Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Optimization of Shell Thickness of Sub-Baric Fryer For Manufacture of Fried Food Products Using Finite Element Analysis (FEA)Документ10 страницOptimization of Shell Thickness of Sub-Baric Fryer For Manufacture of Fried Food Products Using Finite Element Analysis (FEA)journalОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Gaskets&Seals ASMДокумент3 страницыGaskets&Seals ASMAnonymous nw5AXJqjdОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Ballastguard Cip Cleaner 25 LTRДокумент2 страницыBallastguard Cip Cleaner 25 LTRsijinjoyОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- P436 Lect 10p5Документ15 страницP436 Lect 10p5Zhenhua HuangОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Mobil Dte 20Документ3 страницыMobil Dte 20alexander900616Оценок пока нет
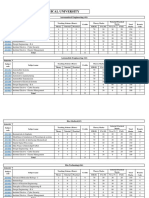
- Gujarat Technological University: Aeronautical EngineeringДокумент16 страницGujarat Technological University: Aeronautical EngineeringumodiОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Chevron Rykon Hydraulic OilДокумент7 страницChevron Rykon Hydraulic OilAbu Saleh ImamОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- NДокумент7 страницNIstiak Ahmed PrinceОценок пока нет
- Conexion BlueДокумент32 страницыConexion Bluecesardario90Оценок пока нет
- Pub - Essentials of Nuclear Medicine Imaging 5th Edition PDFДокумент584 страницыPub - Essentials of Nuclear Medicine Imaging 5th Edition PDFNick Lariccia100% (1)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- CS TheoryДокумент403 страницыCS TheoryAnonymous scnl9rHОценок пока нет
- 197 PDFДокумент1 страница197 PDFsamanОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Water Budget of Inter-Cropped Maize and Cassava On Bench TerracesДокумент31 страницаWater Budget of Inter-Cropped Maize and Cassava On Bench TerracesSudharsananPRSОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Mean Activity Coefficients of Electrolytes As A Function of ConcentrationДокумент4 страницыMean Activity Coefficients of Electrolytes As A Function of ConcentrationLuis CarlosОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Cembrit Cembonit: Exterior CladdingДокумент2 страницыCembrit Cembonit: Exterior CladdingIrina SanduОценок пока нет
- Corrosion RingsДокумент1 страницаCorrosion RingsAnonymous JMuM0E5YOОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Chemical Sensors: Comprehensive Sensor Technologies, Vol. 6: Chemical Sensors ApplicationsДокумент77 страницChemical Sensors: Comprehensive Sensor Technologies, Vol. 6: Chemical Sensors ApplicationsMomentum PressОценок пока нет
- Boys' High School & College, Prayagraj Class: Vii Subject: Chemistry Theme 5: Language of Chemistry ROUND 6: SESSION 2020-2021 WorksheetДокумент4 страницыBoys' High School & College, Prayagraj Class: Vii Subject: Chemistry Theme 5: Language of Chemistry ROUND 6: SESSION 2020-2021 WorksheetdinaabhiОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- ASME Stamp Companies in KSAДокумент10 страницASME Stamp Companies in KSASantanu SahaОценок пока нет
- Design Calculation For Oil Skimmer CapacityДокумент4 страницыDesign Calculation For Oil Skimmer CapacityAyon BoseОценок пока нет
- Effects of Chlorinated Water On Polymeric Water Distribution SystemsДокумент4 страницыEffects of Chlorinated Water On Polymeric Water Distribution SystemsJohn BundangОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Analysis of Dynamic Load Capacity of The Top Drive of Drilling Rigs.Документ8 страницAnalysis of Dynamic Load Capacity of The Top Drive of Drilling Rigs.NestorMenesesPintoОценок пока нет
- Polymers Unit IIIДокумент33 страницыPolymers Unit IIIdinnu14Оценок пока нет
- 1.8 3 PVDF Hmwpe CableДокумент1 страница1.8 3 PVDF Hmwpe CableRobert LiraОценок пока нет
- Apostila de Formulações CosméticasДокумент15 страницApostila de Formulações CosméticasUrsula HilleОценок пока нет
- Sika Viscocrete 3115Документ2 страницыSika Viscocrete 3115Ronald MassoraОценок пока нет
- BS 1881-Part 120-83Документ8 страницBS 1881-Part 120-83رجاء صبرةОценок пока нет
- An Introduction To Saturated Vapour PressureДокумент17 страницAn Introduction To Saturated Vapour Pressuresurvanity wilsonОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Gaussian 03 Winodws TutorialДокумент4 страницыGaussian 03 Winodws Tutorialfernandojardim12Оценок пока нет
- D6557Документ16 страницD6557moh_ichwanuddinОценок пока нет