Вам также может понравиться
- General Electric Systems Technology Manual Service and Instrument Air SystemsДокумент13 страницGeneral Electric Systems Technology Manual Service and Instrument Air SystemsNavern MoodleyОценок пока нет
- KIRK KSME Axial Cyclone Swirl Mist Eliminators PDFДокумент4 страницыKIRK KSME Axial Cyclone Swirl Mist Eliminators PDFสิทธิไชย อรุณวํฒนชัยОценок пока нет
- Sulfuric Acid HandbookДокумент44 страницыSulfuric Acid Handbookramsrivatsan50% (2)
- Koya University Faculty of Engineering Chemical Engineering DepartmentДокумент17 страницKoya University Faculty of Engineering Chemical Engineering Departmentwhah11Оценок пока нет
- ABC Guide To Gas Hydrates Awareness: Revision: 1.0 Oct 2002Документ32 страницыABC Guide To Gas Hydrates Awareness: Revision: 1.0 Oct 2002Amir Abaza100% (1)
- CPMA Ch. 20.3 Measurement of Multiphase Flow Working GroupДокумент1 страницаCPMA Ch. 20.3 Measurement of Multiphase Flow Working GroupeduardoОценок пока нет
- 04 Flow MeasurementДокумент10 страниц04 Flow MeasurementVo Dang Gia PhatОценок пока нет
- Norsok Standard Process SystemsДокумент131 страницаNorsok Standard Process SystemsJohnОценок пока нет
- Fluid Catalytic Cracking and HydrocrackingДокумент31 страницаFluid Catalytic Cracking and HydrocrackingIntanti Mulana PutriОценок пока нет
- Guideline For Prevention and Safe Handling of HydratesДокумент11 страницGuideline For Prevention and Safe Handling of Hydrateshitm357Оценок пока нет
- Single Stage Deepwell Cargo Pump ModuleДокумент12 страницSingle Stage Deepwell Cargo Pump ModulePrathikОценок пока нет
- Importance of The C7+ Fraction in Phase Behavior Calculations PDFДокумент7 страницImportance of The C7+ Fraction in Phase Behavior Calculations PDFAndrés Eduardo Guzmán VelásquezОценок пока нет
- Properties of Oils and Natural GasesДокумент132 страницыProperties of Oils and Natural GasesAtul Khatri100% (2)
- KGIMTPДокумент12 страницKGIMTPZarra FaktОценок пока нет
- Lecture02 Pipeflow HandoutДокумент3 страницыLecture02 Pipeflow HandoutAdjei BaldanОценок пока нет
- DESULFURIZATION: Amine Sweetening ProcessesДокумент58 страницDESULFURIZATION: Amine Sweetening ProcessesMukul GoyalОценок пока нет
- 1848167504Документ1 035 страниц1848167504Jayen BarochiaОценок пока нет
- HP New Analysis For FlaresДокумент0 страницHP New Analysis For Flareskataria200784Оценок пока нет
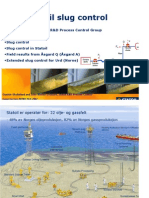
- STATOIL-Slug ControlДокумент28 страницSTATOIL-Slug Controlviswalng100% (1)
- 98july DasДокумент8 страниц98july DasManash MudoiОценок пока нет
- Ergun Equation SphericityДокумент10 страницErgun Equation SphericitySaurabh KumarОценок пока нет
- Fundamentals of Sulfur Recovery by The Claus ProcessДокумент8 страницFundamentals of Sulfur Recovery by The Claus ProcessAram IbrahimОценок пока нет
- Venturi MeterДокумент51 страницаVenturi MeterPriteshShahОценок пока нет
- Lecture 6 1Документ24 страницыLecture 6 1Dany LoboОценок пока нет
- 02 - Wet Air Oxidation Catalogue - tcm524-465851Документ4 страницы02 - Wet Air Oxidation Catalogue - tcm524-465851PTIL ProcessОценок пока нет
- TEP03 Part4 AbsorptionДокумент28 страницTEP03 Part4 AbsorptionEK63Оценок пока нет
- Valve Selection EssentialsДокумент8 страницValve Selection EssentialsdigecaОценок пока нет
- Inline Technology New Solutions For Gas Liquid Separation PDFДокумент13 страницInline Technology New Solutions For Gas Liquid Separation PDFengrkris100% (1)
- Acid Gas Removal Flow PDFДокумент1 страницаAcid Gas Removal Flow PDFHIPAPОценок пока нет
- Flow AssuranceДокумент10 страницFlow Assurancesri9987Оценок пока нет
- Slug Catchers in Natural Gas ProductionДокумент64 страницыSlug Catchers in Natural Gas ProductionjmpandolfiОценок пока нет
- BN-EG-UE109 Guide For Vessel SizingДокумент28 страницBN-EG-UE109 Guide For Vessel Sizingeulalio_méndezОценок пока нет
- Hydrocarbon Recovery v1 0Документ39 страницHydrocarbon Recovery v1 0Adam ShandyОценок пока нет
- LNGДокумент6 страницLNGFahd HatemОценок пока нет
- Design of Caustic Wash System For Light HydrocarboДокумент5 страницDesign of Caustic Wash System For Light HydrocarboWayne MonneryОценок пока нет
- E1.0 - Crude Stab - Foaming PDFДокумент32 страницыE1.0 - Crude Stab - Foaming PDFRégis Ongollo100% (2)
- 10 1016@j Jngse 2016 01 016Документ37 страниц10 1016@j Jngse 2016 01 016saiful bahriОценок пока нет
- Benitez Cap9Документ44 страницыBenitez Cap9Srinivasa Rao VenkumahanthiОценок пока нет
- 4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesДокумент6 страниц4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDavid VMОценок пока нет
- Flow MeasurementДокумент62 страницыFlow MeasurementLiji BrijeshОценок пока нет
- Aplikasi G L C C Gas Liquid Cylindrical Cyclone: TM - ItbДокумент51 страницаAplikasi G L C C Gas Liquid Cylindrical Cyclone: TM - ItbRangga Adi Kusuma PriraharjoОценок пока нет
- DYNSIM Best Practices 2 - Distillation ColumnДокумент26 страницDYNSIM Best Practices 2 - Distillation ColumnJorge Luis HernándezОценок пока нет
- Modelling For Small Diameter HydrocyclonesДокумент7 страницModelling For Small Diameter HydrocyclonesNopparutОценок пока нет
- 30A - Classification of Liquefaction ProcessesДокумент8 страниц30A - Classification of Liquefaction ProcessesPutu Indra MahatrisnaОценок пока нет
- Kolmetz Handbook of Process Equipment Design Natural Gas Liquid Units (NGL) (Engineering Design Guideline)Документ31 страницаKolmetz Handbook of Process Equipment Design Natural Gas Liquid Units (NGL) (Engineering Design Guideline)giraulОценок пока нет
- ISA SymbologyДокумент41 страницаISA SymbologyBagus AtmajaОценок пока нет
- PETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacityДокумент22 страницыPETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacitysara25dec689288Оценок пока нет
- GLCC Technology Review: Gas-Liquid Cyclonic SeparationДокумент25 страницGLCC Technology Review: Gas-Liquid Cyclonic SeparationsterlingОценок пока нет
- H-I SUPER-DEHYDRATION WITH GLYCOLSДокумент15 страницH-I SUPER-DEHYDRATION WITH GLYCOLSDiego1980bОценок пока нет
- Ausmelt Matte Smelting PDFДокумент12 страницAusmelt Matte Smelting PDFgtdomboОценок пока нет
- SAS Engineering Process PackagesДокумент54 страницыSAS Engineering Process PackagesDewa Yuniardi FullОценок пока нет
- BOG For Receiving TerminalsДокумент16 страницBOG For Receiving TerminalsmishraenggОценок пока нет
- Production of 1,5-Pentanediol From Biomass Via Furfural andДокумент20 страницProduction of 1,5-Pentanediol From Biomass Via Furfural andMihaela PatrascuОценок пока нет
- Activated Alumina Ball - AD-101Документ2 страницыActivated Alumina Ball - AD-101kanu PatelОценок пока нет
- Wet Air Oxidation of Aqueous WastesДокумент27 страницWet Air Oxidation of Aqueous WastesSudeep MukherjeeОценок пока нет
- (TP0A004) Accuracy of Metering Versus Tank Gauging of Vessel Delivered Petroleum LiquidsДокумент4 страницы(TP0A004) Accuracy of Metering Versus Tank Gauging of Vessel Delivered Petroleum LiquidsRoberto Carlos TeixeiraОценок пока нет
- Control Loop Hardware TroubleshootingДокумент51 страницаControl Loop Hardware Troubleshootingrosita61100% (1)
- Calibration Method - Gas FlowДокумент9 страницCalibration Method - Gas FlowMazhar MahadzirОценок пока нет
- Air-Cooled Liquid Chillers for Commercial and Industrial ApplicationsДокумент16 страницAir-Cooled Liquid Chillers for Commercial and Industrial Applicationsrudagochav3096Оценок пока нет
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesОт EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesРейтинг: 1 из 5 звезд1/5 (2)
- Resend Due To The Wrong Attachment, Sorry For The Inconvenience, Best RegardsДокумент1 страницаResend Due To The Wrong Attachment, Sorry For The Inconvenience, Best Regardsaanouar77Оценок пока нет
- Resend Due To The Wrong Attachment, Sorry For The Inconvenience, Best RegardsДокумент1 страницаResend Due To The Wrong Attachment, Sorry For The Inconvenience, Best Regardsaanouar77Оценок пока нет
- FHSRTHRTДокумент1 страницаFHSRTHRTaanouar77Оценок пока нет
- OOPJДокумент14 страницOOPJaanouar77Оценок пока нет
- FDYRTUTДокумент146 страницFDYRTUTaanouar77Оценок пока нет
- OOPJДокумент14 страницOOPJaanouar77Оценок пока нет
- MMMMMMДокумент13 страницMMMMMMaanouar77Оценок пока нет
- BoilerДокумент4 страницыBoileraanouar77Оценок пока нет
- Dge Rhree HRДокумент37 страницDge Rhree HRaanouar77Оценок пока нет
- DcereДокумент2 страницыDcereaanouar77Оценок пока нет
- OOPJДокумент14 страницOOPJaanouar77Оценок пока нет
- OOPJДокумент14 страницOOPJaanouar77Оценок пока нет
- SDHRTДокумент2 страницыSDHRTaanouar77Оценок пока нет
- DGHREДокумент7 страницDGHREaanouar77Оценок пока нет
- The Babcock & Wilcox Company: Section IV - Environmental ProtectionДокумент1 страницаThe Babcock & Wilcox Company: Section IV - Environmental Protectionaanouar77Оценок пока нет
- BoilerДокумент4 страницыBoileraanouar77Оценок пока нет
- IOHIOHOHДокумент1 страницаIOHIOHOHaanouar77Оценок пока нет
- DsgfrhteyДокумент2 страницыDsgfrhteyaanouar77Оценок пока нет
- SDCDCDДокумент1 страницаSDCDCDaanouar77Оценок пока нет
- OJOJJДокумент1 страницаOJOJJaanouar77Оценок пока нет
- DutiesДокумент1 страницаDutiesaanouar77Оценок пока нет
- 4444Документ1 страница4444aanouar77Оценок пока нет
- SP-00-J-0002 Rev 0Документ42 страницыSP-00-J-0002 Rev 0aanouar77Оценок пока нет
- FDGRTДокумент1 страницаFDGRTaanouar77Оценок пока нет
- IVT BlueSoleil 8.0.356.0 ReleaseNoteДокумент6 страницIVT BlueSoleil 8.0.356.0 ReleaseNoteLuciano Cipriani100% (1)
- 1861B 3342002Документ1 страница1861B 3342002cherif yahyaouiОценок пока нет
- LДокумент1 страницаLaanouar77Оценок пока нет
- Level MeasurementДокумент14 страницLevel Measurementaanouar77Оценок пока нет
- 7SA513 CatalogueДокумент16 страниц7SA513 Catalogueaanouar77Оценок пока нет
- Anderson Greenwood Series 60 andДокумент48 страницAnderson Greenwood Series 60 andjairo moralesОценок пока нет
- Topic 1.2 Analytical ProcessДокумент52 страницыTopic 1.2 Analytical ProcessEyzah75% (8)
- Niobium and Heat Affected Zone MythologyДокумент42 страницыNiobium and Heat Affected Zone MythologyLayzza TardinОценок пока нет
- Iron Sulfides - Effect On Amine PlantsДокумент6 страницIron Sulfides - Effect On Amine PlantsHsien Yu100% (1)
- Equilibrium Calculation For DMEДокумент8 страницEquilibrium Calculation For DMEAbhishek KumarОценок пока нет
- Sulfur and Nirogen IndustriesДокумент58 страницSulfur and Nirogen IndustriesSarah SanchezОценок пока нет
- Organic Chemistry Lab Prepares HydrocarbonsДокумент6 страницOrganic Chemistry Lab Prepares HydrocarbonsJhei Mesina AfableОценок пока нет
- Concrete Repair and Protection System1 - CeresitДокумент12 страницConcrete Repair and Protection System1 - CeresitJill Jim LivestockОценок пока нет
- RaceДокумент3 страницыRaceapi-3769525100% (5)
- Lecture 18 & 19 - Abrasives and Temporary Crowns Material (Slides)Документ57 страницLecture 18 & 19 - Abrasives and Temporary Crowns Material (Slides)JustDen09Оценок пока нет
- Temperature Recovery FactorsДокумент64 страницыTemperature Recovery FactorsGokul NathОценок пока нет
- Sibco CatalogueДокумент112 страницSibco CatalogueMonika SenОценок пока нет
- 93-1315 Deoiling ManualДокумент269 страниц93-1315 Deoiling ManualManash Mudoi100% (2)
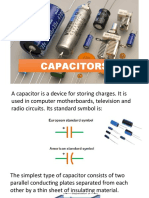
- CapacitorsДокумент25 страницCapacitorsAlbert Rosete0% (1)
- Lecture Planner - Chemistry PDF OnlyДокумент1 страницаLecture Planner - Chemistry PDF OnlyJai ChandОценок пока нет
- Cyliani's Hermes UnveiledДокумент31 страницаCyliani's Hermes UnveiledAndre Bambu100% (2)
- Reforming 2Документ15 страницReforming 2HAFIZ IMRAN AKHTERОценок пока нет
- Scotch Tape Method: Producing Graphene FlakesДокумент3 страницыScotch Tape Method: Producing Graphene Flakestaniya balochОценок пока нет
- Interpreting Spectra for Organic CompoundsДокумент4 страницыInterpreting Spectra for Organic CompoundsIván SalazarОценок пока нет
- Ground Slab CourseДокумент36 страницGround Slab CoursezainalharrisОценок пока нет
- Jurnal Analisis Stabilitas Lidokain HCLДокумент11 страницJurnal Analisis Stabilitas Lidokain HCLMusfira Dewy SuardiОценок пока нет
- 3-11-8 - Pressure Vessel Cs - UopДокумент31 страница3-11-8 - Pressure Vessel Cs - UopSean Davis100% (1)
- Experiment No. 1 Rockwell Hardness Group 1 Final - PaperДокумент3 страницыExperiment No. 1 Rockwell Hardness Group 1 Final - PaperThomas Jefferson AntonioОценок пока нет
- Phytochemical and antioxidant potential of Martynia annua fruit oilДокумент7 страницPhytochemical and antioxidant potential of Martynia annua fruit oilRam SahuОценок пока нет
- Process Ventilation Design RequirementsДокумент4 страницыProcess Ventilation Design RequirementsMehman NasibovОценок пока нет
- Chapter 1-Bipolar Junction Transistor (BJT)Документ78 страницChapter 1-Bipolar Junction Transistor (BJT)Manish Kumar VermaОценок пока нет
- Catalogo Herramientas CaterpillarДокумент112 страницCatalogo Herramientas CaterpillarJorge Perez100% (2)
- Mae 4262: Rockets and Mission Analysis: Combustion Overview For Rocket ApplicationsДокумент28 страницMae 4262: Rockets and Mission Analysis: Combustion Overview For Rocket ApplicationsmibarjanОценок пока нет
- ACI 207.1R-05 Guide To Mass ConcreteДокумент31 страницаACI 207.1R-05 Guide To Mass ConcreteLukusa Badimuena100% (3)
- BC7068 E-TdsДокумент3 страницыBC7068 E-TdsHoài NguyễnОценок пока нет