Вам также может понравиться
- Painting Repair Isnpection Report FormДокумент2 страницыPainting Repair Isnpection Report FormDavid Frizt Siregar100% (3)
- Painting Report TemplateДокумент1 страницаPainting Report TemplateFrancisco Ona Amponin Jr.0% (1)
- Painting Report TemplateДокумент1 страницаPainting Report TemplateMohd Fadzle85% (20)
- Qaqc Format - Sandblasting y PinturaДокумент2 страницыQaqc Format - Sandblasting y Pinturaosdavid0490100% (1)
- 2037-PL-PL-0058-IR-T-014 Dated 10.12.19Документ16 страниц2037-PL-PL-0058-IR-T-014 Dated 10.12.19Dadaso Baburao Jamdar100% (1)
- Painting Report FormatДокумент1 страницаPainting Report FormatZulHafiz100% (1)
- Procedure For Surface Preparation and PaintingДокумент13 страницProcedure For Surface Preparation and Paintingwilliamsen50% (2)
- 2 Painting Insp - Report (PN-001)Документ1 страница2 Painting Insp - Report (PN-001)Vimin Prakash100% (3)
- Daily Coating Insp ReportДокумент2 страницыDaily Coating Insp ReportEhsan KhanОценок пока нет
- Blasting & Painting Report for Project NOV OCS/BPR/1115/001Документ2 страницыBlasting & Painting Report for Project NOV OCS/BPR/1115/001vinothОценок пока нет
- Daily Painting & Inspection Report (WI-05-A2) 170&pipe 1Документ1 страницаDaily Painting & Inspection Report (WI-05-A2) 170&pipe 1pstechnical_43312697Оценок пока нет
- Kalseng 2 CFSPP Painting Inspection ReportДокумент2 страницыKalseng 2 CFSPP Painting Inspection ReportKilerz 91100% (2)
- Painting Inspection ReportДокумент1 страницаPainting Inspection Reportakturkam8571% (7)
- Painting Inspection Report Final CoatДокумент3 страницыPainting Inspection Report Final Coatabdulgafoor54100% (1)
- 3.painting InspectionДокумент2 страницы3.painting InspectionSRINIVASAN S M100% (1)
- Painting Inspection ReportДокумент1 страницаPainting Inspection Reportsandipthummar1743100% (3)
- Blasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateДокумент3 страницыBlasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateLOPA THANDARОценок пока нет
- Blasting Coating ProcedureДокумент61 страницаBlasting Coating ProcedureZohair Aftab100% (1)
- 07blasting and Painting ReportДокумент2 страницы07blasting and Painting ReportVenkateswaraRaoОценок пока нет
- Daily Painting Inspection Report 01Документ1 страницаDaily Painting Inspection Report 01Oussama Ben AbbesОценок пока нет
- Blasting & Painting Report - FormatДокумент2 страницыBlasting & Painting Report - FormatSenthil Kumaran100% (6)
- Itp Internal CoatingДокумент4 страницыItp Internal CoatingkamlОценок пока нет
- Painting ProcedureДокумент17 страницPainting Procedurestdshop75% (4)
- Painting & Sand Blasting Report For Trussed StructureДокумент1 страницаPainting & Sand Blasting Report For Trussed StructureAshwani Dogra33% (3)
- Painting ReportДокумент1 страницаPainting Reportbaidu1980Оценок пока нет
- Painting Inspection ReportДокумент1 страницаPainting Inspection Reportعبداللة العبداللةОценок пока нет
- Weld Map & NDE Extent of Pressure VesselДокумент32 страницыWeld Map & NDE Extent of Pressure VesselMahesh Kumar100% (2)
- ITP - Painting & SandBlasting Rev00Документ2 страницыITP - Painting & SandBlasting Rev00Sulist N Wahyudie80% (5)
- Structural Steel Blasting and Painting ProceduresДокумент16 страницStructural Steel Blasting and Painting ProceduresHansel Francis60% (10)
- 000-A-Ee-0190470 Rev1 Painting Repair ProcedureДокумент34 страницы000-A-Ee-0190470 Rev1 Painting Repair Procedureonur gunes100% (2)
- KNPC tank cleaning and painting proceduresДокумент10 страницKNPC tank cleaning and painting proceduresMohamed RizwanОценок пока нет
- Painting & Sand Blasting ReportДокумент41 страницаPainting & Sand Blasting ReportAshwani Dogra89% (9)
- Blast & Paint Inspection Report SummaryДокумент1 страницаBlast & Paint Inspection Report SummaryChethan100% (1)
- Procedure For Painting of TanksДокумент18 страницProcedure For Painting of TanksJijesh Arayarath100% (3)
- Painting Inspection Report Form TemplateДокумент2 страницыPainting Inspection Report Form TemplateJanardhan SuryaОценок пока нет
- Daily Paint ReportДокумент2 страницыDaily Paint Reportcarey stewart100% (3)
- GASOLINE STORAGE TANK INSPECTION AND TEST PLANДокумент1 страницаGASOLINE STORAGE TANK INSPECTION AND TEST PLANAmer Y KОценок пока нет
- Coating and Blasting Daily ReportДокумент1 страницаCoating and Blasting Daily ReportLawren IgnatiusОценок пока нет
- Painting Procedure NG SystemsДокумент6 страницPainting Procedure NG SystemsTanveer Rajput EngrОценок пока нет
- Ultrasonic Testing Report For PipingДокумент54 страницыUltrasonic Testing Report For Pipingeldobie3Оценок пока нет
- ITP Blasting Painting.Документ2 страницыITP Blasting Painting.mohd as shahiddin jafri100% (4)
- Painting ProcedureДокумент8 страницPainting ProcedureSunday Paul50% (2)
- Abrasive Sand-Blasting Procedure PDFДокумент5 страницAbrasive Sand-Blasting Procedure PDFEko Kurniawan100% (5)
- Welder Test Param19!03!201211Документ151 страницаWelder Test Param19!03!201211VapaVapaОценок пока нет
- Report PaintДокумент1 страницаReport PaintEhsan KhanОценок пока нет
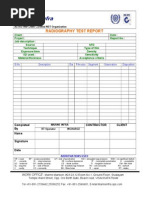
- RT Report FormatДокумент1 страницаRT Report FormatRonanki RaviОценок пока нет
- Itp For Storage TanksДокумент7 страницItp For Storage TanksHamid MansouriОценок пока нет
- Sample # 1Документ3 страницыSample # 1Clarence Ferro100% (1)
- Painting Report Cd2Документ139 страницPainting Report Cd2sivaОценок пока нет
- Weld Visual Report Rev.0Документ1 страницаWeld Visual Report Rev.0John TerryОценок пока нет
- Wash Tank Repair & Improvement Minas and Petapahan ProjectДокумент9 страницWash Tank Repair & Improvement Minas and Petapahan ProjectEndika Alfan100% (2)
- Fit-Up & Welding ReportДокумент11 страницFit-Up & Welding ReportRachel Flores71% (7)
- Ultra Sonic Flow MeterДокумент5 страницUltra Sonic Flow MeterchandruhbkkОценок пока нет
- Reports - QAQC - R0Документ10 страницReports - QAQC - R0talupurumОценок пока нет
- Material Inspection Report: Project Name Date InspДокумент22 страницыMaterial Inspection Report: Project Name Date InspRafiqKuОценок пока нет
- Magnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiДокумент1 страницаMagnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiMurugan RajaОценок пока нет
- GCI Storage Tank Data SheetДокумент4 страницыGCI Storage Tank Data SheetAlvin Smith60% (5)
- Mechanical Calculations for Air Receiver Pressure VesselДокумент32 страницыMechanical Calculations for Air Receiver Pressure VesselAndiWSutomoОценок пока нет
- Daily Work Report - Structural Steel Painting: Field AppliedДокумент2 страницыDaily Work Report - Structural Steel Painting: Field AppliedFranceEmpeОценок пока нет
- Api 673 SiДокумент11 страницApi 673 Situtuionut100% (1)
- TDS - TERRAWET Primer G 9 - 733 Inline - 060 - enДокумент2 страницыTDS - TERRAWET Primer G 9 - 733 Inline - 060 - enJavier Martinez CañalОценок пока нет
- Chcs Sds User Guide February 2014Документ163 страницыChcs Sds User Guide February 2014Anonymous 9xteZEo46qОценок пока нет
- Stress and StrainДокумент9 страницStress and StrainapplepiОценок пока нет
- Foreign MatterДокумент6 страницForeign MatterAnonymous XuiUo2ThОценок пока нет
- Distortion WELDINGДокумент106 страницDistortion WELDINGshruthi100% (1)
- Avaliação de Risco USEPA 2009 IIДокумент68 страницAvaliação de Risco USEPA 2009 IINayaraFeitosaОценок пока нет
- Ecofriendly Sugar Polymer Based Toilet CleanersДокумент4 страницыEcofriendly Sugar Polymer Based Toilet CleanersAnonymous kw8Yrp0R5r100% (1)
- Gcse Ocr DT FlashcardsДокумент8 страницGcse Ocr DT Flashcardsapi-256027312Оценок пока нет
- CO2 Capture With ILs and DESsДокумент33 страницыCO2 Capture With ILs and DESsMasroorAbroОценок пока нет
- Cpre 288 Project Day1Документ6 страницCpre 288 Project Day1api-381302027Оценок пока нет
- Astm F 480Документ26 страницAstm F 480ViswanathОценок пока нет
- Jabref References File:///Home/Gibss310/Vídeos/Hikaru - No - Go/Rosen..Документ3 страницыJabref References File:///Home/Gibss310/Vídeos/Hikaru - No - Go/Rosen..Esteban Olvera MagañaОценок пока нет
- Fluid KinematicsДокумент109 страницFluid KinematicsLorence Gabayan100% (1)
- Presence of Oxalative Ions in GuavaДокумент11 страницPresence of Oxalative Ions in GuavaPra MОценок пока нет
- Practice Text 1Документ5 страницPractice Text 1Juan Rodriguez OrdoñezОценок пока нет
- Aiwin Anionic Ms1 27-5-2013Документ2 страницыAiwin Anionic Ms1 27-5-2013ThrtThrthОценок пока нет
- Capsules-P. DevrajanДокумент71 страницаCapsules-P. Devrajanvnikhar123Оценок пока нет
- Optimize PRD Inspection Intervals Using RBI < 40Документ2 страницыOptimize PRD Inspection Intervals Using RBI < 40mukeshОценок пока нет
- Diffusion in SolidsДокумент243 страницыDiffusion in SolidsSubhasishNathОценок пока нет
- BS 7371-1-2009 General RequirementsДокумент24 страницыBS 7371-1-2009 General RequirementsmoorthyxОценок пока нет
- A Brief History of ChemistryДокумент27 страницA Brief History of ChemistryRaymond BeligoloОценок пока нет
- Chem 221 Name - Organic Chemistry I Quiz #5 (Chapters 1&2)Документ3 страницыChem 221 Name - Organic Chemistry I Quiz #5 (Chapters 1&2)mark anjo luyunОценок пока нет
- BraceletsДокумент48 страницBraceletsmohammad nadherОценок пока нет
- Autodock2 4 UserguideДокумент48 страницAutodock2 4 UserguidePowellAbogadoОценок пока нет
- Design of Anchor BlockДокумент4 страницыDesign of Anchor BlockDeepak Das TamrakarОценок пока нет
- Dabur ReportДокумент42 страницыDabur ReportMudit Misra0% (1)
- MSDS IzonilДокумент2 страницыMSDS Izonilabdul azizОценок пока нет
- Nitrogen, Total, TNT, 0 To 25.0, Persulfate Digestion Method 10071Документ9 страницNitrogen, Total, TNT, 0 To 25.0, Persulfate Digestion Method 10071Juliene Paiva FloresОценок пока нет
- BFAR-NIFTDC: Fisheries Research and Training CenterДокумент25 страницBFAR-NIFTDC: Fisheries Research and Training CenterRocel MislangОценок пока нет