Вам также может понравиться
- Wrestling Strength and ConditioningДокумент12 страницWrestling Strength and ConditioningTintin BilatbatОценок пока нет
- Data Center Evaluation ChecklistДокумент6 страницData Center Evaluation Checklistcmms88Оценок пока нет
- 1100 Buggy Service ManualДокумент54 страницы1100 Buggy Service Manualferran_alfonsoОценок пока нет
- Roots BlowerДокумент36 страницRoots BlowerSrijan PramanikОценок пока нет
- Goulds PumpsДокумент44 страницыGoulds PumpsCarlos Sagrit100% (1)
- NUTДокумент1 страницаNUTAnonymous 8CHsfYRОценок пока нет
- Advances in Streamflow Forecasting: From Traditional to Modern ApproachesОт EverandAdvances in Streamflow Forecasting: From Traditional to Modern ApproachesPriyanka SharmaОценок пока нет
- Owner's Engineer - A Viable Solution For Capital ProjectsДокумент5 страницOwner's Engineer - A Viable Solution For Capital Projectscmms88Оценок пока нет
- Blake PastoralДокумент4 страницыBlake PastoralSanya AhmedОценок пока нет
- PackageДокумент3 страницыPackagegvspavan67% (3)
- Get More Life From HeatExchangers Sleeving of Tubes PDFДокумент4 страницыGet More Life From HeatExchangers Sleeving of Tubes PDFalejandrogrande100% (1)
- Scope of Work For Various Valve ServicingДокумент3 страницыScope of Work For Various Valve ServicingSreekanthMylavarapu100% (1)
- Predicting Remaining Life by Fusing The Physics of Failure Modeling With Diagnostics PDFДокумент7 страницPredicting Remaining Life by Fusing The Physics of Failure Modeling With Diagnostics PDFPradeep KunduОценок пока нет
- CHAPTER 12: Money: Name: Section: Roll NoДокумент6 страницCHAPTER 12: Money: Name: Section: Roll NoSUBHAОценок пока нет
- CBSE Class 2 Maths Practice Worksheet PDFДокумент2 страницыCBSE Class 2 Maths Practice Worksheet PDFSriHarikishan100% (1)
- Saeja1010 1v001Документ108 страницSaeja1010 1v001Leonardo Gonçalves GomideОценок пока нет
- Eriez Magnetic Separators BrochureДокумент16 страницEriez Magnetic Separators BrochureEnrique Alvarado100% (1)
- TLEbrochure09 2005Документ27 страницTLEbrochure09 2005Arun Kumar KarОценок пока нет
- RBC FGДокумент18 страницRBC FGdragon_ecuОценок пока нет
- Vessel Enquiry Form: Company: Date: Contact: Dotmar Quote No: Address Date: Project: Fax: Phone: EmailДокумент1 страницаVessel Enquiry Form: Company: Date: Contact: Dotmar Quote No: Address Date: Project: Fax: Phone: EmailTan Chee MingОценок пока нет
- Pressure DropДокумент4 страницыPressure Dropsrishanthi82Оценок пока нет
- 2a. Fan Selection Basics R4BДокумент16 страниц2a. Fan Selection Basics R4BPhanhai KakaОценок пока нет
- Design of Spur GearДокумент32 страницыDesign of Spur GearKoushik RaoОценок пока нет
- Kwsengineering PDFДокумент126 страницKwsengineering PDFargaОценок пока нет
- Alignment Shaft Thermal GrowthДокумент6 страницAlignment Shaft Thermal Growthmmcsw6624Оценок пока нет
- Pulveriseren Atriton PDFДокумент8 страницPulveriseren Atriton PDFAntonОценок пока нет
- LAC - Air Oil Cooler With AC Motor For Industrial Use - HY10-6001 UKДокумент12 страницLAC - Air Oil Cooler With AC Motor For Industrial Use - HY10-6001 UKMorgan PalmaОценок пока нет
- Causes of Bearing Failures PDFДокумент7 страницCauses of Bearing Failures PDFSRINIVASA RAO DUVVADAОценок пока нет
- Data SAF2205 04Документ8 страницData SAF2205 04il_yoo_1Оценок пока нет
- Technical Manual Rotary ValveДокумент8 страницTechnical Manual Rotary ValvexichengrenОценок пока нет
- Ku Reprint Ps April2007Документ2 страницыKu Reprint Ps April2007keyur1109Оценок пока нет
- Turbine RepfairДокумент2 страницыTurbine Repfairasanka136Оценок пока нет
- Mitsubishi Centrifugal Compressor: MCO Web SiteДокумент3 страницыMitsubishi Centrifugal Compressor: MCO Web SitePoliana PolyОценок пока нет
- Unit V Belt Drive PullyДокумент25 страницUnit V Belt Drive PullyAshok DaraОценок пока нет
- (Dd0eff91 8517 432e A0db D39ed010873e) - Data Sheet Id FanДокумент16 страниц(Dd0eff91 8517 432e A0db D39ed010873e) - Data Sheet Id FanRajendra NinganuriОценок пока нет
- Kluberfluid C F 3 UltraДокумент2 страницыKluberfluid C F 3 UltraSathykumar MurugesanОценок пока нет
- Symetro Gear UnitДокумент8 страницSymetro Gear UnitYaser AsmaniОценок пока нет
- Valve Selection Guide D 35Документ2 страницыValve Selection Guide D 35arrikanОценок пока нет
- Nippon ArocoatДокумент3 страницыNippon ArocoatHANIF IZANI ISHAKОценок пока нет
- Generator Protection PPT TurboДокумент29 страницGenerator Protection PPT TurbocheshankarОценок пока нет
- Ventilation MRT CatalogueДокумент28 страницVentilation MRT Cataloguevikas gahlyanОценок пока нет
- Stieber Clutch Bearings CatalogueДокумент96 страницStieber Clutch Bearings CatalogueCardoso MalacaoОценок пока нет
- Vertical Turbine Pumps Engineering Data: Effective April 1, 2003Документ11 страницVertical Turbine Pumps Engineering Data: Effective April 1, 2003Israel CastilloОценок пока нет
- Load Testing of GearboxesДокумент4 страницыLoad Testing of Gearboxesvijaykumarn100% (1)
- Vibration MonitoringДокумент8 страницVibration MonitoringKrzysiek PodsiadłoОценок пока нет
- Minimac - ProfileДокумент40 страницMinimac - ProfileAnshuman AgrawalОценок пока нет
- Basic Alignment PPT 070418Документ13 страницBasic Alignment PPT 070418thongpvgasОценок пока нет
- Caribbean Analytical ServicesДокумент29 страницCaribbean Analytical ServicesAnthony BasantaОценок пока нет
- Encoders Catalog 2012Документ28 страницEncoders Catalog 2012sreelakshmisnr100% (1)
- Liya L. Regel, William R. Wilcox, Ramnath Derebail (Auth.), Liya L. Regel, William R. Wilcox (Eds.) - Processing by Centrifugation (2001, Springer US) PDFДокумент366 страницLiya L. Regel, William R. Wilcox, Ramnath Derebail (Auth.), Liya L. Regel, William R. Wilcox (Eds.) - Processing by Centrifugation (2001, Springer US) PDFSatilab LaboratoriosОценок пока нет
- Hydraulic Actuator SpecificationsДокумент3 страницыHydraulic Actuator SpecificationsRizky RamadhaniОценок пока нет
- Fan Pre-Balance ChecksДокумент4 страницыFan Pre-Balance ChecksMachineryengОценок пока нет
- APH DesignДокумент3 страницыAPH DesignPablo ApasionadoОценок пока нет
- C9MДокумент1 страницаC9MГоран ЈараковићОценок пока нет
- Microstructure and Mechanical Properties of Resistance Upset Butt Welded 304Документ11 страницMicrostructure and Mechanical Properties of Resistance Upset Butt Welded 304Ashkaan OzlatiОценок пока нет
- Properties and Operating Experience With Bagasse As A Boiler FuelДокумент6 страницProperties and Operating Experience With Bagasse As A Boiler FuelAmulya KumarОценок пока нет
- Babbitt Bearing Design IntroДокумент4 страницыBabbitt Bearing Design IntroBrandonОценок пока нет
- Design of Cane Carrier Roller Conveyor Chain of 150MM Pitch and Testing Under UtmДокумент7 страницDesign of Cane Carrier Roller Conveyor Chain of 150MM Pitch and Testing Under UtmIJIERT-International Journal of Innovations in Engineering Research and TechnologyОценок пока нет
- Welding Consumable GuideДокумент26 страницWelding Consumable Guidebrianpham007100% (1)
- Study of LDPE Hyper Compressor Lubrication: Engineering (Virtual) Internship ProgramДокумент17 страницStudy of LDPE Hyper Compressor Lubrication: Engineering (Virtual) Internship ProgramchanchalОценок пока нет
- Reliance Industries Limited Nagothane Manufacturing DivisionДокумент12 страницReliance Industries Limited Nagothane Manufacturing Divisionrahul dhokeОценок пока нет
- Calculation of Thermal Power Plant Steam BoilerДокумент13 страницCalculation of Thermal Power Plant Steam BoilerNenad JerinicОценок пока нет
- Structural Health MonitoringОт EverandStructural Health MonitoringDaniel BalageasОценок пока нет
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementОт EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementОценок пока нет
- DBS Deposit GuideДокумент24 страницыDBS Deposit Guidecmms88Оценок пока нет
- ITaaS - EMC2 IT-as-a-Service HandbookДокумент23 страницыITaaS - EMC2 IT-as-a-Service Handbookcmms88Оценок пока нет
- Strategies Using ETFsДокумент16 страницStrategies Using ETFscmms88Оценок пока нет
- SSPC ChartДокумент2 страницыSSPC ChartajuhaseenОценок пока нет
- SKF Bolt-Tightening HandbookДокумент44 страницыSKF Bolt-Tightening Handbookcmms88100% (4)
- Proper Bolt Axial Tightening Force and Proper Tightening TorqueДокумент1 страницаProper Bolt Axial Tightening Force and Proper Tightening Torquecmms88Оценок пока нет
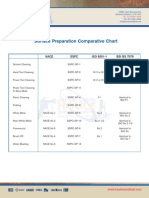
- Surface Preparation Comparative ChartДокумент1 страницаSurface Preparation Comparative Chartcmms88Оценок пока нет
- Initial Gasket Compression Is Key To Safe, Reliable Flange JointsДокумент3 страницыInitial Gasket Compression Is Key To Safe, Reliable Flange Jointscmms88Оценок пока нет
- ShortTerm Trading SecretsДокумент24 страницыShortTerm Trading Secretsbae32383% (30)
- Ageing Plant Summary GuideДокумент53 страницыAgeing Plant Summary GuideEyoma EtimОценок пока нет
- Incoloy Alloys 800H 800HTДокумент16 страницIncoloy Alloys 800H 800HTkaramniaОценок пока нет
- UTP Welding Handbook EnglishДокумент431 страницаUTP Welding Handbook Englishcmms88100% (1)
- Brick Construction GuideДокумент13 страницBrick Construction Guidecmms88100% (2)
- Hempel Coating Reference Handbook GBДокумент145 страницHempel Coating Reference Handbook GBGerardo Castillo100% (2)
- Pictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsДокумент24 страницыPictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsBellana SirishОценок пока нет
- 8100 Hempadur 35560 BrochureДокумент4 страницы8100 Hempadur 35560 BrochurevicbaradatОценок пока нет
- Flare Gas Reduction: Recent Global Trends and Policy Considerations by GE Energy, January 2011Документ60 страницFlare Gas Reduction: Recent Global Trends and Policy Considerations by GE Energy, January 2011Randall WestОценок пока нет
- Geostock Korea With SKДокумент6 страницGeostock Korea With SKcmms88Оценок пока нет
- BCA Solar PV GuideДокумент36 страницBCA Solar PV Guidecmms88Оценок пока нет
- Wind NotesДокумент95 страницWind Notescmms88Оценок пока нет
- To Be or Not To Be Healthy 4144Документ3 страницыTo Be or Not To Be Healthy 4144Vesna Milosavljevic100% (1)
- Security Officer Part Time in Orange County CA Resume Robert TalleyДокумент2 страницыSecurity Officer Part Time in Orange County CA Resume Robert TalleyRobertTalleyОценок пока нет
- Pharmacy Incharge JDДокумент5 страницPharmacy Incharge JDUsman JamilОценок пока нет
- Weather and ClimateДокумент5 страницWeather and ClimateprititjadhavnОценок пока нет
- Chrono Biology SeminarДокумент39 страницChrono Biology SeminarSurabhi VishnoiОценок пока нет
- Norsok R 002Документ186 страницNorsok R 002robson2015Оценок пока нет
- Decide If Surrogacy Is The Right ChoiceДокумент13 страницDecide If Surrogacy Is The Right ChoiceSheen CatayongОценок пока нет
- Achai, Sydney Jill S. GE 15 - SIM - ULOcДокумент13 страницAchai, Sydney Jill S. GE 15 - SIM - ULOcSydney AchaiОценок пока нет
- G1 CurvedДокумент16 страницG1 CurvedElbert Ryan OcampoОценок пока нет
- BMP (Class 14 - Class-17) WeldingДокумент24 страницыBMP (Class 14 - Class-17) WeldingAsesh PramanikОценок пока нет
- Saving AccountДокумент9 страницSaving AccountpalkhinОценок пока нет
- Yumiko@Документ2 страницыYumiko@api-25886263Оценок пока нет
- WW.04.05 Contraction Stress Test (Oxytocin Challenge Test) PDFДокумент3 страницыWW.04.05 Contraction Stress Test (Oxytocin Challenge Test) PDFDiah Kurniawati100% (1)
- 55 Gentle Ways To Take Care of Yourself When You're Busy Busy BusyДокумент7 страниц55 Gentle Ways To Take Care of Yourself When You're Busy Busy Busyvanjami100% (1)
- PCC 2 What Is PCC 2 and Article of Leak Box On Stream RepairGregДокумент12 страницPCC 2 What Is PCC 2 and Article of Leak Box On Stream RepairGregArif Nur AzizОценок пока нет
- Cat 4401 UkДокумент198 страницCat 4401 UkJuan Ignacio Sanchez DiazОценок пока нет
- 200 State Council Members 2010Документ21 страница200 State Council Members 2010madhu kanna100% (1)
- ENG 110-Task 4 (Unintended Messages)Документ2 страницыENG 110-Task 4 (Unintended Messages)Erika Noreen Dela RosaОценок пока нет
- Azure Essentials: Module 5: Azure Cost Management and Service Level AgreementsДокумент9 страницAzure Essentials: Module 5: Azure Cost Management and Service Level Agreementsrajagopalan19Оценок пока нет
- Trombly - Pump Status PDFДокумент8 страницTrombly - Pump Status PDFilhamОценок пока нет
- X-Pruf Crystalcoat: Cementitious Crystalline Waterproof Coating For ConcreteДокумент2 страницыX-Pruf Crystalcoat: Cementitious Crystalline Waterproof Coating For ConcreteAmr RagabОценок пока нет
- EMI Course CatalogДокумент645 страницEMI Course CatalogFarouk OthmaniОценок пока нет
- Two Drugs Are No More Effective Than One To Treat Common Kidney DiseaseДокумент3 страницыTwo Drugs Are No More Effective Than One To Treat Common Kidney DiseaseGlogogeanu Cristina AndreeaОценок пока нет
- Evaluation and Comparison of Highly Soluble Sodium Stearyl Fumarate With Other Lubricants in VitroДокумент8 страницEvaluation and Comparison of Highly Soluble Sodium Stearyl Fumarate With Other Lubricants in VitroSvirskaitė LaurynaОценок пока нет
- GST15!16!17-Bad Debt Relief RecoverДокумент10 страницGST15!16!17-Bad Debt Relief RecoverDaud Farook IIОценок пока нет
- Jepretan Layar 2022-11-30 Pada 11.29.09Документ1 страницаJepretan Layar 2022-11-30 Pada 11.29.09Muhamad yasinОценок пока нет