Академический Документы
Профессиональный Документы
Культура Документы
6 TQPLASTLes Melanges
Загружено:
Brett DavisОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
6 TQPLASTLes Melanges
Загружено:
Brett DavisАвторское право:
Доступные форматы
6TQP - Mise en uvre des matires plastiques page 1
de 26
Mise en uvre des matires plastiques Les mlanges
1. La matire plastique
En regardant le cul de nimporte quel objet en plastique , on peut observer des symboles qui indiquent les noms des polymres utiliss pour raliser lobjet. Lanalyse des diffrents chantillons montre que les matriaux utiliss pour les raliser contiennent des matires telles que du PVC, PET, PEHD, PEBD, PMMA , .. Nous allons voir que pour raliser un objet fini (pot de fleur, une chaise, flacon,.) seul du PVC, seul du PE, seul du PMMA ,ne suffit pas. Un plastique ou plus prcisment une matire plastique est un mlange contenant une matire de base constitue dun ou plusieurs polymres.. Ces matires de base seront toujours accompagnes dadditifs. Ce mlange dingrdients forme une matire plastique qui possde des proprits exceptionnelles que seule le polymre ne possde pas.
Mise en uvre des matires plastiques / 1
6TQP - Mise en uvre des matires plastiques page 2
de 26
2.
Composition dun mlange - Formulation
Voici une formulation type c'est--dire une recette dun mlange utilis pour la mise en uvre dun PVC rigide que vous rencontrerez en entreprise, exprime en pcr, cest--dire en % de la quantit de rsine mise en uvre : La rsine : PVC homopolymre (S266 RC)..100 kg Stabilisants : one pack Ca/Zn (Marck CZ 2000)..2 HSE (huile de soja poxyde)2 Lubrifiants : Acide 1,2 dihydroxystarique (Loxiol G 21B)..0,3 Tristarate de glycrol (Radia 3059 ou Loxiol G15)...1 Paraffine ou PE oxyd (Lub 75M).0,1 Phtalates dalcools C16-C18 (Ligalub, Fae ou Loxiol G60)..0,8 Charges minrales : CaCO3 ex minerais omyalite 95T (E) [= enrob]15 ex minerais hydrocarb 95 T (E) [= enrob]id. ex prcipitation Socal 312 N (E,P)id. ex prcipitation Durcal..id. Pigments et colorants : Divers colorants organiques peu opacifiant, assurant la NUANCE des coloris souhaits Divers pigments minraux assurant lopacit et contribuant la tenue au vieillissement, dont le TiO2 Kronos 20814 (*) Possibilit dutiliser un mlange S266 RC (85) S 173 GB (15) : qui est un mlange de PVC Suspension et dun PVC Emulsion, dans le but est daugmenter les proprits mcaniques (rsistance au choc sous impact) et la brillance des surfaces extrudes. Ne pas dpasser les proportions 85 - 15 sous peine de perdre les effets recherchs.
Ou Ou Ou
Mise en uvre des matires plastiques / 2
6TQP - Mise en uvre des matires plastiques page 3
de 26
3. Analyse de la formulation
La mise en uvre du PVC rsulte doprations thermomcaniques de natures trs diverses : extrusion, calandrage, injection, etc. Ceci signifie que de la chaleur doit tre fournie au polymre afin de lui confrer une fluidit chaud suffisante pour qu la suite dun effort mcanique appropri, une masse pteuse prenne une forme dsire. Le PVC est un thermoplastique : on conforme chaud lobjet fini et cette forme est conserve au refroidissement. Le malaxage mcanique de la matire produit un auto chauffement important qui cumule ses effets avec ceux de lapport de calories proprement dit : les deux types dchauffement ne sont pas indpendants. Toute nouvelle application ncessitera pour cette raison une mise au point des squences de travail, en se basant par analogie sur des squences existantes. Il faudra sintresser de prs au comportement du PVC soumis un stress thermique ! Les rsines de PVC ne sont donc jamais utilises seules car leur stabilit thermique la temprature de transformation est trop faible. Cest dire que suite laction de la chaleur, il se transforme chimiquement : on dit quil se dgrade. Il est donc ncessaire de leur adjoindre des stabilisants. Dautre part, comme la plupart des polymres, le PVC a tendance coller sur le mtal chaud des machines de transformation. Il est donc ncessaire de lui adjoindre des lubrifiants qui viteront ce collage. Enfin il est possible de modifier les proprits mcanique et colorimtrique du PVC en lalliant dautres polymres, et en lui ajoutant des plastifiants, des charges, des pigments, Ce grand ventail des adjuvants explique la grande diversit des applications du PVC qui est utiliss pour fabriquer des objets aussi divers que des emballages, des chaussures, des chssis, des tuyaux souple et rigide,.il existe ainsi plusieurs milliers de formulations !
Mise en uvre des matires plastiques / 3
6TQP - Mise en uvre des matires plastiques page 4
de 26
3.1 LA RESINE
(voir chapitre sur la polymrisation)
PVC S2 66 RC S = Solvic 2 = polymre obtenu par le procd en suspension 66 = nombre K (image de la masse molaire) RC = code Solvay (sans intrt) PVC S1 73 GB S = Solvic 1 = polymre obtenu par le procd en mulsion 73 = nombre K (image de la masse molaire) GB = code Solvay (sans intrt)
Mise en uvre des matires plastiques / 4
6TQP - Mise en uvre des matires plastiques page 5
de 26
3.2 LES STABILISANTS
Diverses considrations thoriques (nergies de liaison entre atomes et mcanisme cintique de la polymrisation du monomre correspondant), montrent que le PVC ne devrait manifester une dgradation thermique sensible qu des tempratures leves, de lordre de 250 C. Or, ds 60 C, le PVC vierge , cest--dire exempt de tout additif, est dj le sige dun phnomne typique de dgradation : il prend rapidement une coloration rose, nettement visible lil. En cas de doute, il suffit de lui ajouter quelques gouttes dun plastifiant comme le phtalate de dioctyle (DOP) pour dvelopper la coloration due linstabilit thermique.
3.2.1
Instabilit thermique du PVC
Par instabilit thermique , il faut entendre les phnomnes chimiques qui se dveloppent dans la gamme des tempratures habituelles de mise en uvre. Il est vident que si le choc thermique est trs important, le PVC, comme dailleurs la majorit des matires organiques, se dcomposera en donnant de nombreux sous produits daspect noirtre. Familirement, on dit alors que la matire est crame (pensez au steak trop cuit !). Il nest ici question que des phnomnes susceptibles de se manifester entre 60 C et le tout dbut du cramage , tat dans lequel lobjet fini a perdu toute valeur depuis longtemps.
3.2.2 Consquences de linstabilit thermique du PVC
Dans le cas du PVC, deux phnomnes se manifestent simultanment lors dun choc thermique en labsence de stabilisant ou lors de la mise en uvre de formules insuffisamment stabilises : le dveloppement dune coloration qui saccentue trs rapidement lmission dacide chlorhydrique (HCl) gazeux (et chaud !)
Lmission dHCl se traduit par lapparition de fumes blanches , corrosives et toxiques, dues au caractre hygroscopique de lacide qui condense la vapeur deau prsente dans latmosphre. [Cette proprit est utilise dans la fabrication de balles traantes : la condensation de la vapeur deau forme une trane blanche qui matrialise la trajectoire du projectile.] Il est strictement indispensable de rester trs attentif lors de la mise en uvre du PVC, afin dtre prt prendre les mesures adquates si une mission de vapeurs dHCl est dtecte.
Mise en uvre des matires plastiques / 5
6TQP - Mise en uvre des matires plastiques page 6
de 26
Les mesures prventives ne peuvent en aucun cas tre ngliges : Utilisation de machines en bon tat de fonctionnement ; vrification rgulire des rgulations de temprature ; nettoyage approfondi du matriel en fin de travail, de manire ter toute trace de matire qui pourrait coller aux parois mtalliques et tre lobjet dune surchauffe. Mise en uvre de mlanges dont la stabilit thermique a t pralablement prouve par des tests de laboratoire qui permettent de sassurer quune rserve de stabilit couvre les alas qui pourraient tre rencontrs Travail sous une ventilation efficace, permettant lvacuation des missions gazeuses, au moins pendant le temps ncessaire la matrise des phnomnes de dcomposition. Formation des oprateurs aux mesures prventives et durgence. Il faut insister sur le fait que les cas de dcomposition acclre sont trs rares. On ne les rencontre en pratique quau stade de la mise au point des formulations en laboratoire, lieu privilgi en quipements divers conus en fonction des risques encourus. Bien avant lmission de fumes blanches, la matire travaille prsente de trs nettes traces de colorations bizarres , signe annonciateur dun dbut de dgradation qui doit entraner automatiquement une raction approprie dans le dlai le plus court possible. Attention ! Lapparition de colorations bizarres nest pas ncessairement lie un dfaut de stabilisation thermique. Il peut sagir dune raction chimique entre constituants de la formulation lorsque cette formulation comporte une erreur de composition ou lorsquon a utilis des ingrdients ne rpondant pas aux critres de puret requis. Dans tous les cas, il faut traiter ces colorations comme un dbut de dcomposition car les hsitations ne sont pas permises. Ce nest quultrieurement que des analyses de laboratoire permettront de mettre en vidence un dfaut de composition qui constituera en soi une piste damlioration des procdures de travail.
Mise en uvre des matires plastiques / 6
6TQP - Mise en uvre des matires plastiques page 7
de 26
3.2.3 Mcanisme de la dgradation du PVC
La structure molculaire normalement attendue pour le PVC se prsente comme indiqu cidessous. Sous laction de la chaleur, le PVC se dgrade cest dire quil y a formation dun chlorure dhydrogne ( HCl ) et apparition dune double liaison. H H H H I I - C C C- C I Cl H Cl H H H H H I I I I -C=CCC I I Cl H + HCl H H H H I I I I -C=CC=C
chaleur
+ HCl
Latome Cl qui suit immdiatement celui qui a t perdu sous forme de HCl occupe la position dite par rapport la double liaison forme Cette structure, appele structure allylique, est bien connue pour sa haute sensibilit la chaleur la dshydrochloration na ds lors aucune raison de sarrter : on forme ainsi un ensemble de doubles liaisons qui se suivent la queue leu leu :
...CH = CH CH = CH CH = CH CH = CH... appel doubles liaisons conjugues .
Lindice de conjugaison est le nombre de doubles liaisons impliques dans une squence conjugue. Ds que lindice de conjugaison vaut environ 4-5, la structure absorbe une partie du spectre de la lumire visible : la matire se colore. La coloration dpend de lindice de conjugaison. Comme la perte dHCl sintensifie au cours du temps, lindice de conjugaison augmente aussi. On passe rapidement dune coloration jaune au rose rouge puis au rouge brun virant au noir.
La raction semballe ( do le nom de raction ZIP donn ce phnomne) et lon obtient la formation de doubles liaisons conjugues sur la chane du polymre -C = C C = C C = C C = C
Mise en uvre des matires plastiques / 7
6TQP - Mise en uvre des matires plastiques page 8 de 26
3.2.4 Origine du mcanisme
Bien entendu, la question cl est : quel est le mcanisme qui provoque le dpart du tout premier HCl ? Cette question nest pas rsolue actuellement.
Contrairement une croyance encore trs rpandue mais qui ne repose sur aucune donne exprimentale, le gaz mis lors dun choc thermique nest pas du chlore Cl2 mais bien de lHCl.
Lapparition de HCl est un phnomne qualifi dauto catalytique. Ceci signifie que la production dHCl nvolue pas bien gentiment (linairement) au fil du temps. Au contraire, la dshydrochloration sacclre de plus en plus et peut prendre une allure catastrophique sous la forme dun coup dHCl . On pense ici un phnomne modlisable laide dune fonction exponentielle ou dune fonction de puissance, capables de reflter le comportement acclr du phnomne.
Le dpart dHCl tant une fonction croissante de la quantit dHCl dj perdue, on voit quil est particulirement important de capter les toutes premires traces dHCl formes de manire viter lemballement de la raction de dshydrochloration.
Cest le rle des stabilisants thermiques qui sont des substances chimiques qui ragissent quasi instantanment avec lHCl gnr.
Mise en uvre des matires plastiques / 8
6TQP - Mise en uvre des matires plastiques page 9 de 26
3.2.5
Proprits gnrales des stabilisants ( principal et secondaire )
Un stabilisant thermique principal du PVC devra donc tre capable de ragir avec le chlorure dhydrogne ( HCl ). Leur action est ncessairement limite dans le temps : ds que la possibilit de capter lHCl form est puise, lauto catalyse reprend ses droits.
En pratique, la formulation des prmix est conue de telle sorte que la matire mise en uvre chaud contienne un excs de stabilisant thermique destin couvrir les fluctuations normalement attendues des conditions de travail.
En plus des stabilisants principaux remplissant cette fonction, on utilise des stabilisants secondaires qui auront pour but de complter laction du stabilisant principal en sadditionnant aux carbones C afin dviter les doubles liaisons et ainsi viter la coloration du PVC. La stabilit est ainsi obtenue par un ensemble de stabilisants aux proprits complmentaires.
Lefficacit du mlange est souvent suprieure la somme des efficacits de chaque constituant.
3.2.6
Exemples de stabilisants thermiques
3.2.6.1
Stabilisants primaires
Les stabilisants les plus efficaces pour capter le chlorure dhydrogne sont des composs mtalliques. Exemples
Le sels de plomb ( Pb), le sels dtain ( Sn ), le mlange [ baryum Cadmium], le mlange [ baryum zinc] , le mlange [ calcium zinc]
3.2.6.2
Stabilisants secondaires
De nombreux composs organiques sont utiliss pour augmenter lefficacit des stabilisants primaires, comme par exemple pour conserver une bonne coloration lors de la transformation.
Exemples
Lhuile de soja poxyd
Mise en uvre des matires plastiques / 9
6TQP - Mise en uvre des matires plastiques page 10 de 26
3.3 LES LUBRIFIANTS
3.3.1 Les lubrifiants externes
Ce premier type de lubrifiant est utilis lors de la transformation pour augmenter la vitesse dcoulement du PVC fondu sur le mtal afin dviter la dcomposition qui se produirait si le PVC restait trop longtemps en contact avec le mtal chaud. Ce sont des corps gras incompatibles avec le PVC qui migrent en surface lors de la transformation et qui forment un film entre la masse plastique et le mtal de la machine ce qui rduit les frottements PVC / surfaces machines En labsence de lubrifiant, on observe une longue trane lente de matire au voisinage des surfaces ce qui augmente le temps de sjour du mlange fondu au voisinage des surfaces chaudes et contribue lapparition de colorations non souhaites.
3.3.2 Les lubrifiants internes
Le lubrifiant interne pour effet de diminuer la friction visqueuse au sein de la matire fondue Ce lubrifiant est utilis pour faciliter la dformation des grains de PVC lors de sa mise en uvre. De ce fait, les grains de PVC glissent plus facilement les uns sur les autres ce qui vite au polymre de surchauffer. Ceci contribue la matrise des coloris et des colorations parasites.
La plupart des lubrifiants ont la fois un rle interne et un rle externe, chacun des caractres tant plus ou moins marqu et fonction de la dose utilise et des autres lubrifiants.
Exemples
Les acides et alcools gras , cires de paraffine,
Mise en uvre des matires plastiques / 10
6TQP - Mise en uvre des matires plastiques page 11 de 26
3.4 LES ADJUVANTS
3.4.1 Les plastifiants
Ce sont des molcules qui augmentent la souplesse du PVC. Elles sintercalent entre les chanes de polymres et diminuent ainsi les interactions entre chanes. Les plastifiants facilitent donc le mouvement relatif des chanes de polymres sous laction de contraintes.
2.5.2 Les charges
Le terme charge peut tre employ pour dsigner les composs minraux ajouts au PVC mais nous limiterons ce terme aux charges utilises pour diminuer le prix des formulations de PVC. La seule charge utilise pour limiter le prix de revient des formulations est le carbonate de calcium ( CaCO3) naturel broy (CCNB) utilis entre 15 et 35 % du mlange Les produits disponibles diffrent par la granulomtrie et lenrobage.
Le CaCO3 utilis est dorigine ex-minerais. Il est purifi cest dire dbarrass des impurets naturelles prsentes dans les gisements. Le CaCO3 utilis doit tre une varit enrobe [ E ] cest dire que les grains de CaCO3 doivent tre recouverts dune substance qui les isolera chimiquement des grains de PVC. Lenrobage se fera avec de lacide starique. En labsence de cet enrobage, le CaCO3 est dit prcipit [ P ]. Dans ce cas, le CaCO3 (P) ragira avec le PVC pour produire du HCl. De ce fait la formulation non enrobe provoquera lapparition de colorations parasites (rosissement parasite) dues lapparition de doubles liaisons conjugues. Notons galement que lincorporation de charge de CaCO3 provoque : Une diminution des proprits mcaniques lors de la traction Une diminution de la rsistance aux chocs
Mise en uvre des matires plastiques / 11
6TQP - Mise en uvre des matires plastiques page 12 de 26
3.4.3 Les pigments
Le PVC nature est transparent mais il est possible, partir de pigments, dobtenir presque tous les coloris condition que les autres adjuvants de la formulation ( stabilisants et charges) ne diminuent pas le pouvoir colorant des pigments. Un pigment est une molcule dorigine minrale, un colorant est une molcule dorigine organique.
Le blanc est obtenu avec loxyde de titane ( TiO2 ) condition dutiliser la qualit rutile et non anatase . Rutile / anatase : 2 rseaux cristallins diffrents du TiO2
Le rutile permet dobtenir des PVC trs longue dure de vie en exposition extrieure et un PVC ayant un trs grande stabilit la lumire. Lanatase qui est autre varit de TiO2 est une varit photosensible qui dveloppe des colorations non souhaites. Elle est utilise comme charge pour la fabrication de papier journal de faible qualit (jaunissement rapide)
Mise en uvre des matires plastiques / 12
6TQP - Mise en uvre des matires plastiques page 13 de 26
4. Manipulations sur linstabilit thermique du PVC vierge de tout additif
Les manipulations sur ltude de linstabilit thermique du PVC ncessitent lutilisation dun colorimtre quil faudra talonner chaque exprience. talonnage complet (talons blanc / noir) talonnage journalier (talon vert)
4.1
additif
. Montrer leffet du temps de chauffe sur la coloration du PVC vierge de tout
1. Fabriquer quelques ( 5 par exemple) coupelles remplies de PVC vierge de tout additif tass, dont la surface est" lisse mcaniquement" :
Couche mince de PVC
2.
Disposer ces coupelles - sauf une qui servira de rfrence - dans une tuve 180C.
Attention: surveiller la dgradation! Ne pas aller jusqu' l'mission de fumes acides! Si un dbut de dcomposition importante se manifeste, il faut immdiatement retirer tous les chantillons restant dans ltuve et, en cas dmission de fumes blanches, ne pas hsiter les immerger dans leau dun seau pralablement dispos proximit de la zone de travail. Il va de soi quil faut prvoir de mettre des gants de protection thermique la disposition des oprateurs.
Il est prfrable, au moins au dbut de lexprience, de ne pas choisir des temps de sjour trop proches, de manire pouvoir observer des diffrences significatives dindices de jaune ou dcarts colorimtriques. 3. 4. Les retirer des temps connus, p. ex. 15', 30',45', 60etc. A l'aide du colorimtre, sur les chantillons refroidis Mesurer lindice de jaune Yi du PVC de rfrence ainsi que celui des chantillons refroidis. Mesurer les Yi des diffrents PVC ayant sjourns dans le four par rapport la coupelle de rfrence.
N.B. : placer une plaque de verre blanc (plaque pour prparation de microscopie ou un film de papier pour micro-ondes) sur les surfaces de PVC mesurer de manire viter la pntration de poussires de PVC dans la tte de mesure du colorimtre !
4.
Tracer sur Excel le diagramme Yi = f(temps pass ltuve).
Mise en uvre des matires plastiques / 13
6TQP - Mise en uvre des matires plastiques page 14 de 26
Au lieu de lindice de jaune, on peut aussi mesurer lcart colorimtrique E par rapport lchantillon de rfrence
S'interroger quant l'information qu'on peut extraire du diagramme, comme p. ex.
Si possible, on cherchera la meilleure fonction de lissage des courbes en utilisant les options du logiciel Excel. Ds quun modle suffisamment fidle est obtenu, on peut utiliser son expression explicite pour estimer, laide dun calcul de drives, la vitesse de dveloppement de la composante colorimtrique choisie en fonction du temps de sjour dans ltuve : cette vitesse est-elle constante ? ; Que peut-on en dduire ? Cest loccasion pour les lves dutiliser pratiquement la notion de drive en relation avec des donnes exprimentales quils ont acquises eux-mmes.
* l'effet du temps est-il constant? (un mme laps de temps chaud a-t-il le mme impact sur E quel que soit le temps dj coul chaud ?) [acclration du phnomne de coloration visible via la drive) *simulation numrique selon les standards Excel et tablissement de l'quation correspondante; calcul et reprsentation de la fonction drive Signaler que le phnomne n'a pas lieu temprature ambiante: il faut une" nergie d'activation" pour initier la raction de ZIP, donc une temprature minimale en dessous de laquelle le phnomne est" infiniment lent ".
Mise en uvre des matires plastiques / 14
6TQP - Mise en uvre des matires plastiques page 15 de 26
4.2
Montrer leffet de la temprature de chauffe sur la coloration du PVC vierge de tout additif
Prparer 5 coupelles de PVC vierge de toit additif dont une servira de rfrence. Placer 1 coupelle dans ltuve pralablement chauffe 180 C pendant 15 minutes Placer 1 coupelle dans ltuve pralablement chauffe 200 C pendant 15 minutes Placer 1 coupelle dans ltuve pralablement chauffe 220 C pendant 15 minutes
A l'aide du colorimtre, sur les chantillons refroidis Mesurer lindice de jaune Yi du PVC de rfrence ainsi que celui des chantillons refroidis. Mesurer les Yi des diffrents PVC ayant sjourns dans le four par rapport la coupelle de rfrence. 4. Tracer sur Excel le diagramme Yi = f(temps pass ltuve).
Mise en uvre des matires plastiques / 15
6TQP - Mise en uvre des matires plastiques page 16 de 26
5. Manipulations sur linstabilit thermique du PVC stabilis Rle du stabilisant
5.1
Illustrer le rle dun stabilisant thermique (p. ex. du starate de calcium).
Pour ce faire, il suffit de rpter lexprience prcdente en utilisant cette fois une masse de PVC S pralablement additionne dune quantit donne de ce stabilisant (p. ex. 2% p). 1. 2. Peser la balance 8g de PVC vierge et 2 g de starate de calcium Mlanger les 2 composants afin dobtenir une masse homogne
La masse devra tre soigneusement homognise, ce qui peut tre ralis simplement en enfermant le PVC et ladditif dans un simple sac en plastique transparent referm en forme de bulle et secou nergiquement pendant quelques minutes.
3. Refaire les manipulations ralise au chapitre 3
On pourra alors utilement comparer les courbes dvolution dun paramtre colorimtrique (indice de jaune, cart colorimtrique total) du PVC stabilis ou non en fonction du temps de sjour dans ltuve pour une mme temprature.
5.2
Rflexion sur l homognit mlanges
Prendre 2 bouteilles vides en plastique dun litre Placer du noir de carbone dans le fond des 2 bouteilles. Remplir la 1 totalement avec du PVC Remplir la 2 au avec du PVC Agiter les deux et observer lhomognit des 2 mlanges obtenus. Le meilleur mlange est celui effectu dans un rcipient rempli au .
Mise en uvre des matires plastiques / 16
6TQP - Mise en uvre des matires plastiques page 17 de 26
6. Manipulations sur les PREMIX lors de la mise en uvre ( pressage ou extrusion )
Les Premix sont des mlanges de PVC, de stabilisants et de charges tout fait . On en trouve dans le commerce. Les prmix que nous allons utiliss ont t fabriqus NOH ( Solvay Bxl ) lors de stages raliss par des tudiants de la section plasturgie des annes antrieures.
Ils diffrents entre eux par leur formulation : prsence de quantits variables de stabilisants thermiques, prsence ou absence de pigments tel le TiO2, prsence de quantits variables de matires de charge comme le CaCO3, etc. Il faut identifier les 4 prmix suivant leur composition : M1 , M2 , M3 , M4 Saider pour se faire du tableau didactique du laboratoire. Le but dess manipulations suivntes est de mettre en vidence la formulation la plus favorable du point de vue de la coloration initiale, cest--dire celle qui sera mesure sur des chantillons ds la sortie de leur mise en uvre ? L e problme nest pas simple, car chacun des additifs est susceptible dintervenir dans le dveloppement de colorations prsentant diverses nuances, soit en tant quagent de stabilisation thermique, soit en tant quespce chimique ragissant dune manire particulire lors de la mise en uvre (masquage dun dfaut ou accentuation dune teinte).
Il est bien clair quil faut : choisir une mthode de mise en uvre ; cette dcision nest pas indiffrente car chaque mise en uvre implique diffrents processus dchauffements thermomcaniques qui leur tour peuvent induire des ractions chimiques ltat fondu ; en toute premire approximation, on choisira une mthode simple comme le pressage de plaques minces ; ultrieurement et suivant le temps dont on dispose, on peut adopter une mise en uvre par extrusion de ceintures rigides, mthode qui sollicite bien plus la matire dun point de vue mcanique ; on pourra alors examiner dans quelle mesure les informations rcoltes dans un cas simple sont extrapolables une mise en uvre plus labore utiliser des prmix dont la composition est connue, sous peine de ne pas tre mme dtablir des correspondances relles entre les compositions et les effets observs
Les plaques presses ou les ceintures extrudes sont dbites en morceaux carrs dune surface suprieure celle du spot du colorimtre ; puis ils sont disposs dans une tuve ventile conditionne une temprature choisie (p. ex. 220 C, temprature plus leve que dans le cas prcdent, tous les prmix tant stabiliss) pour des sjours de dures variables mais contrles.
Mise en uvre des matires plastiques / 17
6TQP - Mise en uvre des matires plastiques page 18 de 26
Comme prcdemment, on recueille les informations ncessaires ltablissement des relations Yi (ou E) = F (T, t, C) La signification des symboles utiliss est la suivante, la rfrence utiliser tant dans tous les cas constitue dun lment de plaque ou de ceinture nayant pas sjourn dans ltuve : Yi : yellow index E : cart colorimtrique total T : temprature de ltuve ventile t : temps de sjour C : concentration en ingrdients connus Les informations sont ensuite mises sous forme graphique laide du logiciel Excel.
Mise en uvre des matires plastiques / 18
6TQP - Mise en uvre des matires plastiques page 19 de 26
Mode opratoire pour la ralisation de plaques en PVC
Lexprience en matire de mise en uvre montre que la qualit des plaques obtenues nest pas le fruit du hasard mais quelle ncessite certaines prcautions lors de la ralisation. Le MOP de la fabrication doit tre rigoureusement respect sous peine de voir des plaques de trs mauvaise qualit.
MODE OPERATOIRE
1. Prchauffer le moule ferm 180C pendant 30 minutes. 2. Introduire la quantit de mlange pralablement pese (pour une srie de plaques, toujours mettre la mme quantit de matire ) et replacer le moule ferm entre les plateaux de la presse. 3. Chauffer lensemble 5 minutes sans pression (simple contact moule plateau) 4. Appliquer une pression entre 80 et 100 kg/cm pendant 1 minute 5. Relcher la pression 6. Placer le moule dans la partie froide (entre 5 et 15 minutes ) 7. Dmouler sans laisser de traces de doigts ou contamination de surface 8. Mesurer lpaisseur de la plaque au pied coulisse
ATTENTION : PRECAUTIONS IMPORTANTES
Eviter de mettre les doigts sur la plaque (cela altre la qualit des mesures colorimtriques ) Mettre chaque plaque dans un sac plastique (protection) tiqueter chaque plaque
Mise en uvre des matires plastiques / 19
6TQP - Mise en uvre des matires plastiques page 20 de 26
Mode opratoire pour la ralisation de ceinture en PVC
Un extrudeuse nous fournira des ceintures dont lpaisseur devrait trevoisine de 2 ou 3 mm. Les conditions de mise en uvre appliquer sont les suivnates (pour une machine 4 zones) Zone dalimentation Z1 : 180 C ( pour faire fondre le plus vite possible) Z2 Z3 : 170 C ( pour viter la dcomposition ) Z4 : 185 C ( rchauffement pour diminuer la viscosit en fondu ) Noyau / filire : 190/200 C ( pour glacer la surface )
En sortie de filire, il faut refroidir rapidement pour prserver la constante dpaisseur de la ceinture.
Mise en uvre des matires plastiques / 20
6TQP - Mise en uvre des matires plastiques page 21 de 26
Mettre en vidence la formulation la plus favorable du point de vue de la coloration initiale, cest--dire celle qui sera mesure sur des chantillons ds la sortie de leur mise en uvre ?
1. A partir des mlanges M1, M2, M3, M4 raliss NOH presser 2 plaques pour chaque mlange suivant le MOP adquat. La premire plaque sera presse la temprature de 180 C et la seconde du mme mlange la temprature de 200 C , les autres paramtres restant constants. On obtient 2 plaques par mlange soit 8 plaques au total . Ne pas oublier de les tiqueter !! (M1A, M1B, M2A,M2B,..) 6. Une fois refroidie, dcouper chaque plaque en 4 morceaux que vous tiqueter ( M1A1 , M1A2, M1A3, M1A4 , M1B1, M1B2, ) On obtient 32 chantillons diffrents !!! 7. Garder les 8 chantillons (M1A1, M1B1, M2A1, M2B1, M3A1 , M3B1, M4A1 , MAB1) au propre et au sec comme chantillons de rfrence. 8. Par mlange, placer les 3 autres chantillons ltuve pralablement chauffe 180c successivement 10, 20, 30 9. Mesurer pour les 32 chantillons, L*,a*, b* et Yi Prparer une feuille de saisies 10. Par mlange M1, M2, M3 ,M4 faire les graphiques Yi = f(temps pass au four) On obtient 4 graphiques avec 2 courbes par graphique 11. Faire le graphique Yi = f ( numro de lchantillon) Se donner un Yi de 1 , dterminer les chantillons garder dans cette norme et liminer les autres ; mettre des hypothses sur les chantillons hors norme
6.1
Mise en uvre des matires plastiques / 21
6TQP - Mise en uvre des matires plastiques page 22 de 26
feuilles de saisies ( mlanges NOH ) Date : . Heure :
A.R.C. - Section Plasturgie
Manipulation : .
Oprateur / classe : Origine des chantillons : .. Appareil de mesure : .. Feuille de travail ; Rf :.. Remarques :
Rsultats
Echantillon N Mlange N Quantit de matire (g) Tempratur e (C) Temps de pressage (min) Pression de pressage (kg/cm) Temps de Refroidissement (min) Pression de Refroidisse ment (kg/cm)
Mise en uvre des matires plastiques / 22
6TQP - Mise en uvre des matires plastiques page 23 de 26
7. Manipulations sur les mlanges spciaux
Les manipulations prcdentes prsentent un dsavantage vident : les formules des prmix utiliss sont complexes et comportent de nombreux ingrdients qui sont tous prsents simultanment lors de la mise en uvre et donc susceptibles dinterfrer entre eux, sans quil soit possible de dmler la complexit rencontre. Les informations recueillies, bien que trs utiles dans le cadre dune formation aux techniques de la plasturgie, ne permettent que de dgager des tendances globales qui mritent dtre affines par une approche plus analytique.
Dans la partie manip sur les prmix spciaux , on se focalise sur un ou deux ingrdients, p. ex. un stabilisant thermique et un pigment, tous les autres tant maintenus constants lors de la fabrication des prmix mettre en uvre.
On ralisera donc une srie de prmix teneurs croissantes en un ingrdient particulier choisi pour son impact potentiel sur la mise en uvre ou les proprits des objets finis. Attention : lors de ltude de leffet li lintroduction progressive dun ingrdient autre quun stabilisant thermique, il ne faut pas oublier dajouter au moins un stabilisant thermique lors de lopration de pr mixage ! Idalement, il faut utiliser un mlangeur de laboratoire pour raliser les prmix car la manire dont les ingrdients sont progressivement incorpors dans la masse de PVC joue un rle important. Les ingrdients ne peuvent tre introduits dans nimporte quel ordre ni nimporte quelle temprature : ces paramtres jouent fortement sur lhomognit du mlange final et le caractre plus ou moins intime de la dispersion des additifs dans la solution solide . Il faut disposer de lappareillage adquat et dune mthode de pr mixage, p. ex. sous la forme dun mode opratoire ou dune feuille de consignes.
Pour une approche plus professionnelle, la technique de pr mixage utilisant une bulle plastique mme longuement secoue aprs avoir reu toutes les peses ne suffit plus. Les rsultats obtenus permettent cette fois de quantifier leffet dun ingrdient particulier toutes autres choses tant gales par ailleurs ,
Mise en uvre des matires plastiques / 23
6TQP - Mise en uvre des matires plastiques page 24 de 26
Mode opratoire de la ralisation dun mlange ralis laide dun mlangeur rapide muni dune double enveloppe pour le refroidissement
L'efficacit dun bon mlange (dont l'homognit du mlange final) dpend du taux de remplissage du mlangeur. Celui-ci doit tre compris entre 60 et 80 % en volume. Il est donc indispensable d'estimer le volume disponible.
Que se passerait-il si le taux de remplissage n'tait par exemple que de 20% ? Que se passerait-il si la capacit du mlangeur tait exploite 100 % ?
1. Comment peut-on estimer le volume du mlangeur?
Il est prudent de procder d'abord en utilisant une (ou plusieurs) formule(s) gomtrique (s) base(s) sur l'observation de la cuve de mlange. Cette premire estimation fournit une "fourchette de vraisemblance" jouant le rle de contrle de cohrence pour la ralisation d'une estimation par empotage et rcupration d'un liquide de remplissage.
2. Mode opratoire du mlangeur
1. Vrifier que la double enveloppe est vide d'eau de refroidissement mais prte recevoir un flux d'eau froide. 2. Introduire faible vitesse ( 500 ..pm) le(s) PVC, la charge et les ingrdients solides l'exclusion du TiO2 (car il s'agit d'un solide fortement abrasif qui raye la cuve de mlange et provoque de ce fait un " grisaillement " des formules : il faut limiter le temps de sjour du TiO2 dans la cuve ) 3. Mlanger 1 min. faible vitesse; ensuite, augmenter la vitesse 1500 rpm en suivant la monte en temprature du mlange 4. A 65 C, rduire la vitesse 500 rpm et introduire les additifs liquides sauf le TiO2(ne pas les introduire en une seule fois mais ne pas dpasser un temps d'introduction de 1 min.) 5. Repasser vitesse rapide (1500 rpm) jusqu' l'obtention d'une temprature maximale de + 90 C 6. Repasser faible vitesse ( 500 rpm) et ajouter le pigment TiO2, puis repasser haute vitesse (1500 rpm) jusqu' l'obtention d'une temprature maximale de 120 C 7. Mettre en circuit l'eau froide dans la double enveloppe et passer basse vitesse (500 rpm) pendant le refroidissement 8. Arrter l'opration 40C et dcharger le mlange
Mise en uvre des matires plastiques / 24
6TQP - Mise en uvre des matires plastiques page 25 de 26
7.1
Influence des stabilisants St Ca et St Zn
Les deux starates de Ca et de Zn sont ncessaires.
Le premier assure une stabilit long terme qui se manifeste aprs quelques minutes de mise sous contrainte thermique des objets finis. Le second contribue claircir la coloration initiale, celle qui est observe au dbut de la mise sous contrainte thermique dun chantillon
Raliser 3 mlanges dans les mmes conditions opratoires
un mlange complet ( St Ca + St Zn) Utiliser pour ce faire le one pack . Cest une formulation de stabilisants qui contient du St Ca et du St Zn un mlange sans St Zn un mlange avec de la dose en St Ca
7.2
Influence du CaCO3
Prendre un mlange de PVC complet sans CaCO3
Raliser 2 plaques 20C Une avec du CaCO3 prcipit ( 10p) rsultat = rose Lautre avec du CaCO3 enrob ( 10p) rsultat = blanc Refaire cela dautres tempratures Analyser les plaques au colorimtre Etablir une norme de blancheur ( partir de quel produit, on dclasse en fonction du manque de blancheur ?)
Etude thorique du CaCO3 p et du CaCO3 e Le p attaque le PVC et dtruit le double liaison ce qui produit le rose (ZIP) Le e nattaque pas de PVC qui reste blanc car le point de fusion de lenrobage (starate de calcium) est suprieur la T de travail du PVC
Mise en uvre des matires plastiques / 25
6TQP - Mise en uvre des matires plastiques page 26 de 26
M1
Expression des pourcentages en poids ( % en poids) des composants du mlange en non en pcr Le pcr : pourcentage en rsine est lunit du mlangeur. Pour lui, la rsine PVC est 100 ( 100g ou 100 kg ..) et toutes les masses des autres constituants sont calcules par rapport cette rfrence de 100. Il est facile sur Exell, de prendre le poids total du mlange et dexprimer le % des autres constituants dun mlange.
Exercices sur le calcul des % calculer les masses de matires mettre en uvre pour obtenir une tonne de mlange
Mise en uvre des matires plastiques / 26
Вам также может понравиться
- 3 - Catalyse Et Catalyseurs PDFДокумент4 страницы3 - Catalyse Et Catalyseurs PDFAchwak BelfadelОценок пока нет
- TD ComposésAromatiques 2013-WahabDiopДокумент2 страницыTD ComposésAromatiques 2013-WahabDiopbineta clarisseОценок пока нет
- Fiche 203.2.1 20 - 20electrolyse 20de 20l 27eau 20rev 20sept. 202019-2 20ThAДокумент15 страницFiche 203.2.1 20 - 20electrolyse 20de 20l 27eau 20rev 20sept. 202019-2 20ThAOnil Desiré BarcaforeverОценок пока нет
- Fiches 4.3 Acides Et BasesДокумент18 страницFiches 4.3 Acides Et Basesclara demeuldreОценок пока нет
- Exercices UV-visible 2023-24Документ7 страницExercices UV-visible 2023-24oumayma oufirОценок пока нет
- Exercice TD 2023Документ3 страницыExercice TD 2023Karim EL HAJJI100% (1)
- Mesure Des Quantites de Matiere en Solution Par Conductimetrie Cours 1 1Документ5 страницMesure Des Quantites de Matiere en Solution Par Conductimetrie Cours 1 1mouna elОценок пока нет
- 1S - DS4 PDFДокумент2 страницы1S - DS4 PDFEl Mehdi AkhatarОценок пока нет
- Données Numériques Sur Les Alliages D'aluminium de TransformationДокумент49 страницDonnées Numériques Sur Les Alliages D'aluminium de TransformationDJAMEL SAIDJОценок пока нет
- Causes Manifestations Et Prév Corrosion1Документ41 страницаCauses Manifestations Et Prév Corrosion1Céline LuttiОценок пока нет
- QCM 23 ChimieДокумент2 страницыQCM 23 ChimieAleandro JosephОценок пока нет
- T 3 CorrosionДокумент7 страницT 3 Corrosioncelia bgrnОценок пока нет
- Resume Des Cours Chimie 2bac BiofДокумент48 страницResume Des Cours Chimie 2bac BiofMohamed Hl67% (3)
- ExplorerGéosciences Bloc3 L3Документ97 страницExplorerGéosciences Bloc3 L3Souleymane BahОценок пока нет
- CalSol12 Élements Traces Métalliques Et Acidité Des SolsДокумент2 страницыCalSol12 Élements Traces Métalliques Et Acidité Des SolsYves Olivier LamarcheОценок пока нет
- Principes de L'hémodialyse: - Epuration ExtrarénaleДокумент22 страницыPrincipes de L'hémodialyse: - Epuration ExtrarénaleAadilОценок пока нет
- Absorption Dun Gaz Par Un SolvantДокумент32 страницыAbsorption Dun Gaz Par Un SolvantAmina BelkacemiОценок пока нет
- SMG - Cours05Документ43 страницыSMG - Cours05mioioОценок пока нет
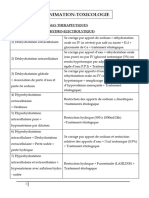
- Réanimation - ToxicologieДокумент7 страницRéanimation - Toxicologiejoelmvondo7Оценок пока нет
- Cours - Chimie ESTERIFICATION - Bac Sciences Exp (2011-2012) MR TLILI TOUHAMIДокумент2 страницыCours - Chimie ESTERIFICATION - Bac Sciences Exp (2011-2012) MR TLILI TOUHAMIMohamed HamdeneОценок пока нет
- Plasticité Et ViscositeДокумент14 страницPlasticité Et ViscositePapa abdou GueyeОценок пока нет
- Decoupage Et Gougeage PlasmaДокумент37 страницDecoupage Et Gougeage Plasmalulu3232100% (1)
- 1035a02c2s PDFДокумент11 страниц1035a02c2s PDFMohamedОценок пока нет
- Fiche Technique CR8000Документ4 страницыFiche Technique CR8000maryam zagririОценок пока нет
- GraphismeДокумент5 страницGraphismeabidi issam eddineОценок пока нет
- Extraction Acide Citrique Et Petrole BleueДокумент10 страницExtraction Acide Citrique Et Petrole BleueMaysam SahliОценок пока нет
- TD Cristalographie 2017-2018Документ2 страницыTD Cristalographie 2017-2018HOUSSAME NAIM100% (3)
- TP5 Analytique 3émé AnnéeДокумент10 страницTP5 Analytique 3émé AnnéeLïnâ ExØtîc DõlĽОценок пока нет
- Analyse MineraleДокумент669 страницAnalyse Mineralehassan100% (1)
- Rédaction D'un D.M.O.S (EN ISO 15609 - 1)Документ6 страницRédaction D'un D.M.O.S (EN ISO 15609 - 1)sakina laabid100% (1)