Вам также может понравиться
- Avenger 2008 Wiring DiagramДокумент7 страницAvenger 2008 Wiring Diagrampsykahtik50% (4)
- LM6000Документ22 страницыLM6000Hernan Delgado50% (2)
- Troubleshoot GE Gas Turbine IssuesДокумент4 страницыTroubleshoot GE Gas Turbine IssuesNeubert MartinezОценок пока нет
- Thermal Peaking PDFДокумент26 страницThermal Peaking PDFkhozaqiОценок пока нет
- All GTs IntroДокумент119 страницAll GTs Introsppram100% (1)
- Trans Canada TurbinesДокумент24 страницыTrans Canada TurbinesTony Gavin BeardsleyОценок пока нет
- Ge Lm6000 Training 2Документ161 страницаGe Lm6000 Training 2sasa hhОценок пока нет
- Geh-6195g Mark V Application ManualДокумент668 страницGeh-6195g Mark V Application Manualadrianorex100% (1)
- GE's Next 7FA Gas Turbine "Test and Validation"Документ20 страницGE's Next 7FA Gas Turbine "Test and Validation"JJ100% (1)
- WTUI - NewUserPrestentation TM2500 GEДокумент35 страницWTUI - NewUserPrestentation TM2500 GEjoravicaОценок пока нет
- Training Session 1 Gas Turbine Basics: by Jim Noordermeer, P.Eng. Gryphon International Engineering Services IncДокумент24 страницыTraining Session 1 Gas Turbine Basics: by Jim Noordermeer, P.Eng. Gryphon International Engineering Services IncM Azri Zulkipli100% (1)
- 3 - Gas Turbine Overview 8.09Документ25 страниц3 - Gas Turbine Overview 8.09Sujeet Kumar100% (1)
- Ball Bearing Classification PDFДокумент5 страницBall Bearing Classification PDFshihabjamaan50% (2)
- Column Data Sheet Distillation Column (T-2010)Документ12 страницColumn Data Sheet Distillation Column (T-2010)John Patrick Sanay NunezОценок пока нет
- 1 PDFДокумент109 страниц1 PDFWalter Bernardo100% (1)
- GE LM6000 Gas Turbine Generator Drive Application Control PackageДокумент3 страницыGE LM6000 Gas Turbine Generator Drive Application Control Packageabhaymehta67100% (1)
- Lm2500 Ind Plus-g4-Dle Ipb Gek112768Документ610 страницLm2500 Ind Plus-g4-Dle Ipb Gek112768Javier Henao Arredondo100% (1)
- Gas Turbine TechnologyДокумент39 страницGas Turbine Technologysciencelov100% (2)
- LM6000 PC Time Limited ComponentsДокумент7 страницLM6000 PC Time Limited ComponentsmstaszelОценок пока нет
- CPM - Ap - Lm6000-Ind-024 (1) 2009Документ64 страницыCPM - Ap - Lm6000-Ind-024 (1) 2009Victor Nahun ReyesОценок пока нет
- Siemens AGT Trent 60 - Phase 4 IntroductionДокумент167 страницSiemens AGT Trent 60 - Phase 4 Introductionjohn100% (2)
- 4 - Inspection - Interval - Extension W5015DA PDFДокумент12 страниц4 - Inspection - Interval - Extension W5015DA PDFEDBОценок пока нет
- Curso de Introducción A Turbinas LM2500Документ197 страницCurso de Introducción A Turbinas LM2500yasserdekОценок пока нет
- Woodward MicroNet™ Plus - Product SpecificationДокумент4 страницыWoodward MicroNet™ Plus - Product SpecificationMagoroku D. YudhoОценок пока нет
- Gas Turbines Siemens InteractiveДокумент24 страницыGas Turbines Siemens InteractiveMohamed AdelОценок пока нет
- GE 9HA Gas TurbineДокумент4 страницыGE 9HA Gas TurbinejparmarОценок пока нет
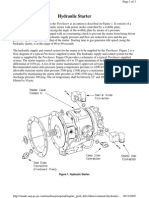
- Figure 1. Hydraulic StarterДокумент3 страницыFigure 1. Hydraulic StarterDenis JimenezОценок пока нет
- TB Maintenance Concept PDFДокумент16 страницTB Maintenance Concept PDFhamedia83Оценок пока нет
- Gas TurbineДокумент31 страницаGas TurbineŞansal Dikmener100% (1)
- MS5002EДокумент8 страницMS5002Eamir8100100% (1)
- Asia Ha Class Update March 2014Документ37 страницAsia Ha Class Update March 2014Thanaraj SanmughamОценок пока нет
- Alstom 13E2Документ20 страницAlstom 13E2jparmar75% (4)
- TRM0371 GAP TrainingДокумент77 страницTRM0371 GAP TrainingRolfred50% (2)
- Ansaldo Energia AE94.2 Upgrading ProjectДокумент20 страницAnsaldo Energia AE94.2 Upgrading Projectvincent8295547100% (1)
- Eco 100 Wind Turbine PlatformДокумент4 страницыEco 100 Wind Turbine PlatformSofiane HalimiОценок пока нет
- 7FA GT Classic Re Imagined - GEA17911Документ20 страниц7FA GT Classic Re Imagined - GEA17911Christina Paul100% (2)
- Siemens Gas Turbine Product Range Comparison Chart 0-130 MWДокумент2 страницыSiemens Gas Turbine Product Range Comparison Chart 0-130 MWdvcher78Оценок пока нет
- Gas Turbine SpecificationДокумент94 страницыGas Turbine SpecificationAbRoxОценок пока нет
- LM TM2500 Upgrade Solutions PDFДокумент2 страницыLM TM2500 Upgrade Solutions PDFLibyanManОценок пока нет
- MS5002E NewДокумент8 страницMS5002E Newecs71100% (2)
- Brochure MicroLNGДокумент2 страницыBrochure MicroLNGbaanglore345Оценок пока нет
- Maintain Your Agilent GC System: Maximize Efficiency, Minimize DowntimeДокумент60 страницMaintain Your Agilent GC System: Maximize Efficiency, Minimize Downtimebaimxp100% (1)
- CatalogoPGT25 PDFДокумент4 страницыCatalogoPGT25 PDFshihabjamaan100% (4)
- CatalogoPGT25 PDFДокумент4 страницыCatalogoPGT25 PDFshihabjamaan100% (4)
- ASME Presentation Nov 2014 PDFДокумент56 страницASME Presentation Nov 2014 PDFdf_campos33530% (2)
- Siemens SGT-300 MD. Brian M Igoe Product Manager SGT-300. Trevor Mapleston Project Manager SGT-300Документ36 страницSiemens SGT-300 MD. Brian M Igoe Product Manager SGT-300. Trevor Mapleston Project Manager SGT-300benlahcene100% (1)
- LM6000-InD-239 - Improved LPT Coupling NutДокумент9 страницLM6000-InD-239 - Improved LPT Coupling NutIqbal UsmaniОценок пока нет
- Compressor Solutions For Hydrogen Mobility EnergyДокумент2 страницыCompressor Solutions For Hydrogen Mobility EnergyamsukdОценок пока нет
- MS5002ECatalogo PDFДокумент8 страницMS5002ECatalogo PDFshihabjamaanОценок пока нет
- Internship Report On Well Control MethodsДокумент18 страницInternship Report On Well Control MethodsAbdul Wahed MohammadОценок пока нет
- Repair Document RD-51-B1-1001 Rev: BДокумент13 страницRepair Document RD-51-B1-1001 Rev: BCiro MontielОценок пока нет
- Course Catalog: SectionsДокумент54 страницыCourse Catalog: SectionsJlkm BnjlkmОценок пока нет
- Sgt-600 GT Mechdrive enДокумент4 страницыSgt-600 GT Mechdrive enRoozbeh PОценок пока нет
- 6FA HDGT Product Brochure-GEA17987Документ8 страниц6FA HDGT Product Brochure-GEA17987mikeОценок пока нет
- Lm2500 GearboxДокумент4 страницыLm2500 GearboxDenis JimenezОценок пока нет
- Gas Turb CatДокумент31 страницаGas Turb CatPablo Gutierrez100% (1)
- Brochure SGT6 5000F TG 8Документ25 страницBrochure SGT6 5000F TG 8RUBEN DARIO AQUIZE PALACIOSОценок пока нет
- Gas Turbines Drive Pipelines CompressorsДокумент20 страницGas Turbines Drive Pipelines CompressorsRoozbeh PОценок пока нет
- The Repower Sales Teams Are Always There For You. Proven Technology in A New DimensionДокумент2 страницыThe Repower Sales Teams Are Always There For You. Proven Technology in A New DimensionAlex Crispin VillcaОценок пока нет
- 7F Syngas Turbine - Fact SheetДокумент2 страницы7F Syngas Turbine - Fact SheetSergio EscobarОценок пока нет
- RussiaPower 2012 Moscow SGT5-4000F Low Ambient Temperature Conditions Siemens Slad.Документ11 страницRussiaPower 2012 Moscow SGT5-4000F Low Ambient Temperature Conditions Siemens Slad.Uhrin ImreОценок пока нет
- Technology Experience Innovation: GE Power SystemsДокумент20 страницTechnology Experience Innovation: GE Power SystemsLegwanOPOLE100% (4)
- PB Thermal PowerДокумент62 страницыPB Thermal PowerrakeshОценок пока нет
- Aero Grid Stability PAPER Sept 2011Документ25 страницAero Grid Stability PAPER Sept 2011igunhakam55Оценок пока нет
- SGT-600 GT PowerGen EN PDFДокумент4 страницыSGT-600 GT PowerGen EN PDFM BОценок пока нет
- GE LM2500, LM5000, LM6000 and LMS100 Gas Turbine Engines GuideДокумент35 страницGE LM2500, LM5000, LM6000 and LMS100 Gas Turbine Engines GuidesppramОценок пока нет
- GE Oil & Gas Nuovo Pignone: Title: Part List: Drawing: Gas Turbine Ms5002DДокумент1 страницаGE Oil & Gas Nuovo Pignone: Title: Part List: Drawing: Gas Turbine Ms5002DMohammed ElarbedОценок пока нет
- AE64.3A Fast Flexible Gas TurbineДокумент2 страницыAE64.3A Fast Flexible Gas TurbineIvana SpanovicОценок пока нет
- Japanese Education in The 21st CenturyДокумент359 страницJapanese Education in The 21st Centuryshihabjamaan100% (1)
- Envt Risk Zonation and Risk Assmt MatrixДокумент11 страницEnvt Risk Zonation and Risk Assmt MatrixshihabjamaanОценок пока нет
- AutoCAD MEP GettingstartedДокумент38 страницAutoCAD MEP GettingstartedshihabjamaanОценок пока нет
- LAB - EX4 Repaired 1Документ11 страницLAB - EX4 Repaired 1Once TWICEОценок пока нет
- Refining Process: Hasan Djadid Assegaff (1431010056)Документ2 страницыRefining Process: Hasan Djadid Assegaff (1431010056)Hassan AssaqafОценок пока нет
- Refrigeration & AC: Principles, Cycles, ComponentsДокумент16 страницRefrigeration & AC: Principles, Cycles, ComponentsÄkshày Khâñgrë AKОценок пока нет
- Fiche Technique Surpresseur PDFДокумент25 страницFiche Technique Surpresseur PDFsalif saadОценок пока нет
- Study of A Single Pass Shell and Tube Heat ExchangerДокумент21 страницаStudy of A Single Pass Shell and Tube Heat Exchangermahbub1332Оценок пока нет
- Chapter 9 Oblique Shock And Expansion Waves 斜激波和膨胀波 9.1 引言Документ156 страницChapter 9 Oblique Shock And Expansion Waves 斜激波和膨胀波 9.1 引言evelyn jayaОценок пока нет
- Anderson Greenwood Series 90/9000 Pilot Operated Pressure Relief ValvesДокумент56 страницAnderson Greenwood Series 90/9000 Pilot Operated Pressure Relief ValvesMohamed MekkyОценок пока нет
- PUMP MMTV Vertical Mixed Flow Multistage Pump With CanisterДокумент3 страницыPUMP MMTV Vertical Mixed Flow Multistage Pump With Canisterarondaniel ocampoОценок пока нет
- Checking gas cylinders and anesthetic machineДокумент10 страницChecking gas cylinders and anesthetic machineVinsmoke SanjiОценок пока нет
- Gas Flow Components - HRST, Inc.Документ3 страницыGas Flow Components - HRST, Inc.KR PAОценок пока нет
- Fluid Flow Ideal Fluid Bernoulli'S PrincipleДокумент19 страницFluid Flow Ideal Fluid Bernoulli'S PrincipleTài NguyễnОценок пока нет
- C 1 P DP: SORU: The Fugasity F (Atm) of A Gas at A Pressure P (Atm) and A Specified Temperature T Is GivenДокумент8 страницC 1 P DP: SORU: The Fugasity F (Atm) of A Gas at A Pressure P (Atm) and A Specified Temperature T Is GivenhhkkllОценок пока нет
- Fluid Mechanics (BTME-301-18)Документ13 страницFluid Mechanics (BTME-301-18)Surjit Kumar GandhiОценок пока нет
- RMPU & AC in LHBДокумент66 страницRMPU & AC in LHBntini111Оценок пока нет
- Industrial or Medical Oxygen GasДокумент10 страницIndustrial or Medical Oxygen GasDelta DigitronicsОценок пока нет
- Anaesthesia Machine LectureДокумент99 страницAnaesthesia Machine LectureVithal DhulkhedОценок пока нет
- q3t02 Sol PDFДокумент2 страницыq3t02 Sol PDFTrầnHạVyОценок пока нет
- Techniques To Measure Dynamic Surface Tension PDFДокумент8 страницTechniques To Measure Dynamic Surface Tension PDFjvchiqueОценок пока нет
- Illustrates Flow Behaviour of Common Fluids: A. B. C. D. Solution - AДокумент17 страницIllustrates Flow Behaviour of Common Fluids: A. B. C. D. Solution - AJaspreet KaurОценок пока нет
- SGI White Paper Methane and CO2 Emissions WEB FINALДокумент105 страницSGI White Paper Methane and CO2 Emissions WEB FINALSomya Kumar SinghОценок пока нет
- Liquid Recirculation System-2Документ7 страницLiquid Recirculation System-2Behnam AshouriОценок пока нет
- Cyclone Separator ThesisДокумент4 страницыCyclone Separator ThesisWritingServicesForCollegePapersAlbuquerque100% (2)
- EXT-TI-SBV2 Datasheet en PDFДокумент3 страницыEXT-TI-SBV2 Datasheet en PDFjimmiilongОценок пока нет
- Endress HauserДокумент24 страницыEndress Hauserfuty_889107Оценок пока нет
- Fluorocarbons: Are We Still Warming Towards Them?: Adam Bland, Director Specialty Chemicals, IHS MarkitДокумент32 страницыFluorocarbons: Are We Still Warming Towards Them?: Adam Bland, Director Specialty Chemicals, IHS MarkitYang SunmanОценок пока нет
- KVS PRESSURE REDUCING VALVEДокумент3 страницыKVS PRESSURE REDUCING VALVEThúy VyОценок пока нет