Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Math 11-CORE Gen Math-Q2-Week 1Документ26 страницMath 11-CORE Gen Math-Q2-Week 1Christian GebañaОценок пока нет
- Aspen Plus DEPG ModelДокумент23 страницыAspen Plus DEPG ModelAmir JoonОценок пока нет
- AmmoniaДокумент24 страницыAmmoniaCamilo GarzonОценок пока нет
- Aspen Plus NMP ModelДокумент24 страницыAspen Plus NMP ModelAmir JoonОценок пока нет
- Astm C97/C97M-09Документ3 страницыAstm C97/C97M-09Azuriak150% (2)
- Signal Processing: Darian M. Onchis, Pavel RajmicДокумент6 страницSignal Processing: Darian M. Onchis, Pavel RajmicAmir JoonОценок пока нет
- 4 (Hydrostatics 2)Документ34 страницы4 (Hydrostatics 2)Amir JoonОценок пока нет
- Cycling HRSGS: Jeffrey PhillipsДокумент19 страницCycling HRSGS: Jeffrey PhillipsAmir JoonОценок пока нет
- 6 (System & Control Volume-1)Документ34 страницы6 (System & Control Volume-1)Amir JoonОценок пока нет
- 8 (Dimensional Analysis)Документ21 страница8 (Dimensional Analysis)Amir JoonОценок пока нет
- 7 (System & Control Volume-2)Документ16 страниц7 (System & Control Volume-2)Amir JoonОценок пока нет
- 5 (Fluid Flow)Документ23 страницы5 (Fluid Flow)Amir JoonОценок пока нет
- An Inverse Problem in Estimating Simultaneously The Effective Thermal Conductivity and Volumetric Heat Capacity of Biological TissueДокумент13 страницAn Inverse Problem in Estimating Simultaneously The Effective Thermal Conductivity and Volumetric Heat Capacity of Biological TissueAmir JoonОценок пока нет
- Aspen OLI V7.1 ReadmeДокумент2 страницыAspen OLI V7.1 ReadmeAmir JoonОценок пока нет
- s2.0 S1875389210000635 MainДокумент7 страницs2.0 S1875389210000635 MainAmir JoonОценок пока нет
- An Integrated Design and CAPP System For Cold or Hot Forging ProductsДокумент8 страницAn Integrated Design and CAPP System For Cold or Hot Forging ProductsAmir JoonОценок пока нет
- Aspen Dynamics DIERS BenchmarksДокумент9 страницAspen Dynamics DIERS BenchmarksAmir JoonОценок пока нет
- Influence of Semisolid Forging Ratio On The Microstructure and Mechani-Cal Properties of Ti14 AlloyДокумент7 страницInfluence of Semisolid Forging Ratio On The Microstructure and Mechani-Cal Properties of Ti14 AlloyAmir JoonОценок пока нет
- Development of A Remote Collaborative Forging Engineering SystemДокумент9 страницDevelopment of A Remote Collaborative Forging Engineering SystemAmir JoonОценок пока нет
- Solving Single Nonlinear Equations (Part 2) : Using Excel GOAL SEEK FunctionДокумент4 страницыSolving Single Nonlinear Equations (Part 2) : Using Excel GOAL SEEK FunctionAmir JoonОценок пока нет
- Choice of A Rational Scheme For Casting of A Forging Ingot For Producing Hollow ForgingsДокумент4 страницыChoice of A Rational Scheme For Casting of A Forging Ingot For Producing Hollow ForgingsAmir JoonОценок пока нет
- Piezoelectric Materials PDFДокумент19 страницPiezoelectric Materials PDFAmir JoonОценок пока нет
- International Journal of Solids and Structures: Anil K. Vashishth, Vishakha GuptaДокумент13 страницInternational Journal of Solids and Structures: Anil K. Vashishth, Vishakha GuptaAmir JoonОценок пока нет
- Jee Advanced PaperДокумент3 страницыJee Advanced PaperGaurav YadavОценок пока нет
- Is 4031 Part 4 - ConsistencyДокумент4 страницыIs 4031 Part 4 - ConsistencyCrypto AbhishekОценок пока нет
- Arthashastra: Citation NeededДокумент4 страницыArthashastra: Citation NeededtusharОценок пока нет
- Laplace TransformДокумент2 страницыLaplace TransformumangОценок пока нет
- Firetroll User Interface Manual Ns550f-01-Instruction-manualДокумент16 страницFiretroll User Interface Manual Ns550f-01-Instruction-manualMike CerreroОценок пока нет
- Manual AvicadДокумент676 страницManual AvicadOlivia BlanaruОценок пока нет
- Reading Report Student's Name: Leonel Lipa Cusi Teacher's Name: Maria Del Pilar, Quintana EspinalДокумент2 страницыReading Report Student's Name: Leonel Lipa Cusi Teacher's Name: Maria Del Pilar, Quintana EspinalleonellipaОценок пока нет
- 2009-09-06 181738 Linsw RegДокумент67 страниц2009-09-06 181738 Linsw Regam1liОценок пока нет
- Fujitsu APMДокумент2 страницыFujitsu APMLuis D100% (1)
- Ns 3 TutorialДокумент105 страницNs 3 TutorialparabavireoОценок пока нет
- Understanding The Relationship Between Human Behavior and Susceptibility To Cyber AttacksДокумент25 страницUnderstanding The Relationship Between Human Behavior and Susceptibility To Cyber AttacksVelibor SabanОценок пока нет
- SPE-121928 Field Development and Productivity Improvement in ... Synergistic Approach To Carbonate Fracture AcidizingДокумент10 страницSPE-121928 Field Development and Productivity Improvement in ... Synergistic Approach To Carbonate Fracture AcidizingBruceОценок пока нет
- Pspice Project-BJT AmplifierДокумент4 страницыPspice Project-BJT AmplifierSerdar7tepe100% (1)
- Seminar, Workshop, ConferenceДокумент30 страницSeminar, Workshop, ConferenceMutharasu SОценок пока нет
- How Can Dust Make Planets More Suitable For Life?: Authors: Associate EditorДокумент4 страницыHow Can Dust Make Planets More Suitable For Life?: Authors: Associate EditorLucien GbezeОценок пока нет
- Transportation ProblemДокумент3 страницыTransportation ProblemSalilОценок пока нет
- Sampling in Research in EducationДокумент18 страницSampling in Research in EducationV.K. MaheshwariОценок пока нет
- List NotesДокумент27 страницList NotesMohit MauryaОценок пока нет
- Applications of Heat PipeДокумент17 страницApplications of Heat PipeManikantaNaupadaОценок пока нет
- Upflow Anaerobic Sludge Blanket-Hollow Centered Packed Bed (UASB-HCPB) Reactor For Thermophilic Palm Oil Mill Effluent (POME) TreatmentДокумент12 страницUpflow Anaerobic Sludge Blanket-Hollow Centered Packed Bed (UASB-HCPB) Reactor For Thermophilic Palm Oil Mill Effluent (POME) TreatmentAgung Ariefat LubisОценок пока нет
- Chapter 3.1 - Igneous RockДокумент64 страницыChapter 3.1 - Igneous Rockalvinllp83Оценок пока нет
- SPE15010Документ11 страницSPE15010Leandro NavarroОценок пока нет
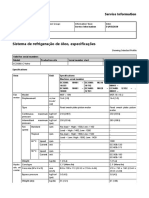
- Sistema de Refrigeração de Óleo, EspecificaçõesДокумент2 страницыSistema de Refrigeração de Óleo, EspecificaçõesAlexandreОценок пока нет
- Ball BearingsДокумент31 страницаBall Bearingsnike_y2kОценок пока нет
- Chm361-Chapter 3 SolidДокумент60 страницChm361-Chapter 3 Solidfatin harrisОценок пока нет
- 11Документ47 страниц11Felipe Retamal100% (1)
- EC303Документ19 страницEC303api-3853441Оценок пока нет
- 5-EN 4050-A (Dig) - 2F1CДокумент9 страниц5-EN 4050-A (Dig) - 2F1Cabuzer1981Оценок пока нет