Вам также может понравиться
- Procedimiento para Montaje de La Bota de GasДокумент4 страницыProcedimiento para Montaje de La Bota de Gasfavio alejandro paz benavidesОценок пока нет
- HLC QC RG 3.0 28 Registro de Resane de PinturaДокумент1 страницаHLC QC RG 3.0 28 Registro de Resane de PinturaManuel JuanОценок пока нет
- PCM.R9-07 Prefabricacion y Montaje de Tuberias Rev 1Документ9 страницPCM.R9-07 Prefabricacion y Montaje de Tuberias Rev 1erick cerdanОценок пока нет
- PE-CON-SOL-05 - 0 Procedimiento de Aplicacion de Soldadura en EstacionesДокумент6 страницPE-CON-SOL-05 - 0 Procedimiento de Aplicacion de Soldadura en EstacionesAlejandro NietoОценок пока нет
- 01-Procedimiento Soldadura en Tuberia Rev. 0Документ9 страниц01-Procedimiento Soldadura en Tuberia Rev. 0Hector Arguelles QuintanaОценок пока нет
- IN028-0500-PP-PRC-51008 Hot Tapping Rev. 0Документ20 страницIN028-0500-PP-PRC-51008 Hot Tapping Rev. 0Rodrigo Andres Contreras FuentesОценок пока нет
- Actividades Sec Rotadisco HetlandДокумент2 страницыActividades Sec Rotadisco HetlandJames BrownОценок пока нет
- 8.Pool-po-At-008 Rev. 0 ArenadoДокумент7 страниц8.Pool-po-At-008 Rev. 0 Arenadoarturo avilaОценок пока нет
- Pam Ec 30 PRC 007 0Документ8 страницPam Ec 30 PRC 007 0Fabry IsmhaelОценок пока нет
- 2) Procedimiento de Alineacion y Soldadura para AccesoriosДокумент13 страниц2) Procedimiento de Alineacion y Soldadura para AccesoriosPedrito PerezОценок пока нет
- P-cc-07 Metales Ahogados en Estructuras de Concreto Rev 1Документ5 страницP-cc-07 Metales Ahogados en Estructuras de Concreto Rev 1Tilo Adalberto Garcia SolisОценок пока нет
- Desmontaje y Montaje de Bombas y Motores de Alimentacion Celdas Area 400 Rev.0Документ15 страницDesmontaje y Montaje de Bombas y Motores de Alimentacion Celdas Area 400 Rev.0helycadmusОценок пока нет
- MP-42!00!161715 Procedimiento Instalacion de Ciegos Rev. - 1Документ9 страницMP-42!00!161715 Procedimiento Instalacion de Ciegos Rev. - 1•It's Mari Cami•Оценок пока нет
- FO 720 01 R0 Recepcion de Materiales5Документ1 страницаFO 720 01 R0 Recepcion de Materiales5Andrés DPОценок пока нет
- IMCO-PQC-008 - Procedimiento de Soldadura de Tuberías de AceroДокумент5 страницIMCO-PQC-008 - Procedimiento de Soldadura de Tuberías de Aceroluis noé De La Cruz QuispeОценок пока нет
- Procedimiento de Bajado de Ductos GPДокумент37 страницProcedimiento de Bajado de Ductos GPChema Rodriguez HernandezОценок пока нет
- Procedimiento de Pintado de Mina Shauindo CasalДокумент15 страницProcedimiento de Pintado de Mina Shauindo CasalJulio HuancaОценок пока нет
- PcwiДокумент4 страницыPcwidianiig22Оценок пока нет
- Vil-P-Qua-17 Procedimiento de Preparación de Superficie y Pintura en Tuberias en Contacto Con CrudoДокумент22 страницыVil-P-Qua-17 Procedimiento de Preparación de Superficie y Pintura en Tuberias en Contacto Con CrudoHector ChiroqueОценок пока нет
- Procedimiento Zanjado, Bajado, Tapado de Tubería EnterradaДокумент8 страницProcedimiento Zanjado, Bajado, Tapado de Tubería EnterradaLeonardo Preciado CelinzОценок пока нет
- PR-CC-003 Control Dimensional en El ArmadoДокумент8 страницPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- WPS Norma D.1.1.Документ4 страницыWPS Norma D.1.1.Richard PucaОценок пока нет
- Reparación de SoldaduraДокумент7 страницReparación de SoldaduraCarlos Torrez JimenezОценок пока нет
- Criterios de Aceptación Visual API-ASMEДокумент7 страницCriterios de Aceptación Visual API-ASMEManuel CarreñoОценок пока нет
- Registro de Alineación FinalДокумент1 страницаRegistro de Alineación FinalGodofredo Barrera AnguloОценок пока нет
- Procedimiento General de Soldadura (2) JoyaДокумент12 страницProcedimiento General de Soldadura (2) Joyamaxi27Оценок пока нет
- Fabricación y Montaje Cañeria de Acero CarbonoДокумент18 страницFabricación y Montaje Cañeria de Acero CarbonoIgnacio Andres Delgado Barrientos100% (1)
- Procedimiento Montaje Extencion Del ManifoldДокумент6 страницProcedimiento Montaje Extencion Del Manifoldfavio alejandro paz benavidesОценок пока нет
- Ryr-Proc-Op - Curvado de Tubería de Acero en FrioДокумент29 страницRyr-Proc-Op - Curvado de Tubería de Acero en FriogustavoОценок пока нет
- Procedim. FabricacionДокумент22 страницыProcedim. FabricacionBeto Miranda ConsueloОценок пока нет
- Procedimiento de Fabricacion de EstrucДокумент8 страницProcedimiento de Fabricacion de EstrucedaupizaОценок пока нет
- S-Tal-Sae-Sta-Mec-Prd-0006 - 01 (003) Arenado y PinturaДокумент22 страницыS-Tal-Sae-Sta-Mec-Prd-0006 - 01 (003) Arenado y PinturaDan DiezОценок пока нет
- Criterios de Inspección VisualДокумент8 страницCriterios de Inspección VisualJuan Eduardo JeRicoОценок пока нет
- 3063-PC-CÑ-01-00 - Montaje y Soldaduras Tuberías HDPE RV 00Документ48 страниц3063-PC-CÑ-01-00 - Montaje y Soldaduras Tuberías HDPE RV 00Cristian Cornejo Catalán100% (1)
- Procedimientos de Inspeccion Por Tintes PenetrantesДокумент8 страницProcedimientos de Inspeccion Por Tintes Penetrantesjo borja100% (1)
- PROCED - Ajuste y Torque de PernosДокумент17 страницPROCED - Ajuste y Torque de PernosGian VladimirОценок пока нет
- Montaje EstructurasДокумент7 страницMontaje EstructurasLuis Alberto Díaz FredesОценок пока нет
- Procedimiento Tuberias EnterradasДокумент16 страницProcedimiento Tuberias EnterradasAndrèsHayesОценок пока нет
- PETS FABRICACION, SOLDADURA, TERMOFUSION Y MONTAJE DE TUBERIA Y SOPORTES DE TUBERIA Rev - 1Документ63 страницыPETS FABRICACION, SOLDADURA, TERMOFUSION Y MONTAJE DE TUBERIA Y SOPORTES DE TUBERIA Rev - 1Jorge Flores puescasОценок пока нет
- Inspeccion y MonitoreoДокумент4 страницыInspeccion y Monitoreojorgeantonia3101Оценок пока нет
- Pet-0111!01!1017 Torqueo de Uniones Bridadas v.1Документ23 страницыPet-0111!01!1017 Torqueo de Uniones Bridadas v.1CustodioCastillo100% (1)
- Pruebas de Presión para Sistemas de TuberíasДокумент26 страницPruebas de Presión para Sistemas de Tuberíasvrsalazar62100% (1)
- Registro de Alineación y Nivelación de RielДокумент1 страницаRegistro de Alineación y Nivelación de RielVane PedrazaОценок пока нет
- Planilla Identificacion de Valvulas PSV - 57481Документ1 страницаPlanilla Identificacion de Valvulas PSV - 57481Inflales Camas Elasticas La PlataОценок пока нет
- Prueba Mecanica de HolidayДокумент4 страницыPrueba Mecanica de HolidayMatias GutierresОценок пока нет
- Procedimientos de Soldadura A Filete 1Документ1 страницаProcedimientos de Soldadura A Filete 1Mirian JustoОценок пока нет
- Instalación Tubería PEAD NC-As-IL01-35Документ18 страницInstalación Tubería PEAD NC-As-IL01-35calidad santa elenaОценок пока нет
- Plan de Ejecucion para MontajeДокумент13 страницPlan de Ejecucion para MontajeVite Estrada SilvanaОценок пока нет
- Procedimiento de Fabricación de TanquesДокумент9 страницProcedimiento de Fabricación de TanquesJorge Maguiña LeyvaОценок пока нет
- PQR UnimetДокумент7 страницPQR UnimetCarlos Lluen AquinoОценок пока нет
- Astm A514 GR BДокумент6 страницAstm A514 GR BelweldОценок пока нет
- Reporte de Aplicación SLine 2500 - Preliminar On 3LPP-CIC - Nov2009 PDFДокумент10 страницReporte de Aplicación SLine 2500 - Preliminar On 3LPP-CIC - Nov2009 PDFJosé LéboloОценок пока нет
- Procedimiento de Pintado de Tuberias y CamarasДокумент14 страницProcedimiento de Pintado de Tuberias y CamarasDavid PachecoОценок пока нет
- PTO-022 Desmontaje Estructuras Rev0Документ14 страницPTO-022 Desmontaje Estructuras Rev0josesotomoralesОценок пока нет
- G.PR - OH.04 Trabajos Preliminares A Oper. de HOT TAP - Rev 9Документ9 страницG.PR - OH.04 Trabajos Preliminares A Oper. de HOT TAP - Rev 9Raysil Joel Meneces VegaОценок пока нет
- Procedimiento de Inspección Visual de Uniones SoldadasДокумент10 страницProcedimiento de Inspección Visual de Uniones SoldadasDavid Ninaquispe BardalesОценок пока нет
- Procedimiento DesmantelamientoДокумент18 страницProcedimiento DesmantelamientoantoniosofwareОценок пока нет
- AAB029Документ2 страницыAAB029Renzo TuestasОценок пока нет
- Lista de Soldadores CalificadosДокумент4 страницыLista de Soldadores CalificadosJuan MontufarОценок пока нет
- Procedimiento Soldadura, Montaje de Tuberia y Elementos MetalicosДокумент15 страницProcedimiento Soldadura, Montaje de Tuberia y Elementos MetalicosSip ConsultingОценок пока нет
- GUÍA DEL ENSAYO DE TRACCIÓN TubДокумент8 страницGUÍA DEL ENSAYO DE TRACCIÓN TubHugo ChicaОценок пока нет
- NORMA Clasificacion SUCS PDFДокумент7 страницNORMA Clasificacion SUCS PDFBroth Villarreal GuimareyОценок пока нет
- Google Drive y MicrosoftДокумент4 страницыGoogle Drive y MicrosoftKleiner Ulloa AguilarОценок пока нет
- Conexion Ethernetv-SIMATIC - S7 - 200 - S PDFДокумент4 страницыConexion Ethernetv-SIMATIC - S7 - 200 - S PDFErick Obrayan Blanco FialliОценок пока нет
- Diagnostico Capa Fisica FieldbusДокумент60 страницDiagnostico Capa Fisica FieldbusRolando Johnny Ranilla CardenasОценок пока нет
- Paper de Redes Mesh - Huamani Huaracha UlicesДокумент10 страницPaper de Redes Mesh - Huamani Huaracha UlicesUlises Huamani HuarachaОценок пока нет
- Informe Lab 2 - RIPДокумент13 страницInforme Lab 2 - RIPlarmandollgОценок пока нет
- FTP EnsayoДокумент13 страницFTP EnsayoCamilaIsazaОценок пока нет
- Tabla ComparativaДокумент3 страницыTabla ComparativaCharles LopezОценок пока нет
- Apuntes de Gestión EnergéticaДокумент6 страницApuntes de Gestión EnergéticaPedro Alarcón RetamalОценок пока нет
- ANCECONDULACДокумент5 страницANCECONDULACSantiago BaОценок пока нет
- Red 3GДокумент29 страницRed 3GerolandoeОценок пока нет
- GTC82 PDFДокумент7 страницGTC82 PDFJesus ContrerasОценок пока нет
- 6.2.2.4 Packet Tracer - Configuring IPv4 Static and Default Routes InstructionsДокумент4 страницы6.2.2.4 Packet Tracer - Configuring IPv4 Static and Default Routes InstructionsMateo Rios100% (2)
- Functions Description Bench Remote For SmartROC D50-65 C50 CL. Español 2021Документ20 страницFunctions Description Bench Remote For SmartROC D50-65 C50 CL. Español 2021Aleajndro SaavedraОценок пока нет
- Guia Rapida Facturae 3 4Документ11 страницGuia Rapida Facturae 3 4Karma RomeroОценок пока нет
- Tecnologia SHDSLДокумент5 страницTecnologia SHDSLdanielОценок пока нет
- MPLS - TPДокумент6 страницMPLS - TPOmar Alexander PinzonОценок пока нет
- Ne 2238Документ60 страницNe 2238Marcos LeiteОценок пока нет
- Ejemplo Punto-MultipuntoДокумент7 страницEjemplo Punto-MultipuntoVicente NarioОценок пока нет
- Redes2 - Laboratorio 2Документ9 страницRedes2 - Laboratorio 2Luis FernandoОценок пока нет
- Nivel VI + PFC - 2020 PDFДокумент141 страницаNivel VI + PFC - 2020 PDFSantiago WeberОценок пока нет
- SeccionadoresДокумент10 страницSeccionadoresMario YañezОценок пока нет
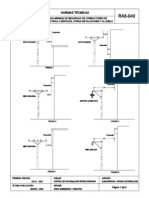
- Ra8 040Документ5 страницRa8 040Freddy JaramilloОценок пока нет
- Auditoria en EnfermeriaДокумент29 страницAuditoria en Enfermeriativogliobene67% (12)
- Calculo Factor de Carga (Densidad de Carga)Документ5 страницCalculo Factor de Carga (Densidad de Carga)Maria Jose Salamanca ToledoОценок пока нет
- EVIDENCIA 3 Organizacion Documental.Документ3 страницыEVIDENCIA 3 Organizacion Documental.Wilmar Suarez HernandezОценок пока нет
- Norma Iso 8402Документ6 страницNorma Iso 8402rogerОценок пока нет
- Bara FataДокумент7 страницBara FataAlex RulesОценок пока нет
- Tipos de Filetas de Alimentacion de TramaДокумент13 страницTipos de Filetas de Alimentacion de Tramaanon_174774553100% (1)