Вам также может понравиться
- Rethink Specifications For Fired HeatersДокумент7 страницRethink Specifications For Fired HeatersAhmed SeliemОценок пока нет
- Fired Heater Optimization ISA ADДокумент12 страницFired Heater Optimization ISA ADNagaphani Kumar RavuriОценок пока нет
- Fired Heater Optimization - AmteckДокумент12 страницFired Heater Optimization - Amteckbazil17Оценок пока нет
- Failure of 110 Bar WHB's Due To Poor Quality Boiler Feed WaterДокумент9 страницFailure of 110 Bar WHB's Due To Poor Quality Boiler Feed Watervaratharajan g rОценок пока нет
- High Emissivity CoatingДокумент12 страницHigh Emissivity CoatingĐoàn TrangОценок пока нет
- Reformer TubeДокумент16 страницReformer TubeAgus Tri Atmanto100% (1)
- Enhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachДокумент4 страницыEnhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachRabah BrikaОценок пока нет
- 1RF Tube Failure PDFДокумент8 страниц1RF Tube Failure PDFMd. Imran HossainОценок пока нет
- Six Sigma Methodology For Primary Reformer ReliabilityДокумент10 страницSix Sigma Methodology For Primary Reformer ReliabilityGrootОценок пока нет
- Failure of Inner Shell of Double Walled Atmospheric Ammonia TankДокумент9 страницFailure of Inner Shell of Double Walled Atmospheric Ammonia Tankvaratharajan g rОценок пока нет
- Prmary Reformer Catastrophic FailureДокумент9 страницPrmary Reformer Catastrophic FailureRizwan GujjarОценок пока нет
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsДокумент4 страницыFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezОценок пока нет
- Hydrogen Reformer Furnace Failure PDFДокумент10 страницHydrogen Reformer Furnace Failure PDFJacekОценок пока нет
- Aiche 36 012problematic Low Temperature ShiftДокумент10 страницAiche 36 012problematic Low Temperature ShiftHsein WangОценок пока нет
- (Tech Insp) Inspection Techniques in Reformer FurnacesДокумент10 страниц(Tech Insp) Inspection Techniques in Reformer FurnacesruchiniranjanОценок пока нет
- Mitigation of Reformer Tube Incidents at Yara's Ammonia PlantДокумент12 страницMitigation of Reformer Tube Incidents at Yara's Ammonia PlantVinh Do Thanh50% (2)
- Cause of Secondary Reformer Boiler Damage and RepairДокумент11 страницCause of Secondary Reformer Boiler Damage and Repairvaratharajan g rОценок пока нет
- Sec Reformer Dome Failure RefractoryДокумент9 страницSec Reformer Dome Failure RefractoryZeeshan SajidОценок пока нет
- Investigation of Platformer Reactor Nozzle CrackingДокумент12 страницInvestigation of Platformer Reactor Nozzle CrackingMubeenОценок пока нет
- FurnaceДокумент55 страницFurnaceShariq Ali100% (1)
- Creep Failure of HP Modified Reformer TubeДокумент20 страницCreep Failure of HP Modified Reformer Tubearaujo angel100% (1)
- Implementing a Feed Gas Saturation System to Improve Reformer EfficiencyДокумент8 страницImplementing a Feed Gas Saturation System to Improve Reformer EfficiencyDavid PierreОценок пока нет
- Survey of Worldwide Experience with Metal DustingДокумент12 страницSurvey of Worldwide Experience with Metal Dustingsoubhadra nag100% (1)
- Learning From AiChEДокумент74 страницыLearning From AiChEChuma Khan100% (1)
- Revamp Fired Heaters To Increase CapacityДокумент8 страницRevamp Fired Heaters To Increase Capacityyogitadoda100% (3)
- CBI Welding Journal Vert Plate Apr04Документ0 страницCBI Welding Journal Vert Plate Apr04Mahendra RathoreОценок пока нет
- ECI Symposium Proceedings Optimizes Fouling Mitigation DesignДокумент6 страницECI Symposium Proceedings Optimizes Fouling Mitigation DesignJoseAndresCarreñoОценок пока нет
- 50 Years of Ammonia Safety Knowledge SharingДокумент43 страницы50 Years of Ammonia Safety Knowledge Sharingbilal jawaidОценок пока нет
- High Flux Steam Reforming Design Lowers CostДокумент6 страницHigh Flux Steam Reforming Design Lowers CostAnissa Nurul BadriyahОценок пока нет
- 005 PDFДокумент8 страниц005 PDFGrootОценок пока нет
- Steam Reforming Common ProblemsДокумент61 страницаSteam Reforming Common ProblemsBilalОценок пока нет
- H P 2011 02 PDFДокумент97 страницH P 2011 02 PDFErvin WatzlawekОценок пока нет
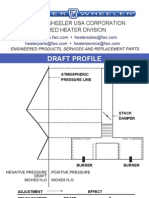
- Foster Wheeler USA Corporation Fired Heater Division Draft and O2 ControlsДокумент2 страницыFoster Wheeler USA Corporation Fired Heater Division Draft and O2 ControlsMas Arman Tewo100% (2)
- Boiler Heat FluxДокумент8 страницBoiler Heat FluxMubarik Ali100% (1)
- Reformer Furnaces - Material, Damage Mechanism and AssessmentДокумент21 страницаReformer Furnaces - Material, Damage Mechanism and AssessmentMuhammad Noor FadhliОценок пока нет
- Integrity Management For ReformersДокумент21 страницаIntegrity Management For Reformersbarry nancoo100% (1)
- Guard Bed CatalystsДокумент7 страницGuard Bed CatalystsargachoОценок пока нет
- Reformer Tube Metal Insp MonitoringДокумент63 страницыReformer Tube Metal Insp MonitoringAbdul Rehman100% (1)
- 193-202 ThyssenKrupp Industrial Solutions AG - Klaus NoelkerДокумент10 страниц193-202 ThyssenKrupp Industrial Solutions AG - Klaus Noelkermmlatif4Оценок пока нет
- F-201 Tube NippingДокумент19 страницF-201 Tube NippingAdnan Sheikh100% (2)
- Aiche-36-022Ammonia Converter-Ll Outlet LinesДокумент16 страницAiche-36-022Ammonia Converter-Ll Outlet LinesHsein WangОценок пока нет
- Waste Heat Boiler (101-C) Leakages & Possible Causes: Paper AbstractДокумент16 страницWaste Heat Boiler (101-C) Leakages & Possible Causes: Paper Abstractvaratharajan g rОценок пока нет
- Optimizing a New 3-Bed Ammonia ConverterДокумент12 страницOptimizing a New 3-Bed Ammonia ConverterGrootОценок пока нет
- Reformer Tubes Tim HillДокумент20 страницReformer Tubes Tim HillProkopОценок пока нет
- TLEbrochure09 2005Документ27 страницTLEbrochure09 2005Arun Kumar KarОценок пока нет
- Process Safety in The Fertilizer Industry, A New Focus: Fertiliser Production and Process RisksДокумент12 страницProcess Safety in The Fertilizer Industry, A New Focus: Fertiliser Production and Process Risksnikhil pawarОценок пока нет
- 2023 Paper 1BДокумент11 страниц2023 Paper 1BabubakarОценок пока нет
- Q1 Catalyst CatastrophesДокумент6 страницQ1 Catalyst CatastrophesGhulam RasoolОценок пока нет
- Replacement of Reformed Gas Waste Heat Boiler at Ammonia Plant... !!!!! X 0Документ12 страницReplacement of Reformed Gas Waste Heat Boiler at Ammonia Plant... !!!!! X 0David PierreОценок пока нет
- Catalyst Catastrophes II: John Brightling and DR Mike RobertsДокумент12 страницCatalyst Catastrophes II: John Brightling and DR Mike Robertsvaratharajan g rОценок пока нет
- Correctly Modeling and Calculating Combustion Efficiencies in Fired EquipmentДокумент23 страницыCorrectly Modeling and Calculating Combustion Efficiencies in Fired Equipmentfawmer61Оценок пока нет
- 100 Years of Ammonia Synthesis: A Review of DevelopmentsДокумент10 страниц100 Years of Ammonia Synthesis: A Review of DevelopmentsGrootОценок пока нет
- Get The Most From Your Fired HeaterДокумент6 страницGet The Most From Your Fired Heateryogitadoda100% (2)
- Syn Converter NitridingДокумент10 страницSyn Converter NitridingGaurav GuptaОценок пока нет
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОт EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentОценок пока нет
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988От EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockОценок пока нет
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86От EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Оценок пока нет
- Seemp StudyДокумент71 страницаSeemp StudyasdfightОценок пока нет
- 2ND Training Cidi MutfakДокумент31 страница2ND Training Cidi Mutfakrakan alnajiОценок пока нет
- Double-wall Contherm Max heat exchangerДокумент2 страницыDouble-wall Contherm Max heat exchangerManoj Kumar LalОценок пока нет
- Permanent Well Abandonment: Kenny Campbell and Rod Smith, SchlumbergerДокумент3 страницыPermanent Well Abandonment: Kenny Campbell and Rod Smith, SchlumbergerLidiaОценок пока нет
- Beluk BLR-CX Apfc ManualДокумент8 страницBeluk BLR-CX Apfc ManualKishore KumarОценок пока нет
- Aiab094998 - Design Development ChecklistДокумент8 страницAiab094998 - Design Development ChecklistmtОценок пока нет
- Pressure Points - HSB Newsletter - April 2014Документ4 страницыPressure Points - HSB Newsletter - April 2014imran jamilОценок пока нет
- Green HRMДокумент16 страницGreen HRMgtiiie100% (1)
- Adv Mark 2018 Company Profile 12Документ31 страницаAdv Mark 2018 Company Profile 12Vaijayanti JoshiОценок пока нет
- FormulationДокумент2 страницыFormulationawedsssssОценок пока нет
- Transportation ProjectДокумент4 страницыTransportation Projectapi-314850112Оценок пока нет
- PSFK presents the Future of LightДокумент157 страницPSFK presents the Future of Lightashok-rajashekar-7137Оценок пока нет
- 1361875264binder2Документ32 страницы1361875264binder2CoolerAdsОценок пока нет
- 8BK88Документ4 страницы8BK88t_syamprasadОценок пока нет
- The Bio-Based Economy in The NetherlandsДокумент12 страницThe Bio-Based Economy in The NetherlandsIrving Toloache FloresОценок пока нет
- 3-NS630B To 3200Документ168 страниц3-NS630B To 3200Babar FidaОценок пока нет
- Tianshi Company ProfileДокумент39 страницTianshi Company ProfileCynthia PanОценок пока нет
- 200 KW, Tier 3, Chilled Water, 5250 FT: Reference Design 4)Документ7 страниц200 KW, Tier 3, Chilled Water, 5250 FT: Reference Design 4)dexiОценок пока нет
- The Hot Rolling ProcessДокумент11 страницThe Hot Rolling ProcessSrenii VasanОценок пока нет
- Below Packer Hydraulic Safety JointДокумент2 страницыBelow Packer Hydraulic Safety JointRamanamurthy PalliОценок пока нет
- Overheating - Cleaning Fans and Troubleshooting Hot CPU FailureДокумент39 страницOverheating - Cleaning Fans and Troubleshooting Hot CPU Failurez4rm4rОценок пока нет
- Nso Sample Paper Class-9Документ2 страницыNso Sample Paper Class-9Pramod GuptaОценок пока нет
- Large Flotation Cells in Copper ProcessingДокумент8 страницLarge Flotation Cells in Copper Processinglouza8100% (1)
- 4 M's of Production Management: Manpower, Methods, Machines, MaterialsДокумент3 страницы4 M's of Production Management: Manpower, Methods, Machines, MaterialsFranchesca Valerio0% (1)
- Renewable Energy Act of 2008Документ14 страницRenewable Energy Act of 2008Vangie MontalboОценок пока нет
- Production Sharing Contract Review ReportДокумент7 страницProduction Sharing Contract Review Reportdixit87Оценок пока нет
- 4/3 AH-WRT™ - Horizontal Pump: InstallationДокумент3 страницы4/3 AH-WRT™ - Horizontal Pump: InstallationGuiver Santisteban IbañezОценок пока нет