Вам также может понравиться
- Chap 4 OmДокумент18 страницChap 4 OmGetie Tiget0% (1)
- Aggregate Planning and Master Scheduling GuideДокумент13 страницAggregate Planning and Master Scheduling GuideBianca Benj ZariОценок пока нет
- 7.chapter 5 Capacity PlanningДокумент16 страниц7.chapter 5 Capacity Planningopio jamesОценок пока нет
- Aggregate Planning - FinalДокумент36 страницAggregate Planning - FinalShailu Sharma100% (1)
- Operations Management: Aggregate PlanningДокумент16 страницOperations Management: Aggregate PlanningArun MishraОценок пока нет
- Chapter 4 Accounting For LabourДокумент41 страницаChapter 4 Accounting For Labouribrahim sameerОценок пока нет
- Total Quality ManagementДокумент68 страницTotal Quality ManagementaffanОценок пока нет
- MM-Production Planning UpdatedДокумент48 страницMM-Production Planning Updatedrizcst9759Оценок пока нет
- Crosby 14 StepsДокумент1 страницаCrosby 14 StepsDharshan KofiОценок пока нет
- 525 Final Report Cost of ProductionДокумент25 страниц525 Final Report Cost of Productionnahiyan rezaОценок пока нет
- Chapter 6 Production Activity ControlДокумент7 страницChapter 6 Production Activity ControlKamble AbhijitОценок пока нет
- Ats SyllabusДокумент49 страницAts SyllabusEgberongbe SamuelОценок пока нет
- A Project On The Economic Order QuantityДокумент26 страницA Project On The Economic Order QuantityFortune Fmx MushongaОценок пока нет
- The Bukowitz and Williams KM CycleДокумент6 страницThe Bukowitz and Williams KM CycleRisqi EkoОценок пока нет
- Six SigmaДокумент33 страницыSix SigmaNan XIОценок пока нет
- Technical Bulletin: ISO 9001:2015 - Introducing The ChangesДокумент5 страницTechnical Bulletin: ISO 9001:2015 - Introducing The ChangesAlfredo MárquezОценок пока нет
- Chapter 14 Products and ProcessesДокумент7 страницChapter 14 Products and ProcessesKamble AbhijitОценок пока нет
- Project Management QuestionnaireДокумент5 страницProject Management QuestionnaireNayomi Ekanayake100% (2)
- BSC PresentationДокумент72 страницыBSC PresentationJelena Lecic MirceticОценок пока нет
- CH15 Operations SchedulingДокумент37 страницCH15 Operations SchedulingChristian John Linalcoso Arante50% (2)
- Chap07 Conclusions and Future ScopeДокумент3 страницыChap07 Conclusions and Future ScopeNavneet Mishra100% (1)
- Early Life, Work, and Contributions: PUSOM, Biratnagar 01/18/2021Документ5 страницEarly Life, Work, and Contributions: PUSOM, Biratnagar 01/18/2021santosh chaudharyОценок пока нет
- Chap001 OSCMДокумент15 страницChap001 OSCMAdyanto PutraОценок пока нет
- Unit 2 Philosophical Aspects of ManagementДокумент42 страницыUnit 2 Philosophical Aspects of ManagementarbindshrОценок пока нет
- Functional Policies 2Документ11 страницFunctional Policies 2Shivam SharmaОценок пока нет
- Graded - Final Paper - ShirleneДокумент16 страницGraded - Final Paper - ShirleneS_66713617 SLCОценок пока нет
- Manage Quality With Total Quality Management PrinciplesДокумент80 страницManage Quality With Total Quality Management PrinciplesMantasha AsadОценок пока нет
- PomДокумент63 страницыPomAllen Fourever50% (2)
- Master Production ScheduleДокумент2 страницыMaster Production ScheduleklintОценок пока нет
- Operations Management Assignment IДокумент17 страницOperations Management Assignment IDesu mekonnenОценок пока нет
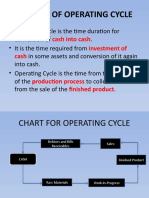
- Concept of Operating Cycle: Cash Into Cash Investment of CashДокумент6 страницConcept of Operating Cycle: Cash Into Cash Investment of CashVenket RamanaОценок пока нет
- Investment Management SummaryДокумент14 страницInvestment Management SummaryDeepak OswalОценок пока нет
- Distinguish Between Production Management and Operation Management. What Is Production Management?Документ13 страницDistinguish Between Production Management and Operation Management. What Is Production Management?Desu mekonnenОценок пока нет
- Chapter-4-Motion and Time StudyДокумент17 страницChapter-4-Motion and Time Studymtdesta100% (2)
- FM Unit 8 Lecture Notes - Capital BudgetingДокумент4 страницыFM Unit 8 Lecture Notes - Capital BudgetingDebbie DebzОценок пока нет
- National Fresh Produce Markets COBPДокумент21 страницаNational Fresh Produce Markets COBPDane McDonaldОценок пока нет
- Scope of Supply Chain ManagementДокумент7 страницScope of Supply Chain Managementali afzaly0% (1)
- Total Quality Management Toyota: Presented By: Rajat Tiwari Richa Vaish Shipra Singh Mba (G) Sem Ii Sec B ABSДокумент20 страницTotal Quality Management Toyota: Presented By: Rajat Tiwari Richa Vaish Shipra Singh Mba (G) Sem Ii Sec B ABSmou777Оценок пока нет
- Wheel of StrategyДокумент7 страницWheel of StrategyKalpesh Singh SinghОценок пока нет
- Project Execution ManagementДокумент26 страницProject Execution ManagementhiitarunОценок пока нет
- CH 13Документ20 страницCH 13zyra liam stylesОценок пока нет
- Chapter Four AccДокумент10 страницChapter Four Acckassahungedefaye312Оценок пока нет
- 4 Aggregate PlanningДокумент6 страниц4 Aggregate PlanningNALLANKI RAJA KUMAR100% (1)
- Aggregate Planning and Its Techniques A P: Ggregate LanningДокумент9 страницAggregate Planning and Its Techniques A P: Ggregate LanningPrashant SinghОценок пока нет
- BUS 822 - Assignment-20 Aggregate PlanningДокумент19 страницBUS 822 - Assignment-20 Aggregate Planningcoolguys235Оценок пока нет
- Objectives of Aggregate Planning Normally AreДокумент22 страницыObjectives of Aggregate Planning Normally AreSagar YadavОценок пока нет
- Aggregate PlanningДокумент7 страницAggregate PlanningbalashankarrОценок пока нет
- Chapter 12 - Aggregate PlanningДокумент4 страницыChapter 12 - Aggregate Planninghello_khay100% (2)
- Chapter13 - Agreggate PlanningДокумент23 страницыChapter13 - Agreggate PlanningMarco TulioОценок пока нет
- Production and Operational Planning OverviewДокумент27 страницProduction and Operational Planning OverviewDwayne AndradeОценок пока нет
- Aggregate Planning and MRP BenefitsДокумент9 страницAggregate Planning and MRP BenefitsKANISHK VARDHAN SINGHОценок пока нет
- Aggregate (Sales/Operations) Planning: Product Line (Group) Level. A Common Unit of Measurement (E.g., Weight, VolumeДокумент4 страницыAggregate (Sales/Operations) Planning: Product Line (Group) Level. A Common Unit of Measurement (E.g., Weight, VolumeshahwbОценок пока нет
- Aggregate planning strategies minimize costs and smooth demandДокумент3 страницыAggregate planning strategies minimize costs and smooth demandAirenne MendezОценок пока нет
- Aggregate Planning Strategies for Supply Chain OptimizationДокумент9 страницAggregate Planning Strategies for Supply Chain OptimizationThiru VenkatОценок пока нет
- Om-Chapter 4Документ16 страницOm-Chapter 4wubeОценок пока нет
- Aggregate PlanningДокумент5 страницAggregate PlanningFarhad MunnaОценок пока нет
- Aggregate Planning Sales & Operation PlanningДокумент2 страницыAggregate Planning Sales & Operation PlanningHimawan TanОценок пока нет
- Operations Management Stevenson 11th Edition Solutions ManualДокумент25 страницOperations Management Stevenson 11th Edition Solutions ManualKennethHendersonyecg100% (31)
- 157 37325 EA435 2013 4 2 1 Chap011Документ25 страниц157 37325 EA435 2013 4 2 1 Chap011carlosОценок пока нет
- 8.chapter 5b Aggregate Production Planning-1Документ34 страницы8.chapter 5b Aggregate Production Planning-1opio jamesОценок пока нет
- Industrial Robotics: History and Definition Classification of Robot Robot Anatomy and Robot Motion Work VolumeДокумент73 страницыIndustrial Robotics: History and Definition Classification of Robot Robot Anatomy and Robot Motion Work VolumeSiddharth Gupta0% (1)
- Group TechnologyДокумент23 страницыGroup TechnologySiddharth GuptaОценок пока нет
- Disaster ManagementДокумент7 страницDisaster ManagementAyush KumarОценок пока нет
- Basic Concepts of Fluid MechanicsДокумент12 страницBasic Concepts of Fluid MechanicsSiddharth GuptaОценок пока нет
- FM CH 1Документ21 страницаFM CH 1Siddharth GuptaОценок пока нет
- Wedge or Flat CamДокумент11 страницWedge or Flat CamSiddharth GuptaОценок пока нет
- BS EN 1677-5-2001 - Inc.Документ3 страницыBS EN 1677-5-2001 - Inc.Ameer Sadimin SGОценок пока нет
- Hematology NotesДокумент3 страницыHematology NotesFarisa Jane BanggoОценок пока нет
- Uc 3525 AДокумент17 страницUc 3525 AespaguetesОценок пока нет
- RRR Media Kit April 2018Документ12 страницRRR Media Kit April 2018SilasОценок пока нет
- Product Differentiation and Market Segmentation As Alternative Marketing StrategiesДокумент7 страницProduct Differentiation and Market Segmentation As Alternative Marketing StrategiesCaertiMОценок пока нет
- Metal Oxides Semiconductor CeramicsДокумент14 страницMetal Oxides Semiconductor Ceramicsumarasad1100% (1)
- Topographic Map of Blooming GroveДокумент1 страницаTopographic Map of Blooming GroveHistoricalMapsОценок пока нет
- Case Briefing and Case SynthesisДокумент3 страницыCase Briefing and Case SynthesisKai RaguindinОценок пока нет
- MATH Concepts PDFДокумент2 страницыMATH Concepts PDFs bОценок пока нет
- Rock ClimbingДокумент11 страницRock ClimbingDaria TurdalievaОценок пока нет
- ZJJ 3Документ23 страницыZJJ 3jananiwimukthiОценок пока нет
- Marikina Development Corporation vs. FiojoДокумент8 страницMarikina Development Corporation vs. FiojoJoshua CuentoОценок пока нет
- RISO MZ Servicemanual EnglДокумент438 страницRISO MZ Servicemanual Englkuvalda2000_8645336367% (3)
- Fancy YarnsДокумент7 страницFancy Yarnsiriarn100% (1)
- 4900 DatasheetДокумент2 страницы4900 DatasheetMakam Raghu100% (1)
- 1 CAT O&M Manual G3500 Engine 0Документ126 страниц1 CAT O&M Manual G3500 Engine 0Hassan100% (1)
- Predictive Analytics: QM901.1x Prof U Dinesh Kumar, IIMBДокумент36 страницPredictive Analytics: QM901.1x Prof U Dinesh Kumar, IIMBVenkata Nelluri PmpОценок пока нет
- Pub - Perspectives On Global Cultures Issues in Cultural PDFДокумент190 страницPub - Perspectives On Global Cultures Issues in Cultural PDFCherlyn Jane Ventura TuliaoОценок пока нет
- Ubc 2015 May Sharpe JillianДокумент65 страницUbc 2015 May Sharpe JillianherzogОценок пока нет
- Padmavati Gora BadalДокумент63 страницыPadmavati Gora BadalLalit MishraОценок пока нет
- Effectiveness of Using High Gas Pressure in A Blast Furnace As A Means of Intensifying The Smelting OperationДокумент10 страницEffectiveness of Using High Gas Pressure in A Blast Furnace As A Means of Intensifying The Smelting Operationchandan kumar100% (1)
- Financial Reporting Statement Analysis Project Report: Name of The Company: Tata SteelДокумент35 страницFinancial Reporting Statement Analysis Project Report: Name of The Company: Tata SteelRagava KarthiОценок пока нет
- Operation Manual 11-3000psi Shear Ram BopДокумент30 страницOperation Manual 11-3000psi Shear Ram BopBoedi SyafiqОценок пока нет
- Manufacturing Tech-1Документ6 страницManufacturing Tech-1Vikram Rao0% (1)
- Kashmira Karim Charaniya's ResumeДокумент3 страницыKashmira Karim Charaniya's ResumeMegha JainОценок пока нет
- Albert PikeДокумент6 страницAlbert Pikeapi-302575383Оценок пока нет
- Jiangsu Changjiang Electronics Technology Co., Ltd. SOT-89-3L Transistor SpecificationsДокумент2 страницыJiangsu Changjiang Electronics Technology Co., Ltd. SOT-89-3L Transistor SpecificationsIsrael AldabaОценок пока нет
- Math 2 Unit 9 - Probability: Lesson 1: "Sample Spaces, Subsets, and Basic Probability"Документ87 страницMath 2 Unit 9 - Probability: Lesson 1: "Sample Spaces, Subsets, and Basic Probability"Anonymous BUG9KZ3100% (1)
- Larong Lahi Week 15 18Документ7 страницLarong Lahi Week 15 18CJAY SOTELOОценок пока нет
- Pengkondisian Kesiapan Belajar Untuk Pencapaian Hasil Belajar Dengan Gerakan Senam OtakДокумент9 страницPengkondisian Kesiapan Belajar Untuk Pencapaian Hasil Belajar Dengan Gerakan Senam OtakSaadah HasbyОценок пока нет