Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Managing Abandonment Issues Through Recovery12562Документ108 страницManaging Abandonment Issues Through Recovery12562Vincent MalayaoОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Bio - Fuel - Giant King GrassДокумент38 страницBio - Fuel - Giant King Grasscitrarajan100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Start With The Park. CABEДокумент111 страницStart With The Park. CABEEA3Оценок пока нет
- IJED Lobo Scopin Barbosa HirataДокумент14 страницIJED Lobo Scopin Barbosa HirataCatia Sofia A PОценок пока нет
- CIP Systems 22003 05 02 2013 GB tcm11-7665 PDFДокумент24 страницыCIP Systems 22003 05 02 2013 GB tcm11-7665 PDFpatriciocuevasaОценок пока нет
- Anatomy of Female Internal Genital OrganДокумент18 страницAnatomy of Female Internal Genital OrganVandana Liju Dev VasudevanОценок пока нет
- 8.3 Gaseous Exchange in HumansДокумент27 страниц8.3 Gaseous Exchange in Humanswickedbiology101Оценок пока нет
- AcceleraseДокумент9 страницAcceleraseVincent MalayaoОценок пока нет
- Donna Haraway Teddy BearДокумент48 страницDonna Haraway Teddy BearIzabel Ibiapina100% (2)
- Bio 024 Lab Activity 9 General Characteristics of ChoДокумент11 страницBio 024 Lab Activity 9 General Characteristics of ChoMikka Kaye Calado100% (1)
- 17 ReferencesДокумент8 страниц17 ReferencesVincent MalayaoОценок пока нет
- Eo 311Документ3 страницыEo 311Vincent MalayaoОценок пока нет
- 18 Appendices PDFДокумент23 страницы18 Appendices PDFVincent MalayaoОценок пока нет
- Program - Foundation Course On IPДокумент2 страницыProgram - Foundation Course On IPAE KOОценок пока нет
- AAI Scholarships Policy Handbook 2016Документ124 страницыAAI Scholarships Policy Handbook 2016boni_sebayangОценок пока нет
- Strategies For Biomass UtilizationДокумент216 страницStrategies For Biomass UtilizationheckybrizuelaОценок пока нет
- Some Factors Which Influence The Feathering of Cream in CoffeeДокумент6 страницSome Factors Which Influence The Feathering of Cream in CoffeeVincent MalayaoОценок пока нет
- Link February 2013Документ8 страницLink February 2013Vincent MalayaoОценок пока нет
- Some Factors Which Influence The Feathering of Cream in CoffeeДокумент6 страницSome Factors Which Influence The Feathering of Cream in CoffeeVincent MalayaoОценок пока нет
- Link February 2013Документ8 страницLink February 2013Vincent MalayaoОценок пока нет
- An Acid-Stable Laccase From Sclerotium Rolfsii With PotentialДокумент9 страницAn Acid-Stable Laccase From Sclerotium Rolfsii With PotentialVincent MalayaoОценок пока нет
- 3 - Manole 8pagДокумент8 страниц3 - Manole 8pagVincent MalayaoОценок пока нет
- 3 Writing VB CodesДокумент5 страниц3 Writing VB CodesVincent MalayaoОценок пока нет
- Acid and Alkaline Pretreatment of Lignocellulosic Biomass To Produce Ethanol As Biofuel PDFДокумент8 страницAcid and Alkaline Pretreatment of Lignocellulosic Biomass To Produce Ethanol As Biofuel PDFVincent MalayaoОценок пока нет
- BagasseДокумент7 страницBagasseVincent MalayaoОценок пока нет
- Aplication of NANO-Silica in Concrete MixturesДокумент6 страницAplication of NANO-Silica in Concrete MixturescesaraleОценок пока нет
- Micro Algae Biofuel EnergeticДокумент37 страницMicro Algae Biofuel EnergeticSammyОценок пока нет
- "Blue" LaccasesДокумент15 страниц"Blue" LaccasesVincent MalayaoОценок пока нет
- Biodiesel From Micro AlgaeДокумент13 страницBiodiesel From Micro AlgaeSaurav DasОценок пока нет
- Multistage Counter CurrentДокумент6 страницMultistage Counter CurrentVincent MalayaoОценок пока нет
- 10 11 10 Aeb31Документ6 страниц10 11 10 Aeb31Vincent MalayaoОценок пока нет
- Dialysis ExperimentДокумент3 страницыDialysis ExperimentParis Panganiban BelberОценок пока нет
- PubMed Links 20171119Документ2 страницыPubMed Links 20171119Scott BermanОценок пока нет
- AP Biology 018 - Positive and Negative Feedback Loops Video Review SheetДокумент2 страницыAP Biology 018 - Positive and Negative Feedback Loops Video Review SheetKaelyn BrushettОценок пока нет
- AQA GCSE Separate Science U2 Organisation Knowledge OrganiserДокумент6 страницAQA GCSE Separate Science U2 Organisation Knowledge OrganiserGabriel HoОценок пока нет
- Adrenal Cortex HormonesДокумент21 страницаAdrenal Cortex HormonesAaa JjjjОценок пока нет
- Biological AndNon-biologicalMethods For Silver Nanoparticles SynthesisДокумент10 страницBiological AndNon-biologicalMethods For Silver Nanoparticles SynthesisHernan DmgzОценок пока нет
- QPCR Analysis DifferentlyДокумент12 страницQPCR Analysis DifferentlyIan SaundersОценок пока нет
- MODULE 22: Cognitive Development of Intermediate Schoolers: Longer Span, Interest Is Necessary)Документ2 страницыMODULE 22: Cognitive Development of Intermediate Schoolers: Longer Span, Interest Is Necessary)Darlyn BangsoyОценок пока нет
- Selenoportax Vexillarius From Dhok Pathan, Chakwal District, The Punjab, PakistanДокумент7 страницSelenoportax Vexillarius From Dhok Pathan, Chakwal District, The Punjab, PakistanInternational Network For Natural SciencesОценок пока нет
- HRT 503Документ16 страницHRT 503themostwanted052Оценок пока нет
- M1 Introduction To Anatomy and PhysiologyДокумент4 страницыM1 Introduction To Anatomy and PhysiologyMeteor 858Оценок пока нет
- 9 y GLДокумент3 страницы9 y GLAgz ThefnanОценок пока нет
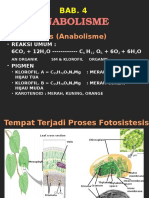
- Bab.4. AnabolismeДокумент14 страницBab.4. AnabolismeSurniSajaОценок пока нет
- Serotonin: Perception of Resource AvailabilityДокумент3 страницыSerotonin: Perception of Resource AvailabilityStregattoОценок пока нет
- Jurnal: PERBANYAKAN AKASIA HIBRIDA (Acacia Mangium × AcaciaДокумент14 страницJurnal: PERBANYAKAN AKASIA HIBRIDA (Acacia Mangium × AcaciaTT ZmDESОценок пока нет
- Whitmore 1998Документ10 страницWhitmore 1998Khalid HafazallahОценок пока нет
- The Salt Myth Revealed Treatment of Gyro Dactyl Id Infections On Ornamental GuppiesДокумент6 страницThe Salt Myth Revealed Treatment of Gyro Dactyl Id Infections On Ornamental GuppiesNathan HillОценок пока нет
- Lecture 1 - Introduction - 05-01-2024 - AKДокумент5 страницLecture 1 - Introduction - 05-01-2024 - AKyashlm1017Оценок пока нет
- RT PCR For mRNA Quantitation PDFДокумент11 страницRT PCR For mRNA Quantitation PDFerty543 erОценок пока нет
- 5.1.3. Efficacy of Antimicrobial Preservation: General Notices (1) Apply To All Monographs and Other TextsДокумент2 страницы5.1.3. Efficacy of Antimicrobial Preservation: General Notices (1) Apply To All Monographs and Other TextsMonika BontongОценок пока нет
- Common Seagrass Species in The PhilippinesДокумент10 страницCommon Seagrass Species in The PhilippinesWilliam A. Laride0% (1)
- MCQsДокумент12 страницMCQsZahid KhanОценок пока нет
- Importance of BiodiversityДокумент46 страницImportance of BiodiversityDaman Deep SinghОценок пока нет
- Introduction in Organic Chemistry: Amino Acids & ProteinsДокумент9 страницIntroduction in Organic Chemistry: Amino Acids & ProteinsMariellaIsabelCasuyonОценок пока нет