Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Quality Control (MANE 4045) : Instructor: Dr. Sayyed Ali Hosseini Winter 2015 Lecture #1Документ29 страницQuality Control (MANE 4045) : Instructor: Dr. Sayyed Ali Hosseini Winter 2015 Lecture #1FelipeОценок пока нет
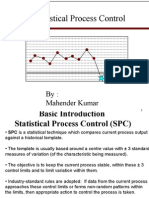
- Statistical Process ControlДокумент77 страницStatistical Process ControlMahender KumarОценок пока нет
- Process CapabilityДокумент13 страницProcess CapabilityEricka100% (1)
- SAP QM OverviewДокумент69 страницSAP QM OverviewBiswajit Bhuyan80% (5)
- Operations Management: William J. StevensonДокумент36 страницOperations Management: William J. StevensonRubel Barua100% (4)
- Chapter - 6: Statistical Process Control Using Control ChartsДокумент43 страницыChapter - 6: Statistical Process Control Using Control ChartsKartikeya Khatri100% (1)
- CPK and PPKДокумент6 страницCPK and PPKapi-3744914Оценок пока нет
- Process Capability Analysis Using MINITAB (II) - BowerДокумент8 страницProcess Capability Analysis Using MINITAB (II) - Bowertehky63Оценок пока нет
- The Sobering Reality of Beginner's Mind' - BalestracciДокумент6 страницThe Sobering Reality of Beginner's Mind' - Balestraccitehky63Оценок пока нет
- Four Data Processes, Eight Questions, Part 2 - BalestracciДокумент3 страницыFour Data Processes, Eight Questions, Part 2 - Balestraccitehky63Оценок пока нет
- The Final Common Cause Strategy - BalestracciДокумент3 страницыThe Final Common Cause Strategy - Balestraccitehky63Оценок пока нет
- Lecture 3 - Measured Data and Statistics PDFДокумент15 страницLecture 3 - Measured Data and Statistics PDFWoon HowОценок пока нет
- B MeasuringДокумент20 страницB MeasuringAndres Agung PerdanaОценок пока нет
- (Occupational Medicine Vol. 43 Iss. 1) Kumashiro, M. - One View of The Japanese Work Ethic (1993) (10.1093 - Occmed - 43.1.9) - Libgen - LiДокумент4 страницы(Occupational Medicine Vol. 43 Iss. 1) Kumashiro, M. - One View of The Japanese Work Ethic (1993) (10.1093 - Occmed - 43.1.9) - Libgen - LiJonas HeckmannОценок пока нет
- StatisticsДокумент41 страницаStatisticsSiddharth DasОценок пока нет
- Production Part Approval Process Training PDFДокумент43 страницыProduction Part Approval Process Training PDFwulfgang66Оценок пока нет
- Pengurangan Defect Pada Produk Sepatu Dengan Mengintegrasikan Statistical Process Control (SPC) Dan Root Cause Analysis (Rca) Studi Kasus Pt.Документ12 страницPengurangan Defect Pada Produk Sepatu Dengan Mengintegrasikan Statistical Process Control (SPC) Dan Root Cause Analysis (Rca) Studi Kasus Pt.Ibrahim AzhariОценок пока нет
- Aapm TG 275Документ37 страницAapm TG 275jiang zengОценок пока нет
- Lean Six Sigma Green Belt: Course Content and OutlineДокумент4 страницыLean Six Sigma Green Belt: Course Content and OutlineEric DesportesОценок пока нет
- QB For Mid2 - objective-IEДокумент10 страницQB For Mid2 - objective-IEAnonymous YkDJkSqОценок пока нет
- Implementing Quality ConceptsДокумент14 страницImplementing Quality ConceptsAnonymous KYjEOO2nGОценок пока нет
- Project Semester Report: Dy Auto India Pvt. LTDДокумент55 страницProject Semester Report: Dy Auto India Pvt. LTDAchint GuptaОценок пока нет
- Introduction To Quality: Dr. S. Karthikeyan, Professor, Department of Mechanical Engineering TCE, MaduraiДокумент61 страницаIntroduction To Quality: Dr. S. Karthikeyan, Professor, Department of Mechanical Engineering TCE, Madurai19G133 VASANTH BОценок пока нет
- Datasheet - AVEVA Manufacturing Execution System - 23-01Документ9 страницDatasheet - AVEVA Manufacturing Execution System - 23-01manpreetОценок пока нет
- Franca Rezende 2021Документ146 страницFranca Rezende 2021joao.soares.diОценок пока нет
- Presenstasi With Notes QCS ASTM International (Luana Putri Alviari)Документ10 страницPresenstasi With Notes QCS ASTM International (Luana Putri Alviari)Rayyan BJsОценок пока нет
- Mtech Industrial EngineeringДокумент23 страницыMtech Industrial Engineeringabhishek sharmaОценок пока нет
- Chapter 08 Supplier Quality Management - MДокумент57 страницChapter 08 Supplier Quality Management - MDao Dang Khoa FUG CTОценок пока нет
- Lesson 9 Quality Assurance in Injection Molding: Key QuestionsДокумент12 страницLesson 9 Quality Assurance in Injection Molding: Key QuestionsHector Martin Frias LopezОценок пока нет
- Gujarat Technological University: Page 1 of 3Документ3 страницыGujarat Technological University: Page 1 of 3jpbhimaniОценок пока нет
- KASAI North America 1000-08416-14 Supplier Quality ManualДокумент56 страницKASAI North America 1000-08416-14 Supplier Quality Manuall.hernandezОценок пока нет
- Statistical Process Control: Definition & ExamplesДокумент3 страницыStatistical Process Control: Definition & ExamplesJaya Porsche Ignacio AlegarbesОценок пока нет
- End Term OM II 2020 - 2021Документ7 страницEnd Term OM II 2020 - 2021Klaus SchimidstОценок пока нет
- Pso 6.0 PDFДокумент128 страницPso 6.0 PDFEnrique Ramos ServinОценок пока нет
- Definition, Principle and Concept of TQMДокумент8 страницDefinition, Principle and Concept of TQMEnola HolmesОценок пока нет