Академический Документы
Профессиональный Документы
Культура Документы
Rules For Classification and Construction II Materials and Welding
Загружено:
Zohaib AnserОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Rules For Classification and Construction II Materials and Welding
Загружено:
Zohaib AnserАвторское право:
Доступные форматы
II
Rules for Classification and Construction Materials and Welding
Metallic Materials
Materials for Propeller Fabrication
Edition 2009
The following Rules come into force on April 1st, 2009 Alterations to the preceding Edition are marked by beams at the text margin. Germanischer Lloyd Aktiengesellschaft Head Office Vorsetzen 35, 20459 Hamburg, Germany Phone: +49 40 36149-0 Fax: +49 40 36149-200 headoffice@gl-group.com www.gl-group.com "General Terms and Conditions" of the respective latest edition will be applicable (see Rules for Classification and Construction, I - Ship Technology, Part 0 - Classification and Surveys). Reproduction by printing or photostatic means is only permissible with the consent of Germanischer Lloyd Aktiengesellschaft. Published by: Germanischer Lloyd Aktiengesellschaft, Hamburg Printed by: Gebrder Braasch GmbH, Hamburg
II - Part 1 GL 2009
Table of Contents
Chapter 5 Page 3
Table of Contents
Section 1 A. B. C. D. E. F. G. H. I. J. K. L. M. N. O. P.
Propellers Made of Cast Copper Alloys Scope .......................................................................................................................................... Approval of the Foundry ............................................................................................................ Moulding and Casting Process ................................................................................................... General Requirements Applicable to Castings ........................................................................... Dimensions, Dimensional and Geometrical Tolerances ............................................................. Chemical Composition and Microstructure Properties ............................................................... Mechanical Properties ................................................................................................................ Inspections and Tests ................................................................................................................. Non-Destructive Tests ................................................................................................................ Identification and Marking ......................................................................................................... Certificates Issued by the Manufacturer ..................................................................................... Definitions of Skew and Endangered Areas ............................................................................... Test Conditions Applicable to the Dye Penetrant Inspection ..................................................... Repair of Defects ........................................................................................................................ Repair by Welding ..................................................................................................................... Straightening Operations ............................................................................................................ 11111111111111111 1 1 1 2 2 2 3 4 4 4 5 6 8 9 9
Section 2 A. B. C. D. E. F. G. H. I. J. K. L. M. N. O. P.
Propellers Made of Stainless Cast Steel Alloys Scope .......................................................................................................................................... Approval of the Foundry ............................................................................................................ Moulding and Casting Process ................................................................................................... General Requirements Applicable to Castings ........................................................................... Dimensions, Dimensional and Geometrical Tolerances ............................................................. Chemical Composition and Heat Treatment ............................................................................... Mechanical Properties ................................................................................................................ Inspections and Tests ................................................................................................................. Non-Destructive Tests ................................................................................................................ Identification and Marking ......................................................................................................... Certificates Issued by the Manufacturer ..................................................................................... Definitions of Skew and Endangered Areas ............................................................................... Test Conditions Applicable to Surface Crack Inspections ......................................................... Repair of Defects ........................................................................................................................ Repair by Welding ..................................................................................................................... Straightening Operations ............................................................................................................ 2- 1 2- 1 2- 1 2- 1 2- 2 2- 2 2- 2 2- 2 2- 4 2- 5 2- 5 2- 5 2- 5 2- 6 2- 6 2- 11
Annex A A. B. C.
Welding Procedure and Welders' Qualification Tests for Propellers made of Cast Copper Alloys General ....................................................................................................................................... Test Pieces ................................................................................................................................. Tests ........................................................................................................................................... A- 1 A- 1 A- 1
Chapter 5 Page 4
II - Part 1 GL 2009
Annex B A. B. C.
Welding Procedure and Welders' Qualification Tests for Propellers made of Stainless Cast Steel Alloys General ........................................................................................................................................ Test Pieces .................................................................................................................................. Tests ............................................................................................................................................ B- 1 B- 1 B- 1
II - Part 1 GL 2009
Section 1
Propellers Made of Cast Copper Alloys
Chapter 5 Page 11
Section 1 Propellers Made of Cast Copper Alloys
A. Scope Where the requisite facilities are not available at the foundry, specifications shall be furnished giving all the necessary particulars of the laboratory which carries out the tests for the foundry.
These Rules are applicable to the moulding, casting, testing and to the method of repairing new propellers, propeller blades and propeller bosses made of cast copper alloys. By agreement with GL, these Rules may also be applied to the repair and testing of propellers which have been damaged in service.
C. 1.
Moulding and Casting Process Casting
B. 1.
Approval of the Foundry Approval
All propellers and propeller components shall be cast by foundries which have been approved by GL in written form. To this end, foundries shall furnish proof that they have available the requisite production facilities and qualified personnel in order to be able to manufacture propellers in the appropriate manner and in accordance with these Rules. 2. Application for approval
Casting shall be performed in dry moulds using degassed liquid metal. The casting process shall be supervised in order to prevent eddies occurring. Special devices or procedures shall be in place to ensure that no slag can enter the mould. 2. Stress-relieving heat treatment
Stress-relieving heat treatment may be required as appropriate to reduce residual stress. For this purpose, the manufacturer of the castings shall submit a specification containing details of the heat treatment to GL for approval. Annealing temperatures and holding times are given in Tables 1.4 and 1.5.
The foundry shall make application to GL for approval in written form. Attached to the application shall be documents giving details of material characteristics, method of manufacture, repairs, nondestructive tests and also a description of the foundrys facilities, including maximum ladle and charge weights. 3. Scope of the approval test
D.
General Requirements Applicable to Castings Freedom from defects
1.
The scope of the approval test shall be agreed with GL. Tests shall also include the provision of cast sample pieces of the grades of casting in question in order to demonstrate that their chemical composition and mechanical properties comply with the requirements set out in these Rules. 4. Test equipment
All castings shall be in a perfect condition in conformity with the method of manufacture and shall be free from defects liable to impair their intended use. Minor casting defects which are still visible after machining, such as small sand and slag marks, small cold shuts and scabs shall be removed by the manufacturer, cf. N. 2. Repair of defects
The foundry shall have at its disposal a suitably equipped laboratory staffed by qualified personnel to perform tests on moulding materials, chemical analyses, mechanical tests and microstructural examinations. In addition, provisions shall be made for carrying out non-destructive tests.
Casting defects which may impair the serviceability of the castings, such as major non-metallic inclusions, shrinkage cavities, blow holes and cracks are not permitted. They are to be removed by one of the methods described in N. within the limits applicable for the endangered zone in question. A comprehensive report on the repairs carried out is to be made available to the Surveyor.
Chapter 5 Page 12
Section 1
Propellers Made of Cast Copper Alloys
II - Part 1 GL 2009
E.
Dimensions, Dimensional and Geometrical Tolerances
this, the zinc equivalent term shall be used because this combines the action of various chemical components in the proportion of beta phase. The microstructure of CU1 and CU2 grade castings shall each contain an alpha phase component of at least 25 % which the manufacturer is required to prove on a sample bar. For this purpose the zinc equivalent is to be defined by the following formula; it may not exceed a value of 45 %:
1. The dimensions and the dimensional and geometrical tolerances are governed by the data contained in the approval drawings or order documents. These documents shall be submitted to the Surveyor at the time of testing. Unless otherwise specified, the manufacturer shall bear the responsibility for complying with the true dimensions and for providing proof thereof. 2. All propellers shall be statically balanced as specified in the approved drawings. Dynamic balancing is required for propellers with an operating speed of more than 500 rpm.
Zink-quivalent [%] = 100
100 % Cu 100 + A
In which A is the algebraic sum of the following values:
A = 1 %Sn + 5 %Al 0,5 %Mn 0,1 %Fe 2,3 %Ni
F.
Chemical Composition and Microstructure Properties Chemical composition
Note The minus sign preceding the elements Mn, Fe and Ni signifies that these elements tend to reduce the proportion of beta phase.
1.
The commonly used standard cast copper alloys for propellers are subdivided into the grades CU1, CU2, CU3 and CU4 depending on their chemical composition, as shown in Table 1.1. Cast copper alloys whose chemical composition differs from the standard alloys shown in Table 1.1 shall be approved by GL. 2. Note The main components of the microstructure of the CU1 and CU2 grades of copper alloy are the alpha and beta phases. Important operational characteristics, such as toughness and resistance to corrosion fatigue, are very heavily affected by the proportion of beta phase. (A high proportion of beta phase has a detrimental effect on these characteristics). To ensure adequate cold deformability and resistance to corrosion fatigue, the proportion of beta phase is to be kept low. To monitor Metallurgical properties
G. 1.
Mechanical Properties Standard cast alloys
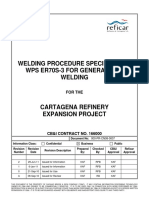
The mechanical characteristics shall conform to the data given in Table 1.2. These values are applicable to test specimens manufactured from separately cast samples in accordance with Fig. 1.1 or in accordance with specifications of a recognized national standard: Note These characteristics represent a standard for the mechanical properties of each heat; they are not, however, a binding requirement for the mechanical properties of the casting itself which may be up to 30 % lower than in the separately cast sample piece. The mechanical properties of integrally cast sample bars shall be subject to special agreement by GL.
Table 1.1
Chemical composition of standard cast copper alloys for propellers
Casting grade CU1 CU2 CU3 CU4
Chemical composition [%] Cu 52 62 50 57 77 82 70 80 Al 0,5 3,0 0,5 2,0 7,0 11,0 6,5 9,0 Mn 0,5 4,0 1,0 4,0 0,5 4,0 8,0 20,0 Zn 35 40 33 38 max. 1,0 max. 6,0 Fe 0,5 2,5 0,5 2,5 2,0 6,0 2,0 5,0 Ni max. 1,0 3,0 8,0 3,0 6,0 1,5 3,0 Sn 0,1 1,5 max. 1,5 max. 0,1 max. 1,0 Pb max. 0,5 max. 0,5 max. 0,03 max. 0,05
II - Part 1 GL 2009
Section 1
Propellers Made of Cast Copper Alloys
Chapter 5 Page 13
2.
Tensile test
2.1 The tensile strength, 0,2 % proof stress and elongation shall be determined by tensile test. For this purpose, one tensile test specimen shall be taken from each ladle charge. 2.2 Tensile test specimens shall normally be taken from separately cast sample pieces, see G.1. The sample pieces shall be cast in moulds of the same moulding material as is used for the propeller casting. They shall be cooled under the same conditions as the propeller itself.
T
H
H B L T D
= 100 mm = 50 mm > 150 mm = 15 mm = 25 mm
2.3 If propellers are subjected to heat treatment, the sample pieces shall be treated in the same way. 2.4 Where test specimens are to be taken from integrally cast sample bars, this shall be the subject of special agreement with GL. Wherever possible, the sample bars shall be located on the blades at a point lying between 0,5 and 0,6 R, where R is the radius of the propeller. The sample material may not be removed from the propeller by thermal cutting process.
Fig. 1.1 Separately cast sample pieces 2. Other alloys
The mechanical properties of other alloys not shown in Table 1.2 shall comply with the requirements set out in a specification which has been approved by GL. Table 1.2 Mechanical properties of standard cast copper alloys for propellers (separately cast sample pieces)
3.
Microstructural examination
Casting grade CU1 CU2 CU3 CU4
Rp0,2
Rm
[N/mm2]
min. 175 175 245 275
[N/mm2]
min. 440 440 590 630
A [%] min. 20 20 16 18
The microstructure of the casting grades CU1 and CU2 shall be demonstrated by determining the proportion of alpha phase. For this purpose, at least one specimen shall be taken from each heat. The proportion of alpha phase shall be determined as the average value from 5 counts. In this case the requirements set out in G.2. shall be met.
4.
Surface finish and dimensions
4.1 Propeller castings shall be monitored throughout all the production phases; after finish machining, the Surveyor shall carry out a comprehensive inspection of the entire surface. The inspection shall also include the bore of the boss. 4.2 The manufacturer shall check the dimensions and then submit a report on the dimensional inspection to the Surveyor. The Surveyor may insist on dimensional checks being carried out in his presence. 4.3 The Surveyor may require certain areas to be slightly etched (e.g. with ferric chloride) to show up production welds.
H.
Inspections and Tests
The following inspections and tests shall be performed in presence of the surveyor. The dimensions of test specimens and methods of testing are given in Chapter 1 Principles and Test Procedures, Section 2. 1. Chemical composition
The manufacturer shall define the chemical composition of each heat.
Chapter 5 Page 14
Section 1
Propellers Made of Cast Copper Alloys
II - Part 1 GL 2009
I.
Non-Destructive Tests
J. 1.
Identification and Marking Identification
1.
Dye penetrant inspection
1.1 A dye penetrant inspection shall be carried out on "Zone A" endangered areas, cf. L. in the presence of the Surveyor. A description of the tests and a standard for evaluation purposes are contained in M. A dye penetrant inspection shall be performed by the manufacturer on Zones "B" and "C"; if the Surveyor requests it, in his presence. 1.2 Where repairs have been carried out by grinding or welding, the sites of these repairs shall be subjected to a dye penetrant inspection regardless of the location or danger area.
The manufacturer shall employ a production monitoring system which enables the castings to be traced back to their heat. On request, the Surveyor is to be provided with proof of the process. 2. Marking
Prior to final inspection by the Surveyor, the manufacturer shall mark the castings at least as follows: grade of casting or corresponding abbreviated designation manufacturer's mark heat number, casting number or another mark enabling the manufacturing process to be traced back test specimen number date of final inspection ice class symbol, where applicable blade skew angle for high-skew propellers
2.
Radiographic and ultrasonic tests
Where there is serious reason to doubt that the casting is free of internal defects, the Surveyor may require additional non-destructive tests to be carried out, e.g. radiographic and/or ultrasonic tests. In this case the following shall be noted: the standards for evaluation are to be agreed between manufacturer and GL in accordance with a recognized standard.
K.
Certificates Issued by the Manufacturer
Notes on procedure The absorption of X and gamma rays in copper-based alloys is greater than it is in steel. In the case of propellers made of bronze, X-rays of 300 kV may normally only be used up to wall thicknesses of 50 mm, and Co 60 gamma rays only up to wall thicknesses of 160 mm. Owing to the restricted penetration thickness and other practical considerations, radiographic testing is not a suitable method for testing the thickest parts of large propellers. Ultrasonic testing cannot, as a general rule, be performed on casting grades CU1 and CU2 due to the high absorption properties of these materials. Ultrasonic testing is possible for grades CU3 and CU4 at areas close to the surface.
1. For each propeller the manufacturer shall submit to the Surveyor a certificate containing the following details: purchaser and order number ship project number, if known description of the casting and drawing number diameter, number of blades, pitch and direction of rotation grade of casting and chemical composition of each heat heat or casting number final weight results of the non-destructive tests and details of the test method, where applicable proportion of alpha phase in CU1 and CU2 alloys results of the mechanical tests casting identification number blade skew angle for high-skew propellers, cf. L.1.3
3.
Documentation on defects and tests
All defects requiring the casting to be repaired by welding shall be preferably indicated in the drawings or in special sketches, in which their location and dimensions shall be clearly identified. The test method shall also be indicated. These documents shall be submitted to the Surveyor prior to welding being carried out.
2. In addition to the documentation stated in 1. the drawing approved by GL shall be presented to the Surveyor.
II - Part 1 GL 2009
Section 1
Propellers Made of Cast Copper Alloys
Chapter 5 Page 15
L. 1.
Definitions of Skew and Endangered Areas Definition of skew
The skew of a propeller is defined as the skew angle as follows: The maximum skew angle of a propeller blade is the angle which, in a projected view on to the blade, is formed between one connecting line from the tip of the blade to the centre of the bore of the boss and a second line from the centre of the bore of the boss as a tangent to the curve of the half widths of the blade (cf. Fig. 1.2). High-skew propellers have a skew angle of more than 25 and low-skew propellers an angle up to 25.
Welding in Zone "A" is normally not permitted. Exceptions to this rule are only possible where GL has given its approval based on a special consideration. In this area, every attempt shall be made to repair a defective or damaged propeller without resorting to welding, even where this results in the cross-section being reduced, provided that this possibility can be authorized. If approval is given for repair by welding this is to be followed by a stress-relieving heat treatment. Zone "B" is the area where operating stresses can be high. In this case, repairs by welding are to be avoided wherever possible but may, in general, be performed if GL has given prior approval. For approval to be granted, details about the defects or damage are to be notified for each case. Zone "C" is the area in which the operating stresses are low and where the propeller blades are comparatively thin, in which case repair by welding may be regarded as fairly safe. Repairs of this nature are permitted provided they are executed using an approved method. 1.2 Low-skew propellers
gle Skew an
Leading edge
Locus of mid-chord line
Zone "A" is the area of the driving face of the blade between the fillet and the radius 0,4 R and is bounded on both sides by 0,15 length of the chord Cr from the leading edge and 0,20 Cr from the trailing edge, see Fig. 1.3. If the radius of the boss Rb is greater than 0,27 R, the limit of Zone "A" shall be increased to a value of 1,5 Rb.
Trailing edge
(Projected view)
Leading edge C C
Fig. 1.2 Definition of skew angle
Cr B 0,2 Cr Fillet A A C Rb
1.1
Endangered areas
0,7 R 0,15 Cr 0,4 R A
0,7 R
In order to relate the scope of the tests to the effect of defects in propeller blades and avoid the risk of fatigue fractures following repairs, the blades are divided into three zones designated "A", "B" and "C". Zone "A" is the area subjected to the greatest operating stress and requiring the most extensive testing. The blades in this area are normally at their thickest and produce the greatest resistance to expansion for welding, with the result that this leads to the highest residual stresses in and around the repair welds. High residual stresses often lead to fatigue cracks during subsequent operation so weld sites have to be subjected to heat treatment to reduce stress.
Driving face Suction face Zone "A" = inner taper surface of the boss R = Radius of the propeller Cr = Length of chord at radius R
Fig. 1.3 Endangered areas of fixed-pitch, lowskew propellers and blades of controllable pitch propellers
Chapter 5 Page 16
Section 1
Propellers Made of Cast Copper Alloys
II - Part 1 GL 2009
Zone "A" also incorporates the areas of individually cast propeller bosses which are located in the area of the window shown in Fig. 1.5, and also the areas of flange and blade fillets of fixed or controllable pitch propellers, as described in Fig. 1.6. Further the inner taper surface of the boss is classed as Zone "A". Zone "B" is the remaining area of the driving face up to the radius 0,7 R and on the suction face the area between the fillet and the radius 0,7 R. Zone "C" is the area outside the radius 0,7 R on both faces of the blade. This also incorporates the surface of a fixed-pitch propeller boss and the controllablepitch propeller boss, provided this has not been classed as Zone "A". 1.3 High-skew propellers
Leading edge
0, 5
Cr
9 0, R 7 0, R 4 0, R
0,
A C
A - Inner taper surface Driving face Leading edge B
Cr
Zone "A" is the area of the driving face which lies within the following boundaries: from the fillet and a connecting curve starting at the fillet and the leading edge up to the radius 0,9 R and also the trailing edge, whereby the curve at 0,7 R is half the width of the blade (0,5 Cr); and 0,4 R at a chord length of 0,3 Cr . The suction face includes an area between the fillet and the radius 0,9 R which has a width of 0,15 Cr measured from the trailing edge. Further the inner taper surface is classed as Zone "A".
0,1
5C r
C A - Inner taper surface Suction face
Zone "B" is made up of the remaining surface of the blade. Zone "A" and Zone "B" are shown in Fig. 1.4. Fig. 1.4 M. Test Conditions Applicable to the Dye Penetrant Inspection Test method
Endangered areas of high-skew, fixedpitch propellers and blades of controllable pitch propellers
d2 d1 Zone C Zone A (inside and outside) X
1.
The dye penetrant inspection shall be executed in conformity with a standard or specification which has to be approved by GL. 1.1 1.1.1 Definitions Indication
In dye penetrant inspection, an indication is classed as when bleeding of the indicating fluid is clearly visible from discontinuities in the material at least 10 minutes after the developer has been applied. 1.1.2 Forms of indication Fig. 1.5
1,2 d2 X = front faces; Zone "A"
A distinction shall be made between non-linear, linear and row of indications, see Fig. 1.7.
Endangered areas of the bosses of controllable pitch propellers
0,
R 0, 7 R
II - Part 1 GL 2009
Section 1
M Propellers Made of Cast Copper Alloys
Chapter 5 Page 17
Leading edge
The reference area for evaluation indications shall be located at the most unfavourable site for each. 2.2 For welding purposes prepared areas shall always be evaluated as Zone "A" regardless of their location. The same applies for weld sites when they have been finish machined or ground. Note
Trailing edge
Bores of bosses of controllable pitch propellers intended for mounting the boss on the propeller shaft are to be classed as Zone "A". The remaining areas of the propeller blade are to be subdivided into the same endangered areas as the fixed-pitch propeller (cf. Figs. 1.3 and 1.4)
A Zone B
A Zone A (cf. section B - B)
a A F a <3 b non-linear
a A
Zone B B Section A - A
Zone A (including bores)
a 3 b linear l A
Zone A
20 mm
End of the fillet Zone A
d1
Section B - B
di o < di 2 mm
dn
Row of indications A = Bleeding F = Discontinuities
Fig. 1.6
Endangered areas of fixed- and controllable pitch propellers Standard for evaluation Note
2.
Fig. 1.7 Forms of indication
2.1 For evaluation purposes, the test surface shall be subdivided into reference areas, each being 100 cm2, as described in the definitions given in 1.1. The number and form of the indications encountered may not exceed the values specified in Table 1.3.
A reference area is classed as an area of 100 cm2 and may be either square or rectangular, the maximum edge length being no greater than 25 cm.
Chapter 5 Page 18
Section 1
Propellers Made of Cast Copper Alloys
II - Part 1 GL 2009
N. 1.
Repair of Defects Definition
3.2 Grinding is permitted to the extent that the blade thickness specified in the drawing is maintained. 3.3 Following milling or chiselling, defects which have not been welded shall be removed by grinding. Grinding shall be performed so that the groove formed by grinding forms a smooth contour to avoid the formation of stress peaks or the occurrence of cavity corrosion. 3.4 Where grinding has to be carried out more deeply than described above, this shall be inspected and approved on a case by case basis by GL. 4. Repair of defects in Zone "B"
Indications which exceed the maximum values of the evaluation standard specified in Table 1.3, such as cracks, shrinkage cavities, scabs and slag inclusions or other non-metallic inclusions and also other discontinuities, where they might impair the safe operation of the propeller, shall be regarded as defects and shall be repaired. 2. Repair methods
2.1 Defects shall normally be removed by mechanical methods such as grinding, chiselling or milling. By consent of the Surveyor, repairs by welding may be performed provided that the specifications given in N.3., N.4. and N.5. have been complied with. 2.2 Weld sites smaller than 5 cm2 are to be avoided. 3. Repair of defects in Zone "A"
4.1 Defects with a depth dB no more than dB = t/40 mm (t = local minimum thickness as specified in the Rules) or not deeper than 2 mm below the local thickness as specified in the Rules shall be removed by grinding. For evaluation purposes, the greater dimension shall be the standard. 4.2 Defects with a depth greater than the figure permitted for grinding may be repaired by welding. 5. Repair of defects in Zone "C"
3.1 Repairs by welding in Zone "A" are generally not permitted unless specially approved by GL.
Repair by welding is normally permitted in Zone "C".
Table 1.3
Permitted number and size of indications in a reference area of 100 cm2 as a function of the endangered areas
Zone
Maximum number of indications
Form of indication non-linear
Maximum number for each form of indication 1, 2 5 2 2 10 4 4 14 6 6
Maximum permitted dimension "a" or "l" for indications [mm] 4 3 3 6 6 6 8 6 6
linear in rows non-linear
14
linear in rows non-linear
20
linear in rows
1 2
Individual, non-linear indications with a diameter of less than 2 mm in Zone "A" and with a diameter of less than 3 mm in the other Zones are to subject to evaluation. All or some of the total number of non-linear indications may be increased to the maximum permitted number of all indications where there are no linear of indications in rows present.
II - Part 1 GL 2009
Section 1
Propellers Made of Cast Copper Alloys
Chapter 5 Page 19
O. 1.
Repair by Welding General rules
3.2 To avoid local overheating, the preheating temperature shall be carefully monitored, see Table 1.4. 3.3 All propellers shall normally be welded in the downhand position. Where this is not possible, inert gas shielding arc welding methods shall be employed. Weld sites shall be clean and dry. Covered welding rods shall be dried before use according to the manufacturer's specifications. To limit the risk of distortion and crack formation, the interpass temperatures shall be kept low. This is particularly applicable in the case of CU3 alloys. Slag, notches and other welding defects shall be removed before the next run is performed. 3.4 All welding work shall for preference be performed in the workshop, shielded from draughts and the effects of the weather. 3.5 With the exception of CU3 alloys, all repair welds shall be subjected to a stress-relieving treatment to avoid stress corrosion cracking. Stress-relieving treatment for grade CU3 castings may, however, be required where major repairs have to be carried out in Zone "B" (and in Zone "A" subject to special approval) or where the filler metals used are susceptible to stress corrosion cracking. In these instances, depending upon the extent of the repair required, the propeller shall either be subjected to a stress-relieving heat treatment following welding, at temperatures ranging from 450 C to 475 C, or be annealed within the temperature range 650 C and 800 C (cf. Table 1.4). The methods normally employed are manual arc welding using covered electrodes and metal inert gas (MIG) welding. Tungsten inert gas (TIG) welding shall be employed with care owing to the greater specific build-up of heat. 3.6 The holding times for the stress-relieving treatment of copper alloys for propellers shall conform to the values given in Table 1.5. The heating up and cooling down process shall be slow and be performed under controlled conditions. The rate of cooling following any stress-relieving treatment may not exceed 50 C/h down to a temperature of 200 C.
1.1 Companies wishing to carry out welding work on propellers shall have at their disposal suitable workshops, lifting gear, welding equipment, test equipment and heat treatment facilities as well as qualified welders and welding supervisors to enable them to carry out the work properly. Proof shall be furnished to the Surveyor that these requirements are satisfied before welding work begins. 1.2 The company in question shall prepare and submit to GL a specification containing all the welding details in the form of a WPS 1 such as preparation of weld sites, welding method, filler metals, preheating, subsequent heat treatment and test method. 1.3 Before welding is carried out, a welding procedure approval test shall be carried out in the presence of the Surveyor. Every welder or welding machine operator shall demonstrate that he is entirely competent to perform the specified welds, using the same procedure, fillers and positions as required for the repair. The scope of the tests required for this is given in Annex A. 1.4 Welding procedure approval tests and welder's qualitfication tests performed at the aforementioned test pieces remain valid for 3 years and include thicknesses up to 1,5 "t", with "t" being the thickness of the test piece. Welder's qualification tests performed at CU2 include CU1, those performed at CU4 include CU3. 2. Preparation of weld sites
Defects which are required to be removed by welding shall be ground down to the sound base material in conformity with the requirements stated in N.2. To ensure that the defects have been completely removed by grinding, the grinding sites shall be subjected to a dye penetrant inspection in the presence of the Surveyor. The weld grooves shall be prepared so as to ensure that the base of the groove is fully fused. 3. Procedures used for repair by welding
3.1 Arc welding is recommended for all repairs to bronze propellers. Where the material thicknesses are less than 30 mm, gas fusion welding may be performed on casting grades CU1 and CU2 with satisfactory results. The recommendations applicable to filler metals, preheating and stress-relieving treatment temperatures are given in Table 1.4.
1 WPS = Welding Procedure Specification
P. 1.
Straightening Operations Application of straightening load
Only static loads shall be employed for hot and cold straightening operations. 2. Hot straightening
When straightening a deformed propeller or changing the pitch of the propeller, the working area, together
Chapter 5 Page 110
Section 1
Propellers Made of Cast Copper Alloys
II - Part 1 GL 2009
with a 500 mm zone on either side of the area, shall be heated up to the recommended hot straightening temperature specified in Table 1.5. The heating up process shall be performed slowly and uniformly and point sources of heat such as oxyacetylene or oxy-propane should not be used. Sufficient time shall be allowed to ensure that the entire thickness of the blade section is uniformly soaked. The temperature shall be maintained within the recommended temperature range throughout the entire
straightening process. Thermocouple elements or temperature indicating crayons shall be used to measure temperature. 3. Cold straightening
Cold straightening should only be used where minor repairs are required to blade tips and edges. Stressrelieving treatment shall be performed following the cold straightening of blades made from the CU1, CU2 and CU4 grades of casting, see Table 1.4.
Table 1.4
Recommended filler metals and heat treatments
Grade of casting
Filler material Al bronze 1 Mn bronze Al bronze Ni-Mn bronze Al bronze Ni-Al bronze 2 Mn-Al bronze Mn-Al bronze
Preheating temperature [C] min. 150 150 50 100
Interpasstemperature [C] max. 300 300 250 300
Stress relieving heat treatment temperature [C] 350 550 350 550 450 475 450 600
Hot straightening temperature [C] 500 800 500 800 700 900 700 850
CU1 CU2 CU3 CU4
1 2
Ni-Al bronze and Mn-Al bronze may also be used. Stress relieving heat treatment is not necessary if Ni-Al bronze filler metals are used.
Table 1.5
Holding times [h] for the stress-relieving heat treatment of cast copper alloys for propellers
Stress relieving heat treatment temperature [C] 350 400 450 500 550 1 600 1
1
CU1 and CU2 grades of casting Hours for each 25 mm of thickness [h] 5 1 1/2 1/4 1/4 Maximum recommended hours [h] 15 5 2 1 1/2
CU3 und CU4 grades of casting Hours for each 25 mm of thickness [h] 5 1 1/2 1/4 Maximum recommended hours [h] 15 5 2 1
Temperatures within the range 550 C and 600 C shall only be employed for CU4 alloys.
II - Part 1 GL 2009
Section 2
Propellers Made of Stainless Cast Steel Alloys
Chapter 5 Page 21
Section 2 Propellers Made of Stainless Cast Steel Alloys
A. Scope tions shall be furnished giving all the necessary particulars of the laboratory which carries out the tests for the foundry.
These Rules are applicable to the moulding, casting, testing and to the method of repairing new propellers, propeller blades and propeller bosses made of stainless cast steel alloys. By agreement with GL these Rules may also be applied to the repair and testing of propellers which have been damaged in service.
C. 1.
Moulding and Casting Process Casting
B. 1.
Approval of the Foundry Approval
Casting shall be performed in dry moulds using degassed liquid metal. The casting process shall be supervised in order to prevent eddies occurring. Special devices or procedures shall be in place to ensure that no slag can enter the mould. 2. Stress-relieving heat treatment, tempering
All propellers and propeller components shall be cast by foundries which have been approved by GL. To this end, foundries shall furnish proof that they have at their disposal the requisite production facilities and qualified personnel in order to be able to manufacture propellers in the appropriate manner and in accordance with these Rules. 2. Application for approval
Stress-relieving heat treatment or tempering may be required to reduce residual stress, especially after repair welding has been performed. For this purpose, the manufacturer of the castings shall submit a specification containing details of the heat treatment to GL for approval. Tempering temperatures are given in Tables 2.2 and 2.11.
The foundry shall make written application to GL for approval. Attached to the application shall be documents giving details of material characteristics, manufacturing processes, methods of repair, non-destructive test methods and also a description of the foundry's facilities, including maximum ladle and charge weights. 3. Scope of the approval test
D.
General Requirements Applicable to Castings Freedom from defects
1.
The scope of the approval test shall be agreed with GL. Tests shall also include the provision of cast sample pieces of the grades of casting eligible for approval in order to demonstrate that their chemical composition and mechanical properties comply with the requirements set out in these Rules. 4. Test equipment
All castings shall be in a perfect condition in conformity with the method of manufacture and shall be free from defects liable to impair their intended use. Minor casting defects which are still visible after machining, such as small sand and slag marks, small cold shuts and scabs shall be removed by the manufacturer, see N. 2. Repair of defects
The foundry shall have at its disposal a suitably equipped laboratory staffed by qualified personnel to perform tests on moulding materials, chemical analyses, mechanical tests and microstructural examinations. In addition, provisions shall be made for carrying out non-destructive tests. Where the requisite facilities are not available at the foundry, specifica-
Casting defects which may impair the serviceability of the castings, such as major non-metallic inclusions, shrinkage cavities, blow holes and cracks are not permitted. They are to be removed by one of the methods described in N. within the limits applicable for the endangered zone in question. A comprehensive report on the repairs carried out is to be made available to the Surveyor.
Chapter 5 Page 22
Section 2
Propellers Made of Stainless Cast Steel Alloys
II - Part 1 GL 2009
E.
Dimensions, Dimensional and Geometrical Tolerances
bars may only be removed from the casting when heat treatment has been completed. 3. The mechanical properties of propeller alloys not shown in Table 2.3 shall comply with the requirements set out in a specification which has been approved by GL. 4. Where separately cast sample pieces are to be used, the casting method and the mechanical properties of the specimens taken from them shall be specially agreed with GL. They may not be less than the standards given in Table 2.3.
1. The dimensions and the permitted dimensional and geometrical tolerances are governed by the data contained in the approval drawings or order documents. These documents shall be submitted to the Surveyor at the time of testing. Unless otherwise specified, the manufacturer shall bear the responsibility for complying with the exact dimensions and for providing proof thereof.
F.
Chemical Composition and Heat Treatment H. Inspections and Tests
1. The chemical composition of the commonly used standard cast alloys for propellers made of stainless steels is shown in Table 2.1. Propeller alloys whose chemical composition differs from the standard alloys shown in Table 2.1 shall be specially approved by GL. 2. Martensitic alloys shall have a sufficient proportion of nickel to meet the impact energy requirements, see Table 2.3. A suitable proportion of molybdenum should be added to all alloys to improve corrosion resistance in seawater. 3. All propellers or propeller components shall be subjected to the proper heat treatment. The type of heat treatment performed is given in Table 2.2. Variations in the temperatures specified therein may be agreed with GL provided that the requirements applicable to the mechanical properties and corrosion resistance can thereby be satisfied.
The following inspections and tests shall be performed. The dimensions of test specimens and methods of testing are given in Chapter 1 Principles and Test Procedures, Section 2. 1. Chemical composition
The manufacturer shall determine the chemical composition of each heat. 2. Tensile test
The tensile strength (Rm), the 0,2 % and/or 1,0 % proof stress (Rp0.2 or Rp1.0) and elongation (A) shall be determined by tensile test. For this purpose, one test specimen shall be taken from each casting with a final weight of over 1 000 kg. Smaller castings with weights below 1 000 kg may be combined into test batches of 2 500 kg provided they originate from the same heat and the same heat treatment batch. 3. Notched bar impact test
G.
Mechanical Properties
1. The mechanical characteristics of standard propeller alloys shall conform to the data given in Table 2.3. These values are applicable to test specimens taken from integrally cast sample bars. 2. Where sample bars are located on the propeller blades, this shall be at a point lying between 0,5 to 0,6 R, where R is the radius of the blade. The sample
One set of notched bar impact specimens, each consisting of 3 Charpy V-notch specimens, is to be taken from each casting or test batch, cf. 2. Unless otherwise specified or agreed, testing shall be carried out at room temperature. The result shall be calculated as the average from 3 specimens of which one result may fall below the average value but not lower than 70 % of this value.
II - Part 1 GL 2009
Section 2
Propellers Made of Stainless Cast Steel Alloys
Chapter 5 Page 23
Table 2.1
Chemical composition of standard propeller alloys made from stainless cast steel
Chemical composition [%] 1
Alloy type 12Cr1Ni 13Cr4Ni 16Cr5Ni 19Cr11Ni 2
1 2
C max. 0,10 0,06 0,06 0,07
Si max. 0,40 1,0 0,80 1,5
Mn 0,50 0,80 max. 1,0 max. 1,0 max. 1,5
P max. 0,030 0,035 0,035 0,040
S max. 0,020 0,025 0,025 0,030
Cr
Mo
Ni
11,50 12,50 0,50 1,00 0,80 1,50 12,00 13,50 0,50 1,00 3,50 5,00 15,00 17,00 0,70 1,50 4,00 6,00 18,00 20,00 2,00 2,5 9,0 12,0
Slight deviations from the chemical composition boundary values are permitted where it is demonstrated that the alloy in question has been adequately tried and tested. This alloy may also be supplied with 0,12 to 0,20 % N added, if the carbon content is limited to C 0,03 % .
Table 2.2
Heat treatment of standard propeller alloys
Quenching Tempering Temperature [C] 680 730 590 620 580 630
Alloy type 12Cr1Ni 13Cr4Ni 16Cr5Ni 19Cr11Ni
1
Temperature [C] 1000 1060 1000 1050 1020 1070 1080 1150
Quenching medium Air 1 Air 1 Air 1 Water / Air 1
Microstructural constitution Martensitic-ferritic Martensitic-ferritic Martensitic-ferritic Austenitc
Cooling in air to be as rapid possible.
Table 2.3
Mechanical properties of standard propeller alloys made of stainless cast steel (integrally cast sample bars)
Rp0,2 Alloy type 12Cr1Ni 13Cr4Ni 16Cr5Ni 19Cr11Ni
1 2 3
Rp1,0
[N/mm2]
min. 355 550 540
[N/mm2]
min. 210 (220) 2
Rm
[N/mm2]
540 690 760 960 760 960 440 640
A [%] min. 18 15 15 30
KV 1 [J] min. 45 3 50 3 60 3 60 (80) 2
Hardness (Guide values) [HB] 200 260 260 160
Average from 3 Charpy V-notch specimens (testing temperature = room temperature). Values in parenthesis are applicable to an alloy type with a maximum 0,030 % C and 0,12 0,20 % N. According to the Finnish-Swedish Ice Class Rules as regards ships contracted for construction on 1. January 2010 or thereafter an average impact energy value of 20 J is to be obtained at 10 C.
Chapter 5 Page 24
Section 2
Propellers Made of Stainless Cast Steel Alloys
II - Part 1 GL 2009
4.
Surface finish and dimensions
4.1 Propeller castings shall be monitored throughout all the production phases; the entire surface shall be subjected to a comprehensive inspection by the Surveyor in its finish machined condition. The inspection shall also include the bore of the boss. 4.2 The manufacturer shall check the dimensions and then submit a report on the dimensional inspection to the Surveyor. The Surveyor may insist on dimensional checks being carried out in his presence. 4.3 The Surveyor may require certain areas of the propeller to be slightly etched to show up production welds. Note The following solutions may be used for etching: Martensitic-ferritic steels: 12,5 ml HCl + 2.5 g picric acid + 250 ml alcohol 3 parts by volume glycerine, 2 parts HCl and 1 part HNO3
conforming to EN 1369, EN 1371-1, EN 12680-2 and EN 12681 the requirements of the following quality grades shall be satisfied in the three propeller zones.
Table 2.4
Classifying of severity levels
Zone
Test Method MT PT
Severity level designation 1 SM1, LM1, AM1 SP1, CP1, LP1, AP1 UV1 RV1 SM2, LM2, AM2 SP2, CP2, LP2, AP2 UV2 RV2 SM3, LM3, AM3 SP3, CP3, LP3, AP3 UV3 RV3
UT 2 RT 2 MT PT
UT 2 RT 2 MT PT
Austenitic steels:
UT 2 RT 2
1 2
I. 1.
Non-Destructive Tests Surface crack inspections
Following EN 1369, EN 1371-1, EN 12680-2, EN 12681 and DIN 1690-2. Notes in I.2. concerning testing and testability are to be observed.
Surface crack inspections on austenitic grades of steel are to be conducted using the dye penetrant method and on other steel grades using the magnetic particle or dye penetrant method in presence of the Surveyor. 1.1 "Zone A" endangered areas, see L. shall be subjected to a surface crack inspection in the presence of the Surveyor. A description of the tests and standards for evaluation purposes are contained in M. A surface crack inspection shall be performed by the manufacturer on Zones "B" and "C", but the Surveyor only needs to be present if he so wishes. 1.2 Where repairs have been carried out by grinding or welding, the sites of these repairs shall once again be subjected to a surface crack inspection according to 1.1 regardless of the location or endangered area. 2. Radiographic and ultrasonic tests
Notes on procedure X-rays of 300 kV may normally be used up to material thicknesses of 70 mm, and Co 60 gamma rays up to wall thicknesses of 200 mm. The grade of steel for ultrasonic testing shall be permeable to sound waves and the contour of the propeller at the test site shall allow perfect probe-to-specimen contact and a perfect bottom echo. Under these conditions the types of alloy specified in Table 2.1, with the exception of the austenitic grades of steel, may be tested provided that they have undergone the correct heat treatment. Test frequencies of between 2 and 4 MHz may be used depending of the condition of the structure and acoustic irradiation length. Documentation on defects and tests
3.
Where there are serious reasons to doubt that the casting is free of internal defects, the Surveyor may require additional non-destructive tests to be carried out, e.g. radiographic and/or ultrasonic tests. The test method and evaluation standards shall comply with GL-approved standards. For defect assessment, e.g.
All defects requiring the castings to be repaired by welding shall be indicated in the drawings or in special sketches, in which their location and dimensions shall be clearly identified. The test method shall also be indicated. These documents shall be submitted to the Surveyor prior to welding being carried out.
II - Part 1 GL 2009
Section 2
M Propellers Made of Stainless Cast Steel Alloys
Chapter 5 Page 25
J. 1.
Identification and Marking Identification
M.
Test Conditions Applicable to Surface Crack Inspections Test method
The manufacturer shall employ a production monitoring system which enables the castings to be traced back to their heat. On request, the Surveyor shall be given proof of this process. 2. Marking
1.
Surface crack inspections shall be executed in conformity with manufacturer's standards or specifications which have been approved by GL. Approved standards include, for example, EN 1369 magnetic particle inspection and EN 1371-1 dye penerant inspection. 2. 2.1 Definitions Indication
Prior to final inspection by the Surveyor, the manufacturer shall mark the castings as follows: grade of casting or corresponding abbreviated designation manufacturer's mark heat number, casting number or another mark enabling the manufacturing process to be traced back test specimen number date of final inspection ice class symbol, where applicable blade skew angle for high-skew propellers
In dye penetrant inspection, an indication is classed as when bleeding of the indicating fluid is clearly visible from discontinuities in the material at least 10 minutes after the developer has been applied. In magnetic particle inspection, an indication is classed as being the concentration of magnetizable particles at the discontinuities. 2.2 Forms of indication
A distinction shall be made in the forms between nonlinear and linear indications: Linear indications are classed as those with a length greater than 3 times their width. Non-linear indications are classed as those with a length equal to or less than 3 times their width. Where at least 3 linear or non-linear indications are grouped one after the other, not more than 2 mm apart, these are classed as a row of indications. Reference area
K.
Certificates Issued by the Manufacturer
For each propeller the manufacturer shall submit to the Surveyor a certificate containing the following details: purchaser and order number newbuilding number, if known description of the casting and drawing number diameter, number of blades, pitch and direction of rotation grade or type of cast steel and chemical composition heat or casting number final weight results of the non-destructive tests results of the mechanical tests casting identification number blade skew angle for high-skew propellers
2.3
The reference area is an area measuring 105 148 mm in each case. 3. Standard for evaluation
3.1 For evaluation purposes, the surface shall be subdivided into reference areas measuring 105 148 mm. The reference area for evaluation indications shall be located at the most unfavourable site for each. 3.2 The indications encountered shall be evaluated in accordance with Table 2.5, 2.6 and 2.7 (magnetic particle inspection) or Table 2.8, 2.9 and 2.10 (dye penetrant inspection). Repairs shall be carried out on indications which exceed the maximum permitted values specified in these tables. 3.3 Explanations to the indications, magnetic particle testing and dye penetrant testing are stated in Chapter 2 Steel and Iron Materials, Section 4, G.6.5 and 7.4.
L.
Definitions of Skew and Endangered Areas
For this Section 1, L. applies.
Chapter 5 Page 26
Section 2
Propellers Made of Stainless Cast Steel Alloys
II - Part 1 GL 2009
3.4 For welding purposes, prepared areas shall always be evaluated as Zone "A" regardless of their location. The same applies for weld sites when they have been finish machined.
thickness as specified in the Rules shall be removed by grinding. For evaluation purposes, the greater dimension shall be the standard. 4.2 Defects with a depth greater than the figure permitted for grinding may be repaired by welding.
N. 1.
Repair of Defects 5. Definition Repair of defects in Zone "C" Repair by welding is normally permitted in Zone "C".
Indications which exceed the maximum values specified in Tables 2.5 to 2.10 and also cracks, shrinkage cavities, scabs and slag inclusions or other nonmetallic inclusions which might impair the safe operation of the propeller, shall be regarded as defects and shall be repaired. 2. Repair procedures
O. 1.
Repair by Welding General rules
2.1 Defects shall normally be removed by mechanical methods such as grinding, chiselling or milling. By consent of the Surveyor, repairs by welding may be performed provided that the requirements set out in 3., 4. and 5. have been complied with. 2.2 Following milling or chiselling, defects which are not welded shall be ground. Grinding shall be performed so that the groove formed by grinding blends smoothly with the contour of the propeller to avoid the formation of stress peaks or the promotion of cavity corrosion. 2.3 Weld sites smaller than 5 cm2 are to be avoided. 3. Repair of defects in Zone "A"
1.1 Companies wishing to carry out welding work on propellers shall have at their disposal suitable workshops, lifting gear, welding equipment, test equipment and heat treatment facilities as well as qualified welders and welding supervisors to enable them to carry out the work properly. Proof shall be furnished to the Surveyor that these requirements are satisfied before welding work will be permitted to start. 1.2 The company in question shall prepare and submit to GL a welding specification containing all the welding details such as preparation of weld sites, welding procedure, filler metals, preheating, post-weld heat treatment and test methods. 1.3 Prior to welding, a welding procedure test shall be carried out in the presence of the Surveyor. Every welder or welding machine operator shall demonstrate that he is fully competent to perform the specified welds, using the same method, fillers and positions as required for the repair. The scope of the test required for this is given in Annex B. 2. Preparation of weld sites
3.1 Repairs by welding in Zone "A" are in principle not permitted unless specially approved by GL. 3.2 Grinding may be carried out to the extent that by so doing the blade thickness specified in the drawing is maintained. 3.3 Where grinding has to be carried out more deeply than described above, this shall be inspected and approved on a case by case basis by GL. 4. Repair of defects in Zone "B"
4.1 Defects with a depth dB no more than dB = t/40 mm (t = local minimum thickness as specified in the Rules) or not deeper than 2 mm below the local
Defects which are required to be removed by welding shall be ground down to the sound parent metal in conformity with the requirements stated in N.2. To ensure that the defects have been completely removed by grinding, the grinding sites shall be subjected to a magnetic particle or dye penetrant inspection in the presence of the Surveyor. The weld grooves shall be prepared so as to ensure that the base of the grooves is fully fused.
II - Part 1 GL 2009
Section 2
Propellers Made of Stainless Cast Steel Alloys
Chapter 5 Page 27
Table 2.5
Nature of discontinuities and corresponding indications for magnetic particle testing following EN 1369
Types of magnetic particle inspection indications Nature of discontinuities Symbol non-linear SM Gas porosity Sand and slag inclusions Cracks Chill cracks Inserts Cold shuts A B D E F H X X linear LM X X X X aligned AM X X X X X X
Table 2.6
Severity levels for magnetic particle testing Non-linear indications isolated (SM) following EN 1369 Severity levels SM 1 SM 2 eye 1 1,5 10 21 2 35 41 3 70 61 5 200 10 1 SM 3 SM 4
Characteristic Inspection means Magnification for observation of magnetic particle indications Length L1 of the smallest indication to be considered [mm] Non-linear indications (SM) maximum total surface area allowed [mm] maximum individual length L2 allowed [mm]
At maximum 2 indications of the designated maximum dimensions are permitted.
Notes Only values expressed in this table are valid. The reference figures according to EN 1369 annex B und C are for information only.
Chapter 5 Page 28
Section 2
Propellers Made of Stainless Cast Steel Alloys
II - Part 1 GL 2009
Table 2.7
Severity levels for magnetic particle testing - linear (LM) and aligned (AM) indications following EN 1369
Severity levels Characteristic LM 1 AM 1 LM 2 AM 2 eye 1 1,5 I 2 3 5 C 4 6 10 I 4 6 10 2 C 6 12 20 I 6 9 15 3 C 10 18 30 I 10 18 30 5 C 18 27 45 LM 3 AM 3 LM 4 AM 4
Inspection means Magnification for observation of magnetic particle indication Length L1 of the smallest indication to be considered [mm] Arrangement of indications 1 isolated (I) or cumulative (C) Maximum length L2 of linear (LM) and aligned (AM) indications allowed depending on the wall thickness t [mm] Wall thickness class a t 16 mm Wall thickness class b 16 mm < t 50 mm Wall thickness class c t > 50 mm
Figure Figure Figure Figure C.3 C.4 C.5 C.6 Reference figures according to EN 1369 annex C
1 The linear and aligned indications shall be taken into consideration for the calculation of the cumulative length.
Note Only values expressed in this table are valid. The reference figures are according to EN 1369 annex C are for information only.
II - Part 1 GL 2009
Section 2
Propellers Made of Stainless Cast Steel Alloys
Chapter 5 Page 29
Table 2.8
Nature of discontinuities and type of corresponding indications for penetrant testing following EN 1371-1
Type of corresponding indications for penetrant testing
Nature of discontinuities
Symbol
non-linear isolated SP X X X clustered CP X X
linear LP X X X X
aligned AP X X X X X X
Gas porosity Sand and slag inclusions Cracks Chill cracks Inserts Cold Shuts
A B D E F H
Table 2.9
Severity levels for penetrant testing - non-linear indications 1, isolated (SP) or clustered (CP) following EN 1371-1
Severity Levels Characteristic SP1 CP1 SP2 CP2 eye 1 1,5 8 3 10 2 8 6 16 3 12 9 25 5 20 14 SP3 CP3 SP4
Inspection means Magnification for observation of penetrant indication Diameter of the smallest indication to be considered [mm] Maximum number of non-linear indications allowed Maximum size of discontinuity indication A, B and F [mm] isolated indications SP clustered indications CP
1
Such that L 3 W where L is the length and W is the width of the indication.
Note Only values expressed in this table are valid. The reference figures according to EN 1371-1 Annex B and C are for information only. The penetrant indications may grow over a period of time and this should be taken into account.
Chapter 5 Page 210
Section 2
Propellers Made of Stainless Cast Steel Alloys
II - Part 1 GL 2009
Table 2.10
Severity levels for penetrant testing linear (LP) and aligned (AP) indications following EN 1371-1
Serverity levels Characteristic LP 1 AP 1 LP 2 AP 2 eye 1 1,5 I 2 3 5 Figure D.3 C 4 6 10 I 4 6 10 Figure D.4 2 C 6 12 20 I 6 9 15 Figure D.5 3 C 10 18 30 I 10 18 30 Figure D.6 5 C 18 27 45 LP 3 AP 3 LP 4 AP 4
Inspection means Magnification for observation of penetrant indication Length L1 of the smallest indication to be considered [mm] Arrangement of indications isolated (I) or cumulative (C) Maximum length of linear (LP) and aligned (AP) indications allowed depending on the wall thickness t [mm] Wall thickness class a t 16 mm Wall thickness class b 16 mm < t 50 mm Wall thickness class c t > 50 mm
Reference figures according to EN 1371-1 annex D
1 The length L of an aligned indication is the distance between the starting point of the first discontinuity and the opposite end of the last discontinuity (L 3 W).
Note Only values expressed in this table are valid. The reference figures according to EN 1371-1 annex D are for information only. The penetrant indications may grow over a period of time and this should be taken into account.
3.
Welding procedures
Slag, notches and other welding defects shall be removed before the next run is applied. 4. Post-weld heat treatment
3.1 Repairs by welding are normally performed by manual arc welding using covered rods or by metal inert gas (MIG) welding. At least two welding passes shall be performed. Single run welds are not permitted. 3.2 The composition of the filler metals shall be equivalent to that of the parent metal. 3.3 The weld sites shall be adequately preheated or dried as shown in Table 2.11 prior to welding. 3.4 Welding shall normally be performed in the downhand position. Weld sites shall be clean and dry. Covered welding rods shall be dried before use according to the manufacturer's specifications.
4.1 After welding, with the exception of austenitic grades of cast steel, the castings shall be subjected to a post-weld heat treatment, normally tempering (see Tables 2.2 and 2.11). The holding time once the tempering temperature has been reached shall be set by the manufacturer in accordance with the grade of cast steel and wall thickness and GL notified. The cooling process shall be slow and uniform. 4.2 When local stress-relieving heat treatment is performed, a sufficiently broad strip on either side of the weld site is also to be included in the heat treatment. The heating zone shall be covered by insulating mats.
II - Part 1 GL 2009
Section 2
Propellers Made of Stainless Cast Steel Alloys
Chapter 5 Page 211
4.3 Another complete heat treatment (quenching and tempering or solution heat treatment as shown in Table 2.2) may be required on major weld sites. Major weld sites include, for example, all defects which are deeper than 25 % of the nominal thickness in question subsequent to working or deeper than 40 % in the Zone "C" area of the propeller blade. Major weld sites also include individual defects in Zone "B" extending more than 5 %, or more than 10 % in Zone "C" and the sums of which exceed 10 % or 20 % for Zones "B" and "C" respectively. 5. Repairs with a set time limit
2.
Hot straightening
2.1 When straightening a deformed propeller or changing the pitch of the propeller, the working area, together with a 500 mm zone on either side of the area, shall be heated up to the recommended hot straightening temperature specified in Table 2.11. Only cold straightening is permitted for propellers made of austenitic cast steel. 2.2 The heating up process shall be performed slowly and uniformly and point sources of heat such as oxy-acetylene or oxy-propane should not be used. Sufficient time shall be allowed to ensure that the entire thickness of the blade section is uniformly soaked. The temperature shall be maintained throughout the entire straightening process, in accordance with the values given in Table 2.11. Thermocouple elements or temperature indicating crayons shall be used to measure temperature. 3. Cold straightening
Other arrangements may be made for the repair of propellers which have been damaged in service where, for technical reasons, repairs in line with the foregoing requirements are not possible. These repairs will then be classed as repairs with a set time limit.
P. 1.
Straightening Operations Application of straightening load
Only static loads shall be employed for hot and cold straightening operations.
Cold straightening should only be used where there is minor deformation of the blade tips. A tempering process as specified in Table 2.11 is required subsequent to cold straightening - except in the case of austenitic grades of cast steel.
Table 2.11
Welding and straightening conditions
Preheating temperature [C] 100 200 100 200 20 100
1
Alloy type
Interpass temperature [C] max. 350 300 200
Post-weld heat treatment [C] Tempering temp. Tempering temp. Tempering temp.
2
Straightening temperature [C] 700 3 600 3 600 3 Ambient temp.
12Cr1Ni 13Cr4Ni 16Cr5Ni 19Cr11Ni
1 2 3
Dry weld site only. On major weld sites perform solution heat treatment and quenching again. Temperatures may not be exceeded to any appreciable extent due to the risk of changes to the grain structure.
II - Part 1 GL 2009
Annex A
Welding Procedure and Welders' Qualification Tests for Propellers made of Cast Copper Alloys
Chapter 5 Page A1
Annex A Welding Procedure and Welders' Qualification Tests for Propellers made of Cast Copper Alloys
A.
General
280 10 10 Welding edge
Testing shall be carried out using the same welding method, filler metal, the same preheating and stressrelieving heat treatment as is to be employed for the actual repair.
R5 0
Dimensions in (mm)
Fig. A.3 Tensile test specimen B. Test Pieces C. A test piece at least 30 mm thick shall be welded in the downhand position (cf. Fig. A.1). The dimensions of the test specimens to be taken from said test piece are given in Figures A.2 and A.3.
280
Tests Non-destructive test
1.
Following welding, the joint shall be subjected to a 100 % dye penetrant test. Cracks are not allowed. The evaluation standard for Zone "A" given in Section 1, Table 1.3 shall apply. 2. Macrostructure test
Discard Macrostructure test specimen Tensile test specimen
Three macrostructure test specimens shall be prepared and etched as shown in Fig. A.2. An etching medium with the following constituents would be suitable for this purpose:
250
5g
ferric (III) chloride
Macrostructure test specimen Tensile test specimen Macrostructure test specimen Discard
30 ml hydrochloric acid 100 ml distilled water
Voids larger than 3 mm and cracks are not permitted. 3. Mechanical test
Two tensile test specimens shall be prepared as shown in Fig. A.3. During testing, the requirements set out in Table A.1 shall be satisfied. Other forms of tensile test specimen conforming to recognized standards may be used. Table A.1 Tensile strength requirements
Tensile strength [N/mm2] min. 370 410 500 550
Fig. A.1 Test piece
Surface etched
Grade of casting
30
CU1 CU2 CU3 CU4
Dimension in mm
Fig. A.2 Macrostructure test specimen
30
II - Part 1 GL 2009
Annex B
Welding Procedure and Welders' Qualification Tests for Propellers made of Stainless Cast Steel Alloys
Chapter 5 Page B1
Annex B Welding Procedure and Welders' Qualification Tests for Propellers made of Stainless Cast Steel Alloys
A.
General
4.
Analysis of the deposited metal
The same welding method, filler metals, preheating temperatures and post-weld heat treatments are to be employed during testing as specified for the actual repair itself.
The chemical composition of the deposited metal shall be equivalent to that of the parent metal. 5. Resistance to intercrystalline corrosion
B.
Test Pieces
The welded joints of austenitic grades of cast steel shall be resistant to intercrystalline corrosion. Proof of this shall be furnished in accordance with a recognized standard, e.g. EN ISO 3651-2.
Discard 1 2 10 3
400 min. 50
For the welding procedure and welders qualification tests, test pieces as shown in Figures B.1 and B.2. shall be welded in the downhand position. The test specimens shown in the Figures shall be taken from the test pieces.
C. 1.
Tests Non-destructive tests
9
4 5 6 7 8 Discard 300 Location of test specimen: centre of thickness of test piece
40 min. 50
Prior to severing the test pieces, their welds shall be subjected to a radiographic inspection and both sides to a surface crack inspection (magnetic particle inspection, or dye penetrant inspection in the case of austenitic cast materials). The requirements set out for Zone "A" in Tables 2.5 to 2.10 shall be maintained in the surface crack inspection. The quality class 1 conforming to EN 12681, or an equivalent standard specification shall apply to radiographic testing. 2. Mechanical tests
Description of test specimens: 1. Analysis of deposited metal 2. Test specimen for testing resistance to intercrystalline corrosion ( for austenitic steels only) 3. Notch bar impact test specimens, notch location centre of deposited metal 4. Notch bar impact test specimens, notch location fusion line 5. Transverse tensile test specimen, cylindrical 6. Side bend test specimens 7. Microsection test specimen 8. Macrosection, including Vickers hardness test 9. Transverse tensile test specimen from parent metal 10. Notch bar impact test specimens from parent metal
The tensile, notch impact and side bend test specimens shown in Figures B.1 and B.2 shall undergo testing. The mechanical properties shall coincide with those of the parent metals as specified in Table 2.3. The diameter of the bending mandrel for the side bend test is 4 thickness of the test specimen in the case of ferritic grades of cast steel and 3 thickness of the test specimen in the case of austenitic grades of cast steel. 3. Hardness test
The hardness of the deposited metal and the heat affected zone should not exceed 15 % more than that of the parent metal.
Fig. B.1
Test piece for welding procedure test
Chapter 5 Page B2
Annex B
Welding Procedure and Welders' Qualification Tests for Propellers made of Stainless Cast Steel Alloys
II - Part 1 GL 2009
Discard 1 2 3 2 3 1 Discard 250
50 25 50 300
Description of test specimen: 1. Macrosection 2. Bending test specimens, final pass subjected to face bend test 3. Bending test specimens, root pass subjected to root bend test
Fig. B.2 Test piece for welder's qualification test
Вам также может понравиться
- Coils For Fired Heaters and Boilers: ScopeДокумент12 страницCoils For Fired Heaters and Boilers: ScopeAna Bella RosarioОценок пока нет
- Lecture 1 Formulating and Clarifying The Research TopicДокумент52 страницыLecture 1 Formulating and Clarifying The Research TopicZohaib Anser50% (2)
- 004 - Goods Supply Bid Documents (Re-Bid)Документ143 страницы004 - Goods Supply Bid Documents (Re-Bid)Zohaib AnserОценок пока нет
- Additional Requirements For Special Criteria Pressure VesselsДокумент15 страницAdditional Requirements For Special Criteria Pressure Vesselsbenedicto soto mestanza100% (1)
- Brittle Fracture in Steel StructuresОт EverandBrittle Fracture in Steel StructuresG.M. BoydОценок пока нет
- Tunnel Lining Design GuideДокумент195 страницTunnel Lining Design GuideJasminka Vilotijevic Bozinovic100% (8)
- Steels Repair IACS REC 47 Pdf193Документ63 страницыSteels Repair IACS REC 47 Pdf193Josep Maria Montoy CanadellОценок пока нет
- Materials System Specification: Saudi Aramco Desktop StandardsДокумент14 страницMaterials System Specification: Saudi Aramco Desktop StandardsMoustafa Bayoumi100% (1)
- Extracting MetalsДокумент27 страницExtracting MetalsJojo Hany100% (1)
- Lloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Документ30 страницLloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Navneet Singh100% (2)
- Chiller CompressorsДокумент41 страницаChiller Compressorsdennrich100% (2)
- BS709 1983Документ17 страницBS709 1983Sang SekОценок пока нет
- Sri Guru Ram Dass Institute of Dental Sciences and Research, Sri AmritsarДокумент51 страницаSri Guru Ram Dass Institute of Dental Sciences and Research, Sri AmritsarKomal SaroyaОценок пока нет
- GB 20 & Astm 106Документ2 страницыGB 20 & Astm 106satheshОценок пока нет
- 015-IH-1008 (Pipeline Field Welding Non-Sour Service)Документ17 страниц015-IH-1008 (Pipeline Field Welding Non-Sour Service)npwalОценок пока нет
- What To Consider When Welding Dissimilar MaterialsДокумент8 страницWhat To Consider When Welding Dissimilar MaterialsWeldPulse100% (2)
- WPS Er70s-3 R2Документ14 страницWPS Er70s-3 R2luis m hueto castilloОценок пока нет
- Fema 148Документ28 страницFema 148Zohaib AnserОценок пока нет
- No.47 Shipbuilding and Repair Quality StandardДокумент59 страницNo.47 Shipbuilding and Repair Quality StandardYoel ChristianОценок пока нет
- GL Vi-9-2 e PDFДокумент20 страницGL Vi-9-2 e PDFValli RajuОценок пока нет
- BMP CompressedAirДокумент17 страницBMP CompressedAirZohaib AnserОценок пока нет
- HydroДокумент117 страницHydroZaheer AhmadОценок пока нет
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingОт EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingОценок пока нет
- General Requirements For Copper Alloy CastingsДокумент6 страницGeneral Requirements For Copper Alloy CastingsLC Chong100% (1)
- BS 709Документ17 страницBS 709vuthuy94Оценок пока нет
- GB 150.4 Fabrication, Inspection and Testing, and Acceptance PDFДокумент43 страницыGB 150.4 Fabrication, Inspection and Testing, and Acceptance PDFhuangjlОценок пока нет
- IACS June 2013 Shipbuilding and Repair StandardДокумент63 страницыIACS June 2013 Shipbuilding and Repair StandardudaysrpОценок пока нет
- Hydropower ThesisДокумент188 страницHydropower ThesisZohaib Anser100% (2)
- Asme Section II A Sa-278Документ6 страницAsme Section II A Sa-278Anonymous GhPzn1xОценок пока нет
- BS 709 Destructive TestingДокумент17 страницBS 709 Destructive TestingGabrieleОценок пока нет
- Asme Section Ii A-2 Sa-723 Sa-723mДокумент6 страницAsme Section Ii A-2 Sa-723 Sa-723mdavid perezОценок пока нет
- AggregatesДокумент10 страницAggregatesSardar MajidОценок пока нет
- 05-1 QCS 2014Документ10 страниц05-1 QCS 2014Raja Ahmed HassanОценок пока нет
- 01 Samss 005Документ5 страниц01 Samss 005Moustafa BayoumiОценок пока нет
- 16 CR 5 NiДокумент11 страниц16 CR 5 NiNikhil VermaОценок пока нет
- GL Pipe PDFДокумент20 страницGL Pipe PDFsindalisindiОценок пока нет
- GL Ii-1-2 eДокумент150 страницGL Ii-1-2 esabanimОценок пока нет
- Mex 30203Документ19 страницMex 30203Yousef Adel HassanenОценок пока нет
- Rules For Classification and Construction VI Additional Rules and GuidelinesДокумент20 страницRules For Classification and Construction VI Additional Rules and Guidelinesrahulchitrakoot123Оценок пока нет
- Section 1 General Requirements: 1.1 ScopeДокумент5 страницSection 1 General Requirements: 1.1 ScopethanghanvicoОценок пока нет
- W10 COPPER ALLOY PROPELLERS CleanДокумент18 страницW10 COPPER ALLOY PROPELLERS CleanbetokarОценок пока нет
- Ships Construction GL-Materials and WeldingДокумент404 страницыShips Construction GL-Materials and WeldingualdapaОценок пока нет
- Ur w24 Rev.5 Sep 2023 CLNДокумент21 страницаUr w24 Rev.5 Sep 2023 CLNbucuricaОценок пока нет
- JBT6396 2006 (English Version)Документ18 страницJBT6396 2006 (English Version)Anonymous l5yF0VОценок пока нет
- Steel SpecДокумент14 страницSteel SpecTOM YEEОценок пока нет
- Rules For Classification and Construction VI Additional Rules and GuidelinesДокумент18 страницRules For Classification and Construction VI Additional Rules and Guidelinesankur_haldarОценок пока нет
- W24 Cast Copper Alloy Propellers W24Документ19 страницW24 Cast Copper Alloy Propellers W24MRGEMEGP1Оценок пока нет
- GL RulesДокумент88 страницGL RulesDony PaulОценок пока нет
- W10copper Alloy PropellerscleanДокумент18 страницW10copper Alloy PropellerscleanjaimeОценок пока нет
- GL For ContainerДокумент61 страницаGL For ContainerJogi Oscar SinagaОценок пока нет
- German Lloyds Welding CodeДокумент4 страницыGerman Lloyds Welding CodeDilip Gajanan NamjoshiОценок пока нет
- W-20 Iron CastingsДокумент10 страницW-20 Iron CastingsrezaОценок пока нет
- IASC Shipbuilding and Repair Quality StandardДокумент59 страницIASC Shipbuilding and Repair Quality StandardYl WongОценок пока нет
- Odporučania Zvarania A PredohrevuДокумент43 страницыOdporučania Zvarania A PredohrevuPeter TvardzíkОценок пока нет
- Mex 10407Документ28 страницMex 10407Yousef Adel HassanenОценок пока нет
- GRATINGS Rev.1Документ7 страницGRATINGS Rev.1mohdОценок пока нет
- Germanischer Lloyds - Ii-3-2 - e - WeldingДокумент58 страницGermanischer Lloyds - Ii-3-2 - e - WeldingAtheist AboundОценок пока нет
- Offshore Mooring Chain Cables and AccessoriesДокумент8 страницOffshore Mooring Chain Cables and Accessoriesscofiel1Оценок пока нет
- Specification For Structural SteelworkДокумент16 страницSpecification For Structural SteelworkJoão BarrigóОценок пока нет
- SG Insert SpecificationДокумент16 страницSG Insert SpecificationRaamkriss Raja100% (2)
- Irst 19Документ12 страницIrst 19krischaeverОценок пока нет
- Cte Ongc SpecДокумент21 страницаCte Ongc SpecMohamed HushainОценок пока нет
- S5P2 AggregatesДокумент9 страницS5P2 AggregatesBleep NewsОценок пока нет
- B 03 Marine Air ReceiversДокумент9 страницB 03 Marine Air ReceiversarunОценок пока нет
- PS-G00-091 (Executia-Controlul-Executiei-Sudurilor-Aluminotermice)Документ8 страницPS-G00-091 (Executia-Controlul-Executiei-Sudurilor-Aluminotermice)AlinaIordacheОценок пока нет
- Concrete Driven PilesДокумент11 страницConcrete Driven PilesAmalОценок пока нет
- Saudi Aramco Stamdard 01-SAMSS-005 Cement Mortor Lining of Steel PipeДокумент5 страницSaudi Aramco Stamdard 01-SAMSS-005 Cement Mortor Lining of Steel PipeansarimehmoodОценок пока нет
- Manufacturing Process UpdatedДокумент10 страницManufacturing Process Updatedwajid0652Оценок пока нет
- Spot Welding Interview Success: An Introduction to Spot WeldingОт EverandSpot Welding Interview Success: An Introduction to Spot WeldingОценок пока нет
- Thixoforming: Semi-solid Metal ProcessingОт EverandThixoforming: Semi-solid Metal ProcessingGerhard HirtОценок пока нет
- Energy Flows in The EconomyДокумент9 страницEnergy Flows in The EconomyZohaib AnserОценок пока нет
- Runner Repairing ReportДокумент31 страницаRunner Repairing ReportZohaib AnserОценок пока нет
- Segmented Shaft Seal Brochure Apr 08Документ4 страницыSegmented Shaft Seal Brochure Apr 08Zohaib AnserОценок пока нет
- 11281heavy Duty Slide GatesДокумент11 страниц11281heavy Duty Slide GatesZohaib AnserОценок пока нет
- Introduction To Business Economics - I: Instructor: Prof - Dr.Qaisar Abbas Course Code: ECO 400Документ18 страницIntroduction To Business Economics - I: Instructor: Prof - Dr.Qaisar Abbas Course Code: ECO 400Zohaib AnserОценок пока нет
- Definition of Non-Verbal Communication. Importance of Non-Verbal Communication. Three Principles of Non-Verbal CommunicationДокумент20 страницDefinition of Non-Verbal Communication. Importance of Non-Verbal Communication. Three Principles of Non-Verbal CommunicationZohaib AnserОценок пока нет
- Materials WQTДокумент2 страницыMaterials WQTZohaib AnserОценок пока нет
- Chapter10 (Governors)Документ10 страницChapter10 (Governors)Zohaib Anser100% (1)
- Hum 400 Lecture 01Документ18 страницHum 400 Lecture 01ZeeJohn123Оценок пока нет
- 8425 - Pulley, Tackle and HoistsДокумент8 страниц8425 - Pulley, Tackle and HoistsZohaib AnserОценок пока нет
- P3 Mixing Guide WebДокумент1 страницаP3 Mixing Guide WebCristian Patricio Ramirez TellezОценок пока нет
- 3 Iron Carbon DiaДокумент21 страница3 Iron Carbon DiaChhavi SharmaОценок пока нет
- Cover Page For Exam 1 Fall 2020Документ1 страницаCover Page For Exam 1 Fall 2020Krumpus H.Оценок пока нет
- Sample PreparationДокумент22 страницыSample PreparationDesi Widyawati100% (2)
- Appendix PDFДокумент29 страницAppendix PDFtomviolence100% (1)
- Astm f1554 SpecДокумент3 страницыAstm f1554 Specjfrancisco17Оценок пока нет
- Metal Extraction Through Chlorine MetallurgyДокумент28 страницMetal Extraction Through Chlorine MetallurgyMaria Paula Villanueva JaraОценок пока нет
- Msts Study Guide Asme Pcc-2Документ40 страницMsts Study Guide Asme Pcc-2jpwhyteincОценок пока нет
- Steels Used Onboard Ships and How To Perform Maintenance WeldingДокумент35 страницSteels Used Onboard Ships and How To Perform Maintenance Weldingantonio111aОценок пока нет
- Activity Series Lab (Akey)Документ4 страницыActivity Series Lab (Akey)Elah Palaganas100% (1)
- A5 10-A5 10M-1999 - R2007PVДокумент7 страницA5 10-A5 10M-1999 - R2007PVfeni4kaОценок пока нет
- A Brief Review On Micromachining of MaterialsДокумент6 страницA Brief Review On Micromachining of Materialsprasanth kОценок пока нет
- Astm A297Документ3 страницыAstm A297rams789Оценок пока нет
- BS 2HR 650-2011Документ12 страницBS 2HR 650-2011Stanislav PerevezentsevОценок пока нет
- Chain CatalogДокумент2 страницыChain CatalogJosh CasementОценок пока нет
- WeldingДокумент27 страницWeldingsuman kumarОценок пока нет
- Chapter 3Документ47 страницChapter 3eiman bataОценок пока нет
- En10028 2Документ12 страницEn10028 2Patilea Daniela100% (1)
- Lincoln Strip Cladding Presentation April 2011Документ26 страницLincoln Strip Cladding Presentation April 2011Renny DevassyОценок пока нет
- A Welding Lectures 3-3Документ2 страницыA Welding Lectures 3-3hayder1920Оценок пока нет
- Methods of Chemical Analysis of Steels: Indian StandardДокумент5 страницMethods of Chemical Analysis of Steels: Indian StandardNav TalukdarОценок пока нет
- Nickel Free High Nitrogen Austenitic Steels - 1996 - ISIJ InternationalДокумент9 страницNickel Free High Nitrogen Austenitic Steels - 1996 - ISIJ Internationalsmith willОценок пока нет
- Advance Release: Zimbabwe 2016 TextДокумент14 страницAdvance Release: Zimbabwe 2016 TextWashingtonChikengezhaОценок пока нет