Вам также может понравиться
- Positive AttitudeДокумент31 страницаPositive Attitudeadityanarang147Оценок пока нет
- Gandhian PhaseДокумент1 страницаGandhian Phaseadityanarang147Оценок пока нет
- Gandhian PhaseДокумент1 страницаGandhian Phaseadityanarang147Оценок пока нет
- ManiaaДокумент3 страницыManiaaadityanarang147Оценок пока нет
- PSMART Download Confirm Digital GoodДокумент1 страницаPSMART Download Confirm Digital GoodLee ChorneyОценок пока нет
- List of Various CommitteesДокумент4 страницыList of Various Committeesadityanarang147Оценок пока нет
- Union Budget 2015-16 IndiaДокумент4 страницыUnion Budget 2015-16 Indiaadityanarang147Оценок пока нет
- Timeline of Indian History (Ancient To Modern)Документ16 страницTimeline of Indian History (Ancient To Modern)adityanarang147Оценок пока нет
- Sample Question Paper1 JE (Electrical) NE04Документ13 страницSample Question Paper1 JE (Electrical) NE04sanjeevОценок пока нет
- Major Political PhilosophiesДокумент7 страницMajor Political Philosophiesadityanarang147Оценок пока нет
- SPL - Advt.52-15 Web CellДокумент34 страницыSPL - Advt.52-15 Web CellSaurabh ChoudhariОценок пока нет
- Welcome To RBI - Recruitment of AssistantДокумент2 страницыWelcome To RBI - Recruitment of Assistantadityanarang147Оценок пока нет
- Corrigendum SSC JR Engineer PostsДокумент1 страницаCorrigendum SSC JR Engineer Postsadityanarang147Оценок пока нет
- YASR Model PaperДокумент2 страницыYASR Model PaperPrakash Kumar SenОценок пока нет
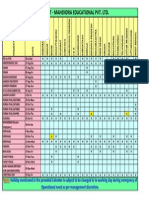
- Holiday List - Mahendra Educational Pvt. LTDДокумент1 страницаHoliday List - Mahendra Educational Pvt. LTDadityanarang147Оценок пока нет
- Railwayss ChapterДокумент13 страницRailwayss Chapteradityanarang147Оценок пока нет
- Anova BiometryДокумент33 страницыAnova Biometryadityanarang147Оценок пока нет
- General Hindi Mains MPPSC 2010Документ12 страницGeneral Hindi Mains MPPSC 2010devraj22Оценок пока нет
- Writing an AbstractДокумент1 страницаWriting an AbstractChantal Neryett Cordoba DelisserОценок пока нет
- Upsc - Ies Syllabus - General AbilityДокумент1 страницаUpsc - Ies Syllabus - General Abilityadityanarang147Оценок пока нет
- GATE ME Solved Question Paper 2010Документ12 страницGATE ME Solved Question Paper 2010anjaiah_19945Оценок пока нет
- Barc Oces-15Документ1 страницаBarc Oces-15vsmishra1992Оценок пока нет
- BotanyДокумент43 страницыBotanyadityanarang147Оценок пока нет
- Syllabus For IES: Indian Engineering Services ExaminationДокумент2 страницыSyllabus For IES: Indian Engineering Services Examinationadityanarang147Оценок пока нет
- NOTICEMPPGCLДокумент3 страницыNOTICEMPPGCLadityanarang147Оценок пока нет
- Craft maintenance evaluation and RCM analysis inputsДокумент1 страницаCraft maintenance evaluation and RCM analysis inputsadityanarang147Оценок пока нет
- Web Advt No. 52 UpdatedДокумент8 страницWeb Advt No. 52 Updateddeepaksisodia1076Оценок пока нет
- Paper Template Formatting GuideДокумент3 страницыPaper Template Formatting GuideShrinivas Saptalakar0% (1)
- IntroductiontocncmachinesДокумент46 страницIntroductiontocncmachinesadityanarang147Оценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- An Appraisal of The Efficiency and Impact of Cost Control System On ProfitabilityДокумент121 страницаAn Appraisal of The Efficiency and Impact of Cost Control System On ProfitabilityEmmanuel KingsОценок пока нет
- ZU TD-500-HT Typical 2013 EN PDFДокумент446 страницZU TD-500-HT Typical 2013 EN PDFamekhzoumiОценок пока нет
- SOP For Preventive Maintenance of Production Equipment, Laboratory Instruments and Utilities in PharmaceuticalsДокумент3 страницыSOP For Preventive Maintenance of Production Equipment, Laboratory Instruments and Utilities in PharmaceuticalsdipawanshОценок пока нет
- OC - Automotive Engine MechanicДокумент5 страницOC - Automotive Engine MechanicMichael NcubeОценок пока нет
- Productivity Improvement in Apparel Industry .PPT PesentationДокумент14 страницProductivity Improvement in Apparel Industry .PPT Pesentationsudincr100% (3)
- Unit 1 Maintenance Management and Terotechnology: An OverviewДокумент9 страницUnit 1 Maintenance Management and Terotechnology: An OverviewBabu NarayananОценок пока нет
- Giza Systems Water BrochureДокумент11 страницGiza Systems Water BrochureWael OthmanОценок пока нет
- Caterpillar 525c Skidder Operation ManualДокумент20 страницCaterpillar 525c Skidder Operation Manualmary100% (48)
- Maintain Hydraulic Rock DrillДокумент68 страницMaintain Hydraulic Rock DrillArtur ArtSpiОценок пока нет
- New BEKAONE EnglishДокумент12 страницNew BEKAONE Englishwei leeОценок пока нет
- TPM Presentation 12 Steps 1 121Документ46 страницTPM Presentation 12 Steps 1 121Jyoti_Malik_874494% (16)
- TechWrite Building Handover Manual Example (Tech)Документ38 страницTechWrite Building Handover Manual Example (Tech)asad rehmanОценок пока нет
- Installation Manual Mechanical Seal (Flowserve)Документ8 страницInstallation Manual Mechanical Seal (Flowserve)Pitipong Sunkhong100% (1)
- Final PPR POM .MGT-407Документ2 страницыFinal PPR POM .MGT-40717460920-076Оценок пока нет
- DK-26 Instruction Manual (Maintenance) PDFДокумент191 страницаDK-26 Instruction Manual (Maintenance) PDFFernando César Carbone86% (7)
- 05 Chapter V MaintenanceДокумент143 страницы05 Chapter V MaintenanceGabriel DutraОценок пока нет
- Servicing Industrial ElectronicsДокумент56 страницServicing Industrial ElectronicsJoel MilanОценок пока нет
- DLT0408 C35-10, C38, C42, C50: Original Operating ManualДокумент68 страницDLT0408 C35-10, C38, C42, C50: Original Operating ManualHandoko67% (3)
- User Manual Readwell Touch Elisa Plate Analyser Ve - 5ac1cece1723dd45806d81faДокумент84 страницыUser Manual Readwell Touch Elisa Plate Analyser Ve - 5ac1cece1723dd45806d81faCarlos ReisОценок пока нет
- Zeal Polytechnic, Narhe: Micro ProjectДокумент12 страницZeal Polytechnic, Narhe: Micro ProjectOmkar DeshpandeОценок пока нет
- Design Planning and Cost Estimation of A G 1 School Building - Formatted PaДокумент12 страницDesign Planning and Cost Estimation of A G 1 School Building - Formatted PajerryОценок пока нет
- IBM Maximo For Aviation Solution OverviewДокумент22 страницыIBM Maximo For Aviation Solution OverviewAamir MalikОценок пока нет
- Highest Efficiencies For Various Industrial Applications: PumpsДокумент8 страницHighest Efficiencies For Various Industrial Applications: Pumpsahmed MareiОценок пока нет
- Minimizing Operational Risk in Oil Gas IndustryДокумент15 страницMinimizing Operational Risk in Oil Gas IndustryGolden PerfectОценок пока нет
- Audit of Warehouse and WeighingДокумент49 страницAudit of Warehouse and WeighingGayatri Tiwaskar100% (2)
- Tire Management in A Truck FleetДокумент7 страницTire Management in A Truck FleetInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- The Resiliency Continuum: N. Placer and A.F. SnyderДокумент17 страницThe Resiliency Continuum: N. Placer and A.F. SnyderSudhir RavipudiОценок пока нет
- Service Repair Manual: English All Language: Geographic Region: Serial Number RangeДокумент108 страницService Repair Manual: English All Language: Geographic Region: Serial Number RangeChua Yong0% (2)
- Marvin Alap Macadamia CVДокумент3 страницыMarvin Alap Macadamia CVBry Infante RayosОценок пока нет
- Advisory Circular AC 66-08 v1.1: Part 66 Aircraft Engineer Licences - PrivilegesДокумент54 страницыAdvisory Circular AC 66-08 v1.1: Part 66 Aircraft Engineer Licences - Privilegesnosh1983Оценок пока нет