Вам также может понравиться
- Astm A304Документ50 страницAstm A304NILS50% (2)
- All-in-One Manual of Industrial Piping Practice and MaintenanceОт EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceРейтинг: 5 из 5 звезд5/5 (1)
- Astm A 304 Acero InoxidableДокумент50 страницAstm A 304 Acero InoxidableMajo BárcenasОценок пока нет
- A 304 - 04Документ50 страницA 304 - 04Sasi KumarОценок пока нет
- Carbon and Alloy Steel Bars Subject To End-Quench Hardenability RequirementsДокумент50 страницCarbon and Alloy Steel Bars Subject To End-Quench Hardenability RequirementsSenthil Kumar GanesanОценок пока нет
- Structural Steel Design to Eurocode 3 and AISC SpecificationsОт EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsОценок пока нет
- Astm A131Документ5 страницAstm A13109122912680100% (5)
- Astm A304 - 12.16Документ48 страницAstm A304 - 12.16gkhn100% (1)
- Steel, Sheet, Carbon, and High-Strength, Low-Alloy For Pressure VesselsДокумент4 страницыSteel, Sheet, Carbon, and High-Strength, Low-Alloy For Pressure VesselsudayОценок пока нет
- A304 PDFДокумент49 страницA304 PDFSamuel PeterОценок пока нет
- Carbon and Alloy Steel Bars Subject To End-Quench Hardenability RequirementsДокумент48 страницCarbon and Alloy Steel Bars Subject To End-Quench Hardenability Requirementsalucard375Оценок пока нет
- A 304 - 11 Aceros Tipo HДокумент48 страницA 304 - 11 Aceros Tipo Halucard375Оценок пока нет
- A521 96 PDFДокумент9 страницA521 96 PDFJohano AraújoОценок пока нет
- Steel, Sheet, Carbon, For Pressure VesselsДокумент4 страницыSteel, Sheet, Carbon, For Pressure VesselsCarlos BernussiОценок пока нет
- Steel, Strip, High-Carbon, Cold-Rolled, General Requirements ForДокумент8 страницSteel, Strip, High-Carbon, Cold-Rolled, General Requirements Forjaskaran singhОценок пока нет
- Astm A321Документ2 страницыAstm A321clevercog0% (1)
- Asme Section Ii A Sa-29 Sa-29m PDFДокумент26 страницAsme Section Ii A Sa-29 Sa-29m PDFHyunjong MoonОценок пока нет
- B 166Документ8 страницB 166benedick barquinОценок пока нет
- A449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseДокумент7 страницA449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseislamakthamОценок пока нет
- Stainless Chromium-Nickel Steel-Clad Plate, Sheet, and StripДокумент8 страницStainless Chromium-Nickel Steel-Clad Plate, Sheet, and StripJosé Ramón GutierrezОценок пока нет
- Astm A611Документ3 страницыAstm A611Fheres ValenciaОценок пока нет
- A434Документ3 страницыA434alirioОценок пока нет
- ASTM-A304 Standard Specification For Carbon and Alloy Steel Bar Subject To End Quench HardenabilityДокумент50 страницASTM-A304 Standard Specification For Carbon and Alloy Steel Bar Subject To End Quench HardenabilityNoel Francis100% (1)
- A554-15a Standard Specification For Welded Stainless Steel Mechanical TubingДокумент5 страницA554-15a Standard Specification For Welded Stainless Steel Mechanical TubingChuthaОценок пока нет
- A 108 - 99 Qtewoc1sruq - PDFДокумент10 страницA 108 - 99 Qtewoc1sruq - PDFjorgesalgОценок пока нет
- Iron-Nickel-Cobalt Sealing Alloy: Standard Specification ForДокумент7 страницIron-Nickel-Cobalt Sealing Alloy: Standard Specification ForJurun_BidanshiОценок пока нет
- A 276 - 00 Qti3ni0wmee - PDFДокумент7 страницA 276 - 00 Qti3ni0wmee - PDFTiến Lượng NguyễnОценок пока нет
- B370Документ4 страницыB370phuongqcОценок пока нет
- A 829Документ4 страницыA 829Gustavo SuarezОценок пока нет
- Astm A264 (1999)Документ8 страницAstm A264 (1999)Vo Trong ThaiОценок пока нет
- Asme Sa268Документ10 страницAsme Sa268jimmysteelpipeОценок пока нет
- Astm 434Документ3 страницыAstm 434Fabián MartínezОценок пока нет
- ASTM A426 Centrifugally Cast Ferritic Alloy Steel Pipe For High - Temperature ServiceДокумент4 страницыASTM A426 Centrifugally Cast Ferritic Alloy Steel Pipe For High - Temperature ServiceSumedh ParadkarОценок пока нет
- A 524 - 96 R01 QtuynaДокумент8 страницA 524 - 96 R01 QtuynaJuan GonzalesОценок пока нет
- A 131 - A131m - 94 Qtezms05naДокумент5 страницA 131 - A131m - 94 Qtezms05nafekihassanОценок пока нет
- A 953Документ3 страницыA 953José Ramón GutierrezОценок пока нет
- Astm A319.370238-1Документ2 страницыAstm A319.370238-1Fabio Augusto Hincapie Henao100% (1)
- Is 513 - 1994 - r2003 - Cold Rolled Low Carbon Steel SheetsДокумент11 страницIs 513 - 1994 - r2003 - Cold Rolled Low Carbon Steel SheetsRam Niwas100% (3)
- Alloy/Steel Bolting Materials For Low-Temperature ServiceДокумент7 страницAlloy/Steel Bolting Materials For Low-Temperature ServiceJosé Ramón GutierrezОценок пока нет
- A 897 - 90 R97 Qtg5ny05mfi5nw - PDFДокумент7 страницA 897 - 90 R97 Qtg5ny05mfi5nw - PDFMung Duong XuanОценок пока нет
- Sa 320Документ13 страницSa 320gst ajahОценок пока нет
- A 48 Gray Iron CastingsДокумент5 страницA 48 Gray Iron Castingswasatiah05Оценок пока нет
- A 414 - A 414M - 01 Qtqxnc9bnde0ts1sruq - PDFДокумент5 страницA 414 - A 414M - 01 Qtqxnc9bnde0ts1sruq - PDFTiến Lượng NguyễnОценок пока нет
- A618 PDFДокумент4 страницыA618 PDFSadashiva sahooОценок пока нет
- F15-04 (2013) Standard Specification For Iron-Nickel-Cobalt Sealing AlloyДокумент7 страницF15-04 (2013) Standard Specification For Iron-Nickel-Cobalt Sealing Alloymercab15Оценок пока нет
- Astm A434Документ3 страницыAstm A434Evandro Luis Gomes100% (1)
- A829Документ4 страницыA829Deepak GovindanОценок пока нет
- Conical ThreadДокумент9 страницConical ThreadAnonymous D5QForitcОценок пока нет
- ASTM A 681-08 Standard Specification For Tool Steels AlloyДокумент14 страницASTM A 681-08 Standard Specification For Tool Steels AlloyTeodoroОценок пока нет
- A660Документ4 страницыA660Amreusit SaschimbnumeleОценок пока нет
- A434 00 PDFДокумент3 страницыA434 00 PDFJohano Araújo100% (1)
- Astm A 449Документ7 страницAstm A 449Sasan AbbasiОценок пока нет
- Astm A568-2003Документ28 страницAstm A568-2003Catherine HawkinsОценок пока нет
- Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalДокумент5 страницFerritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalJosé Ramón GutierrezОценок пока нет
- Is 1079 - 2009Документ10 страницIs 1079 - 2009Shradha SinghaniaОценок пока нет
- A 872 - 91 R02 Qtg3mi05mviwmgДокумент3 страницыA 872 - 91 R02 Qtg3mi05mviwmgsachinguptachdОценок пока нет
- Sampling, Test Methods, Specifications, and Guide For Electrical Insulating Oils of Petroleum OriginДокумент13 страницSampling, Test Methods, Specifications, and Guide For Electrical Insulating Oils of Petroleum OriginAleksei AvilaОценок пока нет
- 10 Ajuste 40 Ajuste 60 80 100 120 140 150 160 180 Y: y 10mm/s Recta 396.56 Exp 223.78Документ2 страницы10 Ajuste 40 Ajuste 60 80 100 120 140 150 160 180 Y: y 10mm/s Recta 396.56 Exp 223.78Aleksei AvilaОценок пока нет
- D1560Документ7 страницD1560Aleksei AvilaОценок пока нет
- Structural Design of Reinforcements For Fittings in Factory-Made Corrugated Steel Pipe For Sewers and Other ApplicationsДокумент18 страницStructural Design of Reinforcements For Fittings in Factory-Made Corrugated Steel Pipe For Sewers and Other ApplicationsAleksei AvilaОценок пока нет
- A400Документ8 страницA400Aleksei AvilaОценок пока нет
- Astm A 519Документ12 страницAstm A 519ShojikuriakoseTОценок пока нет
- A343 PDFДокумент15 страницA343 PDFAleksei AvilaОценок пока нет
- A623Документ36 страницA623Aleksei AvilaОценок пока нет
- A334Документ6 страницA334Aleksei AvilaОценок пока нет
- Structural Steel For ShipsДокумент6 страницStructural Steel For ShipsMarcela Anco SotomayorОценок пока нет
- Astm A1011-A1011mДокумент6 страницAstm A1011-A1011mRAMIL100% (1)
- A-313 - 98Документ7 страницA-313 - 98José Ramón GutierrezОценок пока нет
- A1012Документ4 страницыA1012joescribd55Оценок пока нет
- A1018Документ5 страницA1018Aleksei AvilaОценок пока нет
- Composition Bronze or Ounce Metal Castings: Standard Specification ForДокумент3 страницыComposition Bronze or Ounce Metal Castings: Standard Specification ForAleksei AvilaОценок пока нет
- A1021Документ4 страницыA1021Aleksei AvilaОценок пока нет
- Katalog AuftragsschweißenДокумент12 страницKatalog AuftragsschweißentobiaswatzingerОценок пока нет
- OneSteel Cold Formed Sections Nov2004pДокумент56 страницOneSteel Cold Formed Sections Nov2004pLizardladОценок пока нет
- Diffusion Module (DICTRA) Console Mode Example MacrosДокумент343 страницыDiffusion Module (DICTRA) Console Mode Example Macrosyokeceg852Оценок пока нет
- Color Metallography PDFДокумент2 страницыColor Metallography PDFLoryОценок пока нет
- Precious Metal Recovery Part 1Документ3 страницыPrecious Metal Recovery Part 1mladen lakicОценок пока нет
- European Steel and Alloy Grades: About Us EN 10025-2Документ2 страницыEuropean Steel and Alloy Grades: About Us EN 10025-2farshid KarpasandОценок пока нет
- Special Report CHINA FOUNDRY The Role AnДокумент12 страницSpecial Report CHINA FOUNDRY The Role AnSUNDRAMNAGAОценок пока нет
- Rohs PDFДокумент21 страницаRohs PDFSameer KmОценок пока нет
- Metallurgy: Metallurgical ProcessesДокумент36 страницMetallurgy: Metallurgical ProcessesAustyn ChimbuoyimОценок пока нет
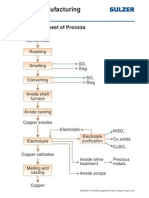
- Copper Manufacturing Process: General Flowsheet of ProcessДокумент28 страницCopper Manufacturing Process: General Flowsheet of ProcessflaviosazevedoОценок пока нет
- Welding HandbookДокумент368 страницWelding Handbookcahya303Оценок пока нет
- 1-3 Cold Welding, EtcДокумент50 страниц1-3 Cold Welding, EtcNguyễn Hồng Thanh100% (2)
- Aws D15.2 PDFДокумент62 страницыAws D15.2 PDFStarla Hill100% (2)
- Report On Neelkanth Steel IndustriesДокумент6 страницReport On Neelkanth Steel IndustriesMeet PatelОценок пока нет
- Berco Heavy Duty HD Track ChainsДокумент8 страницBerco Heavy Duty HD Track ChainsGUILLERMO SEGURAОценок пока нет
- A330 PylonsДокумент21 страницаA330 Pylonsosamoz100% (2)
- What Is Hole Punching? What Is Drilling?Документ6 страницWhat Is Hole Punching? What Is Drilling?Krisha Ann RosalesОценок пока нет
- Electroslag Welding Facts For Structural EngineersДокумент47 страницElectroslag Welding Facts For Structural EngineersNicolas RobertoОценок пока нет
- Abrasive Wear Behavior of Boronized AISI 8620 Steel 2008 PDFДокумент7 страницAbrasive Wear Behavior of Boronized AISI 8620 Steel 2008 PDFSteffen AichholzОценок пока нет
- Brass AnnealingДокумент11 страницBrass AnnealingChristos KalavrytinosОценок пока нет
- Powers Screws Tech Guide 2013 PDFДокумент5 страницPowers Screws Tech Guide 2013 PDFprasadhingankarОценок пока нет
- Koyo SuffixsДокумент10 страницKoyo SuffixsOktavianus Paul Mulalinda100% (1)
- Indian Boiler Regulations: Appendix AppendixДокумент1 страницаIndian Boiler Regulations: Appendix AppendixVishal SoniОценок пока нет
- RT Standards NotesДокумент4 страницыRT Standards NotesprabhuОценок пока нет
- Ejercicio Final Api1104Документ6 страницEjercicio Final Api1104Mau Atenas PerezОценок пока нет
- Essar Steel Galvanised BrochureДокумент9 страницEssar Steel Galvanised BrochureSukanya Sen DuttaОценок пока нет
- IPS d-SIGN 98Документ2 страницыIPS d-SIGN 98Toma IoanaОценок пока нет
- Backing Bar Tolerance PDFДокумент2 страницыBacking Bar Tolerance PDFRajed MaglinteОценок пока нет
- SVC 323-03 Track Maintenance 2016Документ16 страницSVC 323-03 Track Maintenance 2016AubelОценок пока нет
- Stress Relief Boreback BoxДокумент3 страницыStress Relief Boreback BoxDaisuke Numata100% (1)