Вам также может понравиться
- Tool PresettingДокумент22 страницыTool PresettingAtulMaurya100% (1)
- ADP 1 LAB ManualДокумент54 страницыADP 1 LAB ManualdhanajayanОценок пока нет
- Documents - Pub - Is 802 Part1 Sec1 PDFДокумент22 страницыDocuments - Pub - Is 802 Part1 Sec1 PDFSrishti Project ConsultantsОценок пока нет
- Fuel & Ignition System Engine VolvoДокумент1 страницаFuel & Ignition System Engine VolvoImran MehboobОценок пока нет
- 1-Introduction To Process ControlДокумент30 страниц1-Introduction To Process ControlRazif Metta100% (4)
- Instruction Manual 862 Interface-Thermo-ElementДокумент16 страницInstruction Manual 862 Interface-Thermo-ElementAlvaro Chang100% (1)
- E95 Dtu485Документ27 страницE95 Dtu485RodrigoОценок пока нет
- Dewpro Mmy 31 Operating Manual EnglishДокумент36 страницDewpro Mmy 31 Operating Manual EnglishAnonymous zMWvcTОценок пока нет
- 61813e 03 PDFДокумент170 страниц61813e 03 PDFGuillermo RamirezОценок пока нет
- Komtrax: Instruction ManualДокумент30 страницKomtrax: Instruction ManualPMV DeptОценок пока нет
- ATG854 Protocol ManualДокумент24 страницыATG854 Protocol ManualThái NgọcОценок пока нет
- Flowpet 5GДокумент56 страницFlowpet 5GOoi Ban JuanОценок пока нет
- Modular PLC XC-CPU201-... (-XV) XC-CPU202-... - XV: User ManualДокумент156 страницModular PLC XC-CPU201-... (-XV) XC-CPU202-... - XV: User ManualIonel RacaruОценок пока нет
- OFC - VILLA Hydraulics - General Catalogue 2016 - 03Документ286 страницOFC - VILLA Hydraulics - General Catalogue 2016 - 03МихаилОценок пока нет
- Manual Sitop Ups1600 Ups1100 enДокумент176 страницManual Sitop Ups1600 Ups1100 enTonyОценок пока нет
- Status: Confidentiality Class Acc. To 1102 KДокумент1 страницаStatus: Confidentiality Class Acc. To 1102 KAbdellah IbrahimОценок пока нет
- View A: StatusДокумент1 страницаView A: StatusAbdellah IbrahimОценок пока нет
- Japan Servo CatalogДокумент39 страницJapan Servo CatalogKofaKing100% (1)
- REER Mosaic Catalog 11Документ16 страницREER Mosaic Catalog 11Jorge_Andril_5370Оценок пока нет
- Tensiometer Manual JT-9050Документ196 страницTensiometer Manual JT-9050endangfarid hidayatОценок пока нет
- Data Sheet - : GE Industrial Systems Custom 8000 (R) Squirrel Cage MotorДокумент8 страницData Sheet - : GE Industrial Systems Custom 8000 (R) Squirrel Cage MotorEdgar CanelasОценок пока нет
- 1PH7 MotorДокумент244 страницы1PH7 MotorgetОценок пока нет
- Manual Vortex FoxboroДокумент56 страницManual Vortex FoxboroYadir SánchezОценок пока нет
- Alspa MV3000 PDFДокумент10 страницAlspa MV3000 PDFMikeОценок пока нет
- CNV 03 BДокумент4 страницыCNV 03 BMaitry ShahОценок пока нет
- Linc L471 Level Switch Data Sheet PDFДокумент4 страницыLinc L471 Level Switch Data Sheet PDFBryan Pacheco TОценок пока нет
- Datasheet - Solargiga 560W JMPV-X1 72Документ2 страницыDatasheet - Solargiga 560W JMPV-X1 72tacianoОценок пока нет
- Drive 21481044 - 200929Документ84 страницыDrive 21481044 - 200929kevin kurnia marpaung100% (1)
- Shimpo VRL SeriesДокумент48 страницShimpo VRL SeriesElectromateОценок пока нет
- Ic 693 Cpu 313Документ5 страницIc 693 Cpu 313mubashersaeedОценок пока нет
- Preliminary: Fagor Automation, S.CoopДокумент32 страницыPreliminary: Fagor Automation, S.CoopRogério PereiraОценок пока нет
- SiemensДокумент181 страницаSiemensapi-974825720% (1)
- Pulling Energy 560W MonoДокумент2 страницыPulling Energy 560W MonodatabasegptropinatiОценок пока нет
- Manual SomachineДокумент228 страницManual SomachineMauricio NaranjoОценок пока нет
- Dvh-7680av (Som Automotivo)Документ86 страницDvh-7680av (Som Automotivo)Adailton SantosОценок пока нет
- Iso5167 4Документ32 страницыIso5167 4Alessio NardiniОценок пока нет
- A AG G - D D779 90 00 0: Service ManualДокумент34 страницыA AG G - D D779 90 00 0: Service ManualSilomo-saka MambaОценок пока нет
- SIMOTICS S-1FK7 Servomotors: &Rpsdfw6/Qfkurqrxv0Rwruviru0Rwlrq&Rqwuro$SsolfdwlrqvДокумент6 страницSIMOTICS S-1FK7 Servomotors: &Rpsdfw6/Qfkurqrxv0Rwruviru0Rwlrq&Rqwuro$SsolfdwlrqvDaniel FernándezОценок пока нет
- Delta DVP-SV Sv2 I Mul 20130722Документ19 страницDelta DVP-SV Sv2 I Mul 20130722nilyenmaОценок пока нет
- STP60 SHP75 SunSpec Modbus TI en 13Документ57 страницSTP60 SHP75 SunSpec Modbus TI en 13Urfan AshrafОценок пока нет
- Millmate Roll Force Systems With Millmate Controller 400: User ManualДокумент234 страницыMillmate Roll Force Systems With Millmate Controller 400: User ManualChung NgoОценок пока нет
- Viper22a Equivalent PDFДокумент16 страницViper22a Equivalent PDFXande Nane Silveira0% (1)
- Service Manual: CX501 CX501B CX501AДокумент31 страницаService Manual: CX501 CX501B CX501AAriNetoОценок пока нет
- Drawing Requirement ETANorm ExtensionДокумент7 страницDrawing Requirement ETANorm ExtensionmkhuramОценок пока нет
- Bursting Strength Tester Type Mullen MTA-2000eДокумент1 страницаBursting Strength Tester Type Mullen MTA-2000eAndi FebriantoОценок пока нет
- DSE9701 & DSE9702: Vertical 5 Amp Battery ChargersДокумент2 страницыDSE9701 & DSE9702: Vertical 5 Amp Battery Chargersasuhuane100% (1)
- H2W Technologies BrochureДокумент32 страницыH2W Technologies BrochurenemzinhoОценок пока нет
- G8 BookДокумент334 страницыG8 BookalexОценок пока нет
- 200.061 MP Icm Modbus User Guide enДокумент28 страниц200.061 MP Icm Modbus User Guide enVijaya Kumar100% (1)
- Apergy PCS Ferguson 8000 Series Controllers Brochure 3Документ8 страницApergy PCS Ferguson 8000 Series Controllers Brochure 3ojrfgmrfОценок пока нет
- Important Notes For STARTER V5.4 HF2Документ37 страницImportant Notes For STARTER V5.4 HF2Luis BritoОценок пока нет
- Tolomatic 2011 CatalogДокумент227 страницTolomatic 2011 CatalogElectromateОценок пока нет
- Manual Gaulin Homogenizers H P Pumps 899879 US Tcm11-7511Документ114 страницManual Gaulin Homogenizers H P Pumps 899879 US Tcm11-7511SirjuniAntoОценок пока нет
- NT935 Standard ING R4Документ12 страницNT935 Standard ING R4JorgeAlvesОценок пока нет
- PI1272 - Can Sealants - DAREX® DRUM 159V HV Sealing Compound - EU - RHughes - SEAMS - 06.30.2017Документ2 страницыPI1272 - Can Sealants - DAREX® DRUM 159V HV Sealing Compound - EU - RHughes - SEAMS - 06.30.2017Anonymous SZfwy3HAFCОценок пока нет
- Hba - 079 827Документ2 страницыHba - 079 827Edevaldo SimasОценок пока нет
- Civacon 8130 Optic Rack MonitorДокумент16 страницCivacon 8130 Optic Rack MonitorGusukuma JGОценок пока нет
- SEKO Kompact PDFДокумент4 страницыSEKO Kompact PDFRuber TorresОценок пока нет
- Celdas de CargasДокумент120 страницCeldas de CargasRafael RogelОценок пока нет
- Maquina de Instrumentação PDFДокумент4 страницыMaquina de Instrumentação PDFhecirlene vieiraОценок пока нет
- 38 Peter BlanzДокумент10 страниц38 Peter BlanzClaudio Del Pino VásquezОценок пока нет
- Celda de CargaДокумент18 страницCelda de CargaronainteОценок пока нет
- Lecture 6 Body & Guide WaysДокумент48 страницLecture 6 Body & Guide WaysLUKI INDRA WIRAОценок пока нет
- 6.it Ain't Heavy Siemens Weighing-3Документ50 страниц6.it Ain't Heavy Siemens Weighing-3Raoul SanouОценок пока нет
- Pump Installation Report: 30 Damascus Road, Suite 115 Bedford, Nova Scotia B4A 0C1Документ1 страницаPump Installation Report: 30 Damascus Road, Suite 115 Bedford, Nova Scotia B4A 0C1Yosif BabekerОценок пока нет
- Blue Brain-The Future TechnologyДокумент27 страницBlue Brain-The Future TechnologyZuber MdОценок пока нет
- CBSE Class 12 Political Science WorksheetДокумент2 страницыCBSE Class 12 Political Science WorksheetKamal BhardwajОценок пока нет
- Dometic RM4185 6405 PDFДокумент20 страницDometic RM4185 6405 PDFcarlosrei2Оценок пока нет
- Patrick Bernard Resume 2018 ExecutiveДокумент3 страницыPatrick Bernard Resume 2018 ExecutivePatrick BernardОценок пока нет
- Automatic Transmission: Models FA and FB With Allison AT542Документ22 страницыAutomatic Transmission: Models FA and FB With Allison AT542nguyenxuanvinhv3Оценок пока нет
- Careers 2Документ1 страницаCareers 2CityPressОценок пока нет
- A-Class Mark II: Print Engines For ApplicatorsДокумент25 страницA-Class Mark II: Print Engines For ApplicatorsJeffery ReynoldsОценок пока нет
- Reduced Vertical Separation Minimum - RVSM: IVAO HQ Training DepartmentДокумент4 страницыReduced Vertical Separation Minimum - RVSM: IVAO HQ Training DepartmentjesusОценок пока нет
- Swiss FCM Ordinance - EuPIA QДокумент6 страницSwiss FCM Ordinance - EuPIA Qiz_nazОценок пока нет
- Glass Stair RailingsДокумент1 страницаGlass Stair RailingsRenz ChuaОценок пока нет
- Giving Constructive Feedback Training Course OutlineДокумент3 страницыGiving Constructive Feedback Training Course OutlineJeeОценок пока нет
- Artificial LightingДокумент7 страницArtificial Lightingkookie maeОценок пока нет
- CE5604 Term PaperДокумент6 страницCE5604 Term PaperCemre CaglarОценок пока нет
- QCDD-Duyar-QR SprinklersДокумент2 страницыQCDD-Duyar-QR SprinklersBaraa' KahlawiОценок пока нет
- Lewmar Marine Equipment Guide Ed 14Документ224 страницыLewmar Marine Equipment Guide Ed 14Renato Fonseca100% (1)
- Tutorial 2 What Is The Output of The Below Program?Документ2 страницыTutorial 2 What Is The Output of The Below Program?Sunitha BabuОценок пока нет
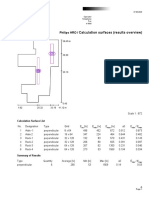
- Calculation Surfaces (Results Overview) : Philips HROДокумент4 страницыCalculation Surfaces (Results Overview) : Philips HROsanaОценок пока нет
- Acer Computers Aspire 9300 Aspire 9300 Aspire 7000 Service Guide Ae6e07aДокумент143 страницыAcer Computers Aspire 9300 Aspire 9300 Aspire 7000 Service Guide Ae6e07acvotechnicalsОценок пока нет
- Municipality of AloguinsanДокумент5 страницMunicipality of AloguinsanLady Mae BrigoliОценок пока нет
- Btech Trainings GuideДокумент26 страницBtech Trainings GuideAlfian Pamungkas SakawigunaОценок пока нет
- Baan ERP HistoryДокумент18 страницBaan ERP HistoryBalaji_SAPОценок пока нет
- Cansat2017 5235 CDR v02Документ185 страницCansat2017 5235 CDR v02tom2susanОценок пока нет
- Fenelon - Dialogues With The DeadДокумент279 страницFenelon - Dialogues With The DeadjuanojedamenaОценок пока нет