Вам также может понравиться
- Moldeo Por Inyeccion SopladoДокумент108 страницMoldeo Por Inyeccion Sopladovittor66100% (2)
- Parámetros Clave A Considerar Durante El Procesamiento Del PETДокумент6 страницParámetros Clave A Considerar Durante El Procesamiento Del PETplasticos_jfm6580Оценок пока нет
- Proceso en Español Soplado - CLindleyДокумент104 страницыProceso en Español Soplado - CLindleyYeferson Huari Llacza100% (2)
- Capacitacion Fundamentos Soplado PET Lintaplas PDFДокумент226 страницCapacitacion Fundamentos Soplado PET Lintaplas PDFCarmen Rada100% (3)
- Creación de Un Proceso UniversalДокумент127 страницCreación de Un Proceso Universalrangel_maria100% (1)
- Curso PetДокумент32 страницыCurso Petanny793hotmailcom100% (1)
- Proceso de SopladoДокумент7 страницProceso de SopladoKristian IchinaОценок пока нет
- Manual de Entrenamiento SFR Evo XP (Operador) 3.2Документ396 страницManual de Entrenamiento SFR Evo XP (Operador) 3.2alfredoismael100% (11)
- Defectos y Defectuosos de Producto Botellas PETДокумент3 страницыDefectos y Defectuosos de Producto Botellas PETCecilia Díaz100% (1)
- Manual de Defectos Estéticos para Envases PlásticosДокумент68 страницManual de Defectos Estéticos para Envases PlásticosDanielPomaVelazco100% (1)
- Informe Tecnico Amcor - SBO10 27 Hasta El 28-03-2014-2Документ12 страницInforme Tecnico Amcor - SBO10 27 Hasta El 28-03-2014-2jesustutaОценок пока нет
- Mantenimientos Sopladoras Inyectoras PDFДокумент78 страницMantenimientos Sopladoras Inyectoras PDFVerito ToapantaОценок пока нет
- Un Buen Indicador de Brillo Perlado Es Su Ocurrencia en Áreas Altamente Estiradas Como Los Pies en Este Contenedor de 15 LДокумент17 страницUn Buen Indicador de Brillo Perlado Es Su Ocurrencia en Áreas Altamente Estiradas Como Los Pies en Este Contenedor de 15 Lplasticos_jfm6580Оценок пока нет
- Proceso de Soplado para Fabricación de Botellas 2.2Документ22 страницыProceso de Soplado para Fabricación de Botellas 2.2Zakk Darrel100% (1)
- Control de Calidad - Defectos en Envases PlasticosДокумент32 страницыControl de Calidad - Defectos en Envases Plasticoshuamani19100% (9)
- 119 MM 13Документ20 страниц119 MM 13Gaston Labra100% (1)
- Sopladoras para PetДокумент40 страницSopladoras para PetLakisha Blevins100% (2)
- Modulo SopladoДокумент97 страницModulo SopladobernardoОценок пока нет
- Inspección de PreformasДокумент2 страницыInspección de PreformasmartinrumaОценок пока нет
- Tolerancias GeometricasДокумент186 страницTolerancias GeometricasluisОценок пока нет
- Defectos Causas y Soluciones Generico PETДокумент28 страницDefectos Causas y Soluciones Generico PETmastudillg100% (1)
- Mantenimiento SidelДокумент7 страницMantenimiento SidelAngelik Palma100% (1)
- Plan de Mantenimiento 1Документ31 страницаPlan de Mantenimiento 1Carlos Farley ZamudioОценок пока нет
- FC7A1C5B9B7356D6Документ96 страницFC7A1C5B9B7356D6Joel Jesus PardoОценок пока нет
- Envases de PlásticoДокумент50 страницEnvases de PlásticoHadiОценок пока нет
- Catalogo ExtrusionДокумент10 страницCatalogo ExtrusionJesson RodríguezОценок пока нет
- Control de Calidad en El Proceso de Extrusion de Plasticos de PolipropilenoДокумент160 страницControl de Calidad en El Proceso de Extrusion de Plasticos de PolipropilenoReivaj JavierОценок пока нет
- Curso de Moldeo Por Inyección, Proceso Parámetros PDFДокумент4 страницыCurso de Moldeo Por Inyección, Proceso Parámetros PDFJohn Superdetalle0% (1)
- Lab.9 Fundicion y Moldeo de PlasticosДокумент44 страницыLab.9 Fundicion y Moldeo de PlasticosEdizon Colquichagua100% (1)
- Analisis Del Proceso de Extrusión de Película Tubular 2Документ31 страницаAnalisis Del Proceso de Extrusión de Película Tubular 2Orlando Yaguas100% (3)
- Botellas PETДокумент17 страницBotellas PETGianniCausaОценок пока нет
- Extrusion II 3Документ70 страницExtrusion II 3Andres Damian Vallejo100% (4)
- B 11529 CF Es 01Документ697 страницB 11529 CF Es 01Pablo Armenta100% (1)
- Manual Lineas de Soplado Semi-AutomaticasДокумент111 страницManual Lineas de Soplado Semi-AutomaticasMichelle Ingram100% (4)
- SopladoДокумент28 страницSopladoLeonard NovoaОценок пока нет
- Exposición Extrusión Soplado JHДокумент27 страницExposición Extrusión Soplado JHAlejandra Mantilla PabónОценок пока нет
- SOPLADOДокумент42 страницыSOPLADOJacques Robert Gonzalez100% (3)
- Utilización de Preforms de PET Después de CalentadasДокумент115 страницUtilización de Preforms de PET Después de CalentadasOsmany Enriquez QuintanaОценок пока нет
- Guia Solucion de Problemas Extrusion SopladoДокумент4 страницыGuia Solucion de Problemas Extrusion SopladoVulquiro67% (3)
- Inyeccion de Plasticos SenatiДокумент149 страницInyeccion de Plasticos SenatiEloy Antonio Cuba Rodriguez100% (1)
- InyecciónДокумент10 страницInyecciónKaty EstradaОценок пока нет
- Manual Maquinas ExtrusorasДокумент56 страницManual Maquinas Extrusorascampos8250% (2)
- Soplado ConvencionalДокумент178 страницSoplado ConvencionalAlexander Sora BОценок пока нет
- Curso Inyección PlasticosДокумент57 страницCurso Inyección PlasticosOscar Segura100% (2)
- Fallas ExtrusionДокумент34 страницыFallas ExtrusionHansel Flores86% (7)
- Defectos PreformaДокумент48 страницDefectos Preformaedinson arboleda100% (8)
- Manual de Funcionamiento de Chiller BCI750Документ14 страницManual de Funcionamiento de Chiller BCI750alexanderОценок пока нет
- Inyección Por Soplado y RotacionalДокумент9 страницInyección Por Soplado y RotacionalMiriam RamosОценок пока нет
- Maquina Sopladora PDFДокумент123 страницыMaquina Sopladora PDFYen Fisher100% (1)
- Manual de Mantenimiento ExtrusionДокумент75 страницManual de Mantenimiento ExtrusionCindy Franco0% (1)
- Curso - Basico - Inyección (Manntenimiento)Документ35 страницCurso - Basico - Inyección (Manntenimiento)eder martinez100% (1)
- Sopladora SipaДокумент14 страницSopladora SipaRoberto Carlos Hernández C100% (1)
- Curso de Extrusion IiДокумент98 страницCurso de Extrusion Iialfgraga604387% (15)
- Moldeo Por InyeccionДокумент4 страницыMoldeo Por InyeccionIVANCHUОценок пока нет
- PET Merino Santos Dic 2018Документ42 страницыPET Merino Santos Dic 2018Ulrich MogrovejoОценок пока нет
- Inyección - Soplado - Estirado (Empaques Plásticos)Документ31 страницаInyección - Soplado - Estirado (Empaques Plásticos)joselinanОценок пока нет
- Banco de Preguntas PolímerosДокумент6 страницBanco de Preguntas PolímerosGilberto FloresОценок пока нет
- Acetaldehido en Preformas PETДокумент22 страницыAcetaldehido en Preformas PETMelissaОценок пока нет
- Practica # 2 Vaciado y EncapsuladoДокумент7 страницPractica # 2 Vaciado y EncapsuladoMonEM88% (8)
- Proceso de Producción PETДокумент34 страницыProceso de Producción PETGabriela OjedaОценок пока нет
- Historia de La CalidadДокумент2 страницыHistoria de La CalidadCrystell Aguilar CarballoОценок пока нет
- Ficha Informacion de FamiliaДокумент2 страницыFicha Informacion de Familiacesar ignacioОценок пока нет
- Ichu Como Agregado para La Trabajabilidad y Resistencia Del ConcretoДокумент5 страницIchu Como Agregado para La Trabajabilidad y Resistencia Del Concretoalejandro carbonellОценок пока нет
- 3 - Ajustes y Hoja de Trabajo PDFДокумент10 страниц3 - Ajustes y Hoja de Trabajo PDFAndres Ferney Londoño Lopez0% (1)
- Solucionario UNI 3 MarДокумент13 страницSolucionario UNI 3 MarMarleny Gonzales ballenaОценок пока нет
- Anestesia CX PlasticaДокумент25 страницAnestesia CX PlasticaPamelita Francys Mamani FloresОценок пока нет
- PDF 1 Tarea Ejercicios Compresores 1pdf DLДокумент1 страницаPDF 1 Tarea Ejercicios Compresores 1pdf DLMarcelo AvalosОценок пока нет
- Árbol de Problemas y SolucionesДокумент28 страницÁrbol de Problemas y SolucionesyoelosomelosoОценок пока нет
- DMTA 10072 01ES - Rev - C Vanta User PDFДокумент168 страницDMTA 10072 01ES - Rev - C Vanta User PDFcristosferОценок пока нет
- Diplomado de Cálculo y Diseño de PuentesДокумент20 страницDiplomado de Cálculo y Diseño de PuentesLuis Alvaro Castillo VeloОценок пока нет
- Universidad Nacional Autónoma de México: Facultad de IngenieríaДокумент11 страницUniversidad Nacional Autónoma de México: Facultad de IngenieríaAbraham valderrabano vegaОценок пока нет
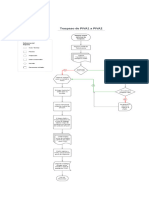
- Procesos de Envios de PIVA1 A PIVA2Документ1 страницаProcesos de Envios de PIVA1 A PIVA2casa.maravillas273Оценок пока нет
- Cuadernillo 4to 07Документ78 страницCuadernillo 4to 07Anonymous jaDmtyU3Оценок пока нет
- Requisitos para Idoneidad de Contador Publico Autorizado en PanamáДокумент2 страницыRequisitos para Idoneidad de Contador Publico Autorizado en PanamáErnesto Samudio0% (1)
- Programa Formativo Logística Integral: Julio 2022Документ8 страницPrograma Formativo Logística Integral: Julio 2022ZOUHAIR CHEHBOUNIОценок пока нет
- P.A. Tutoria 5° AñoДокумент17 страницP.A. Tutoria 5° Añowalter zea incahuanacoОценок пока нет
- Formatos Caja ChicaДокумент8 страницFormatos Caja ChicaMaria VarelaОценок пока нет
- FondosaudacesДокумент2 страницыFondosaudacesCarlos Andres Aviles ValdiviaОценок пока нет
- Encuesta Toma de Decisones V2Документ4 страницыEncuesta Toma de Decisones V2ruthОценок пока нет
- Describe en Un Párrafo de 8 A 10 Renglones Los Procesos VitalesДокумент4 страницыDescribe en Un Párrafo de 8 A 10 Renglones Los Procesos VitalesCrisОценок пока нет
- 42°congreso Internacional Desastres y Ordenamiento Territorial en Las Américas, Lima Noviembre 2010Документ16 страниц42°congreso Internacional Desastres y Ordenamiento Territorial en Las Américas, Lima Noviembre 2010Sonia Luz Bermudez LozanoОценок пока нет
- Cuestionario VinoДокумент2 страницыCuestionario VinoFernando Toapanta100% (1)
- Procter & GambleДокумент56 страницProcter & GambleMaDelinePeRez100% (1)
- Diferencias Entre Liderazgo y GestionДокумент2 страницыDiferencias Entre Liderazgo y GestionezarauzОценок пока нет
- Programa de Entrenamiento para Carreras de Medio FondoДокумент20 страницPrograma de Entrenamiento para Carreras de Medio Fondoneubert martinez100% (1)
- 24 Lecciones de Ajedrez Por Gary Kasparov - DocДокумент147 страниц24 Lecciones de Ajedrez Por Gary Kasparov - DocJuan SolaroОценок пока нет
- Guia 27.Документ4 страницыGuia 27.ADRIANA CATHERIN AGUILAR LEMUSОценок пока нет
- Como Desarrollar El FacultamientoДокумент11 страницComo Desarrollar El FacultamientoDamaris VallejoОценок пока нет
- 1ra Unidad Didactica - 2Документ80 страниц1ra Unidad Didactica - 2ELIO EDISON AMAO SACAОценок пока нет
- S8 - Díaz Castillo Jesús - Ecología y Desarrollo SostenibleДокумент6 страницS8 - Díaz Castillo Jesús - Ecología y Desarrollo SostenibleKatia FiorelaОценок пока нет