Вам также может понравиться
- 2008 CAPE Chemistry Unit 1 Paper 1Документ10 страниц2008 CAPE Chemistry Unit 1 Paper 1Michael Huffman0% (1)
- 4.30 - Co Metabolic ProcessesДокумент3 страницы4.30 - Co Metabolic ProcessesMichael HuffmanОценок пока нет
- PERSONAL PROTECTION Half Mask RespiratorsДокумент1 страницаPERSONAL PROTECTION Half Mask RespiratorsMichael HuffmanОценок пока нет
- DustBoss ManualДокумент33 страницыDustBoss ManualMichael Huffman100% (1)
- Intro To Hydraulics PDFДокумент28 страницIntro To Hydraulics PDFsurjitvarmaОценок пока нет
- Innovative TechДокумент200 страницInnovative TechMichael HuffmanОценок пока нет
- Bio SpargingДокумент40 страницBio SpargingMichael HuffmanОценок пока нет
- How A Cyclone Dust Collector WorksДокумент2 страницыHow A Cyclone Dust Collector WorksMichael HuffmanОценок пока нет
- Types of BeltsДокумент5 страницTypes of BeltsMichael Huffman50% (2)
- 4.44 - Air StrippingДокумент4 страницы4.44 - Air StrippingMichael HuffmanОценок пока нет
- 4.22 - Hot Gas DecontaminationДокумент3 страницы4.22 - Hot Gas DecontaminationMichael HuffmanОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Mericon™ Quant GMO HandbookДокумент44 страницыMericon™ Quant GMO HandbookAnisoara HolbanОценок пока нет
- Introduction To Soft Floor CoveringsДокумент13 страницIntroduction To Soft Floor CoveringsJothi Vel Murugan83% (6)
- Top249 1 PDFДокумент52 страницыTop249 1 PDFCarlos Henrique Dos SantosОценок пока нет
- Final Project Synopsis 1Документ90 страницFinal Project Synopsis 1Shyam YadavОценок пока нет
- NST 029Документ123 страницыNST 029Riaz Ahmad BhattiОценок пока нет
- Pitch AnythingДокумент8 страницPitch AnythingDoland drumb100% (1)
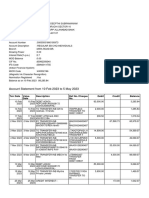
- Feb-May SBI StatementДокумент2 страницыFeb-May SBI StatementAshutosh PandeyОценок пока нет
- Acdc - DC Motor - Lecture Notes 5Документ30 страницAcdc - DC Motor - Lecture Notes 5Cllyan ReyesОценок пока нет
- Cot Observation ToolДокумент14 страницCot Observation ToolArnoldBaladjayОценок пока нет
- Bomba Manual Hidraulica - P 19 LДокумент2 страницыBomba Manual Hidraulica - P 19 LBruno PachecoОценок пока нет
- BypassGoldManual PDFДокумент6 страницBypassGoldManual PDFBrad FrancОценок пока нет
- Advocating For Appropriate Educational ServicesДокумент32 страницыAdvocating For Appropriate Educational ServicesTransverse Myelitis AssociationОценок пока нет
- Digital Speed Control of DC Motor For Industrial Automation Using Pulse Width Modulation TechniqueДокумент6 страницDigital Speed Control of DC Motor For Industrial Automation Using Pulse Width Modulation TechniquevendiОценок пока нет
- Résumé Emily Martin FullДокумент3 страницыRésumé Emily Martin FullEmily MartinОценок пока нет
- Day 2 - Evident's Official ComplaintДокумент18 страницDay 2 - Evident's Official ComplaintChronicle Herald100% (1)
- 3D Tetris Cake Evening 2Документ13 страниц3D Tetris Cake Evening 2Subham KarmakarОценок пока нет
- Change LogДокумент145 страницChange LogelhohitoОценок пока нет
- Research Design: An Overview: Multiple Choice QuestionsДокумент28 страницResearch Design: An Overview: Multiple Choice QuestionsBashayerhmmОценок пока нет
- Conference Paper 2Документ5 страницConference Paper 2Sri JayanthОценок пока нет
- EHVACДокумент16 страницEHVACsidharthchandak16Оценок пока нет
- Case StudyДокумент15 страницCase StudyChaitali moreyОценок пока нет
- EceДокумент75 страницEcevignesh16vlsiОценок пока нет
- List of Institutions With Ladderized Program Under Eo 358 JULY 2006 - DECEMBER 31, 2007Документ216 страницList of Institutions With Ladderized Program Under Eo 358 JULY 2006 - DECEMBER 31, 2007Jen CalaquiОценок пока нет
- Real Options BV Lec 14Документ49 страницReal Options BV Lec 14Anuranjan TirkeyОценок пока нет
- Parts List 38 254 13 95: Helical-Bevel Gear Unit KA47, KH47, KV47, KT47, KA47B, KH47B, KV47BДокумент4 страницыParts List 38 254 13 95: Helical-Bevel Gear Unit KA47, KH47, KV47, KT47, KA47B, KH47B, KV47BEdmundo JavierОценок пока нет
- CompTIA A+ Lesson 3 Understanding, PATA, SATA, SCSIДокумент8 страницCompTIA A+ Lesson 3 Understanding, PATA, SATA, SCSIAli Ghalehban - علی قلعه بانОценок пока нет
- 1013CCJ - T3 2019 - Assessment 2 - CompleteДокумент5 страниц1013CCJ - T3 2019 - Assessment 2 - CompleteGeorgie FriedrichsОценок пока нет
- Master Thesis On Smart GridДокумент6 страницMaster Thesis On Smart Gridsandraandersondesmoines100% (2)
- 10CS 33 LOGIC DESIGN UNIT - 2 Combinational Logic CircuitsДокумент10 страниц10CS 33 LOGIC DESIGN UNIT - 2 Combinational Logic CircuitsMallikarjunBhiradeОценок пока нет
- American J of Comm Psychol - 2023 - Palmer - Looted Artifacts and Museums Perpetuation of Imperialism and RacismДокумент9 страницAmerican J of Comm Psychol - 2023 - Palmer - Looted Artifacts and Museums Perpetuation of Imperialism and RacismeyeohneeduhОценок пока нет