Вам также может понравиться
- D 1035am Bill Newell Revised PDFДокумент63 страницыD 1035am Bill Newell Revised PDFRam KadamОценок пока нет
- AWS Learning Skilled Trades Workforce Inspection Techniques: APRIL 2021Документ12 страницAWS Learning Skilled Trades Workforce Inspection Techniques: APRIL 2021nasif andriantoОценок пока нет
- Vibratory Stress Relief Methods for Metal ComponentsДокумент11 страницVibratory Stress Relief Methods for Metal ComponentsVivek KumarОценок пока нет
- AWS April 2014Документ44 страницыAWS April 2014Mohamed FaragОценок пока нет
- Aws WJ 201804Документ141 страницаAws WJ 201804Jorge perezОценок пока нет
- Chapter11 Mechanical BehaviorДокумент31 страницаChapter11 Mechanical BehaviorDheivendranRamiah100% (1)
- 100% Stainless: The Avesta Welding ManualДокумент0 страниц100% Stainless: The Avesta Welding ManualFlorin SoicuОценок пока нет
- Flux Cored Wires (Elga) PDFДокумент15 страницFlux Cored Wires (Elga) PDFVladan TimotijevicОценок пока нет
- Hypoeutectiod Steel Alloys - SteelДокумент52 страницыHypoeutectiod Steel Alloys - SteelnotsofarОценок пока нет
- The ABC's of Nondestructive Weld ExaminationДокумент10 страницThe ABC's of Nondestructive Weld Examinationlethanhhai0306Оценок пока нет
- Shipbuilding Steels Weldability TestsДокумент81 страницаShipbuilding Steels Weldability TestsiulianticОценок пока нет
- Module OrderДокумент2 страницыModule OrderhreerОценок пока нет
- Bulk Deformation ProcessesДокумент41 страницаBulk Deformation ProcessesAbdullahОценок пока нет
- Microstructure Properties: I Sensitivity of Properties To Thermal History?Документ35 страницMicrostructure Properties: I Sensitivity of Properties To Thermal History?MadhusudanОценок пока нет
- Physics of Welding Better VersionДокумент3 страницыPhysics of Welding Better VersionKhurram RehmanОценок пока нет
- Charpy Impact, Bend, and Metallographic Testing ProceduresДокумент26 страницCharpy Impact, Bend, and Metallographic Testing ProceduresAlejandro RodríguezОценок пока нет
- Visualizing Material Properties Slides PDFДокумент31 страницаVisualizing Material Properties Slides PDFivancov catalinОценок пока нет
- How To Use Damage MechanicsДокумент13 страницHow To Use Damage MechanicsAnthony GómezОценок пока нет
- Lecture Ccorrosionorrosion PDFДокумент28 страницLecture Ccorrosionorrosion PDFJonathan DaviesОценок пока нет
- Modern Methods of Non-Destructive TestingДокумент19 страницModern Methods of Non-Destructive TestingphanthanhhungОценок пока нет
- Welding PDFДокумент6 страницWelding PDFNavneet ChaubeyОценок пока нет
- A Study Into The Effects of Residual Stresses and Hot Dip GalvanizingДокумент4 страницыA Study Into The Effects of Residual Stresses and Hot Dip GalvanizingSteve HornseyОценок пока нет
- Weld ImperfectionsДокумент11 страницWeld Imperfections0502raviОценок пока нет
- Module 5 Documents Governing WI and QualificationДокумент44 страницыModule 5 Documents Governing WI and QualificationMiki JaksicОценок пока нет
- Welding Power Source CharacteristicsДокумент5 страницWelding Power Source CharacteristicsEmad A.AhmadОценок пока нет
- Selection Process Overview: - at Concept (Preliminary) LevelДокумент23 страницыSelection Process Overview: - at Concept (Preliminary) LevelSudheer Kumar PetetiОценок пока нет
- Lecture 7 Intergranular CorrosionДокумент18 страницLecture 7 Intergranular Corrosionprakush01975225403Оценок пока нет
- Ferrite Morphology and Variations inДокумент9 страницFerrite Morphology and Variations inAndrea CalderaОценок пока нет
- WJ 2013 05Документ128 страницWJ 2013 05Matija BušićОценок пока нет
- TLL-Welding ImperfectionДокумент43 страницыTLL-Welding ImperfectionCanis Guk100% (1)
- Usnrc Tech Guide On NdeДокумент355 страницUsnrc Tech Guide On Ndeniraj_hwb100% (1)
- Welding - Joint - Symbols ISO 2553Документ32 страницыWelding - Joint - Symbols ISO 2553Silvio ZappinoОценок пока нет
- Radiography Part 1 - TWI PDFДокумент7 страницRadiography Part 1 - TWI PDFPahe DriveОценок пока нет
- Steel - Lack of FusionДокумент6 страницSteel - Lack of FusionJose ContrerasОценок пока нет
- Welding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekДокумент11 страницWelding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekGoriОценок пока нет
- ConsumablesДокумент28 страницConsumablesadeoye_okunoyeОценок пока нет
- Supervisory Development Programme-I (SDP-I) Topic: Non Destructive Testing (NDT) Faculty: Naveen SethДокумент20 страницSupervisory Development Programme-I (SDP-I) Topic: Non Destructive Testing (NDT) Faculty: Naveen SethvcpОценок пока нет
- Fracture AssessmentsДокумент33 страницыFracture AssessmentsVed Prakash SinghОценок пока нет
- MODULE 4 - Introduction To EbsdДокумент8 страницMODULE 4 - Introduction To EbsdOmar VillanuevaОценок пока нет
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsДокумент7 страницMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimОценок пока нет
- Laser Beam Welding Under Vacuum Achieves High Penetration DepthsДокумент11 страницLaser Beam Welding Under Vacuum Achieves High Penetration DepthsSudhakar LavuriОценок пока нет
- TIG Welding Process GuideДокумент20 страницTIG Welding Process GuideEnache DaniОценок пока нет
- 11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesДокумент7 страниц11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesathulpcucekОценок пока нет
- Visual Inspection Guide for WeldsДокумент11 страницVisual Inspection Guide for WeldsAldy Bagus PratamaОценок пока нет
- 3 ElectricArcWeldingДокумент35 страниц3 ElectricArcWeldingKirandeep GandhamОценок пока нет
- RT Interpretation-SignedДокумент7 страницRT Interpretation-Signedhamdi hamdiОценок пока нет
- Dissimilar Metal WeldsДокумент15 страницDissimilar Metal WeldsOsvaldo Ulises Lopez BaltazarОценок пока нет
- Improved Boiler Life and Efficiency with Inconel 622 Clad WeldsДокумент7 страницImproved Boiler Life and Efficiency with Inconel 622 Clad Weldsc_e_z_a_rОценок пока нет
- WRI Brochure 2016-17Документ25 страницWRI Brochure 2016-17Swapnil Rupaye100% (1)
- Development and Processing of Low Carbon Bainite SteelДокумент486 страницDevelopment and Processing of Low Carbon Bainite Steelpaimpilly100% (1)
- Plastic Deformation, Flow Stress and FormabilityДокумент35 страницPlastic Deformation, Flow Stress and FormabilityAnna100% (1)
- Mechanical Behaviour of MaterialsДокумент10 страницMechanical Behaviour of Materialsaditya2092Оценок пока нет
- PW3Документ49 страницPW3Mujaffar ShaikhОценок пока нет
- Weld Metal Solidification-1 - Grain StructureДокумент51 страницаWeld Metal Solidification-1 - Grain StructureChelekara Subramanian Abhilash Iyer100% (3)
- Measuring Fillet Weld Size It's Easy Right - Karsten Madsen - Pulse - LinkedInДокумент5 страницMeasuring Fillet Weld Size It's Easy Right - Karsten Madsen - Pulse - LinkedInnkvonОценок пока нет
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaОт EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD M R TaplinОценок пока нет
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceОт EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceОценок пока нет
- 0159e - Engineer's Declaration and ResumeДокумент2 страницы0159e - Engineer's Declaration and ResumeAshley JacksonОценок пока нет
- PipingДокумент11 страницPipingAshley JacksonОценок пока нет
- API 571 Exercises, Rev2Документ11 страницAPI 571 Exercises, Rev2ariyamanjula2914100% (4)
- API 571 DamageДокумент111 страницAPI 571 DamageNatraji100% (16)
- Proper Care and Use of Personal Dosimeters: HandlingДокумент1 страницаProper Care and Use of Personal Dosimeters: HandlingAshley JacksonОценок пока нет
- GIS 36-107 Integral Cladding Weld Overlay and Limited LooseДокумент17 страницGIS 36-107 Integral Cladding Weld Overlay and Limited LooseMarkoJovicin100% (5)
- WSIR EngДокумент48 страницWSIR EngأحمدآلزهوОценок пока нет
- NR 211 MPДокумент3 страницыNR 211 MPvitrolaОценок пока нет
- IIW SC Qual 145r4-10 Final 2011-03-13 PDFДокумент52 страницыIIW SC Qual 145r4-10 Final 2011-03-13 PDFAshley JacksonОценок пока нет
- API 580 Cn1aДокумент24 страницыAPI 580 Cn1aAnil KulkarniОценок пока нет
- API 571 Study GuideДокумент8 страницAPI 571 Study Guidenikafiq100% (4)
- API 571 Brittle Fracture Guide ExplainedДокумент5 страницAPI 571 Brittle Fracture Guide ExplainedMiryam Teresa Torres AcevedoОценок пока нет
- Corrosion AllowanceДокумент35 страницCorrosion AllowanceReni Mutiara Sari50% (2)
- Analysis of Casting Defects by AFSДокумент145 страницAnalysis of Casting Defects by AFSAshley Jackson100% (3)
- GIS 36-107 Integral Cladding Weld Overlay and Limited LooseДокумент17 страницGIS 36-107 Integral Cladding Weld Overlay and Limited LooseMarkoJovicin100% (5)
- Cwbcertificationservices FinalДокумент7 страницCwbcertificationservices FinalAshley JacksonОценок пока нет
- Corrosion AllowanceДокумент35 страницCorrosion AllowanceReni Mutiara Sari50% (2)
- 316L CRO - SAW Study - Final Report PDFДокумент24 страницы316L CRO - SAW Study - Final Report PDFAshley JacksonОценок пока нет
- WeldingofStainlesssSteelandotherJoiningMethods 9002Документ0 страницWeldingofStainlesssSteelandotherJoiningMethods 9002jvs11021102Оценок пока нет
- IIW SC Qual 145r4-10 Final 2011-03-13 PDFДокумент52 страницыIIW SC Qual 145r4-10 Final 2011-03-13 PDFAshley JacksonОценок пока нет
- 316L CRO - SAW Study - Final ReportДокумент24 страницы316L CRO - SAW Study - Final ReportAshley JacksonОценок пока нет
- Good Welding Practice Stainless Steels-PresentaciónДокумент30 страницGood Welding Practice Stainless Steels-PresentaciónSaúl L Hdez TОценок пока нет
- 102Документ72 страницы102Ashley JacksonОценок пока нет
- Good Welding Practice Stainless Steels-PresentaciónДокумент30 страницGood Welding Practice Stainless Steels-PresentaciónSaúl L Hdez TОценок пока нет
- How To Send and Receive A Wire Payment or Wire TransferДокумент2 страницыHow To Send and Receive A Wire Payment or Wire TransferAshley JacksonОценок пока нет
- Sds Ceramic Stud Welding Fer RuleДокумент6 страницSds Ceramic Stud Welding Fer RuleAshley JacksonОценок пока нет
- Good Welding Practice Stainless Steels-PresentaciónДокумент30 страницGood Welding Practice Stainless Steels-PresentaciónSaúl L Hdez TОценок пока нет
- ASMEДокумент77 страницASMEJitendra BhosaleОценок пока нет
- Welding Audit As Per Sec IXДокумент21 страницаWelding Audit As Per Sec IXrinshadОценок пока нет
- Hypertherm Powermax 65 Service Manual 807120r1 enДокумент248 страницHypertherm Powermax 65 Service Manual 807120r1 enAshley JacksonОценок пока нет
- Atoms & MoleculesДокумент2 страницыAtoms & MoleculesNavas KappilОценок пока нет
- Crack PinningДокумент4 страницыCrack PinningMohdFadliОценок пока нет
- Types and Causes of Cracks in Concrete StructuresДокумент11 страницTypes and Causes of Cracks in Concrete Structuresraahul_nОценок пока нет
- Gasification Technology Option - Ronald Schoff, EPRIДокумент34 страницыGasification Technology Option - Ronald Schoff, EPRIAnonymous 4PuFzARОценок пока нет
- Appendix 2. Standard Format of MD & SDoCДокумент2 страницыAppendix 2. Standard Format of MD & SDoCfarid asadiОценок пока нет
- Build Windows Doors Guide AA Tech UniversityДокумент49 страницBuild Windows Doors Guide AA Tech UniversityAnonymous oUoJ4A8xОценок пока нет
- Staining and Color Change of Single-Or Multicomponent Joint SealantsДокумент2 страницыStaining and Color Change of Single-Or Multicomponent Joint SealantsĐường Nguyễn ThừaОценок пока нет
- Water QualityДокумент34 страницыWater QualitySarim ChОценок пока нет
- EM Complete NotesДокумент191 страницаEM Complete NoteswsbwaqhpwpvcwuhajkОценок пока нет
- Hoja de Datos - 116-4FCДокумент2 страницыHoja de Datos - 116-4FCHenry Garavito RamirezОценок пока нет
- Filmtec SW30-8040Документ2 страницыFilmtec SW30-8040PT Deltapuro IndonesiaОценок пока нет
- High Purity Diphenyl Sulfone for Improved PAEK PolymersДокумент21 страницаHigh Purity Diphenyl Sulfone for Improved PAEK PolymersMorkizgaОценок пока нет
- Sigma Vyrobni Program enДокумент12 страницSigma Vyrobni Program enEntropay UserОценок пока нет
- UI Students Develop Acid-Resistant Tile GroutДокумент48 страницUI Students Develop Acid-Resistant Tile GroutArdiansah -Оценок пока нет
- Brochure GC Fuji IX GP EXTRA PDFДокумент20 страницBrochure GC Fuji IX GP EXTRA PDFRifqie al harisОценок пока нет
- Nexus - Polyester Surfacing VeilДокумент1 страницаNexus - Polyester Surfacing VeilFernando Cesar PérezОценок пока нет
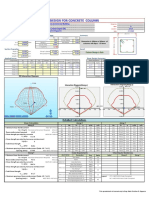
- Dimension Is 350mm X 350mm of Columns With 8pcs - Ø16mm: Proposed Two Storey Commercial BuildingДокумент1 страницаDimension Is 350mm X 350mm of Columns With 8pcs - Ø16mm: Proposed Two Storey Commercial BuildingMark Christian EsguerraОценок пока нет
- Electrozincados en 10152 (2009)Документ18 страницElectrozincados en 10152 (2009)joaopedrosousaОценок пока нет
- TDS - Tecomid NB40 GR30 NLДокумент1 страницаTDS - Tecomid NB40 GR30 NLilkerОценок пока нет
- GL XX Mobil Rarus SHC 1020 SeriesДокумент3 страницыGL XX Mobil Rarus SHC 1020 SeriesHitesh MahajanОценок пока нет
- Chem Breadth 2022Документ24 страницыChem Breadth 2022tauОценок пока нет
- Cathodic Protection System For Tank Bottom Plate 1688916078Документ6 страницCathodic Protection System For Tank Bottom Plate 1688916078youplai100% (1)
- Delhi Schedule RateДокумент403 страницыDelhi Schedule RateJagdish GiriОценок пока нет
- BondhusДокумент52 страницыBondhusalphatoolsОценок пока нет
- NEET/JEE 2020-21 DPP - Don't Solve This Periodic Properties Practice PaperДокумент3 страницыNEET/JEE 2020-21 DPP - Don't Solve This Periodic Properties Practice Papershantinath123gmailcoОценок пока нет
- Wirtz Cork and Product BrochureДокумент9 страницWirtz Cork and Product BrochureKy VuОценок пока нет
- June 2022 PaperДокумент17 страницJune 2022 PaperAthula Dias NagahawatteОценок пока нет
- VDM Metals Welding Consumables CatalogДокумент140 страницVDM Metals Welding Consumables CatalogVasantha KumarОценок пока нет
- Bulacan Loft: Product SpecificationsДокумент22 страницыBulacan Loft: Product SpecificationsLang AwОценок пока нет
- Acetate RayonДокумент3 страницыAcetate Rayonmaya_muthОценок пока нет