Вам также может понравиться
- Ethanol Production Final Paper 2-2Документ35 страницEthanol Production Final Paper 2-2api-281981250Оценок пока нет
- Production of BioethanolДокумент43 страницыProduction of BioethanolAniket Chaki100% (4)
- Ethanol From Sugar Beets - A Process and Economic AnalysisДокумент143 страницыEthanol From Sugar Beets - A Process and Economic Analysisgigi7980Оценок пока нет
- Chapter 4 Mass Balances CompleteДокумент33 страницыChapter 4 Mass Balances Completekhairitajurus100% (1)
- Biodiesel Production: Nubuor Richmond Nii Addotey & Howels SamuelДокумент33 страницыBiodiesel Production: Nubuor Richmond Nii Addotey & Howels SamuelNubuor Richmond Nii Addotey100% (1)
- Purification by Liquid Liquid ExtractionДокумент8 страницPurification by Liquid Liquid ExtractionShivanand YadavОценок пока нет
- ABSTRACT (CG To Epichlorohydrin)Документ5 страницABSTRACT (CG To Epichlorohydrin)Amiel DionisioОценок пока нет
- Bioethanol From CornДокумент13 страницBioethanol From CornGhochapon MongkhonsiriОценок пока нет
- Industrial AlcoholДокумент15 страницIndustrial AlcoholDave Anthony LauroОценок пока нет
- Production of Ethanol - MicrobiologyДокумент5 страницProduction of Ethanol - Microbiologysubbaraau heghdeОценок пока нет
- Ethanol Production Pid PDFДокумент18 страницEthanol Production Pid PDFFranklin SalasОценок пока нет
- Par15 Final ReportДокумент242 страницыPar15 Final ReportMustika SaraswatiОценок пока нет
- Manufacture of Ethanol From MolassesДокумент11 страницManufacture of Ethanol From Molassesghoshna jyotiОценок пока нет
- Thai Ethanol Production PlanДокумент12 страницThai Ethanol Production Plantoanvmpetrologx100% (1)
- Production of Biodiesel From Algae 1 PDFДокумент141 страницаProduction of Biodiesel From Algae 1 PDFAmmar YasserОценок пока нет
- Bio-Ethanol Productions Plant in OntarioДокумент118 страницBio-Ethanol Productions Plant in OntarioVytautas Stasiulevicius100% (2)
- Separation Process Bio-Ethanol Production by Fermentation and Pervaporation Process With The Improvement in IndustriesДокумент25 страницSeparation Process Bio-Ethanol Production by Fermentation and Pervaporation Process With The Improvement in Industriesmykhairul90Оценок пока нет
- Production of Biodiesel From Zobo' (Hibiscus Sabdariffa L.) Seed OilДокумент50 страницProduction of Biodiesel From Zobo' (Hibiscus Sabdariffa L.) Seed OilBimbo AdulojuОценок пока нет
- The Effects of Catalysts in Biodiesel ProductionДокумент41 страницаThe Effects of Catalysts in Biodiesel ProductionAnonymous VpLeMjIОценок пока нет
- Production of BioethanolДокумент27 страницProduction of BioethanolRavin KumarОценок пока нет
- PFAD Factsheet 20200605 RДокумент4 страницыPFAD Factsheet 20200605 RFina Mustika SimanjuntakОценок пока нет
- Citric Acid-PEDДокумент32 страницыCitric Acid-PEDJomhel CalluengОценок пока нет
- Bioethanol ProductionДокумент36 страницBioethanol ProductionNor Hidawati EliasОценок пока нет
- Complete Full Report - Project Design 2019 Sem IIДокумент67 страницComplete Full Report - Project Design 2019 Sem IIGua Hantu100% (1)
- Production of Ethanol by MolassesДокумент154 страницыProduction of Ethanol by MolassesSAIMA ZAMEERОценок пока нет
- Abel Final ProjectДокумент62 страницыAbel Final ProjectfanusОценок пока нет
- Abstract: FYDP Stearic Acid Plant.Документ2 страницыAbstract: FYDP Stearic Acid Plant.Mohd AzizanОценок пока нет
- Industrial Alcohol ProductionДокумент4 страницыIndustrial Alcohol ProductionSheraz AliОценок пока нет
- EpichlorohydrinДокумент36 страницEpichlorohydrinCharles Amiel DionisioОценок пока нет
- Ethanol ProductionДокумент20 страницEthanol Productionkakakukoa100% (1)
- Trickle Bed ReactorДокумент23 страницыTrickle Bed ReactorgautamahujaОценок пока нет
- Final Biodiesel ReportДокумент60 страницFinal Biodiesel ReportJohan LukitaОценок пока нет
- Recent Developments On The Synthesis and Cleavage of Tert-Butyl Ethers and Estersfor Synthetic Purposes and Fuel Additive PDFДокумент12 страницRecent Developments On The Synthesis and Cleavage of Tert-Butyl Ethers and Estersfor Synthetic Purposes and Fuel Additive PDFcarbonloveОценок пока нет
- Full Report Exp 1Документ8 страницFull Report Exp 1Wan IrsyaduddinОценок пока нет
- Production of Biodiesel CHEM PROJECTДокумент17 страницProduction of Biodiesel CHEM PROJECTNayera H. Elsaady100% (1)
- PROCESS PLANT AND EQUIPMENT DESIGN Bioethanol (The Very Official)Документ25 страницPROCESS PLANT AND EQUIPMENT DESIGN Bioethanol (The Very Official)Gua Hantu100% (1)
- Ethanol ProductionДокумент13 страницEthanol ProductionRhea MambaОценок пока нет
- Manufacturing of Acrylic Acid PDFДокумент39 страницManufacturing of Acrylic Acid PDFNikhil TanwarОценок пока нет
- Transesterificacion BiodieselДокумент184 страницыTransesterificacion BiodieselRichard AlexanderОценок пока нет
- Refining of Palm Kernel OilДокумент75 страницRefining of Palm Kernel Oilhagung100% (3)
- Production of BioethanolДокумент15 страницProduction of BioethanolWendell LlanetaОценок пока нет
- Production of Ethanol Using Molasses and Its Effluent TreatmentДокумент105 страницProduction of Ethanol Using Molasses and Its Effluent Treatmentjamesoleonardo88% (8)
- Process Modeling of A Biorefinery For Integrated Production of Ethanol and Furfural in HYSYS PDFДокумент105 страницProcess Modeling of A Biorefinery For Integrated Production of Ethanol and Furfural in HYSYS PDFHaitham OsmanОценок пока нет
- Alfonsina DME Plant DesignДокумент12 страницAlfonsina DME Plant Designelend1993Оценок пока нет
- Bio-Diesel Production From Food WasteДокумент25 страницBio-Diesel Production From Food WasteAbhishek PandeyОценок пока нет
- IPAДокумент12 страницIPAEr Bali Pandhare50% (2)
- Conceptual Design of Water Separation Process in Glycerol-Based Acrylic Acid ProductionДокумент9 страницConceptual Design of Water Separation Process in Glycerol-Based Acrylic Acid Productiongg ogg100% (1)
- Project Thesis Refining of Used Motor Oil Using Solvent ExtractionДокумент77 страницProject Thesis Refining of Used Motor Oil Using Solvent ExtractionSyed Waqas Haider50% (2)
- Fuel Ethanol From CornДокумент19 страницFuel Ethanol From CornHan ChauОценок пока нет
- US4322569 Catalytic Hydrogentaion Glucose To SorbitolДокумент7 страницUS4322569 Catalytic Hydrogentaion Glucose To SorbitolRingga sonifaОценок пока нет
- Production and Characterization of Biodiesel From Avocado Peel OilДокумент112 страницProduction and Characterization of Biodiesel From Avocado Peel OilHoa TuyetОценок пока нет
- Lactic Acid Industrial ProductionДокумент20 страницLactic Acid Industrial Productiondorei100% (1)
- Production of Propylene Oxide From Propylene Using Patented SilveДокумент198 страницProduction of Propylene Oxide From Propylene Using Patented SilveYahya Isied100% (1)
- Project Report FINALДокумент38 страницProject Report FINALSagar PhullОценок пока нет
- Chapter II BiodieselДокумент28 страницChapter II BiodieselJohn Carlo Marasigan ArellanoОценок пока нет
- Biodiesel Production - A Mini Review PDFДокумент13 страницBiodiesel Production - A Mini Review PDFyohannesОценок пока нет
- Lactic Acid Plant CostДокумент3 страницыLactic Acid Plant CostIntratec SolutionsОценок пока нет
- BiofuelДокумент16 страницBiofueltanzu4uОценок пока нет
- Bioethanol - The Advantages and Disadvantages - UK: What Is Bioethanol and How Is It Produced?Документ2 страницыBioethanol - The Advantages and Disadvantages - UK: What Is Bioethanol and How Is It Produced?Gabriele NeriОценок пока нет
- Aniket Chaki: Experience: 3 Years 9 MonthsДокумент4 страницыAniket Chaki: Experience: 3 Years 9 MonthsAniket ChakiОценок пока нет
- Inflation: Dr. M. SubramanianДокумент10 страницInflation: Dr. M. SubramanianAniket ChakiОценок пока нет
- Manufacturing Cost: Dr. M. SubramanianДокумент13 страницManufacturing Cost: Dr. M. SubramanianAniket ChakiОценок пока нет
- Chemical Mineral QuestionДокумент12 страницChemical Mineral QuestionAniket ChakiОценок пока нет
- Offer LetterДокумент1 страницаOffer LetterAniket ChakiОценок пока нет
- Https WWW - Irctc.co - in Eticketing PrintTicketДокумент1 страницаHttps WWW - Irctc.co - in Eticketing PrintTicketAniket ChakiОценок пока нет
- Indian Ordnance FactoryДокумент2 страницыIndian Ordnance FactoryAniket ChakiОценок пока нет
- Organic MarketingДокумент20 страницOrganic MarketingAniket ChakiОценок пока нет
- Pradhan Man TriДокумент8 страницPradhan Man TriAniket ChakiОценок пока нет
- Kerala An OverviewДокумент26 страницKerala An OverviewAniket ChakiОценок пока нет
- Beer Market in IndiaДокумент46 страницBeer Market in Indiaapi-270140890% (1)
- Case Analysis Corona BeerДокумент7 страницCase Analysis Corona Beerfbl3Оценок пока нет
- Soya Sauce Production DetailsДокумент2 страницыSoya Sauce Production DetailsNirmal SharmaОценок пока нет
- Startegic MGMT - Bira 91 - Group 2 - Introduction - CT v0.1Документ9 страницStartegic MGMT - Bira 91 - Group 2 - Introduction - CT v0.1kartik kaushikОценок пока нет
- Zymurgy 2016 Vol 39-01 Jan-Feb PDFДокумент92 страницыZymurgy 2016 Vol 39-01 Jan-Feb PDFmiraporlaventanОценок пока нет
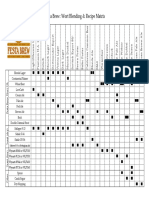
- Festa Brew Wort Blending & Recipe MatrixДокумент1 страницаFesta Brew Wort Blending & Recipe MatrixSachin DarjiОценок пока нет
- AI 71324 Beer Analysis Application Notebook AI71324 enДокумент30 страницAI 71324 Beer Analysis Application Notebook AI71324 enmikicacicaОценок пока нет
- Alcoholic Beverages PDFДокумент55 страницAlcoholic Beverages PDFKricel Maquera0% (1)
- GEA - Westfalia - Systems & Processes in BreweriesДокумент32 страницыGEA - Westfalia - Systems & Processes in BreweriesAminur RahmanОценок пока нет
- Group5 Design of CO2 Recovery Sys For Brewing MFG Plant ME158P-2 E02 ESДокумент21 страницаGroup5 Design of CO2 Recovery Sys For Brewing MFG Plant ME158P-2 E02 ESFirst LastОценок пока нет
- Alfa Laval Principles of Cleaning and CipДокумент43 страницыAlfa Laval Principles of Cleaning and CipMarcelo PerettiОценок пока нет
- Price BeerДокумент13 страницPrice BeerSkam KekcОценок пока нет
- Distillery Business Plan No 2Документ4 страницыDistillery Business Plan No 2Derek Shilling100% (2)
- Cetak Soal Tugas - Sistem Informasi Pembelajaran (SIP) SMA Kusuma Bangsa PalembaДокумент7 страницCetak Soal Tugas - Sistem Informasi Pembelajaran (SIP) SMA Kusuma Bangsa PalembaGora Marondos Kayara SaragihОценок пока нет
- Bira 91Документ11 страницBira 91Rishab Gupta100% (2)
- Brand Management: Individual AssignmentДокумент3 страницыBrand Management: Individual Assignmentsuhad ahamedОценок пока нет
- How To Brew Your Own BeerДокумент6 страницHow To Brew Your Own BeerJohan RiosОценок пока нет
- Craft of Whiskey DistillingДокумент128 страницCraft of Whiskey DistillingEmerik PišlОценок пока нет
- J Ijfoodmicro 2008 12 008Документ6 страницJ Ijfoodmicro 2008 12 008William EdwardsОценок пока нет
- Strategy Group 2 BudweiserДокумент17 страницStrategy Group 2 BudweiserApoorva GargОценок пока нет
- Chapter 7 - GlossaryДокумент12 страницChapter 7 - Glossaryandr100% (1)
- PG01 AssgДокумент38 страницPG01 AssgShubh BhanushaliОценок пока нет
- Wset L1beer Specification en Dec2023 Issue1Документ16 страницWset L1beer Specification en Dec2023 Issue1marmate69Оценок пока нет
- Printable Flash Cards PDFДокумент67 страницPrintable Flash Cards PDFRichard ZarrocaОценок пока нет
- Beer Styles Study GuideДокумент120 страницBeer Styles Study Guideapi-421013186100% (1)
- The Brewing Process: MaltingДокумент2 страницыThe Brewing Process: MaltingAndrea CasillasОценок пока нет
- Classic Beer Style Series #16 - Pale Ale (Second Edition) - History, Brewing, Techniques, Recipes - by Terry Foster (1999)Документ455 страницClassic Beer Style Series #16 - Pale Ale (Second Edition) - History, Brewing, Techniques, Recipes - by Terry Foster (1999)alvarozero100% (1)
- Brew Pub Licence Brochure FinalДокумент8 страницBrew Pub Licence Brochure FinalThe Brandon SunОценок пока нет
- Free Moonshine RecipesДокумент10 страницFree Moonshine RecipesAnonymous HIihPWH71100% (1)
- Bfad - Product CategoryДокумент1 страницаBfad - Product CategoryMarilyn LumibaoОценок пока нет