Вам также может понравиться
- Tower Staad 1Документ6 страницTower Staad 1bang8rosОценок пока нет
- Tower and AntennaДокумент11 страницTower and Antennawaheedopple3998Оценок пока нет
- Design CriteriaДокумент13 страницDesign Criteriabang8rosОценок пока нет
- P6 Sylabus9a - Sept 2013....Документ1 страницаP6 Sylabus9a - Sept 2013....bang8rosОценок пока нет
- 0 C 96051 C 168 DBF 054 D 000000Документ17 страниц0 C 96051 C 168 DBF 054 D 000000bang8rosОценок пока нет
- Blast Wave Parameters For Spherical Explosives Detonation in Free AirДокумент12 страницBlast Wave Parameters For Spherical Explosives Detonation in Free Airbang8rosОценок пока нет
- Lateral Load Distribution in Nonlinear Static Procedures For Seismic DesignДокумент10 страницLateral Load Distribution in Nonlinear Static Procedures For Seismic Designbang8rosОценок пока нет
- 304 304L Data BulletinДокумент7 страниц304 304L Data BulletinFaheem MuazzamОценок пока нет
- Omae2001/s&r 2178Документ8 страницOmae2001/s&r 2178bang8rosОценок пока нет
- 0 C 9605297137 D 047 Ba 000000Документ11 страниц0 C 9605297137 D 047 Ba 000000bang8rosОценок пока нет
- PB FS2701Документ3 страницыPB FS2701bang8rosОценок пока нет
- PDC - TPP 06 01Документ12 страницPDC - TPP 06 01bang8rosОценок пока нет
- Wave CalculationsДокумент9 страницWave CalculationsSunil ReddyОценок пока нет
- Modeling Custom Shapes in STAAD PROДокумент4 страницыModeling Custom Shapes in STAAD PROKiran KoraddiОценок пока нет
- Blast Resistant Design With Structural SteelДокумент6 страницBlast Resistant Design With Structural SteelJavier Flores100% (1)
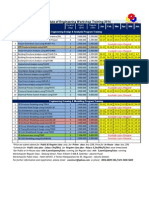
- Brochure-CBMB Engineering Course Schedule Period Jan-Jun 2014Документ2 страницыBrochure-CBMB Engineering Course Schedule Period Jan-Jun 2014bang8ros100% (1)
- Blast Resistant Roof Design ThesisДокумент124 страницыBlast Resistant Roof Design ThesisYam BalaoingОценок пока нет
- SOM EngineeringtheWorldsTallestДокумент0 страницSOM EngineeringtheWorldsTallestChristian Alcedo SantiОценок пока нет
- Blast Effects Evaluation Using TNT EquivalentДокумент4 страницыBlast Effects Evaluation Using TNT Equivalentbang8rosОценок пока нет
- A Review of Methods For PredictionДокумент7 страницA Review of Methods For Predictionاحمد تسنیمОценок пока нет
- Lesson39 Usage of Assembly CutsДокумент14 страницLesson39 Usage of Assembly Cutsbang8rosОценок пока нет
- Blast Resistant Building DesignДокумент8 страницBlast Resistant Building DesignftmrlОценок пока нет
- Lesson37 Bottom-Up DesignДокумент14 страницLesson37 Bottom-Up Designbang8rosОценок пока нет
- Minipile ExamplesДокумент12 страницMinipile Examplesbang8rosОценок пока нет
- Lesson38 Top-Down DesignДокумент22 страницыLesson38 Top-Down Designbang8rosОценок пока нет
- Sheet Metal Part Design in PTC Pro - ENGINEER - CAD CAM AustraliaДокумент3 страницыSheet Metal Part Design in PTC Pro - ENGINEER - CAD CAM Australiabang8rosОценок пока нет
- Lesson40 Assembly OperationДокумент23 страницыLesson40 Assembly Operationbang8rosОценок пока нет
- Pro eДокумент17 страницPro eAmit VermaОценок пока нет
- Lesson35 Family TablesДокумент10 страницLesson35 Family Tablesbang8rosОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Writing Simple Sentences to Describe ScenariosДокумент5 страницWriting Simple Sentences to Describe Scenariosepol67% (3)
- GuideДокумент2 страницыGuideMaissyОценок пока нет
- E.sybox - Esybox All Information PDFДокумент56 страницE.sybox - Esybox All Information PDFnle_16948Оценок пока нет
- MMADДокумент2 страницыMMADHariharan SОценок пока нет
- Rock Laboratory PricelistДокумент1 страницаRock Laboratory PricelistHerbakti Dimas PerdanaОценок пока нет
- Assignment of A Glass Transition Temperature Using Thermomechanical Analysis: Tension MethodДокумент4 страницыAssignment of A Glass Transition Temperature Using Thermomechanical Analysis: Tension MethodEric GozzerОценок пока нет
- PPM To Percent Conversion Calculator Number ConversionДокумент1 страницаPPM To Percent Conversion Calculator Number ConversionSata ChaimongkolsupОценок пока нет
- Cloud Security Training and Awareness Programs For OrganizationsДокумент2 страницыCloud Security Training and Awareness Programs For OrganizationsdeeОценок пока нет
- b2 Open Cloze - Western AustraliaДокумент3 страницыb2 Open Cloze - Western Australiaartur solsonaОценок пока нет
- Consumer BehaviourДокумент48 страницConsumer BehaviourdooncollegeОценок пока нет
- Ce125-2500 Open FrameДокумент48 страницCe125-2500 Open FrameRomão OliveiraОценок пока нет
- Youre The Inspiration CRDДокумент3 страницыYoure The Inspiration CRDjonjammyОценок пока нет
- Current Developments in Testing Item Response Theory (IRT) : Prepared byДокумент32 страницыCurrent Developments in Testing Item Response Theory (IRT) : Prepared byMalar VengadesОценок пока нет
- APM200 Outdoor Power Supply System User Manual-20060628-B-1.0Документ52 страницыAPM200 Outdoor Power Supply System User Manual-20060628-B-1.0Andrés MarroquínОценок пока нет
- Socio-cultural influences on educationДокумент4 страницыSocio-cultural influences on educationofelia acostaОценок пока нет
- Rethinking Classification and Localization For Object DetectionДокумент13 страницRethinking Classification and Localization For Object DetectionShah Nawaz KhanОценок пока нет
- 7 Tools for Continuous ImprovementДокумент202 страницы7 Tools for Continuous Improvementvivekanand bhartiОценок пока нет
- Strategy 13 Presentation - Social Emotional LearningДокумент29 страницStrategy 13 Presentation - Social Emotional Learningapi-588940234Оценок пока нет
- Amway Final ReportДокумент74 страницыAmway Final ReportRadhika Malhotra75% (4)
- Indian ChronologyДокумент467 страницIndian ChronologyModa Sattva100% (4)
- Electronics HubДокумент9 страницElectronics HubKumaran SgОценок пока нет
- What Are Universities ForДокумент19 страницWhat Are Universities ForBikash Ranjan MishraОценок пока нет
- Strata KT Office OpportunityДокумент41 страницаStrata KT Office OpportunitySanskar SurekaОценок пока нет
- SomДокумент191 страницаSomVivek GosaviОценок пока нет
- Psalms Magick of The Old Testament PDFДокумент129 страницPsalms Magick of The Old Testament PDFirrrs100% (1)
- Assignment 2Документ4 страницыAssignment 2maxamed0% (1)
- EDIBLE VACCINES: A COST-EFFECTIVE SOLUTIONДокумент21 страницаEDIBLE VACCINES: A COST-EFFECTIVE SOLUTIONPritish SareenОценок пока нет
- Alfa Romeo Giulia Range and Quadrifoglio PricelistДокумент15 страницAlfa Romeo Giulia Range and Quadrifoglio PricelistdanielОценок пока нет
- PA2 Value and PD2 ValueДокумент4 страницыPA2 Value and PD2 Valueguddu1680Оценок пока нет
- OTGNNДокумент13 страницOTGNNAnh Vuong TuanОценок пока нет