Вам также может понравиться
- Tabla Peso TuberiaДокумент3 страницыTabla Peso Tuberiareblas100% (6)
- MingaДокумент95 страницMinganerioalfonsoОценок пока нет
- Ley Del Deporte Educacin Fsica y Recreacin 11 de Agosto de 20101Документ26 страницLey Del Deporte Educacin Fsica y Recreacin 11 de Agosto de 20101Misael AntonioОценок пока нет
- Cavitacion-Solucion A Sus Necesidades de BombeoДокумент2 страницыCavitacion-Solucion A Sus Necesidades de BombeoJorge Santos RomeroОценок пока нет
- ImpДокумент2 страницыImpnerioalfonsoОценок пока нет
- S 0305 Medici On Caudal 1Документ29 страницS 0305 Medici On Caudal 1Postillo Espinoza MessiasОценок пока нет
- C6 Representacion ProcesosДокумент48 страницC6 Representacion ProcesosDavid EcheverryОценок пока нет
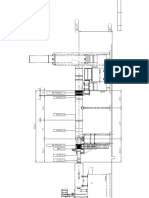
- Area Existente: Planta de Losa N. +10.35Документ1 страницаArea Existente: Planta de Losa N. +10.35nerioalfonsoОценок пока нет
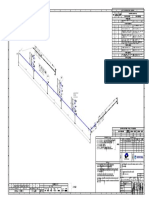
- Ducto de Gases 1Документ1 страницаDucto de Gases 1nerioalfonsoОценок пока нет
- Vista Aero EnfriadoresДокумент1 страницаVista Aero EnfriadoresnerioalfonsoОценок пока нет
- Gato - Hoja1Документ1 страницаGato - Hoja1nerioalfonsoОценок пока нет
- Ducto de Gases 3Документ1 страницаDucto de Gases 3nerioalfonsoОценок пока нет
- Petroecuador: Emitido paraДокумент1 страницаPetroecuador: Emitido paranerioalfonsoОценок пока нет
- Ducto de Gases 2Документ1 страницаDucto de Gases 2nerioalfonsoОценок пока нет
- Area Existente: Planta de Losa N. +15.55Документ1 страницаArea Existente: Planta de Losa N. +15.55nerioalfonsoОценок пока нет
- Transport AdoresДокумент4 страницыTransport AdoresPaolaОценок пока нет
- Proyectos Con ChimneasДокумент5 страницProyectos Con ChimneasnerioalfonsoОценок пока нет
- Tipicos de Construccion SercoELДокумент17 страницTipicos de Construccion SercoELnerioalfonsoОценок пока нет
- MAteriales Skid BlendingДокумент1 страницаMAteriales Skid BlendingnerioalfonsoОценок пока нет
- Formulario 13 Metodologia de Construccion TermogasДокумент1 страницаFormulario 13 Metodologia de Construccion TermogasnerioalfonsoОценок пока нет
- Especificaciones TecnicasДокумент143 страницыEspecificaciones TecnicasnerioalfonsoОценок пока нет
- El Terreno Mecanica de Suelos - Matilde González UPCДокумент308 страницEl Terreno Mecanica de Suelos - Matilde González UPCjulian_andres51100% (5)
- Proyectos Con ChimneasДокумент5 страницProyectos Con ChimneasnerioalfonsoОценок пока нет
- 30 FrasesДокумент1 страница30 FrasesnerioalfonsoОценок пока нет
- Herramientas para Construcción de TanquesДокумент7 страницHerramientas para Construcción de TanquesnerioalfonsoОценок пока нет
- Caso Sprint - Analisis.Документ1 страницаCaso Sprint - Analisis.nerioalfonsoОценок пока нет
- Userdefinedline-6"-H1A3: PetroecuadorДокумент1 страницаUserdefinedline-6"-H1A3: PetroecuadornerioalfonsoОценок пока нет
- Petroecuador: Emitido paraДокумент1 страницаPetroecuador: Emitido paranerioalfonsoОценок пока нет
- Petroecuador: Emitido paraДокумент1 страницаPetroecuador: Emitido paranerioalfonsoОценок пока нет
- Aislamiento PDFДокумент8 страницAislamiento PDFJose RamonОценок пока нет
- Universidad Nacionald E Trujillo:: Introducción A La Ingeniería CivilДокумент4 страницыUniversidad Nacionald E Trujillo:: Introducción A La Ingeniería CivilRonald Espire GilОценок пока нет
- Segundos Metales de TransiciónДокумент3 страницыSegundos Metales de TransiciónDaniela Tapia0% (1)
- 4.00 Subpartidas BicapaДокумент15 страниц4.00 Subpartidas BicapaEduardo Montalvo GarciaОценок пока нет
- Unidad 6 Tratamientos Térmicos y TermoquímicosДокумент3 страницыUnidad 6 Tratamientos Térmicos y TermoquímicosMauricio Espinosa de los Monteros0% (1)
- Sello de Juntas de Reservorio PDFДокумент4 страницыSello de Juntas de Reservorio PDFRussel CapchaОценок пока нет
- Normas y Procedimientos Que Regirán La Ejecución de RevoquesДокумент4 страницыNormas y Procedimientos Que Regirán La Ejecución de RevoquesJorg LYОценок пока нет
- Adaptador de Brida Quick DN 350-1000 PFA 16 (SP)Документ3 страницыAdaptador de Brida Quick DN 350-1000 PFA 16 (SP)lalo_2788Оценок пока нет
- SHOTCRETEДокумент11 страницSHOTCRETEjesusОценок пока нет
- Materiales de AcabadoДокумент172 страницыMateriales de AcabadoLlyanina LoraОценок пока нет
- FT Soporte Horizontal Puntas Captadoras Es - pdf2Документ1 страницаFT Soporte Horizontal Puntas Captadoras Es - pdf2EdwinHuacanОценок пока нет
- BronceДокумент7 страницBronceyanfrank0% (1)
- Informe Revestimiento de Rodillos Larox - Wensthay SacДокумент4 страницыInforme Revestimiento de Rodillos Larox - Wensthay SacLuis Granda VelasquezОценок пока нет
- Selección de MaterialesДокумент2 страницыSelección de MaterialesJuan José NuñezОценок пока нет
- Memoria-Descriptiva-Sistema-de-Gas-Natural para Vivienda en PEruДокумент21 страницаMemoria-Descriptiva-Sistema-de-Gas-Natural para Vivienda en PEruGiovanni Durane100% (5)
- Unidad MuebleДокумент44 страницыUnidad MueblePrisscy ChimarroОценок пока нет
- GraserasДокумент17 страницGraserasManuel Martinez100% (1)
- Detalles-Isométricos-Kevin Carrasco DiazДокумент1 страницаDetalles-Isométricos-Kevin Carrasco DiazYakeline Nuñez QuintanaОценок пока нет
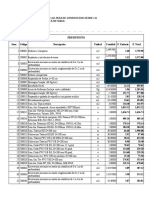
- Presupuesto, Apus PDFДокумент837 страницPresupuesto, Apus PDFSantiago GutierrezОценок пока нет
- SILABO Mecanica de Fluidos I - UCVДокумент26 страницSILABO Mecanica de Fluidos I - UCVANGELAОценок пока нет
- Examen de TecnoДокумент16 страницExamen de TecnoLucy Hancco CcohuaОценок пока нет
- Catalogo Final 020311Документ56 страницCatalogo Final 020311Javier PadillaОценок пока нет
- POLIMEROSДокумент1 страницаPOLIMEROSPaulina Garrido BenitezОценок пока нет
- Consola de Puerta Grandy Barn - Con PUERTA de GRANEROДокумент62 страницыConsola de Puerta Grandy Barn - Con PUERTA de GRANEROMaría RangelОценок пока нет
- ACTIVIDAD 3 Presupuesto Por RecursosДокумент9 страницACTIVIDAD 3 Presupuesto Por RecursosLeidy Sthefania Rodriguez CamachoОценок пока нет
- Polimeros 2Документ13 страницPolimeros 2KARLA IVONNE TORRES PEREYRAОценок пока нет
- 4.8 Recalculo de Coeficientes de ReajustesДокумент3 страницы4.8 Recalculo de Coeficientes de ReajustesLuis Angel Solis AyoraОценок пока нет
- Pourthane NS 773 SPAДокумент2 страницыPourthane NS 773 SPAcarmelo monegroОценок пока нет
- Presupuesto Obra CivilДокумент8 страницPresupuesto Obra Civilwalter2802Оценок пока нет
- AC - ft.018 Especificacion de Material CongrupoДокумент3 страницыAC - ft.018 Especificacion de Material CongrupoLorena Martinez LaraОценок пока нет