Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
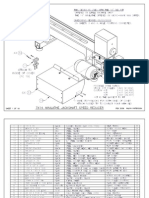
- Ralph Patterson Speed Reducer 2Документ27 страницRalph Patterson Speed Reducer 2kokiskoОценок пока нет
- Sap Consultant Cover LetterДокумент3 страницыSap Consultant Cover LetterrasgeetsinghОценок пока нет
- Cross Slide Nut ModificationДокумент3 страницыCross Slide Nut ModificationkokiskoОценок пока нет
- Lear 45 XRДокумент2 страницыLear 45 XRkokisko100% (1)
- APA Vs Harvard Referencing - PDFДокумент4 страницыAPA Vs Harvard Referencing - PDFTalo Contajazz Chileshe50% (2)
- Volvo BL 71 ManualДокумент280 страницVolvo BL 71 ManualAlberto G.D.100% (2)
- Tuma Research ManualДокумент57 страницTuma Research ManualKashinde Learner Centered Mandari100% (1)
- Evading Thermal Imaging and Radar Detection-1Документ8 страницEvading Thermal Imaging and Radar Detection-1kokiskoОценок пока нет
- Hammer MillsДокумент56 страницHammer MillskokiskoОценок пока нет
- Grade 8 Science - Second GradingДокумент5 страницGrade 8 Science - Second GradingMykelCañete0% (1)
- Registration ListДокумент5 страницRegistration ListGnanesh Shetty BharathipuraОценок пока нет
- Breastfeeding W Success ManualДокумент40 страницBreastfeeding W Success ManualNova GaveОценок пока нет
- Ball Turner PrintsДокумент10 страницBall Turner PrintskokiskoОценок пока нет
- Ball Turner Prints PDFДокумент10 страницBall Turner Prints PDFkokiskoОценок пока нет
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaДокумент32 страницыQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoОценок пока нет
- UFOДокумент2 страницыUFOkokiskoОценок пока нет
- Morse Taper Dimensions and Drill Chuck ArborsДокумент4 страницыMorse Taper Dimensions and Drill Chuck ArborskokiskoОценок пока нет
- r8 5c Collet DimensionsДокумент2 страницыr8 5c Collet Dimensionskokisko100% (1)
- Change Gears Charts For Metric Threading On The 7x MiniДокумент2 страницыChange Gears Charts For Metric Threading On The 7x MinikokiskoОценок пока нет
- Perreault, Bruce A. U.S. Patent Application Filed May 04, 2007Документ9 страницPerreault, Bruce A. U.S. Patent Application Filed May 04, 2007kokiskoОценок пока нет
- Drilling SpeedsДокумент3 страницыDrilling SpeedskokiskoОценок пока нет
- Metal Spinning TutorialДокумент15 страницMetal Spinning TutorialMike SullivanОценок пока нет
- APL 2013catalog 06-2013 WebДокумент9 страницAPL 2013catalog 06-2013 WebkokiskoОценок пока нет
- Learjet 85 enДокумент2 страницыLearjet 85 enkokiskoОценок пока нет
- Toolbox TalkДокумент14 страницToolbox Talkcall_mustafas2361Оценок пока нет
- Studies On Drying Kinetics of Solids in A Rotary DryerДокумент6 страницStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhОценок пока нет
- IM1 Calculus 2 Revised 2024 PUPSMBДокумент14 страницIM1 Calculus 2 Revised 2024 PUPSMBEunice AlonzoОценок пока нет
- SCERT Kerala State Syllabus 9th Standard English Textbooks Part 1-1Документ104 страницыSCERT Kerala State Syllabus 9th Standard English Textbooks Part 1-1Athulya ThondangattilОценок пока нет
- Full Project LibraryДокумент77 страницFull Project LibraryChala Geta0% (1)
- Active Hospital Network List For Vidal Health Insurance Tpa PVT LTD As On 01 Feb 2023Документ119 страницActive Hospital Network List For Vidal Health Insurance Tpa PVT LTD As On 01 Feb 2023jagdeepchkОценок пока нет
- СV Nestor RodriguezДокумент28 страницСV Nestor RodriguezKate BrownОценок пока нет
- The Ovation E-Amp: A 180 W High-Fidelity Audio Power AmplifierДокумент61 страницаThe Ovation E-Amp: A 180 W High-Fidelity Audio Power AmplifierNini Farribas100% (1)
- Biotech NewsДокумент116 страницBiotech NewsRahul KapoorОценок пока нет
- Is 2 - 2000 Rules For Rounded Off For Numericals PDFДокумент18 страницIs 2 - 2000 Rules For Rounded Off For Numericals PDFbala subramanyamОценок пока нет
- Ateneo de Manila University: Submitted byДокумент5 страницAteneo de Manila University: Submitted byCuster CoОценок пока нет
- Ch-10 Human Eye Notes FinalДокумент27 страницCh-10 Human Eye Notes Finalkilemas494Оценок пока нет
- CATaclysm Preview ReleaseДокумент52 страницыCATaclysm Preview ReleaseGhaderalОценок пока нет
- Perdarahan Uterus AbnormalДокумент15 страницPerdarahan Uterus Abnormalarfiah100% (1)
- Contemporary Strategic ManagementДокумент2 страницыContemporary Strategic ManagementZee Dee100% (1)
- SilmaДокумент12 страницSilmanobleconsultantsОценок пока нет
- Iguard® LM SeriesДокумент82 страницыIguard® LM SeriesImran ShahidОценок пока нет
- DIR-819 A1 Manual v1.02WW PDFДокумент172 страницыDIR-819 A1 Manual v1.02WW PDFSerginho Jaafa ReggaeОценок пока нет
- Literature Review Template DownloadДокумент4 страницыLiterature Review Template Downloadaflsigfek100% (1)
- Traditional Perceptions and Treatment of Mental Illness in EthiopiaДокумент7 страницTraditional Perceptions and Treatment of Mental Illness in EthiopiaifriqiyahОценок пока нет
- ..Product CatalogueДокумент56 страниц..Product Catalogue950 911Оценок пока нет
- AДокумент54 страницыActyvteОценок пока нет
- Case Study - Suprema CarsДокумент5 страницCase Study - Suprema CarsALFONSO PATRICIO GUERRA CARVAJALОценок пока нет