArtsRhovi Christine AbandoОценок пока нет
- M2030 PA300 Siren Data Sheet 5-2021Документ2 страницыM2030 PA300 Siren Data Sheet 5-2021parak014Оценок пока нет
- Misamis Occidental Plans to Protect Aquamarine ResourceДокумент8 страницMisamis Occidental Plans to Protect Aquamarine ResourcejelosalisaliОценок пока нет
- Starter Unit Basic Vocabulary: Smart Planet 3Документ21 страницаStarter Unit Basic Vocabulary: Smart Planet 3Rober SanzОценок пока нет
- Educ 211 Ancient EgyptДокумент27 страницEduc 211 Ancient Egyptapi-207262700Оценок пока нет
- Mic ProjectДокумент12 страницMic Projectsarthakjoshi012Оценок пока нет
- P198 Software and Atlases For Evaluating Thermal Bridges 0Документ10 страницP198 Software and Atlases For Evaluating Thermal Bridges 0cm08909Оценок пока нет
- 5 - Flight Recorder - OcrДокумент19 страниц5 - Flight Recorder - OcrtmhoangvnaОценок пока нет
- Shiva Home - DCFДокумент2 страницыShiva Home - DCFshyamsundar_ceОценок пока нет
- Boston Acoustic PDFДокумент12 страницBoston Acoustic PDFAdam StarkОценок пока нет
- Operating Systems: Chapter 3: DeadlocksДокумент46 страницOperating Systems: Chapter 3: DeadlocksManoel Katlib100% (1)
- Heat Exchanger Design and Drawing FundamentalsДокумент11 страницHeat Exchanger Design and Drawing Fundamentalsjeevanantham 5846Оценок пока нет
- Surface Roughness Measurement - MitutoyoДокумент2 страницыSurface Roughness Measurement - MitutoyoSelvaraj BalasundramОценок пока нет
- Metaphors As Ammunition The Case of QueeДокумент19 страницMetaphors As Ammunition The Case of QueeMarijana DragašОценок пока нет
- Shri Durga Chalisa 1Документ25 страницShri Durga Chalisa 1gsameeriitdОценок пока нет
- SEFT Islamic care effect on hypertension patients' blood pressureДокумент12 страницSEFT Islamic care effect on hypertension patients' blood pressureSopian HadiОценок пока нет
- Sepuran® N Module 4": in NM /H at 7 Barg 25°CДокумент2 страницыSepuran® N Module 4": in NM /H at 7 Barg 25°CsanjaigОценок пока нет
- Personal Care Na Hair GuideДокумент8 страницPersonal Care Na Hair GuideIsabellaОценок пока нет
- MSDS Corn CobДокумент2 страницыMSDS Corn CobMUHAMMAD YOGA BRILLIANTOОценок пока нет
- Management of Septic Shock in An Intermediate Care UnitДокумент20 страницManagement of Septic Shock in An Intermediate Care UnitJHОценок пока нет
- Dr. Ghusoon Mohsin Ali: Al-Mustansiriya University College of Engineering Electrical Engineering DepartmentДокумент89 страницDr. Ghusoon Mohsin Ali: Al-Mustansiriya University College of Engineering Electrical Engineering Departmentهمام الركابي100% (1)
- Sing 2Документ64 страницыSing 2WindsurfingFinnОценок пока нет
- Kultura I InteligencijaДокумент15 страницKultura I InteligencijaToni JandricОценок пока нет
- RC Design IIДокумент58 страницRC Design IIvenkatesh19701Оценок пока нет
- 5-in-1 Document Provides Lessons on Trees and Environmental ConservationДокумент45 страниц5-in-1 Document Provides Lessons on Trees and Environmental ConservationPriya DharshiniОценок пока нет
- Using Graphs To Display Data R 2-12 PDFДокумент2 страницыUsing Graphs To Display Data R 2-12 PDFShafika AidaОценок пока нет
- HSS Article LimitState Plastification 0718 060120Документ3 страницыHSS Article LimitState Plastification 0718 060120clam2014Оценок пока нет
- EBARA FS513CT-R0E pump manualДокумент6 страницEBARA FS513CT-R0E pump manualApriliyanto Rahadi PradanaОценок пока нет