Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Problems PDFДокумент246 страницProblems PDFJasdeep singhОценок пока нет
- Concept of Microgrid AND Evolution of Smart Grid: Dileep GДокумент45 страницConcept of Microgrid AND Evolution of Smart Grid: Dileep GDileep GОценок пока нет
- X9 User Manual: ImportantДокумент28 страницX9 User Manual: ImportantWolleo LW100% (1)
- Instructions for use and installation of a washing machineДокумент16 страницInstructions for use and installation of a washing machineVale MocanuОценок пока нет
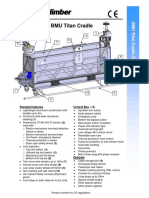
- BMU Titan Cradle: Standard Features Control BoxДокумент2 страницыBMU Titan Cradle: Standard Features Control BoxKashyapОценок пока нет
- Design and Implementation of IOT Based Monitoring System For Solar TreeДокумент26 страницDesign and Implementation of IOT Based Monitoring System For Solar TreeDhanraj GuptaОценок пока нет
- ALSOQOOF IntroductionДокумент5 страницALSOQOOF Introductionsudeesh kumarОценок пока нет
- TM 5-5060 1942 Le Roi Motorized Compressor On GMC DeuceДокумент221 страницаTM 5-5060 1942 Le Roi Motorized Compressor On GMC DeuceAdvocateОценок пока нет
- Construction and Working Principle of BLDC MotorДокумент5 страницConstruction and Working Principle of BLDC Motormuralajaswini.21.cseОценок пока нет
- 7.5 01 02 01Документ19 страниц7.5 01 02 01Feri SaputraОценок пока нет
- Specific Lube Oil Consumption SLOC: Edition 01 Description Page 1Документ2 страницыSpecific Lube Oil Consumption SLOC: Edition 01 Description Page 1Atanasio Perez100% (1)
- Minerals Engineering: Paul W. Cleary, Matt D. SinnottДокумент22 страницыMinerals Engineering: Paul W. Cleary, Matt D. SinnottAlbertoОценок пока нет
- Home Automation and Surveillance: A ReviewДокумент4 страницыHome Automation and Surveillance: A ReviewATSОценок пока нет
- GreenTech EC Technology enДокумент44 страницыGreenTech EC Technology enspscribd1Оценок пока нет
- SKF TIH 030M - 230V SpecificationДокумент3 страницыSKF TIH 030M - 230V SpecificationÇAĞATAY ÇALIŞKANОценок пока нет
- Yoga and The Five ElementsДокумент5 страницYoga and The Five ElementsHiep BuiОценок пока нет
- 793 F Air SystemДокумент9 страниц793 F Air SystemWilson ClaveriaОценок пока нет
- Project: Layyah Combined Cycle Power Plant: Sub Station: Equipment: Panel Type Bay Ref: DateДокумент3 страницыProject: Layyah Combined Cycle Power Plant: Sub Station: Equipment: Panel Type Bay Ref: DatesamlashОценок пока нет
- Thermal Protector For Motor: Ballast For Fluorescent and Temperature Sensing ControlsДокумент1 страницаThermal Protector For Motor: Ballast For Fluorescent and Temperature Sensing ControlsPasilius OktavianusОценок пока нет
- Exer 2 - PH and BuffersДокумент4 страницыExer 2 - PH and BuffersAsi JenОценок пока нет
- Eec203-Week 1Документ62 страницыEec203-Week 1NicoОценок пока нет
- Microprocessor Engine/Generator Controller: Model MEC 20Документ4 страницыMicroprocessor Engine/Generator Controller: Model MEC 20Gerardo OrtizОценок пока нет
- Elec Engg Exit Exam 2018 (Part 9)Документ10 страницElec Engg Exit Exam 2018 (Part 9)Master JaguarОценок пока нет
- ADIABATIC FLOW IN A DUCT WITH FRICTION (FANNO FLOWДокумент30 страницADIABATIC FLOW IN A DUCT WITH FRICTION (FANNO FLOWHamza AshrafОценок пока нет
- Lightweight Telescopic MastsДокумент39 страницLightweight Telescopic MastspnsanatОценок пока нет
- 08 Redox NotesДокумент12 страниц08 Redox NotesAwais BodlaОценок пока нет
- Complex Fluid For Olga 5Документ10 страницComplex Fluid For Olga 5angry_granОценок пока нет
- DTC P0135 Oxyge (A/F) Sensor Heater Circuit (Bank 1 Sensor 1)Документ3 страницыDTC P0135 Oxyge (A/F) Sensor Heater Circuit (Bank 1 Sensor 1)Erln LimaОценок пока нет
- How Roller Coasters Work ARTICLEДокумент6 страницHow Roller Coasters Work ARTICLEmarie.tl.naarОценок пока нет
- Prof. Dr. Zainul Huda: Resume ofДокумент31 страницаProf. Dr. Zainul Huda: Resume ofMuhammed ThanzeelОценок пока нет