Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Zyglo Reg Water Washable Penetrants (ZL-15B ZL-19 ZL-60D ZL-67 ZL-56)Документ3 страницыZyglo Reg Water Washable Penetrants (ZL-15B ZL-19 ZL-60D ZL-67 ZL-56)haranus2000Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Magnaglo Reg 14A Fluorescent Magnetic Powder Wet MethodДокумент2 страницыMagnaglo Reg 14A Fluorescent Magnetic Powder Wet Methodharanus2000Оценок пока нет
- N2-MSDS (Energas)Документ3 страницыN2-MSDS (Energas)haranus2000Оценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- N2 MSDS (Air Liquide)Документ3 страницыN2 MSDS (Air Liquide)haranus2000Оценок пока нет
- MSDS Nitrogen (Praxair)Документ8 страницMSDS Nitrogen (Praxair)haranus2000Оценок пока нет
- Vacuum Hardening HssДокумент6 страницVacuum Hardening Hssharanus2000Оценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Dynamic Reporting in AccessДокумент18 страницDynamic Reporting in Accessharanus2000Оценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- DavonДокумент1 601 страницаDavonPalyyОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- 14 Fine Tuned Assembly LineДокумент4 страницы14 Fine Tuned Assembly LineSadhish KannanОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Senthil Kumaran ResumeДокумент3 страницыSenthil Kumaran ResumeRamkumar SelvarajОценок пока нет
- VSL 2024 Course List and Loan Caps (Students)Документ14 страницVSL 2024 Course List and Loan Caps (Students)ashishkumar777Оценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- K SedimentationДокумент13 страницK SedimentationKitty VОценок пока нет
- User Manual For Soniclean Digital Benchtop Ultrasonic Cleaners 191013 PDFДокумент12 страницUser Manual For Soniclean Digital Benchtop Ultrasonic Cleaners 191013 PDFRafael GonzalezОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Reverb DesignДокумент9 страницReverb DesignSerj PoltavskiОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- D882 PDFДокумент4 страницыD882 PDFHoangОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- 2015 USMW HD WebДокумент47 страниц2015 USMW HD WebAlexis Sanchez100% (1)
- Jovan Marjanovic Theory of Gravity MachinesДокумент10 страницJovan Marjanovic Theory of Gravity MachinesWilhelm HartmanОценок пока нет
- Laplace MPNI 1150Документ20 страницLaplace MPNI 1150mansyur yadi67% (3)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Design Report For Proposed 3storied ResidentialbuildingДокумент35 страницDesign Report For Proposed 3storied ResidentialbuildingMohamed RinosОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Pipe Welding ProceduresДокумент257 страницPipe Welding ProceduresKhaeril Anwar100% (1)
- Int. J. Miner. Process.: Emin Cafer CilekДокумент10 страницInt. J. Miner. Process.: Emin Cafer CilekJose Patricio VelardeОценок пока нет
- Thermal PrinterДокумент15 страницThermal Printergadacz111Оценок пока нет
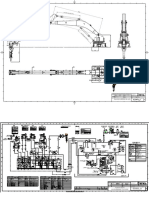
- 1L11545A E 3 ManipulatorДокумент130 страниц1L11545A E 3 ManipulatorFerenc BalazsОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Lab 31Документ8 страницLab 31net fliОценок пока нет
- KNS2163 Week1Документ32 страницыKNS2163 Week1Nurul QurratuОценок пока нет
- Lect-6 - Economics of Chemical PlantsДокумент36 страницLect-6 - Economics of Chemical Plantsmaged1998Оценок пока нет
- KX Tde600 FeatureДокумент460 страницKX Tde600 Featureabg121Оценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Manual de Parts ES16D6Документ36 страницManual de Parts ES16D6Eduardo CortezОценок пока нет
- Alien Legacy-Manual PDFДокумент93 страницыAlien Legacy-Manual PDFMark BallingerОценок пока нет
- Digital Document Processing and ManagementДокумент312 страницDigital Document Processing and ManagementJuanОценок пока нет
- CHEN3000 Process Plant Engineering: Semester 2 2016Документ30 страницCHEN3000 Process Plant Engineering: Semester 2 2016Max Yee Min JueyОценок пока нет
- Manesar AutomotiveДокумент101 страницаManesar Automotiveshriya shettiwarОценок пока нет
- Cathodic Protection System Inspection and Test PlanДокумент10 страницCathodic Protection System Inspection and Test PlanNoor A QasimОценок пока нет
- Fluid Mechanics 2 Momentum Equ. 2Документ3 страницыFluid Mechanics 2 Momentum Equ. 2Mohamed Al AminОценок пока нет
- 3 Drill StringДокумент43 страницы3 Drill StringShabaz HazharОценок пока нет
- GasesДокумент102 страницыGasesLya EscoteОценок пока нет