Вам также может понравиться
- Guide To Storage Tanks and Equipment Part 1Документ296 страницGuide To Storage Tanks and Equipment Part 1Huno Rammlig90% (68)
- API 650 Design TanksДокумент51 страницаAPI 650 Design Tanksم.ذكى فضل ذكى100% (2)
- Steel Storage Tank HandbookДокумент352 страницыSteel Storage Tank Handbookamir88594% (34)
- Dike Calculation Sheet eДокумент2 страницыDike Calculation Sheet eSaravanan Ganesan100% (1)
- General Rules Aboveground Tanks DesignДокумент5 страницGeneral Rules Aboveground Tanks Designpiolinwalls100% (1)
- MDPE Work ProcedureДокумент18 страницMDPE Work ProcedureANURAG YADAVОценок пока нет
- Storage TanksДокумент304 страницыStorage Tanksmohamedyoussef1100% (30)
- Tank DesignДокумент0 страницTank DesignjdfdfererОценок пока нет
- EEMUA Storage PDFДокумент1 страницаEEMUA Storage PDFbenabdallah131Оценок пока нет
- Design and Construction of Gravity Based LNG TankДокумент29 страницDesign and Construction of Gravity Based LNG TankthawdarОценок пока нет
- API Standards For TanksДокумент2 страницыAPI Standards For TanksKmt_Ae100% (1)
- Api 650-2015Документ29 страницApi 650-2015tranceintt100% (2)
- Storage Tanks PresentationДокумент107 страницStorage Tanks Presentationsinner123100% (12)
- Sulphuric Acid Storage TankДокумент143 страницыSulphuric Acid Storage TankAngel Alvarez100% (6)
- Guides For Storage Tanks Nozzles Orientation - LinkedInДокумент5 страницGuides For Storage Tanks Nozzles Orientation - LinkedInragulОценок пока нет
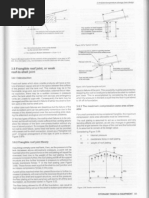
- Frangible Roof Joint, or Weak PDFДокумент5 страницFrangible Roof Joint, or Weak PDFseth_shelby007Оценок пока нет
- Hazard and Safety Investigations For LNG Tanks PDFДокумент2 страницыHazard and Safety Investigations For LNG Tanks PDFcisco100% (1)
- Storage Tank FailureДокумент6 страницStorage Tank Failureramyatan SinghОценок пока нет
- Storage TanksДокумент97 страницStorage Tanksaa6333900100% (1)
- Ansi-Valve Body Material SelectionДокумент3 страницыAnsi-Valve Body Material SelectionsatthukotienОценок пока нет
- Floating Roof Tank - Design PDFДокумент2 страницыFloating Roof Tank - Design PDFlinustec100% (5)
- Storage Tank Design: Email:moemen - Hussein@alexu - Edu.egДокумент58 страницStorage Tank Design: Email:moemen - Hussein@alexu - Edu.egahmadhatakeОценок пока нет
- Overpressure and Vacuum Protection Challenges For Low Pressure and AtmosphericДокумент14 страницOverpressure and Vacuum Protection Challenges For Low Pressure and AtmosphericHsein WangОценок пока нет
- Tank Lifting And: Seminar ManualДокумент69 страницTank Lifting And: Seminar Manualkirans60100% (5)
- Storage Tanks CalculationsДокумент21 страницаStorage Tanks Calculationsjimallen21288% (26)
- Storage Tank Normal Venting Capacity Calculations PDFДокумент1 страницаStorage Tank Normal Venting Capacity Calculations PDFNathan MoralesОценок пока нет
- Final Bulk Storage CalculationДокумент2 страницыFinal Bulk Storage CalculationokahertaberОценок пока нет
- Floating Roof DesinДокумент5 страницFloating Roof Desindimdaliak_985662241Оценок пока нет
- Guide To Storage Tanks and EquipmentДокумент15 страницGuide To Storage Tanks and EquipmentbadelitamariusОценок пока нет
- Industrial InsulationДокумент9 страницIndustrial Insulationahad_shiraziОценок пока нет
- Models - Heat.disk Stack Heat SinkДокумент20 страницModels - Heat.disk Stack Heat Sinkmorven18Оценок пока нет
- The Basic of Electric Process HeatingДокумент8 страницThe Basic of Electric Process HeatingAmir AmkaОценок пока нет
- Heat Transfer and Insulation in Vacuum Furnaces: Harry W. AntesДокумент3 страницыHeat Transfer and Insulation in Vacuum Furnaces: Harry W. AntesRajamannar SwamyОценок пока нет
- Experimental Study AND Numerical Simulation OF Preform Infrared Radiative HeatingДокумент8 страницExperimental Study AND Numerical Simulation OF Preform Infrared Radiative HeatingRafael Calle Napoleon LuisОценок пока нет
- Evaluation of Heat Loss Coefficients in SolarДокумент5 страницEvaluation of Heat Loss Coefficients in SolarEdson ViniciusОценок пока нет
- HT (Tute Sheets)Документ8 страницHT (Tute Sheets)Jagdeep PundirОценок пока нет
- 9 BC 803 Ab 3 FC 1 C 4 A 516 F 3 D 3 ZXCZCZXC 30 D 7640 C 22Документ11 страниц9 BC 803 Ab 3 FC 1 C 4 A 516 F 3 D 3 ZXCZCZXC 30 D 7640 C 22Muhammad AwaisОценок пока нет
- Insulation GuidanceДокумент55 страницInsulation Guidancesiva_nagesh_2Оценок пока нет
- Thermal Characterization of A Thermally Enhanced QFN PackageДокумент6 страницThermal Characterization of A Thermally Enhanced QFN Packageindu027Оценок пока нет
- Pipe Insulation - Finding The Optimal ThicknessДокумент5 страницPipe Insulation - Finding The Optimal ThicknessmbsahgОценок пока нет
- Models - Heat.electronic Enclosure CoolingДокумент24 страницыModels - Heat.electronic Enclosure CoolingBshirОценок пока нет
- Sagar Group of Institutes, Bhopal: Subject: Heat& Mass Transfer CODE: ME-6003 Unit-IДокумент3 страницыSagar Group of Institutes, Bhopal: Subject: Heat& Mass Transfer CODE: ME-6003 Unit-IRiyasОценок пока нет
- Plate and Frame Heat ExchangersДокумент6 страницPlate and Frame Heat ExchangersAndrés Ramón Linares100% (1)
- L-3ff-2/ME Date: 18/04/2022Документ40 страницL-3ff-2/ME Date: 18/04/2022MD. BAKTIAR ALAM KABIRОценок пока нет
- Cryogenic Vacuum Insulation For Vessels and Piping: Blank Line !jlonk Line IJ/ank LineДокумент7 страницCryogenic Vacuum Insulation For Vessels and Piping: Blank Line !jlonk Line IJ/ank LineAchmadda FebiyonoОценок пока нет
- Panel O-28 Ships Mat - Thermal Insulation R.dec.1963.T-RДокумент151 страницаPanel O-28 Ships Mat - Thermal Insulation R.dec.1963.T-Rmaria_bustelo_2Оценок пока нет
- HMT Put Final 2018-18Документ2 страницыHMT Put Final 2018-18Vinod yadavОценок пока нет
- I Int HMTДокумент2 страницыI Int HMTthiyakarajanОценок пока нет
- Purpose of InsulationДокумент8 страницPurpose of InsulationlokeshkrjainОценок пока нет
- Experimental Measurement of Heat Loss in An Advanced Solar CollectorДокумент7 страницExperimental Measurement of Heat Loss in An Advanced Solar CollectorResearcherzОценок пока нет
- Con10 1217 PDFДокумент10 страницCon10 1217 PDFDma Chem EngОценок пока нет
- Assignment 1 Steady State Heat Conduction 2Документ2 страницыAssignment 1 Steady State Heat Conduction 2Fa CaОценок пока нет
- Me 5 HT 2021Документ4 страницыMe 5 HT 2021SameerОценок пока нет
- Thermoelectric Microstructures of Bi Te /SB Te For A Self-Calibrated Micro-PyrometerДокумент6 страницThermoelectric Microstructures of Bi Te /SB Te For A Self-Calibrated Micro-Pyrometerwelcomebright7078Оценок пока нет
- Mec551 PDFДокумент10 страницMec551 PDFShah GrungeОценок пока нет
- 4363 112 Heat TransferДокумент6 страниц4363 112 Heat Transferyogesh_b_kОценок пока нет
- Comparison Solar CollectorsДокумент15 страницComparison Solar CollectorsCatalin FilipОценок пока нет
- U Value CalculationsДокумент12 страницU Value CalculationsJacksonОценок пока нет
- IC4.4 AnoushPoursartipДокумент10 страницIC4.4 AnoushPoursartipLuis Daniel RodríguezОценок пока нет
- Warm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationОт EverandWarm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationОценок пока нет
- STI SP001 - SP031 Repairs 5th Edition GuidelinesДокумент33 страницыSTI SP001 - SP031 Repairs 5th Edition GuidelinesJade Geronimo80% (5)
- Aw 78-24-27 2015 PDFДокумент57 страницAw 78-24-27 2015 PDFJade GeronimoОценок пока нет
- Aboveground Storage Tanks Containing Liquid Fertilizer: Recommended Mechanical Integrity PracticesДокумент17 страницAboveground Storage Tanks Containing Liquid Fertilizer: Recommended Mechanical Integrity PracticesJade GeronimoОценок пока нет
- Aw 78-24-27 2015Документ57 страницAw 78-24-27 2015Jade Geronimo100% (3)
- CFR Title 49 Part 195Документ98 страницCFR Title 49 Part 195Jade GeronimoОценок пока нет
- CSWIP Welding Inspection Notes and QuestionsДокумент133 страницыCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Storage Tank Heat Loss Calcs - Rev.1 31.12.2010Документ16 страницStorage Tank Heat Loss Calcs - Rev.1 31.12.2010Jade GeronimoОценок пока нет
- Electromagnetic Sounding of Geothermal Zones: ArticleДокумент22 страницыElectromagnetic Sounding of Geothermal Zones: ArticlewandaОценок пока нет
- Current ElectricityДокумент20 страницCurrent ElectricityParth GuptaОценок пока нет
- Aluminum Electrical Conductor HandbookДокумент365 страницAluminum Electrical Conductor Handbookprem100% (3)
- Curr Elec Imp QuestionsДокумент2 страницыCurr Elec Imp QuestionsShyamОценок пока нет
- Intelligent Digital Eddy Current Detector Instruction Manual-NewДокумент51 страницаIntelligent Digital Eddy Current Detector Instruction Manual-NewINGAUTIN ProyectosОценок пока нет
- Thick Film TechnologyДокумент19 страницThick Film TechnologyRasoul Gmdri100% (1)
- British Steel Product Range BrochureДокумент128 страницBritish Steel Product Range BrochureHari PrasadОценок пока нет
- Catalogue Havells International CablesДокумент76 страницCatalogue Havells International Cablessiddhant103Оценок пока нет
- Earthing Design SOFTWARE - REV01Документ10 страницEarthing Design SOFTWARE - REV01Rahul SrivastavaОценок пока нет
- Low Frequency Induction Calculation - Open ElectricalДокумент7 страницLow Frequency Induction Calculation - Open ElectricalDoly DamanikОценок пока нет
- Cable Seal End HVDCДокумент11 страницCable Seal End HVDCஇளையாழ்வார் படையாட்சிОценок пока нет
- Earthing in Industrial and Pharmaceutical PlantsДокумент28 страницEarthing in Industrial and Pharmaceutical PlantsBrayden Chetty100% (1)
- Dmr's Physics Notes - Oersted's ExperimentДокумент4 страницыDmr's Physics Notes - Oersted's ExperimentyashОценок пока нет
- Earthing Fundamentals: Lightning & Surge TechnologiesДокумент8 страницEarthing Fundamentals: Lightning & Surge TechnologiesTushar SaxenaОценок пока нет
- Preformed Armor RodДокумент12 страницPreformed Armor RodKhaled SalemОценок пока нет
- Application of Earthing Backfill Materials in Desert Soil ConditionsДокумент12 страницApplication of Earthing Backfill Materials in Desert Soil ConditionsJovenlou BihagОценок пока нет
- CH 12 Electricity DPP - 01Документ1 страницаCH 12 Electricity DPP - 01HemantBhardwajОценок пока нет
- ICDF Vol 1 Conference Program - Complete BookДокумент246 страницICDF Vol 1 Conference Program - Complete BookEberdt Rocha BarrionuevoОценок пока нет
- Midterm Exam Ee311Документ2 страницыMidterm Exam Ee311Xanderz McBitzОценок пока нет
- HVAC TL MatLabДокумент34 страницыHVAC TL MatLableslyОценок пока нет
- CBSE Class 10 Physics Electricity Worksheet Set BДокумент4 страницыCBSE Class 10 Physics Electricity Worksheet Set BSunil KumarОценок пока нет
- Worksheet: Steam in InsulationДокумент3 страницыWorksheet: Steam in Insulationelty TanОценок пока нет
- Summative Test in ScienceДокумент3 страницыSummative Test in Scienceaizhel vitto100% (1)
- Power Losses in Wound ComponentsДокумент13 страницPower Losses in Wound Componentsshankar_sai_1Оценок пока нет
- Modeling Polybenzimidazole/Phosphoric Acid Membrane Behaviour in A HTPEM Fuel CellДокумент7 страницModeling Polybenzimidazole/Phosphoric Acid Membrane Behaviour in A HTPEM Fuel CellKAUSTAV ROYОценок пока нет
- Cable Ampacity Calculation and Analysis For Power Flow OptimizationДокумент6 страницCable Ampacity Calculation and Analysis For Power Flow OptimizationRiyadh ZakiОценок пока нет
- Materials Science in Semiconductor Processing: SciencedirectДокумент10 страницMaterials Science in Semiconductor Processing: SciencedirectSoufianeBenhamidaОценок пока нет
- Transformer Oil Specificationsnew 130714122209 Phpapp02Документ89 страницTransformer Oil Specificationsnew 130714122209 Phpapp02farhan100% (1)
- Nanowires - Recent AdvancesДокумент434 страницыNanowires - Recent AdvancesMohammad AliОценок пока нет
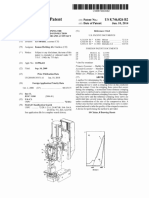
- Method For Determining The Quality of A Crimped Connection Between A Conductor and A ContactДокумент16 страницMethod For Determining The Quality of A Crimped Connection Between A Conductor and A ContactLutfi ArdiansyahОценок пока нет