Академический Документы
Профессиональный Документы
Культура Документы
Capitulo I Instalaciones Industriales
Загружено:
Yuri Topalaya JimenezИсходное описание:
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Capitulo I Instalaciones Industriales
Загружено:
Yuri Topalaya JimenezАвторское право:
Доступные форматы
Instalaciones Industriales
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
Instalaciones Industriales
Primera edicin
Ing. Cip. Randolph Loayza Guevara Reg. 26926 Decano y Catedrtico Principal de la Facultad de Ingeniera Mecnica de la
Universidad Nacional del Centro del Per.
2005
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
Edicin Primera 2005: LIBRO VIRTUAL
Derechos legales del Autor Reservados Prohibida su reproduccin total o parcial sin la autorizacin del autor. Cdigo de Autorizacin: ISB: 2543RLG
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
A mi querida esposa Susana y a mi hija Elizabeth, fuentes de inspiracin y apoyo para la realizacin de ste trabajo.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
Introduccin
Aprovechando los aos de mi experiencia profesional tanto en la industria como en la docencia universitaria escrib sta obra sobre Instalaciones Industriales, ya que no he encontrado obra alguna que satisfaga a mis expectativas en forma especfica sobre el tema indicado, a mi parecer Instalaciones Industriales es la consolidacin de todas las materias aprendidas en la Ingeniera Mecnica, en ste libro se presenta la ampliacin de las notas empleadas en la enseanza de un curso semestral sobre el tema, para estudiantes del ltimo ao de la carrera de Ingeniera Mecnica. El material recopilado tanto de la experiencia misma como de otras obras, puede servir como un material de referencia conveniente a los ingenieros interesados en el campo de las Instalaciones dentro de la Industria. El propsito de ste libro est orientado para conducir al lector a la comprensin de manera clara y amena sobre la temtica que se trata, utilizando un lenguaje sencillo, entendible an de los puntos ms complejos que se enfocan en el anlisis, y de sta manera proporcionar las herramientas necesarias para obtener soluciones a los problemas de la ingeniera en lo referente a las instalaciones de maquinaria tanto mecnicas como elctricas y electrnicas. Se ha hecho un esfuerzo para presentar informacin actualizada utilizando bibliografa reciente, as como tambin catlogos de fabricantes de mquinas, equipos e instrumentos, pero tambin la cantidad de datos empricos que se incluyen es nicamente la que se considera necesaria para dar al lector una informacin suficientemente amplia, con el objeto de que use efectivamente la literatura disponible. No obstante que ste campo est dividido segn mi criterio en seis captulos, los que son: generalidades donde se analiza la manera de la presentacin de los planos de ingeniera en funcin a su naturaleza, en forma pormenorizada y de manera ms saltante la cimentacin de las mquinas, con un anlisis claro, sencillo, directo y aplicativo, que contempla variados grficos para su mejor comprensin, as mismo se enfoca sobre los sistemas elctricos con una explicacin al respecto sobre su funcionamiento y uso. En el segundo captulo se hace un estudio sobre la seleccin de mquinas, equipos y sistemas industriales, en el campo de la mecnica, la electricidad y la electrnica, cuando se analiza la seleccin en el campo de la mecnica, se muestra un estudio de seleccin de motores endotrmicos o de combustin interna, donde se hace un anlisis regularmente amplio en
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
base a la termodinmica y al comportamiento del motor en los diferentes ciclos de su funcionamiento, en sta parte introducimos un mtodo para la seleccin de los motores de combustin interna, cual es el de superposicin de curvas caractersticas de motor a fin de escoger el ms ptimo en cuanto a potencia con el mnimo consumo de combustible. Por otro lado en la seleccin elctrica se presenta un ejemplo para realizar la seleccin de bateras con un mtodo utilizando una tabla especfica para el caso y en el campo de la electrnica se presenta una gua para seleccionar circuitos integrados as como la forma de seleccionar el tipo de montaje de los componentes electrnicos en funcin de su vida til. En el tercer captulo se brinda un enfoque sobre el conocimiento de la electricidad aplicado a las instalaciones industriales dando a conocer as mismo un estudio sobre la amplia gama de los motores elctricos, puesto que son las mquinas electromecnicas que ms se utilizan en las plantas industriales o en un pequeo taller, considerando tambin importante el anlisis de los cables y electroductos como medios de alimentacin de energa de los motores elctricos a travs de sus sistemas de proteccin. En el cuarto captulo se hace un estudio sobre los sistemas de regulacin y proteccin tanto en la mecnica como en la electricidad. En el campo de la mecnica el elemento r epresentativo vienen a ser las vlvulas y dentro de ellas especficamente la vlvula de seguridad. En el campo elctrico electrnico se considera a los reguladores automticos de tensin, los interruptores con microprocesador y contactores arrancadores como medios de proteccin de los motores elctricos y sistemas elctrico electrnicos. El quinto captulo es una parte de la obra que estudia especficamente a los instrumentos tanto mecnicos como elctricos y electrnicos de la ms reciente fabricacin con informacin recopilada de libros actuales, catlogos e informacin electrnica. El sexto captulo versa sobre el diseo de plantas industriales, la que se ha considerado en la ltima parte de la presente obra porque se precisa de todo lo anteriormente realizado en los primeros captulos para poder realizar el enfoque del diseo de una planta industrial de una manera generalizada. Es con agrado que reconozco la ayuda y estmulo dado por las autoridades acadmicas y administrativas as como a mis colegas y alumnos de la Facultad de Ingeniera Mecnica de la Universidad Nacional del Centro del Per, los que motivaron en gran parte a la realizacin de la presente obra con sus inquietudes y buenos deseos, asimismo al Ing. Godofredo Trujillo B. Asesor Tcnico de Repuestos Diesel S.A. ( REDISA), al Ing. Carlos Miranda de Asea Brown Boveri S.A., al Ing. Joaqun Ramrez de INDECO quienes me proporcionaron los catlogos tcnicos y valiosas sugerencias y con especial reconocimiento a la Lic. Susana Villanueva Miranda y a la Lic. Susana Loayza Villanueva, quienes colaboraron valiosamente en la revisin literal de la presente obra.
Randolph Loayza Guevara. Lima, Per.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
Contenido Capitulo I. Generalidades.
I.1.-Qu entendemos por Instalaciones Industriales?.Planos e interpretacin. Clases de planos. Escalas y Normas fundamentales..................................................................... 8 I.2.-Clasificacin de mquinas y sistemas industriales......................................................... 36 I.3.-Cimentacin de mquinas.............................................................................................. 37 I.4.-Diferencia entre instalacin, montaje de mquinas o equipos en la industria............... 66 I.5.-Los sistemas elctricos en la industria............................................................................78
Capitulo II. Seleccin de mquinas, equipos y sistemas industriales.
II.1.- Seleccin de mquinas, equipos y sistemas totalmente nuevos...................................98 II.1.1. Seleccin en el campo de la mecnica...............................................................99 II.1.2. Seleccin en el campo de la electricidad.........................................................133 II.1.3. Seleccin en el campo de la electrnica..........................................................139 II.2.- Sustitucin de una o varias mquinas, equipos o sistemas existente por otras nuevas.........................................................................................................................143
Capitulo III. La Electricidad y la Electrnica en la Industria.
III.1.III.2.III.3.III.4.Instalaciones Elctricas.............................................................................................156 Conductores elctricos y electroductos o canalizaciones.........................................195 Motores elctricos, circuitos y control.................................................................... 212 La Electrnica en la industria...................................................................................255
Capitulo IV. Sistemas de Regulacin y Proteccin.
IV.1.-Sistemas mecnicos...................................................................................................257 IV.2.-Sistemas Elctricos....................................................................................................275
Capitulo V. Instrumentacin.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
V.1.-Instrumentos Mecnicos............................................................................................ 313 V.2.-Instrumentos Elctricos y Electrnicos......................................................................326
Capitulo VI. Diseo de Plantas Industriales.
VI.1.- Relaciones de aprovechamiento de recursos............................................................346 VI.2.- Sistemas de fabricacin flexible...............................................................................349 VI.3.- Distribucin sistemtica de mltiples elementos.....................................................351 VI.4.- Localizacin de Planta..............................................................................................354 VI.5.- Servicios generales...................................................................................................363
Bibliografa.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
CAPITULO I
GENERALIDADES.
I.1. QU ENTENDEMOS POR INSTALACIONES INDUSTRIALES?
Debemos saber que toda instalacin en la industria implica el conocimiento tanto de la parte mecnica, elctrica, electrnica, civil y otras ramas afines, con el propsito de realizar la ejecucin de proyectos de manera ptima porque en el campo de la industria encontramos aplicaciones muy amplias de diversa ndole de acuerdo al quehacer humano; an mejor entender podramos decir que una instalacin industrial es el compilado de gran cantidad de conocimientos de la ingeniera, empezando desde la interpretacin de los planos, el cual es el producto del estudio analtico y desarrollado de un proyecto hasta el diseo de una planta industrial, para concluir con la ltima fase de la prueba y puesta en operacin del sistema o proyecto ejecutado.
Planos e interpretacin. Clases de planos.
En la industria los planos son de gran importancia y juega un papel vital en el proceso industrial puesto que en ellos est especificado de manera clara y precisa, en
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
10
resumen grfico el anlisis de un proyecto, es decir todo lo que debe hacerse, de acuerdo a la clase de plano que estamos empleando, debemos saber que los planos segn sea la naturaleza del proyecto se clasifican en: Planos de ubicacin (localizacin). Planos de distribucin. Planos de fabricacin. (Modelos; fundicin; forjado; estampado; maquinado; etc.) Planos de instalacin. Planos de montaje. Planos elctricos. Todo plano es la fiel representacin del proyecto en forma grfica y resumida al detalle a fin de que se pueda utilizar adecuadamente.
Qu es un plano de ubicacin?
Como su nombre lo indica es aquel que debe mostrar el lugar donde ha de construirse la planta industrial, mdulo, etc., especificando la orientacin, las coordenadas de lugar. La obligacin de decidir acerca de la eleccin de una ubicacin y planificar los medios incumbe a la direccin superior. Esta, sin embargo tiene que delegar los detalles a los especialistas, tales como investigadores de mercado, economistas, ingenieros, investigadores de operaciones y, tal vez, analistas financieros, socilogos y otros. El analista principal tiene que coordinar las actividades de un grupo diversificado y actuar como compilador de hechos y diseador de planes imparciales, indagando a un tiempo en economa y probabilidades para ase gurar que, el resultado final resulte factible y prctico. La localizacin, operacin y organizacin constituyen un sistema integrado, cada uno de los componentes afecta a los dems y es afectado por ellos. El problema de localizacin consta de tres pasos: Eleccin de la regin general o territorio. Eleccin de la localidad particular dentro de la regin determinada. Seleccin del lugar especfico para la ubicacin de la planta industrial. La eleccin de un territorio o regin es mucho ms determinante que la seleccin de una localidad, porque presenta anlisis mucho ms crticos de sus factores que los definen, como son: La disponibilidad del mercado, desde los puntos de vista de concentracin y tiempos de entrega. Disponibilidad de materias primas, actual y futura. Sistemas de transporte: variedad, concentracin y tarifa. Disponibilidad y costo de energa, actuales y futuros. Influencias climticas, sobre todo las que afectan la construccin, costos de calefaccin y refrigeracin e influencias sobre el personal. Mano de obra y salarios. Polticas impositivas y otras influencias legales.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
11
Se debe tener en cuenta que la eleccin de lugar o localizacin de planta es un problema de Ingeniera y la eleccin de zona o territorio es un problema econmico y que ambas deben tomar en consideracin las influencias sociolgicas, polticas y psicolgicas. Para la eleccin de la localizacin se debe considerar como factores principales los siguientes: Mercados. Mano de obra. Materiales y servicios. Transportes. Gobierno y leyes. Financiamiento. Agua y eliminacin de desechos. Energa y combustibles. Caractersticas de la comunidad. Lugares individuales. En la prctica, el anlisis de la localizacin, se considera desde el punto de vista de la empresa solicitante, y es la que determina como conclusin la realizacin del plano de ubicacin.
Que es un plano de distribucin?
Cuando nos referimos a los planos de distribucin, debemos tener presente que, el proyectar una distribucin de planta cubre un amplio campo, desde proyectar un lugar de trabajo individual hasta la ordenacin de muchas mquinas, equipos, y sistemas, por lo que en todos los casos debemos planearlo a fin de lograr una eficiente distribucin de planta. En el pasado la distribucin de planta slo se preocup de agrupar las mquinas y los procesos similares, alineando las reas de trabajo, delimitando y conservando limpio los pasillos, colocando el material en un extremo del conjunto y hacindolo circular. Actualmente sabemos, que stos principios de distribucin de planta eran incompletos y a veces contradictorios; para que resulte eficiente se debe hallar una ordenacin de las reas de trabajo y del equipo que resulte la ms econmica para el trabajo y as mismo que sea la ms segura y satisfactoria para los empleados. Las ventajas de una buena distribucin en planta se traducen en reduccin de los costos de fabricacin como resultado de: Disminucin del riesgo para la salud y aumento de la seguridad de los trabajadores. Bienestar del obrero. Aumento del rendimiento productivo, osea cuanto ms perfecta una distribucin rendir mayor produccin.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
12
Reduccin de los tiempos de retraso en el proceso productivo. Mayor aprovechamiento de reas ocupadas. Mayor eficiencia en el manejo de materiales. Mejor utilizacin de la maquinaria, de la mano de obra y de los servicios. Disminucin del tiempo de fabricacin. Disminucin del material en proceso. Disminucin de labor administrativa y trabajo indirecto. Supervisin ms verstil. Reduccin de la congestin y del riesgo para el material. Mayor facilidad al desarrollo. Toda distribucin de planta a fin de tener objetividad debe guiarse por los siguientes principios: I. Principio de la integracin de conjunto. En ella se debe integrar a los hombres, materiales, maquinaria, instalaciones, actividades auxiliares y cualquier otro factor en una gran unidad operativa, convirtiendo a la planta en una mquina nica. II. Principio de la mnima distancia recorrida . La mejor distribucin es aquella que permite que el material recorra la distancia ms corta entre operaciones. III. Principio de la circulacin o flujo de materiales. Es complementario al principio anterior. El material se mover progresivamente de uno a otra operacin o proceso. IV. Principio del espacio cbico. Una distribucin es la ordenacin del espacio; hombres, material, maquinaria y servicios auxiliares en tres dimensiones. V. Principio del bienestar y seguridad. La distribucin es ms efectiva cuando el trabajo es ms satisfactorio y seguro. VI. Principio de la flexibilidad. Una distribucin de planta es ms efectiva cuando pueda ser ajustada o reordenada con menos costo. Es el principio ms importante en la actualidad debido a que es funcin de los descubrimientos cientficos. Entendamos primero que antes de planificar una distribucin, debemos saber que toda produccin viene a ser el resultado objetivo de un conjunto de hombres, materiales y maquinaria regidos con alguna forma de direccin, en la que es el material el que sufre cambios con el propsito de obtener un producto el que puede ser cambiado de forma, tratado o montado. Al cambio de forma se le conoce tambin como fabricacin; decimos que el material es tratado cuando se modifica sus caractersticas por medio de tratamientos trmicos, qumicos u otros; as mismo entendemos por montaje cuando sobre una primera pieza o material adicionamos otros materiales o piezas. En la industria podemos plantear una distribucin de planta desde tres puntos de vista como se viene haciendo clsicamente: 1) Distribucin por posicin fija, en donde el material permanece en situacin estable. Son todas, las herramientas, maquinaria, hombres y otras piezas concurren a ella. Ejemplo: Suponiendo operaciones de:
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
13
a) Elaboracin o tratamiento.
b) Montaje
Siendo: = materia prima = mquina. =
trabajador
Siendo:
= componente = movimiento
material. principal Piezas
Figura N 1. 2) Distribucin por proceso o funcin, en ella todas las operaciones similares estn agrupadas en funcin o proceso que desarrollan. Ejemplo: Un taller de alfarera.
Materia Prima .
Forma a mano
Moldeo
Barnizado
Coccin
Decorado
Empacado
Figura N 2 3) Distribucin de planta orientada al producto , aqu el material est en movimiento, las operaciones se disponen correlativamente de manera secuencial, sta distribucin se adopta cuando se fabrica un producto estandarizado en gran volumen, en ella los equipos y centros de trabajo se alinean idealmente a fin de especializar las reas de trabajo.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
14
Ejemplo:
Autos en lnea de espera.
Lavado por aspersin con
Limpieza
agua caliente .
Lavado y cepillado del toldo.
Lavado y cepillado de los costados.
Enjuague final por aspersin.
Aire caliente
Secado y final a mano.
Salida
Figura N 3. Distribucin en cadena de un lavado de automviles.
De todo lo dicho anteriormente desde el punto de vista real, diremos que todos ellos son tipos clsicos puros que nos proporcionan una referencia para el diseo de una distribucin de planta. En la industria no encontramos stas distribuciones en su forma pura, sino una combinacin de ellas, ya que la diversidad de operaciones de una labor as lo condicionan en el mayor nmero de los casos. Si nos ponemos a analizar, veremos que las operaciones ms simples comienzan por una distribucin por posicin fija cuando: Las operaciones de transformacin o tratamiento requieren solo de herramientas de mano o mquinas sencillas. Se fabrique solamente una pieza o pocas piezas de un artculo. El costo de traslado sea alto. La calidad del producto dependa de la habilidad de los trabajadores.
Y emplearemos distribucin por proceso cuando: La maquinaria sea muy cara y difcil de mover. Se fabriquen diversos productos. Haya amplias variaciones en los tiempos requeridos por las diversas operaciones. La demanda de productos sea intermitente o pequea. As mismo la distribucin en cadena ser empleada cuando: 8 Exista gran cantidad de elementos a fabricar. 8 El diseo de los elementos a producirse est normalizado. 8 La demanda del producto sea estable y equilibrada.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
15
Debemos entender que la produccin en cadena implica mayor inversin en maquinaria y mayor costo de instalacin, lo que significa costos fijos altos.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
16
Figura N 4. Distribucin actual de planta
Figura N 5. Distribucin propuesta sobre la base de la plantilla anterior. Antes de planear una distribucin de planta (a fin de disear y elaborar su plano
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
17
correspondiente), tenemos que considerar: Si los tipos de operaciones a realizar en la planta han de ser operaciones intermitentes (talleres de reparacin) u operaciones continuas, las que se justifican por su alto volumen de produccin e inversin. Los factores que afectan o que influyen sobre cualquier distribucin de planta como son: 1. Factor material (diseo, variedad, cantidad, operaciones necesarias y servicios). 2. Factor maquinaria (equipos de produccin y herramientas, uso). 3. Factor hombre (supervisin y servicios auxiliares, mano de obra). 4. Factor movimiento (transporte, operaciones, almacn e inspecciones). 5. Factor espera (almacenamiento temporal, permanente y esperas). 6. Factor servicio (mantenimiento, inspeccin, control de desperdicios, programacin). 7. Factor edificio (interiores y exteriores, distribucin y equipos de las instalaciones). 8. Factor cambio (versatilidad, flexibilidad y expansin). Para el diseo de una distribucin de planta el mtodo ms ptimo a considerarse es el de plantilla, o sea mediante modelos de las mquinas y equipos, determinamos el flujo de trabajo y con ello se realizan simulaciones a fin de obtener la mejor y ms eficiente distribucin de planta en cuanto a tiempos operativos, los que redundan en costos de produccin, a plasma rse en el plano para su respectiva ejecucin cuando se lleve a cabo el proyecto. (Ver figuras Nos., 4 y 5)
Que es un plano de fabricacin?
Sabemos que la lectura o interpretacin de un plano, es una inversin de los procesos mentales usados para escribir en el lenguaje grfico, los pormenores de un proyecto de: fabricacin, construccin, distribucin, etc., plasmado en uno o ms dibujos, mediante lneas, smbolos y detalles especificados de manera explcita y clara desde el punto de vista de la ingeniera. Cuando nos referimos a un plano de fabricacin, los dibujos que se encuentran en l, como dibujos de taller, deben ser legibles con tendencia a lo perfecto a fin de obtener exactitud cuando se realiza la produccin en el taller, sin ms informacin adicional a la dada en el dibujo. El conocimiento del proyectista y del dibujante respecto a los mtodos de taller, ser los que decidan si su dibujo es efectivo y completo, con todas las cotas y notas necesarias referente a procedimientos, maquinado, tratamientos, acabados, holguras y tolerancias. Se debe tener especial cuidado al especificar sobre el mtodo de fabricacin, ya que con ella se deber indicar los procesos como caractersticas de detalle de cada una de las partes de las mquinas o piezas de mquina. Tenemos entendido que la produccin de las partes de las mquinas se hacen por: 1) Fundicin. 2) Forjado. 3) Trabajo a mquina a partir de un material comercial o estndar. 4) Soldadura.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
18
5) Conformado o troquelado a partir de una lmina comercial. Todo ello debe mostrarse al detalle en los dibujos. Los dibujos para la produccin de una parte cualquiera de una mquina deben ser detallados, completado con la descripcin de su forma, tamao y marcando cuando sea necesario, las operaciones que deben efectuarse en el taller indicados de manera clara a fin de que sean tiles a los diversos talleres, sin necesidad de sumar o restar cotas ni tomar medidas sobre el dibujo. En la prctica se presentan dos modalidades de realizar los dibujos a fin de interpretarse adecuadamente segn convenga: 1. - El sistema de dibujo nico, en donde se muestra el dibujo de la pieza acabada para ser utilizada por todos los talleres de produccin. (ver figura N 6). 2.- El sistema de dibujo mltiple , en donde se preparan distintos dibujos uno para cada taller con la informacin necesaria slo para aquel taller para el cual se hace el dibujo. (ver figura N 7 y 8). A fin de optimizar las labores operativas de produccin es ms recomendable optar la modalidad de dibujo o plano mltiple porque son ms simplificados debido a que cada operacin tendr su propio dibujo en donde se especifican acciones slo para esa labor y que todas ellas consolidan lo que existira en un solo dibujo nico, el que muchas veces se hace complejo interpretar por la cantidad de informacin que contiene para todos los talleres. En la figura N 6 se indica que el material que ha de usarse es la fundicin (F), significando que se formar las piezas vacia ndo hierro fundido en un molde de arena (fundicin en arena) y para ello previamente debe modelarse su forma en la arena. En ste caso, el dibujo lo utiliza primero el modelista, quien har el modelo de pieza en madera o en metal (aluminio) si la producci n va ha ser en escala grande. Para la construccin del modelo se hace necesario considerar la contraccin de las piezas fundidas, por lo que el modelo debe ser ms grande, y para ello se emplea una escala de contraccin o metro de modelista, as mismo debe considerarse el exceso de metal suplementario (tolerancia) para el trabajo a mquina de las superficies maquinadas, todas stas caractersticas deben estar indicadas en el dibujo. Por todo ello es ms conveniente utilizar dibujos mltiples, debido a que para cada procedimiento se debe tener su dibujo correspondiente con todas sus indicaciones slo para esa accin. As tendremos dibujo para el modelista (ver figura N 9) dibujo de forjado (ver figura N 10). Tambin cabe sealar que en los pla nos de fabricacin se indican los procesos de maquinado (torneado, fresado, taladrado, cepillado, brochado, alesado, pulido, bruido, acabado fino, etc.,). As como tambin el tratamiento trmico que debe recibir la pieza fabricada a fin obtener dureza, es decir los procedimientos de calentamiento y aplicacin de productos qumicos para cambiar las propiedades fsicas del material. Tales procedimientos
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
19
FIGURA N 6. Sistema de dibujo nico
DIB CALC REV. APRO
7-8-98 LIMITES DE NO ESPECIFICARSE OTROS REVISION FECHA CAMBIO O 7-8-98 fraccionarios 1/64 decimales 0,010 Ang.1/2 MATERIAL Dim. Com. Trat. Term 8-8-98 Pieza N NEC NOMBRE F 9-8-98 142-C 4 BALANCIN ESCALA TAM. NOMBRE FECHA Unidad o DIESEL MODELO 98 Dib. Mon. N NOMB. DE LA COMP. Montaje 87200 CIUDAD
E.L.V. S.V.M. R.L.G. R.L.G.
ADICION Acabado DIB. N N DE 87342
FIGURA N 7. Sistema de dibujo mltiple. Cotas para una pieza de fundicin
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
20
Dib. Calc. Rev. Apro.
E..L.V. 7-8-98 S.V.M. 8-8-98
LIMITES DE NO ESPECIFICARSE OTROS Fraccion +-1/64 Decim+-0,01 Ang.+- Pieza N NEC NOMBRE
REVISION FECHA CAMBIO O ADICION Material F Dim Com Trat Ter. ACABADO Pie.Fun. Como indica DIB N NOMBRE DE LA N DE
R.L.G. 9-8-98 142 R.L.G. 9-8-98 Nombre Fecha Unidad 4
BALANCIN
ESCALA Tam.
o
Montaje
COMPAIA DIESEL MODELO 98
DIB..MONT
87200
CIUDAD
87343
FIGURA N 8. Sistema de dibujo mltiple, donde se nota las cotas para el maquinado o labrado a mquina .
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
21
FIGURA N 9. Dibujo para el modelista.
FIGURA N 10. Dibujo para el forjado en el sistema de plano mltiple.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
22
son: Recocido; carburado; cementado; templado y revenido. La especificacin del tratamiento trmico puede darse en el dibujo de varias maneras: 1) Por medio de una nota general que indique los pasos, las temperaturas y los baos que han de emplearse. 2) Por un nmero standard del tratamiento trmico (SAE, o algn standard, o norma de la compaa). 3) Desde el nmero de dureza Brine ll o Rockwell que debe alcanzarse. 4) Dando la resistencia a la traccin kg./cm2 que debe conseguirse con el tratamiento. Las cotas y las notas son otro punto importante de los dibujos para los planos de fabricacin, puesto que son ellos los indicadores indispensables para el proceso. Las cotas o dimensiones marcadas sobre el dibujo, no son necesariamente las empleadas al hacer el dibujo, sino que son las necesarias para el funcionamiento apropiado de las partes despus del montaje, dadas de tal manera que puedan ser utilizadas fcilmente por los trabajadores que hayan de hacer la pieza. El mtodo comprende tres pasos: 1) Fundamentos y tcnicas.- Implica tener conocimiento de lneas y smbolos usados para las cotas y notas. 2) Seleccin de las distancias que han de acotarse.- Se hace a partir de las necesidades funcionales de la descomposicin de la parte en sus elementos geomtricos y de las necesidades del taller para su produccin. 3) Colocacin.- Las cotas deben colocarse en un orden claro y sencillo de leer y en forma fcilmente utilizable por el taller. Para las formas de las cotas se emplean dos mtodos bsicos para dar una distancia sobre un dibujo: 1) Cota.- Se emplea para dar la distancia entre dos puntos, rectas o planos. 2) Nota.- Proporciona el medio de dar informacin explicativa con una medida o distancia. Las lneas de cota, las lneas de referencia y las lneas indicadoras se hacen con trazo lleno y fino del mismo grosor que las lneas eje de manera que contrasten con los contornos ms gruesos. As tenemos: 1) Cabezas de flecha .-
Un trazo
Dos trazos Figura N 11
Tamao normal
2) Lneas de referencia .- Son rectas finas que se prolongan exteriormente a la vista a fin de acotarla y mostrar la distancia medida, no deben tocar la lnea de contorno.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
23
Figura N 12 3) Marcas de acabado .- Empleadas para indicar que ciertas superficies de las piezas fabricadas deben trabajarse a mquina. Llamemos precisin al grado de exactitud que se necesita para asegurar el funcionamiento proyectado de una pieza a fabricarse. Por ejemplo una pieza de fundicin tendr dos tipos de superficies: 1) Superficies de ajuste con otras piezas, ello, en su manufactura requiere gran precisin. 2) Superficies sin ajuste. En la fabricacin de piezas debemos dar tolerancias, a fin de controlar la precisin exigida, lo cual no es mas que una diferencia admisible. Para superficies sin ajuste, la tolerancia puede variar desde 0,25 m.m. para piezas pequeas hasta unos 25 m.m. para piezas muy grandes. Para superficies de ajuste, algunas veces son necesarias tolerancias tan pequeas como de algunas centsimas de milmetro (caso de superficies de ajuste extremadamente finas), pero generalmente se dan acabado a las superficies con precisiones de 0,025 0,25 m.m. (0,001 0,01 ).
Qu es un plano de Instalacin?
Teniendo como base los planos de distribucin, en donde se encuentran los datos de la localizacin exacta de todo el equipo fijo, de la mayor parte del equipo mvil y de las instalaciones accesorias, auxiliares y de servicio, la informacin necesaria para la realizacin de un plano de instalacin de una distribucin incluye generalmente: _ Una lista de toda la maquinaria y equipo nuevos a ser instalados, o de cualquier cambio en la situacin del equipo ya existente. _ Un plan de movimientos y traslados. _ Una hoja de especificaciones que muestre el modo como cada mquina deber ser desconectada, trasladada y situada. _ Un plano, bosquejo o fotografa de la distribucin, explicando detalladamente las nuevas ubicaciones de las mquinas y equipos a instalarse. (Ver figuras Nrs,. 13 y 14).
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
24
FIGURA N 13. Plano de una instalacin de taller de reparaciones de herramientas.
FIGURA N 14. Plano de instalacin y construccin para accesorios y servicio.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
25
Una vez tengamos los planos de instalacin de manera detallada y explcita, para llevar a cabo la ejecucin de la misma deber planificarse a efectos de obtener resultados satisfactorios, y para ello se debe considerar las siguientes etapas de la organizacin del proceso de instalacin, sea de una planta industrial nueva o de la implementa cin de una industria ya existente: 1) Planear, o sea planificar con antelacin, determinando la secuencia de traslados detallados mediante un inventario previo. 2) Proveer todo lo necesario para los traslados e instalacin, as como tambin asegurar buenas comunicaciones. 3) Preparar, la nueva rea de emplazamiento debidamente implementada. 4) Trasladar, las mquinas o equipos segn lo previsto. 5) Instalar, verificando y exigiendo informes diarios sobre el trabajo que se est realizando. 6) Poner en marcha comprobando la instalacin y dejarlo listo para su aceptacin del responsable. 7) Repasar haciendo una inspeccin total de todo el trabajo, comprobando si el funcionamiento es el esperado.
Qu es un plano de montaje?
Cuando nos referimos al montaje, es bien claro que estamos hablando del montaje o armado de las mquinas en el lugar donde deben trabajar, y para que se lleve a cabo ello debemos tener un plano con todas las indicaciones sobre tal accin, teniendo mucho cuidado sobre los procedimientos de: ensamble, ajustes, tolerancias, nivelacin y as mismo la estricta limpieza de los elementos que se estn utilizando, como tambin de las herramientas. Como dijimos anteriormente todo plano, debe contener toda la informacin necesaria para llevar a cabo el requerimiento de lo que se est presentando en dicho dibujo, en ste caso tratndose de planos de montaje de maquinarias o equipos industriales, debern estar indicados las cotas y notas que sean lo suficientemente necesarias para el trabajo de armado o ensamble. Como en ello, tiene que verse con bastante cuidado los ajustes y tolerancias, sern stas, las que tengan mayor criticidad en el proceso, puesto que son las responsables del buen funcionamiento de la mquina o equipo que se viene ensamblando. El montaje de piezas para obtener el producto final puede llevarse a cabo generalmente a travs de varias secuencias. As tenemos mediante la utilizacin de redes o diagramas de precedencia. El movimiento deseable de piezas en el interior de la planta est, pues, directamente relacionado con la secuencia en que las partes entran en el montaje final del producto. En una situacin ideal, los materiales o piezas iniciales que entrarn en la planta, sern procesados en lnea recta para obtener piezas y luego subconjuntos y montajes terminados. Si suponemos ahora que el procesamiento de las piezas individuales requiere longitudes iguales de las lneas de procesamiento, llegaramos al mismo esquema o plano de montaje de la figura N 15
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
26
FIGURA N 15. Dibujo despiezado de los componentes de un lado y centrales de un gato simtrico para peso liviano.
FIGURA N 16. Planilla de montaje.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
27
Cabe sealar otras dos caractersticas del diagrama de montaje. 1) Materiales de embalaje se incluyen como partes. Con excesiva frecuencia esos tems se pasan por alto en el planeamiento, aunque son de hecho una parte integrante y necesaria de la produccin. 2) Si suponemos ahora a las lneas de movimiento de piezas y subconjuntos aquellas operaciones e inspecciones necesarias para proveer la pieza o el subconjnto, tenemos establecido el esquema de un diagrama de proceso operativo. Si agregamos a ello la estacin de maquinaria o montaje donde la inspeccin u operacin han de llevarse a cabo, as con el tiempo requerido, entonces hemos definido no solo los requisitos de procesamiento de la planta fsica, sino tambin la secuencia en la que se cumplir con esos requisitos. ( Ver figura N 16 ) El desarrollo de pla nos o diagramas de montaje y de planillas de procesamiento operativo no es un requisito necesario para el planeamiento. No obstante, el tiempo empleado en ello probablemente dar sus frutos en forma de referencias disponibles para secuencias de produccin y cursogramas fsicos para etapas posteriores del proceso de disposicin.
Qu es un plano elctrico?
Desde nuestro punto de vista, los planos o dibujos que contengan smbolos elctricos, y que se hagan para una instalacin, montaje, fabricacin de mquinas y equipos en la industria, iluminacin, etc., los llamaremos planos elctricos y para interpretarlos, debemos conocer y familiarizarnos con dicha simbologa, y que ltimamente va ampliando su complejidad ya que se est integrando a ella los smbolos electrnicos para la automatizacin de los sistemas industriales, por lo que en stos momentos se hace muy necesario el tener que conocer con bastante amplitud y acierto la simbologa elctrica, electrnica y de automatizacin para poder interpretar adecuadamente los planos o diagramas cuando tengamos que realizar instalaciones, montajes o reparaciones de mquinas, equipos y sistemas industriales, a manera de refrescar nuestros conocimientos presentamos a continuacin algunos de los smbolos que se utilizan.
Resistencia
Restato
Capacitor
Capacitor Capacitor electroltico variable
Termistor
Diodo
Circuito Integrado
Lmpara piloto
Parlante
Cristal piezoelctrico
Lmpara incandescente
Cable coaxial
Tomacorriente
Fusible
Cruce de lneas
Circuito bloqueado
Conexin al chasis
Circuito de Antena retorno a tierra general
Sensor
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
28
Transformador Transformador Magntico reductor
Bobina variable
Autotransformador
Conector mltiple
Varistor Corriente elctrica
Triac/ diac
Batera
Push botton
Llave bipolar
Push botton
Corriente Alterna
Llave unipolar
Llave de 4 polos
Llave de dos polos
Fotoresistencia
Motor elctrico c.c
Generador elctrico de c.c.
Motogenerador
M
1
GS
3
3
M
M
Motor de c.a. Monofsico
Alternador de c.a trifsico sincrnico
Motor de c.a. trifsico
Motor de c.c. con bobina de arranque
Motor de c.a. en estrella
M
1
M
M
1
GS
Motor de repulsin Motor sincrnico
Motor serie de c.a.
Motor linear
Generador sincrnico
Instalacin en tringulo
Instalacin en estrella
Propagacin
Conexin en Delta
Contacto con dos interruptores
Electrodo focalizado
Contacto de 2 vas
Contacto de Retenida
Interruptor de manija
Interruptor de posicin
Interruptor manual
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
29
FIGURA N 17. Plano elctrico de instalacin de un montacargas o ascensor.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
30
Escalas y Normas Fundamentales.
En el dibujo de ingeniera, las escalas vienen a ser las representaciones de un elemento u objeto en forma proporcional numricamente de manera que se pueda plasmar dichos datos de medida en un papel representativo al que se le llama plano o dibujo. Debemos saber que existen dos clases generales de escalas as tenemos:
Escalas inglesas.
1 Las escalas para ingenieros mecnicos y arquitectos, cuyas longitudes que representan sobre la escala es de un pie (a base de 12, 6, 3, 11/2, etc., pulgadas para el pie), o sea: 12 = 1 pie 6 = 1 pie 3 = 1 pie 11/2 = 1 pie
2 Las escalas para ingenieros civiles, marcadas decimalmente con divisiones de 10, 20, 30, 40, 50, 60 pies por pulgada.
Escalas mtricas.
Para el primer caso adems de una escala natural en centmetros y milmetros tienen otras escalas correspondientes de tamaos: ; 1/3; 1/5; ...... del original. Para el segundo caso las escalas que corresponden a los tamaos de 1/500; 1/1000...... del original. Las escalas de la primera clase son utilizadas por todos los ingenieros mecnicos, electricistas, qumicos, mineros, industriales y civiles para los dibujos de mquinas y estructuras. Las escalas de la segunda clase las utilizan principalmente los ingenieros civiles y arquitectos para trasplantar los datos del terreno, para dibujo de mapas y para la resolucin grfica de problemas. El material de las escalas generalmente es de boj, y algunos son de metal, plstico o papel, tiene la forma triangular al perfil; planas de un solo bisel; de dos biseles; etc.,. Para el dibujo de mquinas las escalas ms convenientes son las planas de bisel contrario con escala natural en un borde y escala en el otro y una segunda con escalas y 1/8. Para los dibujos a escala de mquinas, estructuras son ms apropiadas las escalas inglesas, mientras que las escalas mtricas se emplean mayormente para extensiones grandes. De todo lo que acabamos de decir podemos interpretar las escalas de la siguiente forma:
Escalas Inglesas.
24 = 1 - 0 (tamao doble) 2/1
Escalas Mtricas.
(tamao doble)
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
31
12 = 1 - 0 (tamao natural) 6 = 1 - 0 (tamao medio) 4 = 1 - 0 (tamao 1/3) (raramente usado) 3 = 1 - 0 (tamao ) 2 = 1 - 0 (tamao 1/6) (raramente usada) 1 = 1 - 0 (tamao 1/8) 1 = 1 - 0 (tamao 1/12) = 1 - 0 (tamao 1/16) = 1 - 0 (tamao 1/24) 3/8 = 1 - 0 (tamao 1/32) = 1 - 0 (tamao 1/48) 3/16 = 1 - 0 (tamao 1/64) 1/8 = 1 - 0 (tamao 1/96) 3/32 = 1 - 0 (tamao 1/128)
1/1 (tamao natural) (tamao un medio 50 %) 1/10 (tamao 1/10 10 %) 1/20 (tamao un veintavo 5%) 1/50 (tamao un cincuentavo 2%) 1/100 (tamao un centsimo 1%) 1/200 (tamao un doscientosavo 0,5%) 1/500 (un quinientosavo 0,2%) 1/1000 (tamao un milsimo 0,1%) 1/10000 (un diezmilsimo 0,01%) 1/25000 (un veinticincomilsimo 0,004%)
De todas stas escalas las ms utilizadas para el caso de planos ordinarios supngase de casas pequeas de hasta 18 metros de longitud se usan las escalas 1/4 y en el caso de la mtrica 1/50. Para planos arquitectnicos empleamos las escalas de 1/8 y la mtrica de 1/100 y las escalas mtricas finales para el caso de planos topogrficos. As mismo para los dibujos de piezas pequeas generalmente se hacen en escala doble 2/1 y los mecanismos ms pequeos con escalas ms amplificadas como son: 10/1; 20/1; 40/1; 50/1; etc.
DIMENSIONES OFICIALES DE LOS PLANOS (FORMATOS).
Despus de considerado lo referente a escalas presentamos un enfoque de las diversas dimensiones oficiales utilizados para los planos en el campo de la inge niera de acuerdo a las normas DIN 198, 476, 829, 4999. El Dr. Porstmann, autor de los formatos normales, los desarroll partiendo de una superficie rectangular (x . y = 1). De 1 m2 con una relacin de lados x : y = 1 : 2 Del formato originario (rectngulo de 1 m2 con lados x = 0,841 m e y = 1,189 m) deriva la serie principal A de formatos, obtenida por dobladas a la mitad. y Las series adicionales B, C, D se han previsto para los accesorios de papel (sobres, carpetas, archivadores, etc.) El lado menor de los formatos de la serie B es la media geomtrica de los lados del formato A de la misma clase. El mayor es el menor resultante multiplicado por 2 .
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
32
X/2
Y/2 Y = x 2
X/2 X
x
y/2
Y/2
X Figura N 18 TABLA N I
DIMENSIONES PARA LOS FORMATOS DE PLANOS Formato Clase 0 1 2 3 4 5 6 7 8 9 10 11 12 Serie A mm. 841 x 1189 594 x 841 420 x 594 297 x 420 210 x 297 148 x 210 105 x 148 74 x 105 52 x 74 37 x 52 26 x 37 18 x 26 13 x 18 Serie B mm. 1000 x 1414 707 x 1000 500 x 707 353 x 500 250 x 353 176 x 250 125 x 176 88 x 125 62 x 88 44 x 62 31 x 44 22 x 31 15 x 22 Serie C mm. 917 x 1297 648 x 917 458 x 648 324 x 458 229 x 324 162 x 229 114 x 162 81 x 114 57 x 81
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
33
NORMAS FUNDAMENTALES (DIBUJOS).
De acuerdo a las normas DIN 823 y 824, las normas para los dibujos facilitan su ordenacin en el despacho, en el taller y en sus remisiones. Los dibujos recortados (originales y copias) deben corresponder a los formatos de la serie A El margen de la portada (a) es: En los formatos A0 A3 = ............................................................. 10 mm. En los formatos A4 A6 = ............................................................. 5 mm. En los dibujos pequeos se permite un margen de 25 mm para el cosido, con lo que el tamao til resultante quedar algo menor que el formato normal DIN 820.
Hoja de papel sin recortar con 2 3 cm de margen sobre el tamao del dibujo recortado.
a
Rtulo y lista de piezas.
a Figura N 19 . Dibujo Normalizado
Los formatos estrechos pueden componerse excepcionalmente por sucesin de tamaos iguales o de formatos inmediatos de la misma serie. Las anchuras usuales de los rollos, aplicables a los formatos de la serie A, son los siguientes: Para papel Canson y vegetal ......................................................................1500, 1560 mm. (De ellos se obtiene anchuras de 250, 1250, 660, 900 mm.). Para papeles de copias........................................................................650, 900, 1200 mm. Si todos los formatos hasta el A0 han de sacarse de una tira de papel, se necesita una anchura de rollo de 900 mm.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
34
Figura N 20. Sucesin a lo largo de formatos normales.
Para el encarpetado al formato A4 se plegarn los dibujos como sigue: 1. 2.
La portada, despus de plegado el dibujo, quedar en la cara superior y bien centrada. El primer pliegue se dar a 21 cm del borde izquierdo, para lo cual es ventajoso utilizar una plantilla de 21 x 29,7 cm. 3. Partiendo de c se marca un pliegue triangular (pliegue 2) a fin de que, una vez plegado el dibujo, quede libre el margen izquierdo para el cosido o taladrado. a 4. Partiendo del borde derecho a, se dan plegadas sucesivas hacia la izquierda cada 18,5 cm, siendo conveniente utilizar una plantilla de 18,5 x 29,7 cm. Si una vez deducidos los 21 cm del primer plegado, la longitud de dibujo que queda no es 2, 4, 6, etc, veces 18,5 cm, el residuo menor que 2 x 18,5 cm, se pliega por la mitad (pliegue compensador) , , y . En los dibujos pequeos puede hacerse el plegado a media portada . 5. Finalmente, el dibujo plegado en longitud se pliega en altura partiendo del borde b con dobleces cada 29,7 cm a . Como refuerzo del taladrado o del cosido para evitar que se desgarre el papel, puede pegarse al dorso del recuadro inferior izquierdo una cartulina del formato A5 = 14,8 x 21 cm a (parte punteada). En la forma explicada puede plegarse cualquier dibujo al formato que se desee. En general, los dibujos con formato superior al A1 no se cosen a la carpeta, por resultar entonces de manejo difcil.
10,5
P2
29,7
Pliegue 12 P1 P8 P7 P6 P5 P4 P3
29,7
Pliegue 11
Figura N 21. a
29,7
21
Compensacin
18,5
18,5
18.5
18,5
18,5
18,5 Cuadro exterior
Pliegue 10
Plegado del formato 2 A0=118.9x168,2 cm
29,7
Rtulo
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
35
10,5
P2
Pliegue Compensador
29,7
Anverso
c
P1
Pliegue 6
Exterior
a
P2
29,7
P4
P3
P1
Ext.
29,7
Rtulo b
21 18,5 18,5 21
Rtulo
Plegado del formato A1=59,4 x 84,1 cm.
Plegado a media portada del formato A3=29,7 x 42 cm.
Figura N 22
Plegado en longitud.
Plegado en altura.
Figura N 23
NORMAS FUNDAMENTALES (Rtulo y lista de piezas)
De acuerdo a la norma DIN 28. La aceptacin del rtulo reglamentario en los dibujos de ingeniera tropieza con dificultades, ya que responde ms bien a las necesidades de la construccin de maquinaria. Sin embargo puede resultar til en los diversos planos, pues presenta muchas ventajas comparado con la rotulacin usual. Lo estrictamente unificado para la rotulacin de planos es lo siguiente: El lugar para el rtulo y la lista de piezas es el ngulo inferior derecho del dibujo con posibilidades de ampliacin a la izquierda y hacia arriba. El nmero del dibujo se escribir abajo y a la derecha.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
36
La sucesin de las columnas. El tamao del cuadro de rotulacin se acomoda a las dimensiones del dibujo.
4 3 2 1 c b a N de Piezas Denominacin y observaciones Pieza N de dibujo Material y N de Peso Nde almacn 1s dimens. Modelo (Modificaciones)
Fecha Dibujado Examinado Ex. Normas Escala
Nombre (Firmas) (CASA)
(ROTULO)
(Nmero) Sustituye al..................... Sustituido por...............
Fig. N 24. Formulario de rotulacin para grandes dibujos
Colores para la representacin de tuberas segn la norma DIN 2403.
En los planos industriales y en las instalaciones se emplean un cdigo de colores para la representacin de las tuberas y es la que a continuacin se detallan: Vapor Vapor de alta Vapor de escape Agua potable Agua caliente Agua condensada Agua a presin Agua salada Gas de altos hornos gas de hornos de cok en bruto. Tuberas de ativacin de minas Aire Aire caliente Aire comprimido Polvo de carbn Gas de altos hornos, gas de Hornos de cok, depurado.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
37
Agua para uso industrial Agua residual
Acidos Acjdos Conc. Lejas
Gas pobre Lejas Conc. Gas de alumbrado Aceite Gas de agua Gasoil Gas de aceite Aceite de Alq Acetileno . Acido carbnico Oxgeno Hidrgeno Nitrgeno Amoniaco Figura N 25. Cdigo de colores para tuberas. Alquitrn Vaco Bencina Benzol
I.2. CLASIFICACION DE MAQUINAS Y SISTEMAS INDUSTRIALES.
Cuando nos referimos a las mquinas o equipos, o a los sistemas industriales debemos tener presente que: mquina, es un conjunto de elementos enlazados unos con otros formando combinacione s lgicas capaces de funcionar e interactuar de manera que cumplan una funcin predeterminada en su diseo, ejemplo: una bomba de agua, un televisor, un transformador elctrico, una mquina de escribir, un motor elctrico, un carburador, una bomba de inyeccin, una mquina de soldadura, un tecle, un molino, un martillo neumtico, etc., y que interpretamos como equipo al conjunto de dos o ms mquinas a fin de lograr una accin conjunta de ellas, sincronizadas adecuadamente para obtener un funcionamiento integral propuesto en el diseo del equipo, como ejemplo podemos plantear los siguientes: Un equipo de soldadura conformado por la mquina de soldar, los cables de acoplamiento con la tenaza del portaelectrodo y la tenaza de la mordaza de tierra; Un motor de combustin interna conformada por el monoblock, culata, carburador, bomba de aceite, bomba de agua, radiador, distribuidor, rbol de levas, rbol cigeal, etc., (conjunto de mquinas y elementos); Una gra (conjunto de tecle, motor y elementos); Un equipo de molienda (conjunto de molino, motor, fajas, controles). Ahora bien, cuando nos referimos a sistemas en la industria, se entiende que viene a ser el conjunto de equipos y mquinas que actan en labores conjuntas, cada una con su
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
38
trabajo determinado a fin de lograr un producto final de la materia prima que ingresa al inicio del proceso del sistema y que al recorrer por las mquinas y equipos que la componen sufren cambios y variaciones en su estructura fsica y en otros casos en su estructura qumica y molecular hasta conseguir el producto terminado segn lo planteado en el diseo de la planta industrial, la que viene a ser un sistema industrial. De acuerdo a lo que acabamos de manifestar podemos decir que las mquinas, equipos o sistema industriales se clasifican en los siguientes grupos:
ESTATICOS , todos aquellos que funcionan sin movimiento mecnico ejemplo: Los
transformadores elctricos, los tableros de control, etc.,.
DINAMICOS , todos aquellos que presentan movimiento mecnico de una u otra forma
para obtener los resultados propuestos, y ellos se clasifican a su vez en:
CENTRIFUGALES, relacionado a todos aquellos que funcionan con movimiento
rotativo, excntrico, etc., y entre ellos podemos indicar a los siguientes: Un motor de combustin interna (por el movimiento circular en el volante), un motor elctrico, una bomba centrfuga, molino de viento, ciclones, etc.,.
RECIPROCANTES, referido a todas aquellas cuyo funcionamiento es de percusin o
movimiento alternativo, o sea que su movimiento es lineal cclico, pendular, excntrico, etc., y como ejemplos se indican a los siguientes: Un motor de combustin interna (por el movimiento alternativo y de percusin de los mbolos en el rbol cigeal), un martillo de percusin, un taladro neumtico, etc.,.
I.3. CIMENTACION DE MAQUINAS.
La parte ms importante del edificio de una planta industrial, es la cimentacin. La determinacin de la resistencia del subsuelo, la seleccin de un factor de seguridad de trabajo, y la determinacin de la forma y tamao de la zapata para lograr una construccin econmica, requieren la aplicacin de un criterio de ingeniera bastante experimentado y refinado. La cimentacin es la parte de la estructura que transmite las cargas a los apoyos, por lo que es esencial que los asentamientos se reduzcan al mnimo y sean uniformes en todos los puntos, por lo cual debe darse a la cimentacin un rea de apoyo lo suficientemente grande para que se reduzca la presin en el material subyacente. En el caso de que los suelos tengan poca resistencia, pueden usarse cimentaciones de pilotes, para reducir los asentamientos, as mismo se debe proyectar de manera que la resultante de las cargas verticales pase por el centro de gravedad de stas. Para determinar el carcter de los estratos en que se apoyar la cimentacin es necesario hacer sondeos.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
39
Fundaciones. Naturaleza del terreno. Reconocimiento del terreno.- Se realiza extrayendo muestras del terreno determinado
por medio de sondas, bajo el nivel de cimentacin, para averiguar la firmeza del suelo, lo que se consigna en perfiles geolgicos. Ensayos de carga del terreno .- Se realiza mediante las mquinas de ensayo por vibracin, para investigar la dinmica del suelo, con la finalidad de terminar el efecto de las cargas alternativas, a que estn sujetas ciertas obras, as como tambin las compresiones del terreno y de sta manera hallar la constante del suelo c = k/s (coeficiente de asiento), 2 siendo k = la carga especfica a que se le somete (kg./ cm ) y s = el asiento o compresin (cm.).
Anlisis fsico qumico .- Se emplea para completar los datos obtenidos por sondeo, nos
da a conocer, la composicin, cohesin, rozamiento interno, elasticidad, plasticidad, densidad aparente, finura de grano, porosidad, permeabilidad y humedad de los diversos estratos. Todos stos datos sirven para decidir sobre las condiciones de resistencia de un suelo sometido a la carga variable de la obra. Su compresibilidad y elasticidad son los factores principales de su resistencia a la carga. Su cohesin y rozamiento interno los que determinan el empuje horizontal que producen las tierras sobre los muros de solecimiento.
Clases de terreno . De acuerdo a su resistencia. Clase 1 : Terrenos de roca, se comportan como cuerpos elsticos y resistentes y admiten
compresin, extensin y cortadura (roca homognea, y conglomerados).
Clase 2 : Terrenos coherentes, pero con cierta cantidad de agua capilar; la tensin
superficial puede haber desaparecido (terrenos empapados, arcillas y limos recientes), o persistir (arcillas antiguas). Clase 3 : Terrenos granulados, desprovistos de cohesin y por lo tanto sin resistencia de extensin y de cortadura (arena, guijo), la presin se transmite de grano a grano.
Carga de seguridad.
En la solera de la fundacin se desarrollan fuerzas verticales y a veces horizontales las que pueden provocar asientos y stos corrimientos.
Accin de las presiones verticales.
El asiento elstico depende del mdulo de elasticidad de los estratos que hay debajo
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
40
del cimiento. Los asientos permanentes de un terreno son funcin de su resistencia a refluir por los costados, lo que debe prevenirse ya que pueden provocar aumento de fatiga en la obra, grietas, desplomes, etc.,. El asiento admisible es s = 0,4 2 cm. de acuerdo al efecto que pueda producir en la obra. La carga especfica de seguridad (k 0 ) se determina por: K0 = c. s
Donde: C = coeficiente de asiento en kg./cm2 determinado mediante aparatos vibradores. s = dato experimental e xtrado del manual de construcciones (pag. 55) Cimiento
Figura N 26. Asentamiento del terreno por accin del cimiento.
Accin de los empujes horizontales. Debido a las fuerzas externas la presin
resultante en la base del cimiento, a menudo es oblicua, su componente horizontal deber contrarrestar el rozamiento de la base o el empuje pasivo de las tierras contiguas.
Sistemas de fundacin. Fundaciones en Seco .
Terreno seguro a poca profundidad.- Los cimientos cargan directamente sobre un estrato consistente del terreno, situado a escasa profundidad, emplendose mtodos como:
Fundacin por pilares o fajas.- Se construye de: hormign en masa (a), o de
hormign armado (b) ; en terreno flojo es aconsejable el empleo de armadura. La seccin peligrosa x x del cimiento debe calcularse por flexin y cortadura, teniendo en cuenta la posibilidad de ser disimtrica la carga. En anteproyectos puede asumirse: Para hormign en masa b = h cotg. 60 = 0,6 h Para hormign armado b = 2h 3h
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
41
Pilar Pilar Basamento de hormign armado. Hierros de enlace
b x
h 60
Hierros de enlace
Cimiento de hormign apisonado
Emparrillado del basamento Hierros inferiores (sin doblar)
Hierros inferiores (doblados) (a) (b) Base de cemento armado Figura N 27. Caractersticas de la armadura de una fundacin por pilares.
Terreno seguro a mucha profundidad .- En ste caso, es preciso crear una
infraestructura que trasmita las fuerzas del cimiento hasta el estrato profundo consistente. La infraestructura puede consistir en una consolidacin del terreno, en un emparrillado sobre pilotes de madera, metlicos o de cemento armado, o en una serie de pilares (o incluso de pozos). Pilotes de madera.
Consolidacin del terreno .- Los terrenos cenagosos y las formaciones palustres
pueden consolidarse aadindoles arena, apisonando piedra, o cilindrando grava para formar una capa superficial dura. En capas permeables de guijo o de arena, se puede inyectar lechada de cemento o mortero fluido a presiones de hasta 12 atmsferas, mediante tubos de 1 que se hincan previamente.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
42
Fundacin por pilotes.Para ste gnero de fundaciones (en seco) se emplea pilotes metlicos y pilotes de hormign.
Fundaciones en el agua. Consolidacin del terreno .Superficial, mediante grava apisonada o cilindrada, o tambin comprimiendo en l piedra gruesa. De manera profunda, por inyecciones de cemento o de productos qumicos, o por congelacin en el caso de cimentarse sobre pozos. En terrenos pantanosos, y como base para la cimentacin de obras secundarias, cabe la mejora del suelo por terraplenes de arena (dndoles la debida estabilidad mediante hileras de pilotes), la arena puede servir tambin para desalojar y sustituir el cieno.
TABLA N II CAPACIDAD DE CARGA ADMISIBLE DE DIFERENTES ESPECIES DE TERRENOS PARA CIMENTACIN EN (Kgr./cm2)
Terreno aluvial...................................................................... 0,5 Arcilla suave. ........................................................................1,0 Arcilla firme...........................................................................2,0 Arcilla hmeda.......................................................................2,0 Arena y arcilla mezclada..... ..................................................2,0 Arena fina seca..................... .................................................3,0 Arcilla dura............................................................................4,0 Arena gruesa seca..................................................................4,0 Hormign o grava..................................................................8,0 Hormign compacto..............................................................8,0 Roca Pizarra.........................................................................10,0 Roca mediana........................ ..............................................19,0 Roca bajo cajones de cimentacin... ...................................25,0 Roca dura.......................................... ..................................78,0 Roca nativa...............................................................175 y ms
Fuente: H. Dubbel. Manual del Ingeniero Editorial Mc. Graw Hill. Mxico 1985. p. 1585
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
43
TABLA N III CLASIFICACIN DE LOS TERRENOS POR SU NATURALEZA Y APTITUD PARA SOPORTAR CARGAS
Terreno de cimentacin Buena (3 30 kg/cm2 ) Terreno sin consistencia ROCA HORMIGON GRAVILLA ARENA GRUESA ARCILLA SECA BARRO SECO MARGA SECA
Terreno de cimentacin Mediana (1,5 3 kg/cm2 ) ARENA FINA ARENA MEDIANA
Terreno de cimentacin Mala (0 1,5 kg/cm2 )
Terrenos consistentes
ARCILLA HUMEDA BARRO HUMEDO MARGA MANTILLO, LIMO, FANGO, MARGA CON GUIJARROS, TURBA, TIERRA PANTANOSA RELLENO, ARENA MUY FINA.
CIMENTACIN .Es la parte de la estructura que normalmente se encuentra bajo la superficie del terreno y que transmite las cargas o el peso de la maquinaria y sus acciones al suelo. Todos los suelos se comprimen algo cuando se les aplican cargas, originando asentamiento. Para una cimentacin de mquinas se debe ele gir un terreno resistente. Los requisitos que deben tomarse en cuenta en el diseo de una cimentacin para mquinas son: Las cimentaciones totales de una estructura deben estar limitadas a una cantidad muy pequea, no se debe sobrecargar al suelo. La diferencia del asentamiento, entre las diversas partes de la estructura debe ser eliminada
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
44
tanto como sea posible. Si se produce el asentamiento ste debe ser uniforme, no siempre se encuentra suelos de buena resistencia a profundidades razonables, y el uso de los pilotes se justifica en ste caso. El clculo de las cimentaciones para mquinas es considerado, dentro del medio prctico ingenieril, ms bien un arte que una ciencia, arte que debe ser, sin embargo, elaborado con experiencia y mucha intuicin, para proporcionar, de una manera adecuada, el elemento que servir para soportar y transmitir al suelo de desplante las cargas, tanto estticas como dinmicas, sin producir alteraciones en el funcionamiento normal de las mquinas ni en la estructura en la cua l son instaladas. En ste tipo de cimentaciones, en el cual el concreto reforzado tiene tanta aplicacin, las cargas estticas tienen relativamente poca importancia comparadas con los efectos de las masas vibratorias. Aunque los fabricantes de mquinas proporcionan stas ms o menos equilibradas, siempre quedan acciones dinmicas remanentes no compensadas que tienen que ser tomadas en cuenta.
Fuerzas que entran en consideracin. Carga permanente.
Se considera al peso propio de los cimientos, peso de las mquinas sentadas sobre aquellos, esfuerzo de traccin de las correas de transmisin, aspiracin del condensador en las turbinas, etc.
Esfuerzos dinmicos.
Pueden ser: irregulares y regulares o peridicos.
Esfuerzos dinmicos irregulares o aislados.- Llamados as aquellos que se
presentan en forma no continua, ejemplo: la percusin de los martinetes, los efectos de inercia en los montacargas y castilletes de extraccin de las minas, los esfuerzos irregulares de las chancadoras, etc.
Esfuerzos dinmicos regulares o peridicos.- Su caracterstica principal es su
variacin en funcin del tiempo, segn una ley sinusoidal. Como ejemplo tenemos: Las fuerzas de inercia de las masas alternativas (y sus momentos de 1 y 2 orden), los esfuerzos en las mquinas de mbolo, los componentes vertical, y horizontal de la fuerza centrfuga de las mquinas rotativas.
Cargas estticas virtuales equivalentes a las acciones dinmicas.
En la prctica se reemplazan los esfuerzos dinmicos que actan sobre el fundamento, por una sobrecarga esttica ideal que determinara en aquel tensiones equivalentes, valindose de un coeficiente de vibracin ( ).Esta sobrecarga virtual debe
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
45
aumentarse todava (multiplicndose por un coeficiente de fatiga ( ),para tener en cuenta la disminucin de resistencia debida a la alternativa de valor y signo de las fuerzas (resistencia a la vibracin); para esfuerzos dinmicos que obren sin interrupcin, = 3, si son intermitentes = 2. Multiplicando por () y por ( ) el esfuerzo dinmico se obtie ne la carga esttica virtual ( Ps ).
Equilibrio de los cimientos. Las cargas permanentes y las sobrecargas virtuales
constituyen la totalidad de las fuerzas exteriores que obran en el cimiento. Para evitar asientos desiguales del fundamento, la resultante de todas las fuerzas debe pasar por el centro de gravedad de la base.
Anlisis de las sobrecargas estticas virtuales.
Siendo: G = peso total del macizo de fundacin, incluso cargas permanentes de la mquina (t). G1 , G 2 =pesos parciales del cimiento, co n las respectivas cargas de la mquina (t). Jg = momento polar de inercia (reducido al peso G) con respecto a un eje perpendicular al plano de la figura que pase por el centro de gravedad (t m2). i = J g/G el radio polar de inercia (m). g = 9,81 m/seg2. B = peso de la masa del martinete. v = velocidad ( m/seg. ) k = coeficiente de percusin entre 0 1 a = distancia de los pesos o fuerzas al centro de gravedad S en (m). = desplazamiento elstico del cimiento (m), o su rotacin. 0 = desplazamiento elstico vertical del cimiento, por efecto de su peso (m). ne = nmero propio de oscilaciones ( 1 /min. ). nm = nmero de carreras o de revoluciones de la mquina ( 1/min. ). = coeficiente de fatiga. = coeficiente de vibracin P = esfuerzo desarrollado por la accin elstica (t) Ps = Sobrecarga esttica virtual equivalente a las acciones dinmicas. Suponiendo que el cimiento constituye una placa rgida apoyada elsticamente, y que las fuerzas actan tan solo en un plano (plano de la figura). El macizo de fundacin, de peso (G) incluyendo la carga permanente de la mquina, puede reemplazarse por dos puntos materiales rgidamente unidos, de pesos parciales G1 y G2 aplicados al eje vertical. Sus distancias (a1 ) y (a2) al centro de gravedad dependen del mayor o menor grado de elasticidad de apoyo de la placa.
a1, 2 = a0 (a0 )2 + i2
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
46
h G1 1 a1
G S i
a2
P/2 P/2 2 Figura N 28. Esquema de las sobrecargas estticas virtuales.
Siendo: ( i2 zz - xx ) a0 = 2 xz
donde: xx = traslacin horizontal del centro de gravedad S por la accin de una fuerza horizontal igual a uno, aplicado en aquel. xz = la que provoca un par igual a uno, situado en el plano de la figura. zz = la rotacin del cimiento en virtud de un par unidad. Como: a1 . a2 = i2 valen: a2 G1 = G a1 + a 2 = G (a1 )2 + i2 i2 G2 = G a1 + a2 a1 = G (a2 )2 + i2 i2 resulta que determinan un tringulo rectngulo y los pesos parciales
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
47
Clculo en el caso de esfuerzos dinmicos irregulares.- Un choque o impulsin
vertical que acte segn el eje vertical de gravedad, determinar una vibracin del peso total G de frecuencia propia. Un choque horizontal en el punto de aplicacin de G1 har vibrar la masa de G1 con frecuencia propia (G2 ) permanece en reposo como centro de oscilacin. Un choque horizontal en el punto de aplicacin de G2 har vibrar su masa alrededor del polo G1 (oscilaciones pendulares).
Percusin vertical e irregular de un martinete.Cuando la masa de peso B percute sobre el cimiento con una velocidad ( vg ) la velocidad ( VG ) del bloque de fundacin inmediatamente despus del choque se tiene: Siendo: vB = 2 g h
VG ( B + G ) = vB ( 1 + k )B
A ste movimiento iniciado por el cimiento se opone (con intensidad creciente) la reaccin elstica del suelo o superficie de asiento, reaccin (P) en el instante de alcanzar el movimiento, su amplitud mxima ( ). = vB 0 / g y la mxima reaccin elstica del fundamento (compresin adicional del suelo) ser: P=G 0 = G vG g 0 = G = vG g 0 coeficiente de vibracin
El coeficiente de vibracin expresa el tanto por ciento en que aumenta la presin esttica de la base del cimiento por efecto de la percusin. As la sobrecarga virtual equivalente a la reaccin elstica del choque es: Ps = G
De ello deducimos que ( ) es tanto menor cuanto mayor la masa del fundamento y ms plstica la superficie del asiento (valor k pequeo). De ah la conveniencia de interponer una capa de material blando (corcho armado) debajo del cimiento.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
48
Cimentaciones sometidas a efectos dinmicos.
Las cimentaciones para mquina s estn sometidos tanto a los esfuerzos estticos debidos a la carga muerta total, como a los esfuerzos dinmicos producidos por las fuerzas de inercia segn la ley de Newton: F = m a. Debido a esto las partes de una mquina en movimiento dan lugar a vibraciones que, muchas veces, producen efectos bastante complejos. Estos efectos dependen de la clase de mquinas de que se trate, y por lo tanto las caractersticas de la cimentacin sern de acuerdo a esa variacin en la maquinaria. Las caractersticas principales de una cimentacin para mquinas se resumen de la siguiente manera: a) Ser de tal naturaleza que pueda absorber en su interior, ya sea total o parcialmente, los esfuerzos producidos por las fuerzas de inercia. b) Evitar el fenmeno de resonancia, que se produce cuando el nmero de revoluciones de la mquina coincide con las oscilaciones propias de la cimentacin, lo que hace imposible el funcionamiento de las mquinas. c) Mediante el empleo de adecuados amortiguadores, se elimina las vibracio nes remanentes. Para proporcionar la resistencia adecuada a las reacciones cinticas debidas al movimiento de las partes de una mquina, es obvio que el mtodo ms sencillo corresponde al empleo de cimentaciones pesadas. Haremos algunas indicaciones al respecto: 1.- Una masa m = P/g que se mueve a una velocidad (v), genera un trabajo de m v2 /2 que debe ser absorbido por la cimentacin de masa M , y la velocidad V de tal manera que: m v2 = 2 2 M V2
De lo indicado se deduce que aumentando la masa (M ) de la cimentacin, la velocidad (V) de la misma puede ser reducida a voluntad, es decir, se pueden reducir las vibraciones en la cimentacin. El asunto estriba en cual es el peso adecuado que debe escogerse. Dunham aconseja que se obtengan recomendaciones del fabricante ya que, de pasadas experiencias, es el ms enterado para proporcionar dicho dato segn las condiciones imperantes. 2.- Considerando un movimiento de rotacin, una masa cuyo centro de gravedad se encuentra a una distancia (R) del eje de rotacin causar una fuerza centrfuga (F) tal que: m v2 F = R
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
49
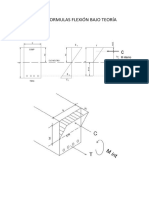
En stos casos del problema se pueden presentar tres aspectos como son: 1.- Cuando el centro de gravedad (c) de la parte que gira , en el sentido de las agujas del reloj, se encuentra arriba del eje de rotacin (o). En estos casos la fuerza (F) que se produce tiende a levantar la cimentacin, por lo que sta debe estar fuertemente anclada mediante pernos que atraviesan toda la cimentacin, si es necesario.
C O
Figura N 29. Momento de volteo cuando el centro de gravedad est arribo del eje o
2.- Corresponde al momento en que , durante el giro de la parte mencionada arriba, el punto (c) queda en la parte inferior de (o). En estos casos, la fuerza (F) provocar nada ms que una compresin en la cimentacin.
Figura N 30. Momento de volteo cuando el centro de gravedad est debajo del eje o 3.- El aspecto corresponde al momento en el cual el centro de gravedad (c) de la parte que gira, se encuentra a la derecha del punto (o) y por lo tanto una componente de (F) es
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
50
horizontal e incrementa el valor total de (F). Cuando esto sucede, se produce un momento en el punto (A) de la base de la cimentacin que vale FZ provocando un esfuerzo ( ):
z - A + B Figura N 31. Momento de volteo cuando el centro de gravedad est a la derecha de o
MC l
FZC LB3 12
12 FZC LB3
Estos movimientos alternativos del punto (c) durante el trabajo de la mquina provocarn cambios en los esfuerzos del terreno que deben ser considerados. De ah que se recomiende, para cimentar mquinas, terrenos que sean resistentes y cuyo esfuerzo de trabajo o de capacidad de carga admisible se considere igual a la mitad del considerado para las cimentaciones comunes. Ejemplo: Calcular la cimentacin para un martillo si se conocen siguientes caractersticas: Peso del martillo = P = 1,5 Tm. Velocidad de percusin (dato del fabricante) = 6,26 m/seg. Peso del yunque y de la mquina = Q = 20 Tm. Area de apoyo de la mquina sobre el macizo de cimentacin = Ac = 4,5 m2 Bajo el yunque hay una capa de fieltro de 0,03 m de espesor. Mdulo de elasticidad del fieltro = E1 = 400 kg/cm2.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
51
Peso del macizo de la cimentacin (supuesto) = G = 150 Tm. Entre el terreno y el macizo de cimentacin hay dos capas de corcho de 0,06 m de espesor cada una, o sea, e = 2 x 0,06 = 0,12 m Mdulo de elasticidad del corcho = E2 = 50 kg/cm2. Area de asiento sobre el terreno = At =20 m2. Mdulo de reaccin del terreno = K = 30 kg/cm3 = 30,000 Tm/m3 Coeficiente de percusin = k = 0,5 (choque imperfectamente elstico). Solucin: La velocidad inicial del choque en la parte superior del macizo de cimentacin es de:
vp (1 + k)P v = P+Q =
6,26 (1 + 0,5)1,5 = 0,65 m/seg. 1,5 + 20
Mquina
Yunque Fieltro
Corcho
FIGURA N 32. Cimentacin de martillo percutor
La deformacin elstica del fieltro bajo el yunque es de: S 1 = (Q + P) e = Ac E 4,5 m2 x 4000 Tm/m2 (20 Tm + 1,5 Tm) 0,03 m = 0,0036 cm
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
52
El coeficiente de vibracin ser: = v S2 g = 0,65 (0,000036) (9,81) = 34,5
La sobrecarga virtual en la parte superior de la cimentacin, haciendo uso de: = 3, ser: Ps = G = (3) (34,5) (20) = 2070 Tm. La presin sobre el macizo de cimentacin es: = Ps + G + P = Ac 4,5 2070 + 20 + 1,5 = 465 Tm/m2 = 46,5 kg/cm2
En la superficie de desplante del suelo se tiene que la velocidad inicial transmitida por el choque es de: v (1 + k) Q vg = Q+G = 20 + 150 0,65 (1 + 0,5 ) 20 = 0,115 m/seg.
La deformacin elstica inicial del corcho vale: S 2 = (Q+G)e = QxE 20 x 500 ( 20 + 150 ) 0,12 = 0,00204 m.
La deformacin elstica inicial del terreno es : S 3 = Q+G = K At 30,000 x 20 20 + 150 = 0,000283 m.
La deformacin elstica total en la base de la cimentacin ser de:
S = 0,00204 + 0,000283 = 0,00232 m.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
53
El coeficiente de vibracin vale: 0,115 = (0,00232)9,81 = 0,15 0,115 = 0,77
La sobrecarga virtual en la superficie de desplante de la cimentacin, empleando un valor para = 3, es: P = ( Q + G ) = (3) (0,77)(170) = 393 Tm. El suelo de desplante estar sometido a una presin de: = G + Q + Ps = At 20 150 + 20 + 393 = 26,1 Tm/m2 = 2,61 kg/cm2
Refuerzo del macizo de cimentacin.
Estos tipos de cimentaciones que acabamos de analizar deben reforzarse en las tres direcciones del espacio mediante el uso de varillas del N 5 (5/8 ) o del N 6 (3/4 ) con separacin de 0,40 m 0,50 m respectivamente. Para resistir los esfuerzos horizontales de desgarramiento, adems de los esfuerzos principales de tensin oblicua, se colocan varillas de refuerzo del N 6 (3/4 ) inclinadas a 45 paralelamente al plano longitudinal del macizo de cimentacin, con separaciones mximas longitudinales de un metro, y en sentido transversal a 0,50 m. Las varillas horizontales normales al contorno exterior sern del N 7 (7/8 ) con el fin de evitar el agrietamiento del concreto. (ver figura N 33). Como puede observarse el macizo de la cimentacin se encuentra instalado en un foso de concreto armado aislado del mismo por capas de corcho. El eje del yunque debe coincidir con el eje del macizo de cimentacin para que los esfuerzos del choque se repartan ms uniformemente.
Los esfuerzos dinmicos peridicos.
En la prctica de las cimentaciones de mquinas viene a ser el caso ms comn, y que es muy necesario evitar que se presente el efecto de resonancia, o sea que es importante evitar que el nmero de revoluciones de la mquina coincida con el nmero de oscilaciones propias de la cimentacin. Teniendo una cimentacin que se encuentre bajo los efectos de choques rtmicos
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
54
verticales, como los producidos por un motor Diesel, la resultante de todas las fuerzas verticales deber pasar por el centro de gravedad de la cimentacin. El descenso S1 de la cimentacin se calcula, como en el caso de los choques no rtmicos, por la frmula:
Pt S1 = At . K en la que: S1 = Asentamiento de la cimentacin, en metros. Pt = Peso de la cimentacin y de la mquina, en toneladas. At = Area de la base de la cimentacin en metros cuadrados. K = Mdulo de reaccin del suelo en toneladas mtricas por metro cbico, o sea, la relacin del esfuerzo en toneladas por metro cuadrado al asentamiento en metros. Obtenido el valor del asentamiento S1 , es necesario calcular el nmero de oscilaciones verticales (nc ) de la cimentacin. Este valor de nc ser mayor a medida que la masa de la cimentacin disminuye y que aumenta tanto el rea de apoyo de la cimentacin y el mdulo de reaccin K del suelo. En el caso de oscilaciones horizontales el clculo de la frecuencia se hace de la forma siguiente: Si se designa por (z) la altura del centro de gravedad del conjunto formado por la cimentacin y la mquina, referida dicha altura a la superficie de desplante de la cimentacin, el desplazamiento del centro de gravedad ( fG ) debido a la suma de los asentamientos S1 y S2 causados por el giro de la cimentacin y el desplazamiento horizontal de la misma, se calcula de la manera siguiente: FG = S1 + S2 S1 = h tan = 12 . z2 . Pt , en la que K . a. b 3
= Angulo de inclinacin de la cimentacin con la horizontal. Para calcular el valor de S2 es necesario hacer intervenir el coeficiente ( C ) de Rausch que es la relacin entre el esfuerzo de tensin ( t ) en la base de la cimentacin y su desplazamiento correspondiente. O sea que: t C = S2 Por lo tanto:
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
55
t S2 = C =
Pt a b C
Luego el desplazamiento del centro de gravedad es: 12 z2 Pt fG = S1 + S2 = K a b3 + abC Pt = ab k b2 Pt 12 z2 + C 1
Conociendo ste valor de fG se calcula las oscilaciones (nc) propias de la cimentacin, o sea el nmero de oscilaciones por minuto o frecuencia de ellas as: 60 nc = T = 2 60 g x fG 1 = fG 300 = Pt ab 12 z2 + k b2 C 1 300
En la frmula podemos ver que las oscilaciones horizontales propias de la cimentacin sern mayores a medida que la masa de la cimentacin es menor y mayores los valores de At = a b de C y de K. Si el ancho b en el sentido de las oscilaciones aumenta, y disminuye la profundidad z, tambin aumenta el valor de nc . De todo ello podemos afirmar que si el valor de nc , se aproxima al valor de la velocidad de la mquina (dato que proporciona el fabricante) y dicha velocidad no puede ser modificada, se hace necesario que se modifique la masa de la cimentacin o que se modifique el valor del mdulo de reaccin K del suelo interponiendo una capa elstica entre el suelo y el macizo de cimentacin, que a su vez tambin tiene la ventaja de que ayuda a impedir que las vibraciones se transmitan a las otras mquinas vecinas y a las construcciones prximas. Del mismo modo, adems de evitar la resonancia, hay que hacer intervenir los esfuerzos estticos equivalentes a los esfuerzos dinmicos, que como tratamos anteriormente se calculan por la frmula: Ps = P Tomando = 3 para los choque rtmicos permanentes, y para el coeficiente el valor siguiente: (nc)2 = (nc)2 (nm)2 en donde: nc = frecuencia de las oscilaciones de la cimentacin, o sea el nmero de oscilaciones por minuto de la cimentacin.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
56
nm = frecuencia o nmero de oscilaciones de la mquina por minuto P = cada una de las componentes del sistema solicitante. Las fuerzas horizontales que actan peridicamente pueden ser descompuestas en dos direcciones y en un momento de rotacin equivalente a un par.
Mquina
Yunque Fieltro
Corcho
Figura N 33. Cimentacin reforzada de una mquina de percusin. De todo ste anlisis observamos que, usualmente se sigue el mtodo esttico para el diseo de cimentacin para maquinaria, el que consiste en incrementar el peso propio de la mquina con un factor de impacto, y luego disear la cimentaci n, sujeta a la carga esttica incrementada. Sin embargo, aunque con sta forma de anlisis se llegue a condiciones de capacidad de carga admisible adecuada y a obtener asentamientos permisibles, se puede presentar la posibilidad de que la frecuencia de vib racin correspondiente a la velocidad de operacin de la mquina o alguna de sus componentes armnicas coincida con la frecuencia fundamental de vibracin del sistema suelo cimentacin, producindose un fenmeno de resonancia en que las amplitudes de vibracin resultante pueden ser intolerables. Esto aunado al hecho de que las vibraciones producidas por la mquina produzca un incremento inadmisible en la capacidad relativa de los suelos arenosos en que descanse la cimentacin, o que produzca remoldeo en las arcillas sensitivas, hacen resaltar la necesidad de recurrir a un mtodo de diseo de las cimentaciones para mquinas que tome en cuenta la naturaleza eminentemente dinmica del fenmeno, pero partiendo como primer tanteo, del mtodo esttico.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
57
Para el diseo preliminar, puede procederse utilizando las recomendaciones del fabricante de la mquina o por medio de tanteos, pero en todos los casos deben satisfacerse los requisitos bsicos tanto de la esttica relativos a momentos de volteo, como los de la Mecnica de Suelos relativos a capacidad de carga y asentamientos producidos por cargas estticas. Usualmente las cimentaciones de mquinas, consisten de un bloque de concreto masivo que, para el estudio de las vibraciones, suele considerrsele infinitamente rgido. As mismo, para evitar asentamientos diferenciales y vibracin torsional de la cimentacin, hay que proveer que el centro de gravedad comn de la mquina y del bloque de cimentacin coincidan con el centroide del rea de contacto entre el suelo y el macizo de cimentacin. Se recomienda que la frecuencia natural del sistema mquina cimentacin - suelo sea de una a dos veces la velocidad de operacin de la mquina.
Cimentacin de concreto reforzado. Cimentacin de tipo pedestal.
Figura N 34. Cimentacin reforzada tipo pedestal Caractersticas: 1. Barras a para reforzar la tensin que se produce en los pernos de anclaje y los refuerzos horizontales de montaje. 2. Barras en la parte superior para reforzar los mangos de tubo y evitar rajaduras y mantener en su sitio las barras a en la construccin. 3. Las barras c sirven para hacer un amarre de los dos extremos de la estructura. 4. En cimentaciones pequeas se pueden extender pernos de anclaje hasta la base y suprimir las barras a. 5. No es necesario barras intermedias, salvo por fuerte vibracin o por refuerzos de temperatura.
INSTALACIONES INDUSTRIALES
Randolph Loayza Guevara
58
Ubicacin del anclaje Area sobre el suelo S S
Figura N 35 Determinacin de la ubicacin del rea de cimentacin.
Cimentacin tpica para mquinas centrfugas.
Figura N 36. Esquema de una cimentacin tpica para mquinas centrfugas. Caractersticas: 1. Cimentacin pesada. 2. La base al nivel del piso. 3. Los pedestales son diseados como vigas continuas a partir de la base 4. Podrase disear las bases independientes hasta A B y C D pero es aconsejable como una unidad. 5. La mquina se sentar sobre el cemento sin relleno. 6. Los lados inclinados mejoran la apariencia y refuerza las bases del pedestal. 7. Los lados son verticales.
Вам также может понравиться
- Mecatrónica - sistemas de control electrónico en la ingeniería mecánica y eléctricaОт EverandMecatrónica - sistemas de control electrónico en la ingeniería mecánica y eléctricaРейтинг: 5 из 5 звезд5/5 (3)
- Metodología básica de instrumentación industrial y electrónicaОт EverandMetodología básica de instrumentación industrial y electrónicaРейтинг: 4 из 5 звезд4/5 (12)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónОт EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónРейтинг: 5 из 5 звезд5/5 (1)
- La investigación en ingeniería: Análisis y solución de casos desde el aulaОт EverandLa investigación en ingeniería: Análisis y solución de casos desde el aulaРейтинг: 4 из 5 звезд4/5 (2)
- Libro Instalaciones Electricas. Ing. Sergio Severiano.Документ214 страницLibro Instalaciones Electricas. Ing. Sergio Severiano.Criss Geralt100% (2)
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209От EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Оценок пока нет
- Análisis y diseño de circuitos eléctricos: Teoría y prácticaОт EverandAnálisis y diseño de circuitos eléctricos: Teoría y prácticaОценок пока нет
- Influencia de los parámetros de inyección y la recirculación de gases de escape sobre el proceso de combustión en un motor diéselОт EverandInfluencia de los parámetros de inyección y la recirculación de gases de escape sobre el proceso de combustión en un motor diéselРейтинг: 3 из 5 звезд3/5 (1)
- Curso moderno de máquinas eléctricas rotativas. Tomo I: La máquina eléctrica en generalОт EverandCurso moderno de máquinas eléctricas rotativas. Tomo I: La máquina eléctrica en generalРейтинг: 3 из 5 звезд3/5 (2)
- Curso moderno de máquinas eléctricas rotativas: Las máquinas eléctricas en régimen dinámicoОт EverandCurso moderno de máquinas eléctricas rotativas: Las máquinas eléctricas en régimen dinámicoОценок пока нет
- TINS Taller I - Ing Electronica y MecatronicaДокумент0 страницTINS Taller I - Ing Electronica y MecatronicaEricsson ViaОценок пока нет
- Microcentrales Hidroeléctricas con aplicación de máquinas reversiblesОт EverandMicrocentrales Hidroeléctricas con aplicación de máquinas reversiblesРейтинг: 5 из 5 звезд5/5 (1)
- Análisis de chorros diésel mediante fluorescencia inducida por laserОт EverandAnálisis de chorros diésel mediante fluorescencia inducida por laserОценок пока нет
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209От EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Оценок пока нет
- Fundamentos de CA y CD - 0432 - Abril 2004Документ234 страницыFundamentos de CA y CD - 0432 - Abril 2004crojas9007Оценок пока нет
- Libro Fundamentos Del Control Eléctrico IndustrialДокумент549 страницLibro Fundamentos Del Control Eléctrico IndustrialLuisa Fer Benitez87% (23)
- Diseño de sistemas termofluidos: Una visión integradoraОт EverandDiseño de sistemas termofluidos: Una visión integradoraОценок пока нет
- Curso de Camiones Pequeños 777D, 775e, 773e, 771D, 769DДокумент200 страницCurso de Camiones Pequeños 777D, 775e, 773e, 771D, 769DHector Plazas Ortiz100% (1)
- Montaje y reparación de sistemas eléctricos y electrónicos de bienes de equipo y máquinas industriales. FMEE0208От EverandMontaje y reparación de sistemas eléctricos y electrónicos de bienes de equipo y máquinas industriales. FMEE0208Оценок пока нет
- Curso moderno de máquinas eléctricas rotativas. Tomo III: Máquinas de corriente alterna asíncronasОт EverandCurso moderno de máquinas eléctricas rotativas. Tomo III: Máquinas de corriente alterna asíncronasОценок пока нет
- Estudio de los efectos de la post inyección sobre el proceso de combustión y la formación de hollín en motores diéselОт EverandEstudio de los efectos de la post inyección sobre el proceso de combustión y la formación de hollín en motores diéselРейтинг: 5 из 5 звезд5/5 (1)
- Análisis del proceso de barrido en motores de dos tiempos pequeña cilindradaОт EverandAnálisis del proceso de barrido en motores de dos tiempos pequeña cilindradaОценок пока нет
- Cálculo termofluidodinámico de filtros de partículas de flujo de paredОт EverandCálculo termofluidodinámico de filtros de partículas de flujo de paredРейтинг: 5 из 5 звезд5/5 (1)
- Trabajo-Rendimiento de RodillosДокумент14 страницTrabajo-Rendimiento de RodillosYuri Topalaya Jimenez75% (4)
- Estudio de los efectos de la cavitación en toberas de inyección diésel sobre los procesos de inyección y de formación de hollínОт EverandEstudio de los efectos de la cavitación en toberas de inyección diésel sobre los procesos de inyección y de formación de hollínРейтинг: 5 из 5 звезд5/5 (2)
- Modelado tridimensional del flujo de aire en el cilindro de motores diésel de inyección directaОт EverandModelado tridimensional del flujo de aire en el cilindro de motores diésel de inyección directaОценок пока нет
- PERFORADORA PerforaciónДокумент59 страницPERFORADORA PerforaciónYuri Topalaya Jimenez50% (2)
- LibroДокумент162 страницыLibrogerardogeor26100% (24)
- Libro AtpДокумент113 страницLibro AtpDanielHuertasZarate100% (2)
- Ingeniería ElectromecánicaДокумент9 страницIngeniería ElectromecánicaJalexis71% (7)
- Alimentacià N de Cargas Crã Ticas y Calidad de La Energã A Elã©c PDFДокумент442 страницыAlimentacià N de Cargas Crã Ticas y Calidad de La Energã A Elã©c PDFDiego Ramos100% (3)
- Texto Electro-Hidraulica Autor Hector Paz LopezДокумент87 страницTexto Electro-Hidraulica Autor Hector Paz LopezEdson palomino0% (1)
- Informe Electroneumatica FinalДокумент17 страницInforme Electroneumatica FinalRoberto EncaladaОценок пока нет
- Sistemas Hidráulicos y NeumáticosДокумент47 страницSistemas Hidráulicos y NeumáticosluisaliasОценок пока нет
- Electronica 1Документ36 страницElectronica 1julio peña limaОценок пока нет
- TornoДокумент5 страницTornoRuben RojasОценок пока нет
- Electricidad Automotriz IДокумент185 страницElectricidad Automotriz ItyoaniaОценок пока нет
- Silabo EE-103 - 2023-1Документ3 страницыSilabo EE-103 - 2023-1VICTOR ENRIQUE QUISPE SAMANEZОценок пока нет
- Anexo #V. Unidad 3Документ13 страницAnexo #V. Unidad 3ALfredo ROldanОценок пока нет
- Máquinas Eléctricas Rolf FischerДокумент397 страницMáquinas Eléctricas Rolf FischerBrais Diaz SanchezОценок пока нет
- Actividad EntregableДокумент15 страницActividad EntregablePahulito ÑikheОценок пока нет
- Proyecto Semestral CompuestoДокумент41 страницаProyecto Semestral CompuestoGracia HernandezОценок пока нет
- Arranque Directo de Un Motor TrifasicoДокумент5 страницArranque Directo de Un Motor TrifasicoJonathan VilcasanaОценок пока нет
- Actividades AutomatismoДокумент12 страницActividades AutomatismoCESAR ALEJANDRO GONZALEZ GARCIAОценок пока нет
- Tesis Stirling PDFДокумент166 страницTesis Stirling PDFYair Carbajal Flores100% (1)
- Control de Un Sistema de Bombeo y Cloración de AguaДокумент108 страницControl de Un Sistema de Bombeo y Cloración de AguaCarlos CubasОценок пока нет
- Sistemas de Bombeo - Word CORRECCIONДокумент73 страницыSistemas de Bombeo - Word CORRECCIONCristhiam Flores ZavalaОценок пока нет
- Introducción A La Ingeniería Electrónica y MecatronicaДокумент153 страницыIntroducción A La Ingeniería Electrónica y Mecatronicahenrygutierrez07Оценок пока нет
- Hidráulica y Neumática TUMI 2019Документ3 страницыHidráulica y Neumática TUMI 2019juan esteban marinОценок пока нет
- Expectativas de La Ingeniería AДокумент12 страницExpectativas de La Ingeniería AJuan Elvis Saavedra NonajulcaОценок пока нет
- Investigacion Maquinas ElectricasДокумент17 страницInvestigacion Maquinas ElectricasJesús García SzОценок пока нет
- Curva I-V de Paneles FotovoltaicosДокумент277 страницCurva I-V de Paneles Fotovoltaicosoespana100% (1)
- Aplicaciones de Los Motores de Induccion TrifasicaДокумент15 страницAplicaciones de Los Motores de Induccion TrifasicaabnerОценок пока нет
- González Rodríguez Adrián LAB5Документ5 страницGonzález Rodríguez Adrián LAB5Adrian RodriguezОценок пока нет
- Sistemas Hidráulicos y Neumáticos - EXAMENES PDFДокумент47 страницSistemas Hidráulicos y Neumáticos - EXAMENES PDFoscarОценок пока нет
- Sistemas Hidráulicos y Neumáticos PDFДокумент47 страницSistemas Hidráulicos y Neumáticos PDFAnonymous SegCAngVY5Оценок пока нет
- Emf 1015 PDFДокумент15 страницEmf 1015 PDFDaniel Ricardo SosaОценок пока нет
- Silabo de Electronica y Electricidad - Secc.1Документ8 страницSilabo de Electronica y Electricidad - Secc.1Olenka PbОценок пока нет
- Estudio Seleccion de Sito Huamancaca ChicoДокумент40 страницEstudio Seleccion de Sito Huamancaca ChicoYuri Topalaya Jimenez100% (3)
- Construccion Losa AligeradaДокумент13 страницConstruccion Losa AligeradaYuri Topalaya JimenezОценок пока нет
- LÍNEA BASE AMBIENTAL Y SOCIAL finalLLLLLLLДокумент39 страницLÍNEA BASE AMBIENTAL Y SOCIAL finalLLLLLLLYuri Topalaya Jimenez0% (1)
- EVAL - iI.A. CUYДокумент117 страницEVAL - iI.A. CUYYuri Topalaya JimenezОценок пока нет
- Diapositiva Calicata y SondeoДокумент11 страницDiapositiva Calicata y SondeoYuri Topalaya JimenezОценок пока нет
- Aditivos para El ConcretoДокумент40 страницAditivos para El ConcretoYuri Topalaya JimenezОценок пока нет
- Compactacion - RodillosДокумент23 страницыCompactacion - RodillosYuri Topalaya JimenezОценок пока нет
- Máquina Semiautomática para Dosificado y Empaque de Líquidos en BДокумент297 страницMáquina Semiautomática para Dosificado y Empaque de Líquidos en BJuan JoseОценок пока нет
- 18-Manual Instalacion Ferroli - A1-A1-A1Документ28 страниц18-Manual Instalacion Ferroli - A1-A1-A1ZETAQОценок пока нет
- Unidad I. Mecanización AgrícolaДокумент3 страницыUnidad I. Mecanización AgrícolaNicolle Ramos SilvaОценок пока нет
- Cotizacion Famper Estructuras MetalicasДокумент1 страницаCotizacion Famper Estructuras MetalicasdanielОценок пока нет
- Actividad 4 (Parte 1) - Mecanica de MaterialesДокумент21 страницаActividad 4 (Parte 1) - Mecanica de MaterialesDavid AngelОценок пока нет
- NOR 1001 Manual Spanish 524Документ12 страницNOR 1001 Manual Spanish 524borisccОценок пока нет
- 11 PorticosДокумент15 страниц11 PorticosAlejandro SánchezОценок пока нет
- UD3 - Circuitos Hidráulicos y Neumáticos - Simbología BásicaДокумент5 страницUD3 - Circuitos Hidráulicos y Neumáticos - Simbología BásicaDarti ErnilzОценок пока нет
- Grupo 2 - Informe N°1 TransmisionesДокумент11 страницGrupo 2 - Informe N°1 TransmisionesSantiago Hugo Quispe VelezОценок пока нет
- Apuntalamiento EdificiosДокумент87 страницApuntalamiento EdificiosJuls SuigenerisОценок пока нет
- Mecanica de Fluidos II FME05Документ12 страницMecanica de Fluidos II FME05Flavio Cesar Alvitez VasquezОценок пока нет
- HT No. 9 F.B. 2S2022 Newton 2Документ2 страницыHT No. 9 F.B. 2S2022 Newton 2Yazid VicenteОценок пока нет
- Biomecanica y Antropometria Iii-94Документ94 страницыBiomecanica y Antropometria Iii-94VIVIANA NARVAEZОценок пока нет
- Practica N°4 - Fico PDFДокумент17 страницPractica N°4 - Fico PDFKevin Carhuatanta ValdiviaОценок пока нет
- 1.1 Causas de La OscilacionДокумент3 страницы1.1 Causas de La OscilacionMoy DiazОценок пока нет
- El Análisis Estructural Existente Se Ha Elaborado Mediante SedapalДокумент27 страницEl Análisis Estructural Existente Se Ha Elaborado Mediante SedapalCarlos ApazaОценок пока нет
- Deducción Formulas Flexion Teoría ElásticaДокумент6 страницDeducción Formulas Flexion Teoría ElásticaAlejandro San MartinОценок пока нет
- Toledo CapitalДокумент4 страницыToledo Capitalbronadia46Оценок пока нет
- Lista de Ejercicios Unidad 4Документ2 страницыLista de Ejercicios Unidad 4SebasTianLopezОценок пока нет
- Tema 3 Subtemas 3.1 e Inicio 3.2Документ6 страницTema 3 Subtemas 3.1 e Inicio 3.2Dann De JesusОценок пока нет
- Instrucciones CUBEДокумент4 страницыInstrucciones CUBEeljonny01Оценок пока нет
- Mini ProyectoДокумент7 страницMini ProyectoMIGUEL HERNANDEZОценок пока нет
- Semana 10Документ7 страницSemana 10Gunther Barrionuevo PazОценок пока нет
- Diseño Separador Horizontal o VerticalДокумент6 страницDiseño Separador Horizontal o VerticalFabian Alexis Aranguren CamposОценок пока нет
- Practica 2 2019Документ2 страницыPractica 2 2019KenryuОценок пока нет
- Term o Metro GalileoДокумент4 страницыTerm o Metro Galileogaminster69350% (1)
- Termo S1-01Документ8 страницTermo S1-01David Janampa HОценок пока нет
- Informe Laboratorio No. 5 Dilatación LinealДокумент11 страницInforme Laboratorio No. 5 Dilatación LinealAlejandro Vargas CortesОценок пока нет
- Ejercicio 1Документ1 страницаEjercicio 1alberto0% (1)
- Riesgo Mecánicos Riesgos MecanicosДокумент2 страницыRiesgo Mecánicos Riesgos Mecanicosjohann merchanОценок пока нет