Вам также может понравиться
- Relay MK2P 8pins 12Vdc/24Vdc 110Vac/220Vac: Stock Code Description BrandДокумент2 страницыRelay MK2P 8pins 12Vdc/24Vdc 110Vac/220Vac: Stock Code Description BrandAhmed Kaoud SakrОценок пока нет
- Rolling DefectsДокумент6 страницRolling DefectsAhmed Kaoud Sakr100% (1)
- Planer Type: These Heavy Duty Large MachinesДокумент2 страницыPlaner Type: These Heavy Duty Large MachinesAhmed Kaoud SakrОценок пока нет
- Section 2: Measuring & Diagnostic ToolsДокумент14 страницSection 2: Measuring & Diagnostic ToolsAhmed Kaoud SakrОценок пока нет
- Section 1: IndexДокумент124 страницыSection 1: IndexAhmed Kaoud SakrОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Detailed Lesson Plan in IctДокумент4 страницыDetailed Lesson Plan in IctJai AidamusОценок пока нет
- KM Adhikarya - TBK KomplitДокумент15 страницKM Adhikarya - TBK KomplitHelloMotion AcademyОценок пока нет
- PPE Microproject Report.Документ14 страницPPE Microproject Report.JAMES BOND100% (2)
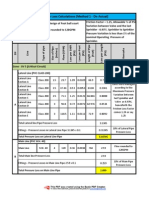
- Friction Loss Calculations of Irrigation Design A Foot Ball CourtДокумент13 страницFriction Loss Calculations of Irrigation Design A Foot Ball Courtmathewmanjooran100% (2)
- Iv2906 Iveco Ad380t42h 6x4Документ2 страницыIv2906 Iveco Ad380t42h 6x4أبو خالد الأثرىОценок пока нет
- Excel ExercisesДокумент37 страницExcel ExercisesBERNIELLE DAVE FALDASОценок пока нет
- WSTP Week 10-13Документ6 страницWSTP Week 10-13Christian John Paul LijayanОценок пока нет
- Size Matters: (Type The Document Subtitle)Документ16 страницSize Matters: (Type The Document Subtitle)SamarthGoelОценок пока нет
- Guide To The Systems Engineering Body of Knowledge (Sebok), Version 1.1Документ51 страницаGuide To The Systems Engineering Body of Knowledge (Sebok), Version 1.1António FerreiraОценок пока нет
- SMA LACB Flyer Update BID21 ENДокумент4 страницыSMA LACB Flyer Update BID21 ENadilsonrodriguesОценок пока нет
- Instruction Manual: Oil-Lubricated Rotary Vane Vacuum Pumps RA 0750 AДокумент32 страницыInstruction Manual: Oil-Lubricated Rotary Vane Vacuum Pumps RA 0750 AYunisОценок пока нет
- A N Engineering Report On Unit 8: Engineering Design, Assignment 2 - Use of Computer Based Technology in Engineering DesignДокумент14 страницA N Engineering Report On Unit 8: Engineering Design, Assignment 2 - Use of Computer Based Technology in Engineering DesignTop Engineering SolutionsОценок пока нет
- PeltonДокумент7 страницPeltonKunal Kumar DasОценок пока нет
- Modeling and Control of Side Face Beam Cracking - FroschДокумент10 страницModeling and Control of Side Face Beam Cracking - FroschphamminhquangОценок пока нет
- Mazda rx7Документ3 страницыMazda rx7Jon WestОценок пока нет
- 5209 Aerospace T SealДокумент20 страниц5209 Aerospace T SealNicolasSuchОценок пока нет
- Service Manual: Model Code - Kib19Bp3-CmgДокумент11 страницService Manual: Model Code - Kib19Bp3-Cmgpravin jadavОценок пока нет
- HN1000 HN2000Документ44 страницыHN1000 HN2000Mose SodeОценок пока нет
- 1MDS06004 en en REL 100 RELZ 100 Numerical Line Protection TerminalДокумент8 страниц1MDS06004 en en REL 100 RELZ 100 Numerical Line Protection TerminalRuhuluruj100% (1)
- DsPIC33F - 01 - IntroductionДокумент8 страницDsPIC33F - 01 - IntroductionLau SandovalОценок пока нет
- B Indice F400 EДокумент8 страницB Indice F400 EIslam ShoukryОценок пока нет
- Fundamentals of Rock MechanicsДокумент4 страницыFundamentals of Rock Mechanicsmaomao_vt890% (1)
- Pompa WarmanДокумент2 страницыPompa WarmanRahmad Saleh SiregarОценок пока нет
- History of Control EngineeringДокумент2 страницыHistory of Control EngineeringAhmed HamoudaОценок пока нет
- Yale PD2, C85, D85Документ28 страницYale PD2, C85, D85LGWILDCAT73Оценок пока нет
- Java Swing Demo (Class Name Test)Документ2 страницыJava Swing Demo (Class Name Test)bejarunОценок пока нет
- A Review On Water ElectrolysisДокумент18 страницA Review On Water ElectrolysisSilvester KolicОценок пока нет
- DATA SHEET Industrial Enamel BlancoДокумент4 страницыDATA SHEET Industrial Enamel BlancoAlfredo OrellanaОценок пока нет
- TYBTech Syllabus MechanicalДокумент49 страницTYBTech Syllabus MechanicalswapnillkОценок пока нет