Вам также может понравиться
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975От EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovРейтинг: 5 из 5 звезд5/5 (1)
- Extrusion Die DesignДокумент17 страницExtrusion Die Designkkatarn327Оценок пока нет
- Single-Screw Extruders and Barrier ScrewsДокумент17 страницSingle-Screw Extruders and Barrier ScrewsAkhilesh KumarОценок пока нет
- Polymer Extrusion Experimental Report: April 2018Документ9 страницPolymer Extrusion Experimental Report: April 2018Mehmet Sarı100% (1)
- Extrusion Guide BookДокумент5 страницExtrusion Guide BookMario Daniel Conejo67% (3)
- Principles of Single Screw ExtrusionДокумент44 страницыPrinciples of Single Screw ExtrusionHugo Wizenberg75% (8)
- Pelletizing Process PDFДокумент8 страницPelletizing Process PDFAbdulhakeemSolimanОценок пока нет
- Design of Extrusion HeadsДокумент64 страницыDesign of Extrusion HeadsMohamed HassanОценок пока нет
- CIT PVC ProcessingДокумент45 страницCIT PVC ProcessingThao Nguyen Van100% (1)
- Twin ExtruderДокумент20 страницTwin ExtruderSalem GarrabОценок пока нет
- First Internal Question & Answer For Plastic ProcessingДокумент17 страницFirst Internal Question & Answer For Plastic ProcessingSupreeth PremkumarОценок пока нет
- Extrusion 2012Документ100 страницExtrusion 2012Fernando Lotero100% (4)
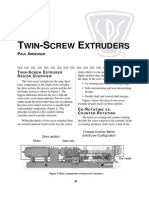
- Paul AndersenДокумент24 страницыPaul AndersenAli Nurrakhmad Siregar100% (1)
- Waxes For PVC ProcessingДокумент33 страницыWaxes For PVC ProcessingFrancisco Venegas Zuñiga100% (1)
- Lubricants For PVCДокумент4 страницыLubricants For PVCvongoctu2016Оценок пока нет
- AdditivesДокумент62 страницыAdditivesMohsin Alam100% (1)
- Twin Screw ExtruderДокумент106 страницTwin Screw ExtruderHassan100% (1)
- .Extrusion - Single ScrewДокумент125 страниц.Extrusion - Single ScrewSUCHETHA N RAJU PST100% (2)
- CompoundingДокумент39 страницCompoundingratanjeet pratap singhОценок пока нет
- Extruder Screw Desing Basics PDFДокумент54 страницыExtruder Screw Desing Basics PDFAlvaro Fernando Reyes Castañeda100% (6)
- Ingredients Used in Rigid PVC Compounding: ResinДокумент5 страницIngredients Used in Rigid PVC Compounding: Resinsprabhat2005100% (5)
- Extruding Plastics A Practical Processing Handbook PDFДокумент2 страницыExtruding Plastics A Practical Processing Handbook PDFBrian0% (1)
- Twin Screw ExtrusionДокумент6 страницTwin Screw Extrusionhokaren2100% (1)
- Flame and Smoke Retardants in Vinyl ChloДокумент27 страницFlame and Smoke Retardants in Vinyl ChloAroop Ratan SenОценок пока нет
- A Review On Optimization of Extrusion Process Parameters To Reduce Uneven Wall Thickness in HDPE PipesДокумент5 страницA Review On Optimization of Extrusion Process Parameters To Reduce Uneven Wall Thickness in HDPE PipesIJRASETPublicationsОценок пока нет
- Plastics ExtrusionДокумент37 страницPlastics Extrusionshashanksir80% (5)
- 14 EXT BR Conical Profile enДокумент12 страниц14 EXT BR Conical Profile enPankaj KushwahaОценок пока нет
- ExtruderДокумент104 страницыExtruderAnuj Gupta80% (5)
- Extruder SДокумент28 страницExtruder SKamran AliОценок пока нет
- Foam Core PVC PipeДокумент9 страницFoam Core PVC Pipe7140220Оценок пока нет
- Plastics AdditivesДокумент95 страницPlastics AdditivesJose Castro100% (1)
- Sb2o3 Ath PVCДокумент6 страницSb2o3 Ath PVCnilayОценок пока нет
- PVC CompoundДокумент11 страницPVC Compoundhoneydoll67% (3)
- Haake Polylab System: Torque Rheometer Haake RheocordДокумент12 страницHaake Polylab System: Torque Rheometer Haake RheocordJorgeRiascosОценок пока нет
- Overview of PET ProcessingДокумент5 страницOverview of PET ProcessingSwagat R Pyakurel50% (2)
- Twin Screw ExtruderДокумент33 страницыTwin Screw ExtruderHEMANTKHERAОценок пока нет
- Effect of Stabilizers On Properties of PVC (Polymer) 1Документ52 страницыEffect of Stabilizers On Properties of PVC (Polymer) 1DIPAK VINAYAK SHIRBHATE100% (5)
- Calendering Is Still King For High Volume PVCДокумент9 страницCalendering Is Still King For High Volume PVCOSIIQPGRISОценок пока нет
- Extrusion 180709144910 PDFДокумент78 страницExtrusion 180709144910 PDFkathiravanpr_6744097Оценок пока нет
- CW March 2020 PDF For Download PDFДокумент68 страницCW March 2020 PDF For Download PDFАлексей СюкринОценок пока нет
- Extrusion of PlasticsДокумент130 страницExtrusion of PlasticsShubham Chaudhary100% (1)
- "Melt Fracture" in Polymer Extrusion: A Visco-Elastic InstabilityДокумент3 страницы"Melt Fracture" in Polymer Extrusion: A Visco-Elastic InstabilityCarlos CardenasОценок пока нет
- Advancements in PVC Compounding PaperДокумент5 страницAdvancements in PVC Compounding PaperSagar Salunkhe100% (1)
- Extruder MaintenanceДокумент5 страницExtruder MaintenanceRen Joseph LogronioОценок пока нет
- Overview of Polymer ProcessingДокумент18 страницOverview of Polymer Processingazhrarn1234Оценок пока нет
- Polymer Synthesis and Fabrication ReportДокумент37 страницPolymer Synthesis and Fabrication ReportKhuert Jirioz CooperОценок пока нет
- The Essential Ingredients in A PVC Formulation AreДокумент7 страницThe Essential Ingredients in A PVC Formulation AreRicky DavisОценок пока нет
- Plastistrength™: Acrylic Process Aids For PVC ApplicationsДокумент28 страницPlastistrength™: Acrylic Process Aids For PVC ApplicationsJaved Iqbal100% (1)
- Natural Product-Based Polymer AdditivesДокумент32 страницыNatural Product-Based Polymer AdditivesCaroline Oktaviana HutagalungОценок пока нет
- Extrusion ProcessДокумент7 страницExtrusion ProcessTAMIL100% (1)
- Technology of PVC Compounding and Its ApplicationsДокумент21 страницаTechnology of PVC Compounding and Its ApplicationsBibhu Ranjan Bihari100% (1)
- Wood Plastic Composite Extruder FIBEREX T 35/45/58/68/80/92Документ12 страницWood Plastic Composite Extruder FIBEREX T 35/45/58/68/80/92ctreatth100% (1)
- Degradation of PVCДокумент29 страницDegradation of PVCChakma SHIMULОценок пока нет
- Pipe ExtrusionДокумент21 страницаPipe ExtrusionSummer Spencer100% (2)
- Design and Fabrication of Automatic PVC Pipe Cutting MachineДокумент6 страницDesign and Fabrication of Automatic PVC Pipe Cutting MachineGokul Prasad ChettiОценок пока нет
- Flame and Smoke in Vinyl Chloride Polymers  " Commercial Usage and Current DevelopmentsДокумент25 страницFlame and Smoke in Vinyl Chloride Polymers  " Commercial Usage and Current Developmentsabilio_j_vieiraОценок пока нет
- 98 en Single Screw ExtrudersДокумент17 страниц98 en Single Screw ExtrudersAlvaro Fernando Reyes CastañedaОценок пока нет
- Spray RollingДокумент19 страницSpray Rollingpvaibhav08Оценок пока нет
- HL712FB PL - Stat Reg - World en V9 PLS - Chem 50829 10054455Документ3 страницыHL712FB PL - Stat Reg - World en V9 PLS - Chem 50829 10054455Juan David Melián CruzОценок пока нет
- Datos HydroДокумент189 страницDatos HydroJuan David Melián CruzОценок пока нет
- HL712FB MSDS Reg - Europe en V4 Psi Eur 50829 10051679Документ3 страницыHL712FB MSDS Reg - Europe en V4 Psi Eur 50829 10051679Juan David Melián CruzОценок пока нет
- HL712FB PL - Stat Reg - World en V10 PLS - Food 50829 10040501Документ5 страницHL712FB PL - Stat Reg - World en V10 PLS - Food 50829 10040501Juan David Melián CruzОценок пока нет
- Datos HydroДокумент189 страницDatos HydroJuan David Melián CruzОценок пока нет
- Grand Tour 1 ContractДокумент3 страницыGrand Tour 1 ContractJuan David Melián CruzОценок пока нет
- ISRO StationДокумент4 страницыISRO StationJuan David Melián CruzОценок пока нет
- Grand Tour 1 ContractДокумент3 страницыGrand Tour 1 ContractJuan David Melián CruzОценок пока нет
- Grand Tour 2 ContractДокумент3 страницыGrand Tour 2 ContractJuan David Melián CruzОценок пока нет
- CSA StationsДокумент6 страницCSA StationsJuan David Melián CruzОценок пока нет
- Grand Tour 1 ContractДокумент3 страницыGrand Tour 1 ContractJuan David Melián CruzОценок пока нет
- Jingjiang Hangsun Plastic Additives Co.,Ltd.: Chlorinated PolyethyleneДокумент1 страницаJingjiang Hangsun Plastic Additives Co.,Ltd.: Chlorinated PolyethyleneJuan David Melián CruzОценок пока нет
- Chint YblxДокумент41 страницаChint YblxJuan David Melián CruzОценок пока нет
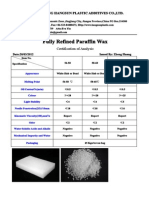
- Fully Refined Paraffin WaxДокумент1 страницаFully Refined Paraffin WaxJuan David Melián CruzОценок пока нет
- CSA StationsДокумент6 страницCSA StationsJuan David Melián CruzОценок пока нет
- Oxidized Polyethylene Wax (Powder)Документ1 страницаOxidized Polyethylene Wax (Powder)Juan David Melián CruzОценок пока нет
- CSA StationsДокумент6 страницCSA StationsJuan David Melián CruzОценок пока нет
- JAXA StationsДокумент3 страницыJAXA StationsJuan David Melián CruzОценок пока нет
- ESA StationsДокумент5 страницESA StationsJuan David Melián CruzОценок пока нет
- SMEDA Blow Molding Plastic ProductsДокумент33 страницыSMEDA Blow Molding Plastic ProductsWaqar Khan100% (1)
- 2017 Kynar Wire and Cable SolutionsДокумент8 страниц2017 Kynar Wire and Cable SolutionsKaarthicNatarajanОценок пока нет
- Catalysts and Adsorbents For Gas ProcessingДокумент12 страницCatalysts and Adsorbents For Gas ProcessingnasreenakhtariОценок пока нет
- Metal FormingДокумент80 страницMetal Formingashok PradhanОценок пока нет
- Best Aluminium AngleДокумент2 страницыBest Aluminium Anglepadmawati extrusionОценок пока нет
- POF (Internship Repot)Документ77 страницPOF (Internship Repot)MuhammadAwais50% (2)
- HyperXtrude MetalДокумент2 страницыHyperXtrude MetalRanjit Kumar TAОценок пока нет
- B.tech (Hons) Mechanical Course OutlineДокумент16 страницB.tech (Hons) Mechanical Course OutlineTableegi TehreekОценок пока нет
- D4546Документ12 страницD4546chanito23Оценок пока нет
- ANSYS57 Tut ModalДокумент16 страницANSYS57 Tut ModaldiclovisОценок пока нет
- CH 7 Wood WorkДокумент44 страницыCH 7 Wood WorkSubhash SinhaОценок пока нет
- Wilson Tool Tapping Tools For TRUMPF MachinesДокумент4 страницыWilson Tool Tapping Tools For TRUMPF MachinesSM TECH SRLОценок пока нет
- Ceramic Forming TechniquesДокумент26 страницCeramic Forming TechniquesBorith pangОценок пока нет
- NAPCO CatalogueДокумент204 страницыNAPCO CatalogueManjit Singh100% (2)
- Paraloid km-1Документ7 страницParaloid km-1anisov34Оценок пока нет
- Structural Applications of AluminumДокумент3 страницыStructural Applications of AluminumPrevoditeljski studijОценок пока нет
- Vego BrickДокумент4 страницыVego BrickMohan ShanmugamОценок пока нет
- Ingeo™ Biopolymer 8052D Technical Data Sheet Foam GradeДокумент3 страницыIngeo™ Biopolymer 8052D Technical Data Sheet Foam Grademajid mehrabiОценок пока нет
- 70years Experience PVC PipesДокумент10 страниц70years Experience PVC PipesvsiОценок пока нет
- Flavour Encapsulation A Comparative AnalДокумент15 страницFlavour Encapsulation A Comparative AnalsariahОценок пока нет
- Peek Compression MoldingДокумент3 страницыPeek Compression MoldingSh.nasirpurОценок пока нет
- An Investigation of Chemical Crosslinking Effect On Properties of High-Density PolyethyleneДокумент9 страницAn Investigation of Chemical Crosslinking Effect On Properties of High-Density PolyethyleneAmirhosein FazilatiОценок пока нет
- 3D Printing Printing Precision and Application in Food SectorДокумент12 страниц3D Printing Printing Precision and Application in Food SectorAhmad Al-HusainОценок пока нет
- Casting, Forming and Joining Processes - Materials, Manufacturing and Industrial Engineering - ME - GATE Syllabus, Paper Solution, Question AnswerДокумент44 страницыCasting, Forming and Joining Processes - Materials, Manufacturing and Industrial Engineering - ME - GATE Syllabus, Paper Solution, Question Answerraja375205Оценок пока нет
- Abaqus Interaction TutorialДокумент13 страницAbaqus Interaction TutorialhasibОценок пока нет
- Appendix C - Specification For 33kV Cable (v2) PDFДокумент15 страницAppendix C - Specification For 33kV Cable (v2) PDFOGBONNAYA MARTINSОценок пока нет
- Cold Extrusion For Bearing Pin in Automotive Application by 5-Axis CNCДокумент13 страницCold Extrusion For Bearing Pin in Automotive Application by 5-Axis CNCAhmad SyafiqОценок пока нет
- ASTM International - BOS Volume 08.03 - 2017 ContentsДокумент9 страницASTM International - BOS Volume 08.03 - 2017 Contentspedro serrano0% (1)
- Solidworks Flow SimulationДокумент290 страницSolidworks Flow SimulationzulvannОценок пока нет
- Lyman Filament Extruder v4.1 ManualДокумент41 страницаLyman Filament Extruder v4.1 ManualHoang LeОценок пока нет