Вам также может понравиться
- Department of Energy Regulatory & Energy Star ChangesДокумент18 страницDepartment of Energy Regulatory & Energy Star Changesapi-221502147Оценок пока нет
- Department of Energy Regulatory & Energy Star ChangesДокумент18 страницDepartment of Energy Regulatory & Energy Star Changesapi-221502147Оценок пока нет
- Duo-Tec Brochure-WebДокумент3 страницыDuo-Tec Brochure-Webapi-221502147Оценок пока нет
- mc2680 01 14 Extrol BrochureДокумент8 страницmc2680 01 14 Extrol Brochureapi-221502147Оценок пока нет
- Itemized EstimatesДокумент1 страницаItemized Estimatesapi-221502147Оценок пока нет
- Oil Nozzles Leaflet Hago Steel Nozzles Vbcea322 2012Документ2 страницыOil Nozzles Leaflet Hago Steel Nozzles Vbcea322 2012api-221502147Оценок пока нет
- Greenstar Oct 2013 UsДокумент2 страницыGreenstar Oct 2013 Usapi-221502147Оценок пока нет
- Department of Energy Regulatory & Energy Star ChangesДокумент18 страницDepartment of Energy Regulatory & Energy Star Changesapi-221502147Оценок пока нет
- 75s991001a 9-2013-gb142-l6Документ2 страницы75s991001a 9-2013-gb142-l6api-221502147Оценок пока нет
- Baxi Partners in Action Feature in Wholesaler Magazine Feb 2014Документ2 страницыBaxi Partners in Action Feature in Wholesaler Magazine Feb 2014api-221502147Оценок пока нет
- mc8520 04 12 TXT Sizing ChartДокумент2 страницыmc8520 04 12 TXT Sizing Chartapi-221502147Оценок пока нет
- mc7025 01 13 WxtsizingcardДокумент2 страницыmc7025 01 13 Wxtsizingcardapi-221502147Оценок пока нет
- mc10009 09 13 Premier Hot Water MakerДокумент4 страницыmc10009 09 13 Premier Hot Water Makerapi-221502147Оценок пока нет
- Delavan CatalogДокумент28 страницDelavan Catalogapi-221502147100% (1)
- LeadfreedefinedДокумент19 страницLeadfreedefinedapi-221502147Оценок пока нет
- ZypdfДокумент12 страницZypdfapi-221502147Оценок пока нет
- Summary of The Reduction of Lead in Drinking Water Act and Frequently Asked QuestionsДокумент14 страницSummary of The Reduction of Lead in Drinking Water Act and Frequently Asked Questionsapi-221502147Оценок пока нет
- mc10224 09 13 HydromaxДокумент8 страницmc10224 09 13 Hydromaxapi-221502147Оценок пока нет
- WhatyouneedtoknowaboutnewleadfreelawsДокумент29 страницWhatyouneedtoknowaboutnewleadfreelawsapi-221502147Оценок пока нет
- Plaw 111publ380Документ2 страницыPlaw 111publ380api-221502147Оценок пока нет
- Specifications Turbomax 1Документ2 страницыSpecifications Turbomax 1api-221502147Оценок пока нет
- Plaw 111publ380Документ2 страницыPlaw 111publ380api-221502147Оценок пока нет
- 1t 1b Zone ValvesДокумент1 страница1t 1b Zone Valvesapi-221502147Оценок пока нет
- 1t 1b Zone ValvesДокумент1 страница1t 1b Zone Valvesapi-221502147Оценок пока нет
- Turbomax Condensing Application0001Документ1 страницаTurbomax Condensing Application0001api-221502147Оценок пока нет
- Devis ReserveДокумент1 страницаDevis Reserveapi-221502147Оценок пока нет
- The NewsДокумент3 страницыThe Newsapi-221502147Оценок пока нет
- Heat-Flo Hydronic Buffer Tanks 2011Документ2 страницыHeat-Flo Hydronic Buffer Tanks 2011api-221502147Оценок пока нет
- SBT 01Документ2 страницыSBT 01api-221502147Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- An Introduction To Muscle Response Testing MRTДокумент14 страницAn Introduction To Muscle Response Testing MRTJuan Aguilar HernándezОценок пока нет
- Optimization Module For Abaqus/CAE Based On Genetic AlgorithmДокумент1 страницаOptimization Module For Abaqus/CAE Based On Genetic AlgorithmSIMULIACorpОценок пока нет
- Formulating and Solving LPs Using Excel SolverДокумент8 страницFormulating and Solving LPs Using Excel SolverAaron MartinОценок пока нет
- Dayal Bagh: Spircon 2013: Book of AbstractsДокумент202 страницыDayal Bagh: Spircon 2013: Book of AbstractsSant Mat100% (2)
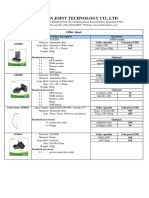
- Vehicle Tracker Offer SheetДокумент1 страницаVehicle Tracker Offer SheetBihun PandaОценок пока нет
- Calmark - Birtcher 44 5 10 LF L DatasheetДокумент2 страницыCalmark - Birtcher 44 5 10 LF L DatasheetirinaОценок пока нет
- 2023 Grades 10-12 Mathematics ATP MediationДокумент14 страниц2023 Grades 10-12 Mathematics ATP Mediationkaybeach007Оценок пока нет
- 2. Green finance and sustainable development in EuropeДокумент15 страниц2. Green finance and sustainable development in Europengocanhhlee.11Оценок пока нет
- DVOR Principle 코이카 양식Документ71 страницаDVOR Principle 코이카 양식Undral Batbayar100% (1)
- Kevin Chiu - Solving Procrastination v1.1Документ2 страницыKevin Chiu - Solving Procrastination v1.1TêteHauteОценок пока нет
- Analisis Efektivitas Inklusi Keuangan Di BMT Syariah Riyal: PendahuluanДокумент25 страницAnalisis Efektivitas Inklusi Keuangan Di BMT Syariah Riyal: PendahuluanEma Rina SafitriОценок пока нет
- Active-Passive VoiceДокумент18 страницActive-Passive VoiceDivya JainОценок пока нет
- Chapter 2 Fanning EquationДокумент9 страницChapter 2 Fanning EquationFaisal AyyazОценок пока нет
- 182 - GE8076, GE6075 Professional Ethics in Engineering - 2 MarksДокумент17 страниц182 - GE8076, GE6075 Professional Ethics in Engineering - 2 Markssharon sylvia .sОценок пока нет
- Strategic Investment Plan ForДокумент78 страницStrategic Investment Plan Forapi-3833112Оценок пока нет
- SECURE ROAD BLOCKERS PREVENT VEHICLE ATTACKSДокумент2 страницыSECURE ROAD BLOCKERS PREVENT VEHICLE ATTACKSMuhammad Tahir QamarОценок пока нет
- Anie Altamirano Learning For Life HandoutДокумент4 страницыAnie Altamirano Learning For Life HandoutAnnapurna VОценок пока нет
- Listening Script 11Документ11 страницListening Script 11harshkumarbhallaОценок пока нет
- DLP IN ICT 9 1st MeetingДокумент2 страницыDLP IN ICT 9 1st MeetingHEDDA FULOОценок пока нет
- DodupukegakobemavasevuДокумент3 страницыDodupukegakobemavasevuMartian SamaanОценок пока нет
- MD SHAFIUL ISLAM 沙菲 ID;20183290290Документ23 страницыMD SHAFIUL ISLAM 沙菲 ID;20183290290SHAFIUL SETUОценок пока нет
- Forensic Pharmacy: Dr. Zirwa AsimДокумент35 страницForensic Pharmacy: Dr. Zirwa AsimZirwa AsimОценок пока нет
- DUPLICATE BILL TITLEДокумент8 страницDUPLICATE BILL TITLEMohammed AhmedОценок пока нет
- Overview On Image Captioning TechniquesДокумент6 страницOverview On Image Captioning TechniquesWARSE JournalsОценок пока нет
- GbiДокумент14 страницGbimaurice86Оценок пока нет
- 3.0 Wrap Up and SummaryДокумент4 страницы3.0 Wrap Up and SummaryGian SanchezОценок пока нет
- 5R Invention Activity: Science LabДокумент12 страниц5R Invention Activity: Science LabricardoОценок пока нет
- Flap System RiginДокумент12 страницFlap System RiginHarold Reyes100% (1)
- GulliverДокумент8 страницGulliverCris LuОценок пока нет
- Motorship Oct 2023Документ56 страницMotorship Oct 2023Sahil PakhaliОценок пока нет