Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Co17pr Esme E01 r03 RДокумент1 страницаCo17pr Esme E01 r03 RBenjamin Ricardo Nasrallah AlvarezОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- ABB - XLPE Land Cable Systems User S Guide Rev 5Документ2 страницыABB - XLPE Land Cable Systems User S Guide Rev 5Benjamin Ricardo Nasrallah AlvarezОценок пока нет
- ANSI C119.4 Connectors For Bare Overhead Conductors PDFДокумент23 страницыANSI C119.4 Connectors For Bare Overhead Conductors PDFBenjamin Ricardo Nasrallah AlvarezОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- ATC Report 2019 and Panel Reports PDFДокумент134 страницыATC Report 2019 and Panel Reports PDFBenjamin Ricardo Nasrallah AlvarezОценок пока нет
- Nema WC 70 Icea S 95 658Документ9 страницNema WC 70 Icea S 95 658rlaureano0% (1)
- Powerline Ampacity SystemДокумент257 страницPowerline Ampacity Systemwasik86% (7)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Busbar Scheme (Siemens)Документ78 страницBusbar Scheme (Siemens)Hanis Halim100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Abb Furse Catalogue UkДокумент336 страницAbb Furse Catalogue UkBenjamin Ricardo Nasrallah Alvarez100% (2)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- PreviewsДокумент6 страницPreviewsBenjamin Ricardo Nasrallah AlvarezОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Distribution Substation Manual Substation ArrangementsДокумент102 страницыDistribution Substation Manual Substation ArrangementsBenjamin Ricardo Nasrallah AlvarezОценок пока нет
- Abb Recloser VR3SДокумент2 страницыAbb Recloser VR3SBenjamin Ricardo Nasrallah AlvarezОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Distribution Substation Manual Substation ArrangementsДокумент102 страницыDistribution Substation Manual Substation ArrangementsBenjamin Ricardo Nasrallah AlvarezОценок пока нет
- Astm G57 - 95aДокумент5 страницAstm G57 - 95aBenjamin Ricardo Nasrallah AlvarezОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- IEEE STD 979-2012, IEEE Guide For Substation Fire ProtectionДокумент99 страницIEEE STD 979-2012, IEEE Guide For Substation Fire ProtectionM Alim Ur Rahman100% (2)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- D 3633 - 98 - RDM2MZMДокумент3 страницыD 3633 - 98 - RDM2MZMluisandrade100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- tcw060 323159 Ffs AenДокумент5 страницtcw060 323159 Ffs AenBenjamin Ricardo Nasrallah AlvarezОценок пока нет
- IEEE STD 998-2012 - Guide For Direct Lightning Stroke Shielding of SubstationsДокумент227 страницIEEE STD 998-2012 - Guide For Direct Lightning Stroke Shielding of SubstationsBenjamin Ricardo Nasrallah Alvarez100% (2)
- IEC PAS 62030 Real-Time Publish-Subscribe (RTPS) Wire Protocol Specification Version 1.0Документ166 страницIEC PAS 62030 Real-Time Publish-Subscribe (RTPS) Wire Protocol Specification Version 1.0Benjamin Ricardo Nasrallah AlvarezОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- IEC 726 Dry Type PowertransformersДокумент45 страницIEC 726 Dry Type Powertransformersg_nrajaОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- IES LM-79-08: ATG Electronics CorpДокумент12 страницIES LM-79-08: ATG Electronics CorpBenjamin Ricardo Nasrallah AlvarezОценок пока нет
- Vacuum Pump Project PresentationДокумент5 страницVacuum Pump Project PresentationAlexandru Robert DumbravăОценок пока нет
- Mosfet & Igbt: Ee3147 Power ElectronicsДокумент16 страницMosfet & Igbt: Ee3147 Power ElectronicsHoàng TúОценок пока нет
- MC6803U4 DataSheet ArchiveДокумент44 страницыMC6803U4 DataSheet ArchiveRuben AparicioОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Crystal Growth Techniques PDFДокумент30 страницCrystal Growth Techniques PDFanisОценок пока нет
- IR SensorrДокумент7 страницIR SensorrSifatОценок пока нет
- 1Документ784 страницы1Prasanth Bitla100% (1)
- Ena Doc 012-2006 PDFДокумент15 страницEna Doc 012-2006 PDFM.Ubaid Ullah Khalid100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Eee 14Документ152 страницыEee 14tjpkОценок пока нет
- CR1000 DataloggerДокумент630 страницCR1000 DataloggersudirmanpriyoОценок пока нет
- Basic Passive RC FiltersДокумент44 страницыBasic Passive RC FiltersJohnPJojoОценок пока нет
- Getting StartedДокумент58 страницGetting StartedChuck GrayОценок пока нет
- Types Noise in Image ProcessingДокумент18 страницTypes Noise in Image ProcessingTrầnQ.TuấnОценок пока нет
- MT 4100 March 2013Документ2 страницыMT 4100 March 2013Dario Gabriel Coz RojasОценок пока нет
- Vlsi Module-3Документ129 страницVlsi Module-3Phanindra ReddyОценок пока нет
- (Chapter 2-5) Signal Analysis and Mixing (19-40)Документ22 страницы(Chapter 2-5) Signal Analysis and Mixing (19-40)Grace LatОценок пока нет
- Function Generator: 0.002Hz To 2MhzДокумент34 страницыFunction Generator: 0.002Hz To 2MhzsebastinОценок пока нет
- Computer Motherboard GIGABYTE GA-8IRXДокумент38 страницComputer Motherboard GIGABYTE GA-8IRXdomingossavioОценок пока нет
- 18sound Kit18 HornДокумент23 страницы18sound Kit18 HornSergioОценок пока нет
- Chip Level Laptop Repairing Institute PDFДокумент10 страницChip Level Laptop Repairing Institute PDFMagzoub NourОценок пока нет
- Molecul h2 NormalisasiДокумент5 страницMolecul h2 NormalisasiendahОценок пока нет
- s10332300-3005 - 0 Programmable LogicДокумент19 страницs10332300-3005 - 0 Programmable Logicappril26Оценок пока нет
- OSN 8800 6800 3800 V100 Routine Maintenance 06Документ26 страницOSN 8800 6800 3800 V100 Routine Maintenance 06terenteОценок пока нет
- Liebert GXT3-10000T230 Parallel System GuideДокумент4 страницыLiebert GXT3-10000T230 Parallel System GuideEdgardo A. MamaniОценок пока нет
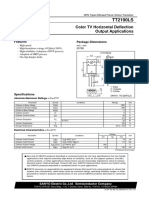
- TT2190LS: Color TV Horizontal Deflection Output ApplicationsДокумент4 страницыTT2190LS: Color TV Horizontal Deflection Output ApplicationsFreddyОценок пока нет
- SA288 ARTICLE 23 Ultrasonic StandardsДокумент10 страницSA288 ARTICLE 23 Ultrasonic StandardsSean LavergneОценок пока нет
- Datasheet of TDA8703Документ19 страницDatasheet of TDA8703Станислав ИвановОценок пока нет
- UMTS Applied Radio PlanningДокумент64 страницыUMTS Applied Radio PlanningIrwan WahyudiОценок пока нет
- FY 40A ManualДокумент8 страницFY 40A Manualcalin0015Оценок пока нет
- P Charger 02Документ8 страницP Charger 02Thanh TinhОценок пока нет
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansОт EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansРейтинг: 4.5 из 5 звезд4.5/5 (21)
- To Engineer Is Human: The Role of Failure in Successful DesignОт EverandTo Engineer Is Human: The Role of Failure in Successful DesignРейтинг: 4 из 5 звезд4/5 (138)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetОт EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetРейтинг: 4.5 из 5 звезд4.5/5 (10)