Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- An Overview of Uninterruptible Power SuppliesДокумент6 страницAn Overview of Uninterruptible Power SuppliesNiranjan kumarОценок пока нет
- Full Wave Rectifier Single Phase ReportДокумент10 страницFull Wave Rectifier Single Phase ReportAmer Al-khorasaniОценок пока нет
- GATT DeclarationДокумент1 страницаGATT Declarationchirag_vaswaniОценок пока нет
- HCF 4000B, 4500B, 40100B Standard SeriesДокумент3 страницыHCF 4000B, 4500B, 40100B Standard SeriesMallickarjunaОценок пока нет
- AM2301Документ11 страницAM2301Edison Fabricio ChuquimarcaОценок пока нет
- DHT11Документ9 страницDHT11Giuseppe RizzoОценок пока нет
- Irs 2453 DДокумент18 страницIrs 2453 DMallickarjunaОценок пока нет
- Maxon Motor SpecificationДокумент60 страницMaxon Motor Specificationkuldeepsingh055Оценок пока нет
- An 7517Документ9 страницAn 7517MallickarjunaОценок пока нет
- Introduction To Com Sol Multi PhysicsДокумент162 страницыIntroduction To Com Sol Multi PhysicsLeonardo MirandaОценок пока нет
- Arduino Library For The AM2302 Humidity and Temperature SensorДокумент2 страницыArduino Library For The AM2302 Humidity and Temperature SensorMallickarjunaОценок пока нет
- Punctuation 1Документ12 страницPunctuation 1hpprinter655Оценок пока нет
- Comsol AcousticsДокумент24 страницыComsol AcousticsAnonymous MvVBq8QdОценок пока нет
- An-1001 IGBT and MOSFET Drivers Correctly CalculatedДокумент0 страницAn-1001 IGBT and MOSFET Drivers Correctly CalculatedMallickarjunaОценок пока нет
- Lecture1 Ch7Документ40 страницLecture1 Ch7MallickarjunaОценок пока нет
- LTC 7138Документ24 страницыLTC 7138MallickarjunaОценок пока нет
- Scale eДокумент0 страницScale eMallickarjunaОценок пока нет
- An 7506Документ9 страницAn 7506MallickarjunaОценок пока нет
- An 7517 PDFДокумент8 страницAn 7517 PDFMallickarjunaОценок пока нет
- Analysis and Methodology For Determining The Parasitic Capacitances in VSI-fed IM Drives Based On PWM TechniqueДокумент34 страницыAnalysis and Methodology For Determining The Parasitic Capacitances in VSI-fed IM Drives Based On PWM TechniqueMallickarjunaОценок пока нет
- Applying MosfetДокумент6 страницApplying MosfetMallickarjunaОценок пока нет
- An 558Документ15 страницAn 558Mairos Barbosa Bittencourt ModestoОценок пока нет
- IHDx 60Документ0 страницIHDx 60MallickarjunaОценок пока нет
- Pcim1998 Scale DriverДокумент11 страницPcim1998 Scale DriverMallickarjunaОценок пока нет
- AES Subjective Testing of DriverДокумент12 страницAES Subjective Testing of DriverMallickarjunaОценок пока нет
- An 558Документ5 страницAn 558MallickarjunaОценок пока нет
- Ashta Lakshmi LyricsДокумент9 страницAshta Lakshmi LyricsMallickarjunaОценок пока нет
- 2010 - Expt7 - Tutorial - Intro To Digital Circuit SimulationДокумент17 страниц2010 - Expt7 - Tutorial - Intro To Digital Circuit SimulationMallickarjunaОценок пока нет
- DC Bias Performance: 110 Delta Drive Pittsburgh, PA 15238 Phone: 412/696-1333 Fax: 412/696-0333Документ1 страницаDC Bias Performance: 110 Delta Drive Pittsburgh, PA 15238 Phone: 412/696-1333 Fax: 412/696-0333MallickarjunaОценок пока нет
- A Novel Boost PFC Converter Employing ZVS Based Compound Active Clamping Technique With EMI FilterДокумент7 страницA Novel Boost PFC Converter Employing ZVS Based Compound Active Clamping Technique With EMI FilterMallickarjunaОценок пока нет
- A New Harmonics Elimination Method Applied To A Static VAR or Using A Three Level InverterДокумент18 страницA New Harmonics Elimination Method Applied To A Static VAR or Using A Three Level InverterMallickarjunaОценок пока нет
- Catalogue Metasol MC E 062016Документ188 страницCatalogue Metasol MC E 062016Imran HaiderОценок пока нет
- IPSДокумент4 страницыIPSSimon RaeОценок пока нет
- 3RW40361TB04 Datasheet enДокумент5 страниц3RW40361TB04 Datasheet enGilles Roland KamgnoОценок пока нет
- Build A Nixie Power SupplyДокумент3 страницыBuild A Nixie Power SupplysoretenegroОценок пока нет
- WEG-CFW500-installation-guide-10007168908 DDDD-en-es-pt-zhДокумент12 страницWEG-CFW500-installation-guide-10007168908 DDDD-en-es-pt-zhHENRIQUEОценок пока нет
- HCF4015B: Dual 4-Stage Static Shift Register With Serial Input/Parallel OutputДокумент10 страницHCF4015B: Dual 4-Stage Static Shift Register With Serial Input/Parallel OutputchinnathambijОценок пока нет
- G2X Certificate ATEX 1Документ2 страницыG2X Certificate ATEX 1Iwan NugrohoОценок пока нет
- Diode Rectifier TutorialДокумент6 страницDiode Rectifier TutorialCephas Mpandika KalemboОценок пока нет
- The Forever Rechargeable VARIABLE Super Capacitor Battery !!!Документ11 страницThe Forever Rechargeable VARIABLE Super Capacitor Battery !!!shadyghanemОценок пока нет
- Damage Form - en 2210649 DMH GG#2 P145 Crankcase Problem 20-06-14Документ4 страницыDamage Form - en 2210649 DMH GG#2 P145 Crankcase Problem 20-06-14aravindhana1a1Оценок пока нет
- APsystems Combo Datasheet 8.21.15Документ2 страницыAPsystems Combo Datasheet 8.21.15Renzo DezaОценок пока нет
- WEG The Abcs of Synchronous Motors Usaem200syn42 Brochure EnglishДокумент40 страницWEG The Abcs of Synchronous Motors Usaem200syn42 Brochure EnglishEduardo RodriguesОценок пока нет
- LT Loads&SwitchgearДокумент48 страницLT Loads&SwitchgearsreekanthbammidiОценок пока нет
- Half-Wave Rectifier: Electronic Devices and CircuitsДокумент22 страницыHalf-Wave Rectifier: Electronic Devices and Circuitsanon_376305376Оценок пока нет
- Checklist For Electrical WorkДокумент1 страницаChecklist For Electrical Worksanket.sakpalОценок пока нет
- Alternators: 4 Pole RangeДокумент20 страницAlternators: 4 Pole RangeRobiОценок пока нет
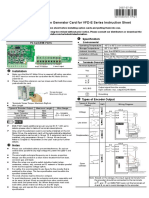
- EME-PG01: Pulse Generator Card For VFD-E Series Instruction SheetДокумент2 страницыEME-PG01: Pulse Generator Card For VFD-E Series Instruction SheetWaseem SajidОценок пока нет
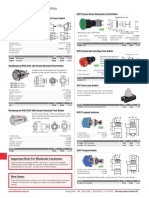
- Emergency Buttons CatalogДокумент1 страницаEmergency Buttons CatalogGokulakrishna RОценок пока нет
- SJ 20100726164139 001 Zxdu58 s151v41r01m01dc Power System Installation Manual280793Документ10 страницSJ 20100726164139 001 Zxdu58 s151v41r01m01dc Power System Installation Manual280793SabrОценок пока нет
- BETA-2 Pancake Geiger TubeДокумент4 страницыBETA-2 Pancake Geiger TubeqqazertyОценок пока нет
- Zener Barrier Applications PDFДокумент36 страницZener Barrier Applications PDFOtavioОценок пока нет
- Banco de Capacitores de Média TensãoДокумент20 страницBanco de Capacitores de Média TensãoJbprofessor Batista100% (1)
- XR1 - Rotor Earth Fault Relay: Manual XR1 (Revision C)Документ16 страницXR1 - Rotor Earth Fault Relay: Manual XR1 (Revision C)ricosa00Оценок пока нет
- Partes y Piezas - Pag 11 - 12Документ13 страницPartes y Piezas - Pag 11 - 12John AnguloОценок пока нет
- Transformer: 5 AmpsДокумент8 страницTransformer: 5 Ampsmd mahinОценок пока нет
- Ed Ail: Voltage Loss Compensator (VLC) Three-Phase 125 - 500 kVAДокумент7 страницEd Ail: Voltage Loss Compensator (VLC) Three-Phase 125 - 500 kVAwempy kurniawanОценок пока нет
- IGBT Behavior Under Short Igbt ShortoffДокумент3 страницыIGBT Behavior Under Short Igbt ShortoffAndré OliveiraОценок пока нет
- VLT Brake Resistor MCE 101Документ188 страницVLT Brake Resistor MCE 101Bella SmithОценок пока нет