Вам также может понравиться
- Brittle Fracture in Steel StructuresОт EverandBrittle Fracture in Steel StructuresG.M. BoydОценок пока нет
- SMS Casting BreakoutsДокумент20 страницSMS Casting BreakoutsShubham KaushikОценок пока нет
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceОт EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceОценок пока нет
- Selection Process Overview: - at Concept (Preliminary) LevelДокумент23 страницыSelection Process Overview: - at Concept (Preliminary) LevelSudheer Kumar PetetiОценок пока нет
- Corrosion of SS in Nitric Acid ServiceДокумент23 страницыCorrosion of SS in Nitric Acid ServiceAdriaan de Witt100% (1)
- Welding Metallurgy and Weldability of Nickel-Base AlloysОт EverandWelding Metallurgy and Weldability of Nickel-Base AlloysРейтинг: 5 из 5 звезд5/5 (1)
- The Iron Puddler My life in the rolling mills and what came of itОт EverandThe Iron Puddler My life in the rolling mills and what came of itОценок пока нет
- 04-200-R1 Silicon Iron AnodesДокумент2 страницы04-200-R1 Silicon Iron Anodessams1101Оценок пока нет
- Chapter 7 - Dislocations and Strengethening MechanismsДокумент50 страницChapter 7 - Dislocations and Strengethening MechanismsmikeengineeringОценок пока нет
- MicrostructuresДокумент10 страницMicrostructuresErin BarryОценок пока нет
- ERW Pipe Issues and DefectsДокумент2 страницыERW Pipe Issues and Defectskaveh-bahiraee100% (1)
- The Forms of Corrosion-Part2Документ71 страницаThe Forms of Corrosion-Part2quiron2010100% (1)
- Properzi Up-Date The CCR Continuous Casting Rolling Technology With New Rolling Stands - 2008Документ9 страницProperzi Up-Date The CCR Continuous Casting Rolling Technology With New Rolling Stands - 2008Failed100% (1)
- Basics of Metallographic Specimen PreparationДокумент13 страницBasics of Metallographic Specimen PreparationFlop ShowОценок пока нет
- Corrosion Swimming)Документ6 страницCorrosion Swimming)skenny1Оценок пока нет
- Physical MetallurgyДокумент101 страницаPhysical MetallurgySheikh Sabbir SarforazОценок пока нет
- White Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsДокумент7 страницWhite Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsdanemsalОценок пока нет
- Friction Stir Welding ENHANCEMENT SEMINAR Friction Stir WeldingДокумент66 страницFriction Stir Welding ENHANCEMENT SEMINAR Friction Stir Weldingrobertalha100% (1)
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsОт EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsОценок пока нет
- Deformation Behavior of The Surface Defects of Low Carbon Steel in Wire Rod RollingДокумент6 страницDeformation Behavior of The Surface Defects of Low Carbon Steel in Wire Rod RollingAvinash KumarОценок пока нет
- Convexity Aws PDFДокумент4 страницыConvexity Aws PDFHJ SJОценок пока нет
- Adiabatic Shear Localization: Frontiers and AdvancesОт EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddОценок пока нет
- Shielding Vs Non-Shielding CoatingsДокумент62 страницыShielding Vs Non-Shielding CoatingsAce AceОценок пока нет
- Chromate Conversion Coatings and Their Current AppДокумент5 страницChromate Conversion Coatings and Their Current AppDeni HermawanОценок пока нет
- Module OrderДокумент2 страницыModule OrderhreerОценок пока нет
- Metalography and Microstructures of Stainless Steels and Maraging SteelsДокумент32 страницыMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraОценок пока нет
- Chapter11 Mechanical BehaviorДокумент31 страницаChapter11 Mechanical BehaviorDheivendranRamiah100% (1)
- 885F Embrittlement of Duplex Stainless SteelДокумент4 страницы885F Embrittlement of Duplex Stainless Steeljaymin444Оценок пока нет
- MSE 101 - Lecture 12 - Plastic DeformationДокумент33 страницыMSE 101 - Lecture 12 - Plastic DeformationKate Lynn PabelicoОценок пока нет
- Analysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceДокумент5 страницAnalysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceTanjidul IslamОценок пока нет
- Corrosion Quiz - IngДокумент5 страницCorrosion Quiz - IngErik Alfiandy100% (1)
- Module 4c - Corrosion Resistant Alloys (CRA's)Документ11 страницModule 4c - Corrosion Resistant Alloys (CRA's)Anonymous 7yN43wjlОценок пока нет
- 2.1) Technical Data Sheet - SS-COAT 909-Silver Zinc CoatДокумент3 страницы2.1) Technical Data Sheet - SS-COAT 909-Silver Zinc CoathaharameshОценок пока нет
- Durability Durability of of Steel Steel Structures StructuresДокумент21 страницаDurability Durability of of Steel Steel Structures StructuresKris d100% (1)
- On Types of Corrosion, Reasons and Prescribed Repairs 29.07.2015 Ver 01Документ57 страницOn Types of Corrosion, Reasons and Prescribed Repairs 29.07.2015 Ver 01Ankur SinhaОценок пока нет
- Welding International Volume 25 Heat Tint Colours On Stainless Steel and Welded JointsДокумент5 страницWelding International Volume 25 Heat Tint Colours On Stainless Steel and Welded JointsAPIОценок пока нет
- Annealing (Metallurgy)Документ5 страницAnnealing (Metallurgy)Vijay Vikram SinghОценок пока нет
- Advances in Research on the Strength and Fracture of Materials: An OverviewОт EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD M R TaplinОценок пока нет
- Application Note Stainless SteelДокумент6 страницApplication Note Stainless SteelVictoria TechiОценок пока нет
- Steel Heat Treatment Handbook Chapter 12Документ46 страницSteel Heat Treatment Handbook Chapter 12Syed Shoaib Raza100% (1)
- 25 Macro Micro ExaminationДокумент14 страниц25 Macro Micro ExaminationAdhanom G.100% (1)
- Sheet Metal WorkДокумент29 страницSheet Metal WorkSolcastic SoulОценок пока нет
- Friction Stir WeldingДокумент20 страницFriction Stir WeldingjoshibecОценок пока нет
- "Hot Topics": Effect of Carbon in Ductile IronДокумент4 страницы"Hot Topics": Effect of Carbon in Ductile IronAdeel BhattiОценок пока нет
- IIW Document XIII-2235-08Документ11 страницIIW Document XIII-2235-08Amanda SmithОценок пока нет
- Endless Casting and Rolling of Long Products: The Competitive Substitute of Conventional Mini-MillsДокумент8 страницEndless Casting and Rolling of Long Products: The Competitive Substitute of Conventional Mini-MillsJJОценок пока нет
- CLSCC LiteratureДокумент62 страницыCLSCC LiteratureNakarin PotidokmaiОценок пока нет
- Effect of Elements in SteelДокумент3 страницыEffect of Elements in SteelJayakrishnan Radhakrishnan100% (1)
- Automated Coil Trimming System For Wire Rod Mills in The Digital EraДокумент10 страницAutomated Coil Trimming System For Wire Rod Mills in The Digital EraJJОценок пока нет
- Cast IronДокумент15 страницCast IronJohnОценок пока нет
- ARTICLE - Destructive Testing Basics (2012)Документ4 страницыARTICLE - Destructive Testing Basics (2012)Sangameswaran RamarajОценок пока нет
- Defects Hydrogen Cracks IdentificationДокумент5 страницDefects Hydrogen Cracks Identificationarif maulanafОценок пока нет
- Terminating Resistor: RS-422 Communication Instruction ManualДокумент1 страницаTerminating Resistor: RS-422 Communication Instruction ManualasdОценок пока нет
- QAV - 1.1. Report (Sup1)Документ2 страницыQAV - 1.1. Report (Sup1)Rohit SoniОценок пока нет
- Oil Checks On Linde Reach Stacker Heavy TrucksДокумент2 страницыOil Checks On Linde Reach Stacker Heavy TrucksmliugongОценок пока нет
- Hydraulic Eaton Vickers VQ Vane Pump: Intra-Vane Mechanism FeaturesДокумент7 страницHydraulic Eaton Vickers VQ Vane Pump: Intra-Vane Mechanism FeaturesMiguel VlntìnОценок пока нет
- Windchill Business Administrator's GuideДокумент395 страницWindchill Business Administrator's GuidevundavilliravindraОценок пока нет
- Total PDFДокумент35 страницTotal PDFMauricio ThanatosОценок пока нет
- Sec 1038Документ4 страницыSec 1038Lauren BowenОценок пока нет
- Fab - Y-Strainers - 2nd EditionДокумент15 страницFab - Y-Strainers - 2nd EditionRichard V. Quispe CastillonОценок пока нет
- Heatsink Calculation and Examples: Application NoteДокумент3 страницыHeatsink Calculation and Examples: Application NoteAmador Garcia IIIОценок пока нет
- Rahul Soni BiodataДокумент2 страницыRahul Soni BiodataRahul SoniОценок пока нет
- Ropecon Conveyor SystemДокумент4 страницыRopecon Conveyor Systemjayaraman3Оценок пока нет
- WWW - Manaresults.Co - In: Set No. 1Документ1 страницаWWW - Manaresults.Co - In: Set No. 1My Technical videosОценок пока нет
- Electromagnetic Shielding of Impulse Magnetic Fields Using Thin-Walled ShellsДокумент4 страницыElectromagnetic Shielding of Impulse Magnetic Fields Using Thin-Walled ShellsGuru VelmathiОценок пока нет
- RME ReviewerДокумент354 страницыRME ReviewerRene100% (1)
- ME (PE) II Sem SyllabusДокумент71 страницаME (PE) II Sem Syllabusm elangoОценок пока нет
- 03-Instruction Set ArchitectureДокумент40 страниц03-Instruction Set ArchitectureccoccoheadОценок пока нет
- Solar Street LightДокумент8 страницSolar Street LightAlizaIbrahim0% (2)
- FFSA BriefДокумент4 страницыFFSA Briefcontactnandu7415Оценок пока нет
- Aspen Plus Model For Moving Bed Coal GasifierДокумент30 страницAspen Plus Model For Moving Bed Coal GasifierAzharuddin_kfupm100% (2)
- Urea ProjectДокумент17 страницUrea ProjectAbdo Shaaban100% (2)
- Exercises 1 FinalДокумент2 страницыExercises 1 FinalRemalyn Quinay CasemОценок пока нет
- Cve 240-Assignment 5 - Chapter 4Документ3 страницыCve 240-Assignment 5 - Chapter 4Ehab Wilson0% (1)
- Ram 100Документ2 страницыRam 100MAT-LIONОценок пока нет
- How To Find MAC Address On A Mobile PhoneДокумент11 страницHow To Find MAC Address On A Mobile PhoneEyiwin WongОценок пока нет
- IA-NT-PWR-2.4-Reference GuideДокумент110 страницIA-NT-PWR-2.4-Reference GuideSamuel LeiteОценок пока нет
- EL3020 Data PDFДокумент24 страницыEL3020 Data PDFichrakОценок пока нет
- 2D Position Measurement With Optical Laser Mouse SensorДокумент4 страницы2D Position Measurement With Optical Laser Mouse SensorDhrupad GuptaОценок пока нет
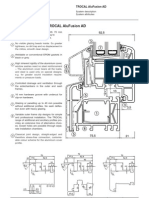
- Alufusion Eng TrocalДокумент226 страницAlufusion Eng TrocalSid SilviuОценок пока нет
- Ivd Symbols FinalДокумент14 страницIvd Symbols FinalDennis ChenОценок пока нет