Академический Документы
Профессиональный Документы
Культура Документы
A Practical, Systematic Approach For The Scaling Up and Modeling of Industrial Copolymerization Reactors
Загружено:
Philip ShihИсходное описание:
Оригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
A Practical, Systematic Approach For The Scaling Up and Modeling of Industrial Copolymerization Reactors
Загружено:
Philip ShihАвторское право:
Доступные форматы
This article was downloaded by: [National Cheng Kung University]
On: 06 December 2013, At: 18:37
Publisher: Taylor & Francis
Informa Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,
37-41 Mortimer Street, London W1T 3JH, UK
Polymer Reaction Engineering
Publication details, including instructions for authors and subscription information:
http://www.tandfonline.com/loi/lree20
A Practical, Systematic Approach for the ScalingUp
and Modeling of Industrial Copolymerization Reactors
Carlos GuerreroSnchez
a
b
, Enrique Saldvar
a
, Martn Hernndez
a
c
& Arturo Jimnez
b
a
CID R&D , Desc Chemical Sector (formerly GIRSA) , Av. de los Sauces 87 MZA 6, Lerma,
52000, Mxico
b
Instituto Tecnolgico de Celaya , Av. Tecnolgico y Garca Cubas S/N, 38010, Celaya,
Mxico
c
Resirene SA de CV, Km 15.5 Carr. PueblaTlaxcala, Sto. Toribio Xicotzinco, Tlaxcala, Mxico
Published online: 15 Feb 2007.
To cite this article: Carlos GuerreroSnchez , Enrique Saldvar , Martn Hernndez & Arturo Jimnez (2003) A Practical,
Systematic Approach for the ScalingUp and Modeling of Industrial Copolymerization Reactors, Polymer Reaction Engineering,
11:3, 457-506, DOI: 10.1081/PRE-120024422
To link to this article: http://dx.doi.org/10.1081/PRE-120024422
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the Content) contained
in the publications on our platform. However, Taylor & Francis, our agents, and our licensors make no
representations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose of the
Content. Any opinions and views expressed in this publication are the opinions and views of the authors, and
are not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be relied upon and
should be independently verified with primary sources of information. Taylor and Francis shall not be liable for
any losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoever
or howsoever caused arising directly or indirectly in connection with, in relation to or arising out of the use of
the Content.
This article may be used for research, teaching, and private study purposes. Any substantial or systematic
reproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any
form to anyone is expressly forbidden. Terms & Conditions of access and use can be found at http://
www.tandfonline.com/page/terms-and-conditions
POLYMER REACTION ENGINEERING
Vol. 11, No. 3, pp. 457506, 2003
A Practical, Systematic Approach for the
Scaling-Up and Modeling of Industrial
Copolymerization Reactors
Carlos Guerrero-Sanchez,
1,2
Enrique Sald var,
1,
*
Mart n Hernandez,
1, #
and Arturo Jimenez
2
1
CID R&D, Desc Chemical Sector (formerly GIRSA), Lerma, Mexico
2
Instituto Tecnologico de Celaya, Celaya, Mexico
ABSTRACT
A systematic methodology for the modeling and engineering analysis of
industrial copolymerization reactors is presented. The methodology,
especially suited for the scaling-up from laboratory experiments to
pilot plant and industrial reactor level, consists of gradually building
models of more complexity in a modular way as more information is
obtained from experimental data and/or theoretical considerations. In
the first stage, simple models for copolymer composition are written
based on the MayoLewis copolymerization equation and empirical
*
Correspondence: Enrique Sald var, CID R&D, Desc Chemical Sector (formerly
GIRSA), Av. de los Sauces 87 MZA 6, Lerma 52000, Mexico; E-mail: esaldiva@
mail.girsa.com.mx.
#
Current address: Mart n Hernandez, Resirene SA de CV, Km 15.5 Carr. Puebla-
Tlaxcala, Sto. Toribio Xicotzinco, Tlaxcala, Mexico.
457
DOI: 10.1081/PRE-120024422 1054-3414 (Print); 1532-2408 (Online)
Copyright D 2003 by Marcel Dekker, Inc. www.dekker.com
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
copolymerization rate data for different reactor configurations (batch and
CSTR) and reactor operations (steady state and some dynamic transients
for the CSTR case). This set of models, which use minimal or no data
fitting, is shown to be highly predictive. In a second stage, as kinetic
information is obtained in the form of an expression for the copolymer-
ization rate, either empirical or mechanistic, the models can be gradually
expanded to include a full non-linear analysis of steady state multi-
plicities and other interesting phenomena, which can have an impact on
the practical operation of the reactor. Also, as a complementary tool for
the modeling of copolymerization reactors, a new model for the gel
effect in polymerization, based on analogies with the familiar diffusion
controlled reactions in heterogeneous catalytic reactors, is outlined and
used. The methodology is illustrated with examples drawn from
industrial reactors in bulk and emulsion, including some industrial
reactor data.
Key Words: Copol ymer i zat i on; Mat hemat i cal model i ng
copolymerization processes; Industrial polymerization reactors; Gel
effect.
INTRODUCTION
Since 1944 several theories have been developed in order to explain the
homo and copolymerization processes (see for example, Bonta et al. (1975);
Mayo and Lewis, (1944), among others); however, the study of
copolymerization reactions and kinetics has been largely dominated in the
past by chemists and physical chemists trying to understand the basic
mechanisms underlying these phenomena. They concentrated earlier efforts
on the region of very low conversions in which the composition of the
monomer mixture in the system is almost constant. As a result of these
efforts, for the last half century there has been important progress in the
understanding of basic mechanisms and in the development of models for
specific aspects of copolymerization systems (for example the ultimate and,
more recently, the penultimate model for copolymer composition), which
may be useful for engineers in process design, operation, control or
optimization. However, many of the aspects that the engineer has to face
when he/she is designing a new copolymerization reactor, or dealing with a
new copolymer system, have not been tackled in a systematic way by the
studies available in the literature. For example, the use of the simple
MayoLewis equation in the frame of different reactor operation types,
which can provide very important information a priori and has proved
highly predictive when conversion data are available, has never received
458 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
systematic attention in the specialized literature for polymerization
engineers. Also, the fact that the reaction rate for most of the
copolymerization systems, either in bulk, solution or emulsion, cannot be
predicted by any of the existing models, specially when it involves
diffusion controlled reactions, poses an important problem for the engineer
who wants to design a process for a copolymerization system. On the other
hand, many tools for polymerization reaction and reactor analysis have been
developed and are spread throughout the literature of polymer chemistry
and polymer reaction engineering, but have not been put together in a
systematic and accessible framework. In front of this situation, the engineer
that faces the scaling-up of a new copolymerization process from laboratory
experiments to pilot plant and commercial level usually proceeds in a very
empirical and tortuous way, but still he/she is not willing to embark in what
is often perceived as a too complicated, time-consuming and long-term
modeling effort. The general impression is that existing models are either
too simple and confined to rather too low conversions to be of any practical
use, or that no simple predictive models are available for real-life systems
exhibiting gel effect or other complexities.
One solution to this situation is the use of an existing simulation
package such as POLYRED (Ray, 1996), POLYMAT (Gao and Penlidis,
1996, 1998) or Predici, but its use may be limited to those systems in
which all the relevant kinetic constants are known, which is often not the
case. The aim of this work is to make a small contribution to the problem
of modeling real industrial copolymerization reactors providing another
more practical approach that consists of taking some of the existing tools
(laboratory experiments, general reactor models and the copolymerization
equation) and putting them together in a systematic and practical way for
the benefit of the practicing engineer, so he/she can build models of
increasing level of complexity as more experimental and/or scientific data
from the laboratory, the pilot plant or scientific publications dealing with
the specific system of interest, are collected. The methodology is based on
our own industrial experience with a number of copolymerization systems.
The toolbox to be presented here consists of a blend of modeling and
empirical procedures which we have found to be of fairly simple and
practical application, with the final goal of extracting the maximum amount
of reliable information from both approaches: first principles modeling and
empirical data. In this first paper we concentrate on the simplest models,
those mostly related to copolymer composition. Different ways to exploit
well known equations (such as the MayoLewis equation) when applied to
different reactor configurations are offered, as well as systematic ways of
incorporating empirical and more fundamental reaction rate expressions into
the reactor analysis in order to enrich the power of the material and energy
Industrial Copolymerization Reactors 459
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
reactor balance equations. Although the set of models presented here is not
applicable to all possible situations found in practice, it is hoped that the
ideas used here can be easily extended to other specific situations. In this
first paper the emphasis is also on the chemical aspects of the reactions, so
most of the physical and transport effects related to reactor geometry and
agitation are lumped into empirical reaction rate equations. In future papers,
ongoing work related to other complementary aspects of scaling-up and
copolymerization systems (e.g. transport restrictions, molecular weight
distribution) will be incorporated into this framework. Examples taken from
the industrial practice and containing industrial experimental data are
offered to illustrate the discussed techniques.
The organization of the paper is as follows. First the general meth-
odology, based on practices commonly found in industry, is described.
Next, a set of models of increasing level of detail and suited for different
situations is presented. Here, batch and CSTR models are described, along
with assumptions used in their formulation and recommendations for their
application. For the CSTR case, models are offered for the steady state and
transient operations. In the following section, a new model for the gel effect
is presented; this model is based on analogies with heterogeneous diffusion-
controlled reactions in catalytic pellets, so it can be easily grasped by the
general chemical engineer with no specialization in polymers. This model is
introduced in the frame of traditional (full) material balances, formulated
when ultimate model copolymerization kinetics are applied. Finally, in the
last section, the use of some of the presented models is illustrated with
examples taken from our industrial practice. In one of the examples an
innovative graphical way of presenting the effect of reactor configuration
(batch or tubular, single or series of CSRTs) on copolymer composition is
introduced. In this work the emphasis is on composition and kinetics;
therefore, no explicit expressions are given for energy balances. If needed,
they can be readily written for each of the levels of the material balance
models discussed here.
Notice that for the CSTR case, models with slightly different
formulations are offered for the steady state and transient operations; this
arises from the convenience of using different sets of variables better suited
to the way of measuring experimental data.
GENERAL METHODOLOGY FOR
MODELING AND SCALING-UP
Despite the fact that the terminal model, on which the MayoLewis
equation is based, cannot predict at the same time the copolymer
460 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
composition and the propagation rate in a copolymerization reaction (see
for example, Coote and Davis (1999)) it is convenient to take advantage of
its capability to predict the copolymer composition given that empirical
data on rate of copolymerization or related data are available, which is
many times the case during process development in industry.
It is well known (c.f. Canegallo et al. (1993), Sald var and Ray (1997))
that, using the integrated form of the MayoLewis equation, composition in
terms of conversion can be predicted for most copolymerization systems. In
consequence, if one has access to data on conversion evolution with time,
the composition can also be predicted as a function of time. In many
industrial cases when a new copolymer system or a new copolymer
composition for an established system is going to be scaled-up, empirical
kinetic data at the laboratory level or bench are collected at the new
monomer compositions, different temperatures and/or initiator concentra-
tions. This information is usually put in the form of an empirical or semi-
empirical rate equation with the aim of using it for design or control of the
new operation. The proposal here is to use this information in standard
material and energy balances for the type of reactor at hand, taking also full
advantage of the predictive power of the MayoLewis equation. The
guidelines for the use of the models presented in this work can be
summarized as follows:
1. Collect kinetic data (conversiontime relationships) at the labora-
tory level for the copolymerization system at hand, under varying
and controlled conditions of temperature, monomer compositions
and initiator concentrations. This is usually the first step during the
investigation of a new copolymerization system. It is worth men-
tioning that this step has become recently simplified by the use of
combinatorial equipment that allows the speeding up of the
experimentation. At this step, regardless of the kind of laboratory
reactor used, one has to be careful on what effects reasonably scale-
up regardless of the pattern of mixing of the reactor. This is usually
not a problem for copolymer composition, assuming that reasonable
homogeneity is achieved with mixing (see Zhang and Ray (1997)
for a discussion of this issue). In the simplest cases, historical data
from plant for similar systems can be used in order to estimate the
conversion for a given time or residence time.
2. Depending on the stage of the investigation and the level of detail
of the information collected, use this information in specific forms
of the material and energy balances for the reactor configuration to
be used. The first level of the resulting models provides only
copolymer composition based on a given conversion and requires
Industrial Copolymerization Reactors 461
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
only the reactivity ratios, which are available in the literature or
are easily measured for many copolymerization systems. This type
of model is free of the rest of the kinetic constants.
3. At the next level of detail it is expected to count with an empirical
polymerization rate expression that depends possibly on temper-
ature, initiator concentration, monomer composition, etc., of the
general type R
p
(T, I, M
mi
). Typically, one can use empirical
models obtained through multiple regression analysis or neural
networks. At this stage, more advanced models can be used.
4. If more information is available on the copolymerization system at
hand (for example, reliable homopolymerization kinetic rate con-
stants or copolymerization gel-effect expressions) enrich the models
of the previous step with standard copolymerization kinetics.
For each one of the steps, one can select the proper model from the set
presented in the following section. The above guidelines are useful in the
scaling-up of a totally new process or during the adaptation of an existing
reactor configuration to a new copolymerization system.
MATHEMATICAL MODELS
Since the MayoLewis equation appeared (Mayo and Lewis, 1944), it
has been used for predicting the copolymer composition for many
copolymerization reaction systems. However, for many years, a more
recent model (penultimate effect) and discussion about MayoLewis
equation validity have emerged (Bonta et al., 1975; Coote and Davis,
1999). Despite the fact that the penultimate effect model has stronger
theoretical basis than the MayoLewis equation, it has found many
limitations for its use in real or industrial copolymerization reaction
systems due to the lack of estimated data for their parameters. On the
other hand, the MayoLewis equation has been used to predict the
instantaneous copolymer composition in batch reactors and to study the
composition drift phenomena and its related reactivity ratios and it has
proven predictive for most copolymerization systems, except for those
showing reversibility. However, so far, and with notable exceptions
(Arzamendi and Asua, 1989; Canegallo et al., 1993; Dube et al., 1997;
Sald var and Ray, 1997), the MayoLewis equations capability to predict
the behavior of copolymer systems has not been exploited to its full extent
for engineering applications. To our knowledge only Rays group has
included a model of this sort in his simulation package (Ray, 1996), but
the use of this concept is not widespread and is markedly under-exploited
462 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
by practitioner engineers in industry. In this section the models for a
copolymerization batch reactor and CSTR are developed, starting from
those based on the simple MayoLewis copolymerization equation, and
having some of them conversion as independent variable. The simplest
models use only the appropriate reactivity ratios of the pair of monomers
to predict the copolymer composition in a CSTR or in several CSTRs
connected in series. From there, more sophisticated models are built based
on the simple ones as more knowledge is available on the copolymeri-
zation system at hand.
In this section all the mathematical models for copolymerization reactors
with specific characteristics are shown. All the models can be used for bulk
and solution processes. The models can also be used for suspension and
emulsion polymerizations provided that the concentrations used are those in
the reaction locus. In aqueous heterogeneous systems these concentrations
are simply calculated when the monomers have very low solubility in the
aqueous phase, otherwise, they have to be calculated with coupled equations
representing the partitioning of monomers in the different phases present.
Also, it is worth noting that these models are valid not only for
traditional free radical copolymerizations, but also for the relatively new
quasi-living free radical copolymerizations or true living anionic copolym-
erizations (with the proper reactivity ratios and for chains sufficiently long).
In the last two cases one has to be careful with the interpretation of the
average composition of the copolymer, since in a true living system the
composition drift occurs inside each copolymer chain, giving rise to gra-
dient or even block copolymers in extreme cases.
Batch Reactor Model with Conversion
as Independent Variable
For a copolymerization batch reactor the molar conversion X* can be
defined as in Eq. 1, where (from here on) M
mi
denotes the molar concen-
tration of monomer i and the extra sub-index 0 denotes initial conditions.
X*
M
m1;O
M
m2;O
M
m1
M
m2
M
m1;O
M
m2;O
1
The monomer material balances can be written with conversion as in-
dependent variable (see Appendix 1) resulting in Eqs. 2 and 3:
dM
m1
dX*
M
m1;O
M
m2;O
1
M
m2
M
m1
M
m1
r
2
M
m2
M
m2
r
1
M
m1
_ _ 2
Industrial Copolymerization Reactors 463
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
dM
m2
dX*
M
m1;O
M
m2;O
1
M
m1
M
m2
M
m2
r
1
M
m1
M
m1
r
2
M
m2
_ _ 3
The r
i
denote the copolymer reactivity ratios. Integration of Eqs. 2 and 3
using any standard ordinary differential equations solver with M
m1
=M
m1,O
and M
m2
=M
m2,O
at X*=0, provides prediction of molar copolymer
composition F
mi
* with molar conversion through Eq. 4.
F
m1
*
P
m1
P
m1
P
m2
P
mi
M
mi;O
M
i
4
P
mi
denotes the molar concentration of units of monomer i in the
copolymer. This model can be used in predictive way for estimation of
copolymer composition with conversion by knowing the reactivity ratios.
The translation of integration results of this model from molar to weight
conversion is trivial.
Steady-State CSTR Model with Conversion as
Independent Variable
A brief outline of the derivation of this model is given in Appendix 1.
In order to describe the copolymerization in a CSTR when the output
conversion is known a priori, the following definitions are useful:
PR
m1
1
1
2M
m2
r
1
M
m1
r
2
M
2
m2
r
1
M
2
m1
1
2
r
1
M
m1
M
m2
r
2
M
m2
M
m1
5
PR
m2
1
1
2M
m1
r
2
M
m2
r
1
M
2
m1
r
2
M
2
m2
1
2
r
1
M
m1
M
m2
r
2
M
m2
M
m1
6
The monomer concentrations in Eqs. 5 and 6 are those inside the reactor at
the steady state. Density of reaction mixture is given by Eq. 7,
r M
m1
W
m1
M
m2
W
m2
P
m1
W
m1
P
m2
W
m2
7
where W
mi
is the molecular weight of monomer i. Monomer and monomer
units in polymer concentrations correspond to those in the reactor at steady
464 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
state. The molar conversion increment per reactor DX*, can be defined as in
Eq. 8,
DX*
polymer output polymer input
monomer input
P
m1
y
P
m2
y
Fx
pm1
VW
m1
Fx
pm2
VW
m2
Fx
m1
VW
m1
Fx
m2
VW
m2
8
where F is the total mass flow at the reactor inlet; V and y are reactor
volume and residence time respectively, and x
mi
, x
pmi
are the mass fraction
of monomer i and monomer i units in polymer, respectively, at the reactor
inlet. The weight conversion increment DX is given by Eq. 9
DX
P
m1
W
m1
P
m2
W
m2
rx
pm1
x
pm2
rx
m1
x
m2
9
The monomer material balances result in Eqs. 10 and 11
PR
m1
r
x
m1
W
m1
M
m1
_ _
1 DX*
DX*M
m1
M
m2
0 10
PR
m2
r
x
m2
W
m2
M
m2
_ _
1 DX*
DX*M
m1
M
m2
0 11
Solution of non-linear algebraic Eqs. 911, coupled with explicit
expressions 7 and 1215, provides copolymer composition and monomer
composition at steady state in a CSTR if DX (weight) and the inlet weight
fractions are known. The non-linear system is solved for unknowns M
m1
,
M
m2
and DX*. P
m1
and P
m2
are then given explicitly by:
P
m1
P
m2
_ _
A
I
B 12
where
A
a
11
1 x
pm1
a
12
x
pm1
W
m2
W
m1
a
21
x
pm2
W
m1
W
m2
a
22
1 x
pm2
_
_
_
_
_
_ 13
Industrial Copolymerization Reactors 465
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
B
b
11
YPR
m1
x
pm1
W
m1
M
m1
W
m1
M
m2
W
m2
b
21
YPR
m2
x
pm2
W
m2
M
m1
W
m1
M
m2
W
m2
_
_
_
_
_
_ 14
where Y (which represents the product of R
p
and y) is given in terms of
state variables as:
Y
M
m1
M
m2
DX*
1 DX*
15
These equations are useful for situations in which the output conversion of
a CSRT (or each CSTR in a train) can be reasonably estimated a priori.
Typical examples include 1) the addition of some amount of a new co-
monomer to an existing process (the maximum amount depends on how
different the reaction rate is expected to be; usually a co-monomer of the
same chemical family is added, allowing large compositions of the second
monomer without a significant effect on the reaction rate), 2) small
variations in inlet composition to manipulate the composition drift in a train
of CSTRs, 3) any other case in which the manipulated variables of the
reactor can be adjusted to reach a desired conversion (e.g. by the use of a
control system), regardless of the composition feed.
Steady-State CSTR Model Given
Empirical Expression for R
p
If an empirical or theoretical expression is available for predicting the
rate of copolymerization, the monomer material balances for a CSTR in
steady state are transformed from those in Eqs. 10 and 11 to the form given
in Eqs. 16 and 17.
PR
m1
Fx
m1
R
p
VW
m1
M
m1
yR
p
0 16
PR
m2
Fx
m2
R
p
VW
m2
M
m2
yR
p
0 17
Solution of the non-linear algebraic system (Eqs. 16 and 17) provides M
m1
and M
m2
; P
m1
and P
m2
can be calculated by Eqs. 1214 with Eq. 18 instead
of Eq. 15.
Y R
p
y 18
466 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
Steady-State CSTR Model Given
Theoretical Expression for R
p
If information is available in the form of kinetic rate constants, as in
Eqs. 19 and 20, a theoretical R
p
can be inserted into the previous model.
R
p
M
m1
*
k
p11
M
m1
k
p12
M
m2
M
m2
*
k
p21
M
m1
k
p22
M
m2
19
M
m1
*
M
m2
*
R
i
k
T
_
20
where M
mi
* is the molar concentration of polymeric radicals of type i, the
kp
ij
is the propagation rate constant of type i radical with monomer j, R
i
is
the radical generation rate and k
T
is the rate constant of termination.
Dynamics of Copolymerization Composition in CSTRs
Given Exit Conversion or an Empirical Expression for R
p
In this section a simple model for the dynamics of composition in a
copolymerization CSTR is developed, assuming that the output conversion
is known. This model uses only the appropriate reactivity ratios of the pair
of monomers to predict the copolymer composition in a CSTR or in several
CSTRs connected in series. When the conversion value of a copolymer-
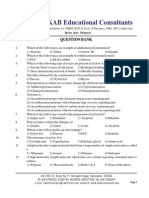
ization CSTR (see Figure 1) is known or can be estimated a priori (see
Steady-State CSTR Model with Conversion as Independent Variable), the
material balances of the monomers and the monomer units incorporated in
copolymer chains can be written as in Eqs. 2124:
dM
j
x
m1; j
dt
F
j1
x
m1; j1
F
j
DX
j
C
m1; j
F
j
x
m1; j
21
dM
j
x
m2; j
dt
F
j1
x
m2; j1
F
j
DX
j
C
m2; j
F
j
x
m2; j
22
dM
j
x
pm1; j
dt
F
j
DX
j
C
m1; j
F
j
x
pm1; j
23
dM
j
x
pm2; j
dt
F
j
DX
j
C
m2; j
F
j
x
pm2; j
24
where x
s, j
means the mass fraction of species s contained in reactor R
j
; the
symbols DX
j
and M
j
designate the weight conversion increment per reactor
Industrial Copolymerization Reactors 467
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
and the mass of reaction mixture, respectively; in reactor R
j
, F
j
stands for
the outlet and inlet mass flow to reactor j. Subscripts refer to the different
chemical species, stream number and reactor. For example, x
pm1, j
,
represents the mass fraction of polymer made of units of monomer 1 in
stream F
j
(which comes out from reactor R
j
).
Analyzing Eq. 21, for example, one may notice that the first term on
the right hand side represents the amount of monomer 1 in the feed stream
to reactor, the second term is the consumption of monomer 1 due to the
copolymerization reaction and the third term refers to the amount of
monomer 1 in the outlet stream of reactor. The symbol C is defined in
Eqs. 25 and 26, and stands for the mass fraction of monomer 1 in the
copolymer formed in reactor R
j
according to the MayoLewis equation. In
Eq. 25, r
i
designates the reactivity ratio of monomer i, f
i
* is the molar
fraction of monomer i in the mixture of monomers, and C*i the molar
fraction of monomer i incorporated into the copolymer.
C
m1
*
r
1
f
m1
*
2
f
m1
*
f
m2
*
r
1
f
m1
*
2
2f
m1
*
f
m2
*
r
2
f
m2
*
2
25
Figure 1. Conceptual scheme of a copolymerization reaction carried out in a CSTR.
468 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
Eq. 25 represents the MayoLewis equation in molar basis. In order to use
it in the proposed model it is necessary to express it into mass basis using
Eq. 26, where W is the molecular weight of the corresponding monomer.
C
m1
C
m1
*
W
m1
C
m1
*
W
m1
C
m2
*
W
m2
26
where Ci is the weight fraction of monomer i.
In order to solve the set of Eqs. 2124, one first expands the derivative
of the products on the left hand side of the equations. For example, for
Eq. 21 this would result in an equation of the form:
M
j
dx
m1; j
dt
x
m1; j
dM
j
dt
F
j1
x
m1; j1
F
j
DX
j
C
m1; j
F
j
x
m1; j
27
which could be solved by knowing the way in which the total mass in the
reactor changes with time and having proper initial conditions. However, in
many practical cases, the following simplifying assumptions are applicable
and facilitate the solution of the model:
. The reaction mass of R
j
reactor, M
j
, is constant at any time.
. The reactor R
j
is well-stirred (CSTR).
. The inlet and outlet mass flows of reactor R
j
are constant and the
same; there is no mass accumulation in reactor.
In this way, the M
j
are known at all times and can be taken out of the
derivative, so the proper initial conditions become:
x
s; j
x
s; j0
28
for s=(m
1
, m
2
, pm
1
, pm
2
). This model is useful for dynamic transitions of
composition at conditions similar to those specified for the model of
Steady-State CSTR Model with Conversion as Independent Variable.
In the case that an empirical expression, R
p
(T, I, x
mi
), for the rate of
copolymerization R
p
is available, then Eqs. 2124 are transformed into
Eqs. 2932.
dM
j
x
m1; j
dt
F
j1
x
m1; j1
Rp
j
W
m1
C
m1; j
*
V F
j
x
m1; j
29
dM
j
x
m2; j
dt
F
j1
x
m2; j1
Rp
j
W
m2
C
m2; j
*
V F
j
x
m2; j
30
Industrial Copolymerization Reactors 469
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
dM
j
x
pm1; j
dt
Rp
j
W
m1
C
m1; j
*
V F
j
x
pm1; j
31
dM
j
x
pm2; j
dt
Rp
j
W
m2
C
m2; j
*
V F
j
x
pm2; j
32
General Kinetic Model with New Approach for
Modeling the Gel Effect
In this section it is assumed that the traditional full material balance
will be used; that is, that all the relevant kinetic base parameters (at
conversion approaching zero) are available. In these cases, however, one is
often faced with the difficulty of incorporating reliable descriptions of the
gel effect for prediction of the rate of copolymerization. Here, a new
approach for modeling the gel effect is introduced; this approach is based
on analogies with the diffusion-controlled reactions in heterogeneous
catalytic reactors. In Application Examples the use of this approach is
illustrated using experimental data reported by Garcia-Rubio et al. (1985)
for the copolymerization system styreneacrylonitrile.
For years a large number of mathematical models have appeared in
order to predict free radical polymerization systems at intermediate and
high conversions, where the gel effect phenomena emerges. Reviews of
these models are carried out by Mita and Horie (1987), Achilias and
Kiparissides (1988), and Tefera et al. (1997a). Among the most important
correlation parameters and concepts used to formulate these models one
finds: conversion, viscosity, polymer fraction, chain entanglement and
theories such as reptation, diffusion-controlled reactions, and free volume
theory. The model proposed in this section makes use of the diffusion-
controlled reaction concept, but using a new approach based on an analogy
with the internal transport process in catalytic pellets found in heteroge-
neous catalytic reactions.
In order to describe the proposed model, a classical terminal model
kinetic scheme and the material balance equations for copolymerization
systems used by Hamer et al. (1981) will be invoked and adapted (see
Appendix 2).
In their paper Hamer et al. (1981) define an empirical factor related
with the termination rate constant for modeling the gel effect. The empirical
factor, g
tii
=k
tii
/k
tiio
, is defined as the ratio of the termination rate constant
observed during the polymerization, k
tii
, and the termination rate constant
when the conversion is close to zero, k
tiio
. For the value of the cross-
termination rate constant, k
t12
, they chose the geometric mean between the
470 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
two homopolymerization termination rate constants multiplied by the factor
f, that can take the value of unity for diffusion-controlled copolymerization
reactions according to North (1963). On the other hand, the model proposed
here is similar to that of Hamer et al. (1981) except for the definition used
for the empirical factor g
t
to model the gel effect. Instead of g
t
,
effectiveness factors, Z
p
and Z
t
, are defined in this work to account for
the gel effect in the propagation and termination reactions respectively.
Next, expressions for the effectiveness factors are developed and finally the
complete kinetic model for copolymerization is shown.
In an heterogeneous catalytic reaction (where the reactants are
consumed inside a porous catalyst), two transport processes are known to
occur: the external and the internal transport processes. For the case of the
external transport process in a catalytic particle, the mass transfer of
reactants from the bulk fluid to the particle surface is ruled by
concentration gradients of reactants and by the mass transfer coefficient,
k
m
(see for example Smith (1970)). However, in heterogeneous catalytic
reactions, the catalyst is generally supported and located on the walls inside
porous particles; therefore, the reactants have to diffuse through the pores
of the particle in order to reach the catalyst and participate in a chemical
reaction. This is the main concept behind the analogy for the proposed
model of the polymerization. At a certain point when a bulk polymerization
reaction is taking place, the polymer chains are long enough and their
concentration large enough for entanglements to occur. At that point some
reference volume element of entangled chains can be conceived as a porous
particle. Around and inside the reference volume there will be monomer
molecules and propagating and terminating free radicals.
If one looks at existing gel effect models for high conversion
polymerization (Achilias and Kiparissides, 1992; Chiu et al., 1983; Hoppe
and Renken, 1998; Russell et al., 1988; Sharma and Soane, 1988), under the
light of this analogy, their modeling of mass transfer and diffusion
phenomena can be more easily identified with the idea of the external
transport process in the catalytic pellet. Here, we turn our attention to the
analogy of polymerization gel effect with internal resistances in the
catalytic pellet as we consider that the diffusion paths experimented by the
monomer or polymer chains are similar to the paths experimented by the
reactants in the pores of a catalytic pellet.
For propagation reactions at intermediate or high conversion, the
polymerization system is similar to the heterogeneous catalytic system in
the sense that the monomer molecules (reactants) have to diffuse along the
holes left after polymer chain entanglements have occurred, and have to
reach a free radical in order to propagate the active chain (catalytic site).
Generally, in catalytic reactions the catalyst is not modified when a
Industrial Copolymerization Reactors 471
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
chemical reaction occurs; in propagation reactions the result of the whole
process is the same as in a catalytic reaction because a free radical is
generated from another free radical.
For termination reactions at intermediate or high conversion, the
analogy is not so obvious because in this type of reactions the chemical
species involved are two free radicals. In this case one free radical must
take the role of reactant and the other one (moving along with the
reference volume considered) the role of the catalyst. The reactant
radical will diffuse relative to the frame of reference of the catalyst
through the entangled chains by conventional diffusion or reactive diffusion
in order to get to the neighborhood of the catalyst and carry out a
termination reaction.
The present analogy can be considered from a different point of
view. A popular diffusion theory in polymeric systems is described in
Benson and North (1962). This theory argues that before two free radicals
carry out a termination reaction, they must go through a series of diffusion
steps: translational diffusion first and then segmental diffusion. At low
conversion, segmental diffusion controls the rate of termination reactions,
but at high conversion the translational diffusion will do it. Under this view
an analogy can be established between internal transport processes in
heterogeneous reactions and translational diffusion in polymer reactions. In
this work the segmental diffusion resistance will be lumped into overall
effective parameters.
The model proposed in this section makes use of diffusion coefficients
for polymeric systems. However, it is rather complex to predict these
quantities even for simple systems. In this regard the experimental works of
Faldi et al. (1992, 1994a,b), give an idea of the complexity of this issue.
Therefore, for the proposed model empirical expressions will be used for
predicting the diffusion coefficients in the polymer reaction system.
For the development of the effectiveness factor employed for predicting
the rate of copolymerization, the procedure used by Smith (1970) for a first
order catalytic reaction in gaseous phase (irreversible and isothermal
conditions) is invoked. For this situation the effectiveness factor is defined
as in Eq. 33 and, proceeding as in Smith, one can get an expression for the
effectiveness factor in a spherical particle as in Eq. 34, where F
s
represents
the Thiele modulus for a catalytic particle (defined in Eq. 35).
Z
actual rate for the whole catalytic particle
rate evaluated at outer surface conditions
R
c
R
s
33
Z
1
F
s
1
tanh 3F
s
1
3F
s
_ _
34
472 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
F
s
r
s
3
kr
p
D
e
35
Using these definitions, one can get an expression for the evaluation of the
actual rate for the whole catalytic particle, R
c
, in terms of the rate evaluated
at the outer surface conditions, R
s
, as shown in Eq. 36.
R
c
ZR
s
1
F
s
1
tanh 3F
s
1
3F
s
_ _
kC
s
36
According to Eq. 35, F
s
will be small when the particle is small, the
diffusion process is fast or the chemical reaction is very slow. However,
for F
s
values greater than 5, a good approximation for Eq. 34 is given by
Eq. 37.
Z
1
F
s
37
For high values of F
s
, the diffusion of reactants through the particle has an
important effect on the rate of reaction, such that the diffusion of reactants
towards the interior of the particle is slow.
The previous analysis is applicable only to specific conditions of
reaction for which an analytical solution is available. Different conditions
of reaction or particle geometries lead to problems without analytical
solution; for this reason other authors have given approximate solutions for
more complex reaction systems (Aris, 1975; Bischoff, 1965). In order to
complete the analogy between the heterogeneous catalytic model and
polymeric systems, the previous analysis will be applied to the propagation
and termination reactions of a polymer reaction system. The assumption
that the propagation and termination reactions are pseudo-first order
reactions will be used as an approximation in order to simplify the analysis.
In propagation reactions the monomer molecules will be considered as
reactants and the free radicals as the catalyst in the particle. In termination
reactions one of the two free radicals will have the role of reactant and the
other one that of the supported catalyst.
The proposed analogy applied to the propagation and termination
reactions of a polymerization (or copolymerization) system can be sum-
marized in Eqs. 38 and 39. In these equations and according to Eq. 36, the
product of the effectiveness factor and the kinetic constant measured at zero
conversion (k
po
or k
to
) for each reaction is grouped into an effective kinetic
constant (
^
k
p
or
^
k
t
). At first sight, one can see that at the beginning of the
polymerization Z
p
or Z
t
are close to one, the mass transfer through the
mixture of reaction does not have effect on the rate of polymerization and
Industrial Copolymerization Reactors 473
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
the chemical process controls the rate. However, at intermediate or high
conversion, when the chains of the polymer begin to entangle, Z
p
or Z
t
can
be reduced even orders of magnitude, so the effective kinetic constants
significantly modify their values.
^
k
p
k
po
Z
p
38
^
k
t
k
to
Z
t
39
In order to take this analogy to a practical level one can calculate the Thiele
modulus either in an empirical way or using Eq. 35 in terms of the polymer
system parameters. The latest approach is more desirable but it is beyond
the scope of this work. Also, considering the level of approximations
used so far, the difficulty of finding reliable diffusion coefficients and
the practical focus of this work, it was decided here to relate the Thiele
modulus with experimental variables more easily measured such as con-
version, viscosity or molecular weight. Given the experimental informa-
tion at hand, an empirical expression in terms of conversion is used in
this work.
It was also decided to use the expression in Eq. 34 for the calculation of
the effectiveness factor in termination reactions due to the fact that mass
transfer limitations for polymeric free radicals start to be considerable at
intermediate conversion (lowvalues of Thiele modulus). On the other hand, for
the calculation of the effectiveness factor in propagation reactions, Eq. 37 will
be used, as this expression is valid for high values of the Thiele modulus when
the diffusion process for the monomer molecules is severely hindered.
According to the previous discussion, Eqs. 40 and 41 are the proposed
empirical expressions for modeling the Thiele modulus for propagation and
termination reactions, respectively, in terms of conversion. The resulting
functional forms were found as best fit for experimental data for the
copolymerization system styreneacrylonitrile. Although the factor A for
modeling the Thiele modulus in propagation reactions is empirical, it can
be easily related with the limiting conversion of the polymerization system.
F
p
1
tanhA X*
40
F
t
expBX* 41
A summary for the model of this section is shown in Eqs. 4261. The
result is an extension of Hamer et al. (1981) model including the proposed
approach for modeling the gel effect. Eq. 48 includes an expression to
calculate the variation of the initiator efficiency with conversion; this
474 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
expression was modified from the semi-empirical expression reported in
Tefera et al. (1997b), where the free volume theory was used.
dM
m1
dt
^
k
p11
M
m1
M
m1
*
^
k
p21
M
m1
M
m2
*
42
dM
m2
dt
^
k
p12
M
m1
*
M
m2
^
k
p22
M
m2
M
m2
*
43
dI
dt
k
d
I 44
M
m2
*
2f
i
k
d
I
^
k
t11
^
k
p21
M
m1
^
k
p12
M
m2
_ _
2
2
^
k
t12
^
k
p21
M
m1
^
k
p12
M
m2
^
k
t22
_
45
M
m1
*
^
k
p21
M
m1
^
k
p12
M
m2
M
m2
*
46
X*
M
m1o
M
m2o
M
m1
M
m2
M
m1o
M
m2o
47
f
i
2f
io
1 expX*
48
Z
p
1
F
p
49
F
p
1
tanhA X*
50
^
k
p11
k
p11o
Z
p
51
^
k
p22
k
p22o
Z
p
52
Industrial Copolymerization Reactors 475
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
^
k
p12
^
k
p11
r
m1
53
^
k
p21
^
k
p22
r
m2
54
Z
t
1
F
t
1
tanh3F
t
1
3F
t
_ _
55
F
t
expBX* 56
^
k
t11
k
t11o
Z
t
57
^
k
t22
k
t22o
Z
t
58
^
k
t12
^
k
t11
^
k
t22
_
59
M
m1o
f
m1o
*
f
m1o
*
W
m1
r
m1
1 f
m1o
*
W
m2
r
m2
60
M
m2o
1 f
m1o
*
f
m1o
*
W
m1
r
m1
1 f
m1o
*
W
m2
r
m2
61
Additional Quantities
Notice that for all the models presented it is possible to obtain the
actual concentration of monomers and radical types in the reaction site for
each one of the reactors. This gives the possibility of calculating the
sequence length distribution if reasonable estimates of the propagation
constants are available. The detail of such calculations can be found in
Ray (1972).
476 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
APPLICATION EXAMPLES
In this section, several applications for the mathematical models
developed in the previous sections are shown. It was decided not to
illustrate step by step the methodology proposed in General Methodology
for Modeling and Scaling-Up; instead, the most relevant aspects of different
applications were chosen. Three of them were directly taken or arose from
real industrial problems and only one is based on data taken from the
literature. First, a set of plots to determine the copolymer composition in
several configurations of copolymerization CSTRs are generated with a
steady state CSTR model (see Steady-State CSTR Model with Conversion
as Independent Variable). Next, the application of the dynamic model of a
copolymerization CSTR (see Dynamics of Copolymerization Composition
in CSTRs Given Exit Conversion or an Empirical Expression for R
p
) and
comparison of model predictions to experimental data from an industrial
copolymerization process are discussed. In the third example, the same
dynamic model is applied to simulate an industrial copolymerization
process in emulsion where several CSTRs are connected in series. Finally,
the illustration of the general kinetic model with a new approach for
modeling of the gel effect (see General Kinetic Model with New Approach
for Modeling the Gel Effect) is discussed, using experimental data taken
from the literature. Also, a bifurcation analysis of this model applied to a
CSTR is carried out.
Example 1. Copolymer Composition Prediction in
Different Reactor Configurations
In this section a set of plots for determining the copolymer composition in
several configurations of copolymerization reactors are presented. The kind of
plots presented here are useful for the design of continuous copolymerization
processes when the output conversion can reasonably be predicted a priori and
the reactivity ratios are known, especially if one is interested in the variation of
composition when the reactor configuration is changed. Due to the com-
position drift in copolymerization, these charts are useful in design since they
predict the jumps in composition in each reactor of a series of CSTRs,
which often give rise to heterogeneous products. The plots were generated
solving the model proposed in Steady-State CSTR Model with Conversion as
Independent Variable (steady state) where the weight conversion increment
and monomer composition of the feed stream are known.
Figures 2 and 3 represent two typical cases for pairs of monomers
where r
1
<1, r
2
<1 (styreneacrylonitrile) and r
1
>1, r
2
<1 (styrenevinyl
acetate), respectively. In these plots, the output copolymer composition in a
Industrial Copolymerization Reactors 477
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
single CSTR is given in terms of monomer composition in the feed stream
at different conversions. Two limiting conditions are included: when
conversion is 1 (line of 45, mass fraction of monomer in the feed stream is
the same mass fraction of the monomer incorporated to copolymer) and
when conversion tends to 0 (this case corresponds to the instantaneous
composition of a copolymer synthesized in a batch reactor given directly by
the MayoLewis equation). Figure 4 exhibits the same information of
Figure 3, but with different coordinates.
Figures 5 and 6 show the instantaneous copolymer composition for
every single CSTR of a series of CSTRs. For this analysis the system
styrenevinyl acetate was chosen with a feed stream composition of 0.4
mass fraction of styrene. In this case the number of reactors was varied and
Figure 2. Copolymer composition vs. monomer composition in the feed stream of a
single CSTR for the system styrene (1) acrylonitrile (2) for different output con-
versions. Case r
1
<1, r
2
<1 (r
1
=0.36, r
2
=0.078; Garcia-Rubio et al., 1985).
478 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
the total or global conversion (X=1) was divided by the number of reactors
in every set, for example, for the case where the number of CSTRs was 20,
the corresponding conversion for each reactor of this set was 0.05, therefore
the global conversion is always 1. As in previous analyses, it is interesting
to mention the limiting conditions in this case: when the conversion in one
reactor is close to 1 (case for one CSTR), the instantaneous copolymer
composition is the same as the monomer composition of the feed stream.
On the other hand, when the conversion in every single reactor tends to 0
(case tending to an infinite number of CSTRs connected in series, e.g.
1000 CSTRs with X=0.001 each), the behavior is similar to that of a plug
flow reactor (PFR), which also tends to the MayoLewis equation
behavior. For better visualization, Figure 5 shows the first 10 reactors for
every set, while Figure 6 shows the cases when the number of CSTRs
Figure 3. Copolymer composition vs. monomer composition in the feed stream of a
single CSTR for the system styrene (1) vinyl acetate (2) for different output
conversions. Case r
1
>1, r
2
<1 (r
1
=55, r
2
=0.01; Hamer et al., 1981).
Industrial Copolymerization Reactors 479
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
connected in series tends to infinite (R20, R100 and R1000). This kind of
analysis finds application in the quantification of the heterogeneity of the
produced copolymer in continuous processes.
Figure 7 corresponds to the behavior of a system of alternating nature
(styrenemaleic anhydride) with nearly ideal values for alternation:
r
1
=0.001, r
2
= 0.001. The plot shows the output composition from a CSTR
for different output conversions and for different feed stream compositions.
Notice that the value of the output composition in all cases remains almost
flat at 0.5 until the value of the output weight conversion nearly doubles the
value of the feed stream composition. After that conversion the copolymer
composition for monomer 1 (styrene), richer in the feed, rises rapidly with
conversion. This is due to the fact that a unit of each one of the monomers
alternates until one of them is exhausted (also notice that the molecular
weights of both monomers are similar, 104 and 98). A curve is also
Figure 4. Copolymer composition vs. conversion of a single CSTR for the system
styrene (1) vinyl acetate (2) for different styrene feed compositions ( fst). Case r
1
>1,
r
2
<1 (r
1
=55, r
2
=0.01; Hamer et al., 1981).
480 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
included in order to show the high sensitivity of this system to the values of
the reactivity ratios used. Notice that when values of r
1
=0.02, r
2
= 0.01
(Brandrup et al., 1999) are used, the behavior deviates significantly from
the ideal one, but one has to be careful with values reported in the lit-
erature, as they show high dispersion.
Example 2. Application of Dynamic Model of a
Copolymerization CSTR
Many industrial copolymerization processes, and their corresponding
products, are sensitive to composition drift, which is well described by the
MayoLewis equation. In order to illustrate the application of the model
described in Dynamics of Copolymerization Composition in CSTRs Given
Exit Conversion or an Empirical Expression for R
p
, the prediction of
copolymer composition in a dynamic transition between steady states in an
industrial bulk copolymerization process was considered. Predicted values
Figure 5. Instantaneous copolymer composition vs. number of CSTRs connected in
series for the system styrene (1) vinyl acetate (2) with 0.4 mass fraction of monomer
1 in the feed stream.
Industrial Copolymerization Reactors 481
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
were compared to industrial experimental data of copolymer composition
obtained by
1
H Nuclear Magnetic Resonance.
The experiment started departing from a steady state in which the
monomer composition of the feed stream was known, and at time zero a step
change of composition in the feed stream with a second monomer was
imposed. During the transition, samples were taken at different times and the
copolymer composition measured. The transition was also simulated with the
model to determine how long it would take to reach the new steady state, as
some additional capacitances (tanks) were present in the process. All the
assumptions made for the development of the model were approximately met,
and the difference of monomer composition between the liquid phase and the
vapor phase was ignored. Due to proprietary reasons some details of the
experiment cannot be revealed; therefore, the process diagram has been
simplified and the raw materials will be named only as monomer 1 and
monomer 2, and their reactivity ratios as r
1
and r
2
, respectively.
A simplified scheme of the bulk copolymerization process is shown in
Figure 8. The experimental step of monomer composition in the feed stream
Figure 6. Instantaneous copolymer composition vs. number of CSTRs connected in
series for the system styrene (1) vinyl acetate (2) with 0.4 mass fraction of monomer
1 in the feed stream.
482 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
was from 0100% to 1090% (monomer 1monomer 2, weight basis).
Table 1 shows the process parameters used in the model and their values.
Table 2 shows the conditions defining the initial steady state. The reactivity
ratios used were r
1
=0.53 and r
2
=0.58. According to the scheme of Figure
8, one can formulate Eqs. 6271, which are derived from the basic model
of Dynamics of Copolymerization Composition in CSTRs Given Exit
Conversion or an Empirical Expression for R
p
adapted for the specific
configuration of the process.
Eqs. 62 and 63 describe the material balances in reactor 1 (R
1
) for
monomer 1 and 2 respectively.
dM
R1
x
m1;1
dt
F
o
x
m1;o
F
3
x
m1;3
F
1
x
m1;1
F
1
DX
1
C
m1;1
62
dM
R1
x
m2;1
dt
F
o
x
m2;o
F
3
x
m2;3
F
1
x
m2;1
F
1
DX
1
C
m2;1
63
Figure 7. Copolymer composition vs. conversion for styrene (1) maleic anhydride
(2) alternating copolymerization system. A,B curves calculated with r
1
= r
2
= 0.001,
curve C with r
1
=0.02, r
2
=0.01. f
2
is the feed weight fraction of (2).
Industrial Copolymerization Reactors 483
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
Eqs. 64 and 65 describe the material balances for monomer 1 and monomer
2, respectively, in reactor 2 (R
2
).
dM
R2
x
m1;2
dt
F
1
x
m1;1
F
2
x
m1;2
F
2
DX
2
C
m1;2
64
dM
R2
x
m2;2
dt
F
1
x
m2;1
F
2
x
m2;2
F
2
DX
2
C
m2;2
65
Downstream reactor 2 (R
2
), a monomer recovery tank (MR, unit 3) is
located in order to separate non-reacted monomer from the copolymer and
return it to the process. The material balances for the monomers in this
flash tank are Eqs. 66 and 67. They are trivially derived canceling out the
reaction term from the basic model. It is assumed that all the monomer is
recovered, therefore F
2
x
m1,2
=F
3
x
m1,3
and F
2
x
m2,2
=F
3
x
m2,3
.
dM
MR
x
m1;3
dt
F
2
x
m1;2
F
3
x
m1;3
66
dM
MR
x
m2;3
dt
F
2
x
m2;2
F
3
x
m2;3
67
Finally, material balances for the produced copolymer in each reactor are
necessary. These ones are represented by Eqs. 6871, which are written in
Figure 8. Conceptual scheme of industrial bulk copolymerization process analyzed,
example 2.
484 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
Table 1. Parameters of process used in the model and
their values, example 2.
Parameter Value Unit
x
m1,o
0.1
x
m2,o
0.9
M
R1
15000 Kg.
M
R2
5500 Kg.
M
MR
1200 Kg.
DX
1
0.3
DX
2
0.5
F
o
4800 Kg.hr.
1
F
1
6000 Kg.hr.
1
F
2
6000 Kg.hr.
1
F
3
1200 Kg.hr.
1
F
4
4800 Kg.hr.
1
Table 2. Values at initial steady
state, example 2.
Variable Value
x
m2,o
1
x
m1,o
0
x
m2,3
1
x
pm2,4
1
x
m2,1
0.7
x
m2,2
0.2
x
m1,3
0
x
pm1,4
0
x
m1,1
0
x
m1,2
0
x
pm2,1
0.3
x
pm2,2
0.8
x
pm1,1
0
x
pm1,2
0
Industrial Copolymerization Reactors 485
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
terms of the mass fraction of each monomer incorporated in the copolymer
in every single reactor.
dM
R1
x
pm1;1
dt
F
1
DX
1
C
m1;1
F
1
x
pm1;1
68
dM
R1
x
pm2;1
dt
F
1
DX
1
C
m2;1
F
1
x
pm2;1
69
dM
R2
x
pm1;2
dt
F
1
x
pm1;1
F
2
DX
2
C
m1;2
F
2
x
pm1;2
70
dM
R2
x
pm2;2
dt
F
1
x
pm2;1
F
2
DX
2
C
m2;2
F
2
x
pm2;2
71
It is worth emphasizing that, due to the small change in monomer com-
position of the feed stream in the experiment and also to the nature of the
monomers used, the copolymerization rate did not change significantly and
the output conversion could be easily controlled at the desired pre-set value,
the same as that of the initial steady state. Notice also that for each reactor
the condition x
m1,i
+x
m2,i
+x
pm1,i
+x
pm2,i
=1, i=1,2 is met.
The model differential equations were solved with standard commercial
software and the predictions were compared with experimental data; the
comparison is shown in Figure 9. Good agreement between the model and
the experimental data can be observed. The time to reach the new steady
state is about 15 hours.
From the model it is possible to get not only the cumulative com-
position, but also the instantaneous one (by taking appropriate quotients of
the polymer derivatives). The instantaneous and cumulative compositions
predicted by the model for each reactor, as well as the global copolymer
composition at the end of the process, are shown in Figure 10. According to
the simulation, the difference between instantaneous composition and
cumulative composition is larger during the first stages of the transition in
both reactors, but when the steady state is reached both compositions are
equal. Comparing both cumulative compositions and the global composi-
tion, one observes that in reactor 1 copolymer with lower amount of mono-
mer 2 is produced (approx. 88% at the steady state); on the other hand, in
reactor 2 copolymer with 91% of monomer 2 is formed, but final global
composition at the steady state is the same one as the feed stream (1090%
monomer 1monomer 2), due to the recycling of unreacted monomer.
486 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
A natural application of this model is to reduce the transition periods
by using different feed-forcing policies. Figure 11 shows the comparison
between the dynamic response of the copolymerization process to a step
input, and the response when the input for the transition is started by a
sudden drop from 100% to 85% of monomer 2 followed by a ramp of
increasing monomer 2 from 85% up to 90% in a linear fashion for 5 hours.
In this last case it is possible to reduce the transition period by 40%.
Example 3. Application of Dynamic Model to Another
Continuous Copolymerization System
In this section, the model proposed in Dynamics of Copolymerization
Composition in CSTRs Given Exit Conversion or an Empirical Expression
for R
p
is applied for the simulation of an industrial copolymerization
process where an elastomer is produced by emulsion polymerization. Again,
the dynamic transition for a step change in the feed stream monomer
Figure 9. Dynamic transition for the industrial copolymerization process described
in Figure 8. A step of monomer composition in feed stream from 0100% to 1090%
(monomer 1monomer 2) was applied to the process at time zero.
Industrial Copolymerization Reactors 487
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
composition is simulated. Figure 12 shows a conceptual diagram of the
process that includes a series of CSTRs.
For this process, Eqs. 2124 are applicable, considering only the
copolymer feed term, which uses the cumulative composition of the
previous reactor, and making j=1. . .20.
The simulated transition corresponds to a step change of monomer
composition in the feed stream from 2971% to 26.573.5% (monomer 1
monomer 2, weight basis), applied to the process at an arbitrary time zero.
The values of the reactivity ratios used were r
1
=0.60 and r
2
=1.35. The
residence time in each reactor is 15 minutes and the weight conversion
increment in every single reactor is 0.05, such that the total conversion
obtained at the end of the process is 1. These conditions are similar, but not
identical, to those used in an existing industrial process. Exact details are
not revealed due to proprietary reasons. All assumptions described in
Steady-State CSTR Model with Conversion as Independent Variable are
met to a good approximation (including the almost null effect of the small
change in the feed stream monomer composition on the copolymerization
Figure 10. Dynamic transition of the instantaneous, cumulative and global
copolymer composition in the industrial copolymerization process described in
Figure 8.
488 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
rate). Also, the monomers considered have very low solubility in the
aqueous phase; therefore, no corrections for thermodynamics of monomer
partitioning have to be made.
In order to simulate the transition it is necessary to know the initial
conditions coming from the original steady state. In this study case
experimental information was not available, so the initial conditions were
determined by solving the model of Steady-State CSTR Model with
Figure 11. Optimization of the industrial copolymerization process described in
Figure 8, linear ramp forcing function used to reduce time to reach steady state.
Figure 12. Conceptual scheme of industrial emulsion copolymerization process,
where an elastomer is produced, example 3.
Industrial Copolymerization Reactors 489
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
Conversion as Independent Variable on a mass basis. Once the initial
conditions for every reactor of the process were known, the simulation for
the step perturbation in the feed stream was carried out. Figure 13 shows
the simulation results (only some reactors are shown). As can be seen,
reactor 20 takes about 9 hours for reaching the new steady state. Since
several CSTRs are connected in series, the process approaches the
behavior of a tubular reactor with dispersion. In plug flow reactors the input
perturbation takes one residence time to be reflected in the output stream.
On the other hand, in a CSTR the change in the output occurs from the
very beginning of the perturbation, but the process takes around three
residence times to reach the steady state. The case illustrated in this section
lies somewhere between these two extreme cases; for this reason, for
reactor one the step change starts to be detected from the beginning of the
simulation, but at the final reactor the change starts to be reflected after
Figure 13. Dynamic transition for the industrial copolymerization process described
in Figure 12. A step of monomer composition in feed stream from 2971% to 26.5
73.5% (mon 1mon 2) was applied to the process at time zero.
490 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
around 200 minutes (less than one residence time) and the settling time for
the whole process is around two residence times.
Example 4. Illustration of the General Kinetic Model
with New Approach for Modeling the Gel Effect
In order to illustrate the use of the kinetic model of Genetic Kinetic Model
with New Approach for Modeling the Gel Effect, the model was fitted to
experimental data for batch copolymerization of styrene (m
1
) with acry-
lonitrile (m
2
) taken from the work of Garcia-Rubio et al. (1985), in which
variations of initiator, temperature and ratio of monomers were studied.
Table 3 shows the values used for the model parameters. Figures 1417
Table 3. Parameter values used for model testing (copolymerization system
styrene (1) Acrylonitrile (2)), example 4.
Param. Unit Value Reference
k
d
s
1
1.5810
15
exp (30.8/RT) Jaisinghani and
Ray (1977)
k
p11o
l mol
1
s
1
1.05110
7
exp (3557/T) Husain and
Hamielec (1978)
k
p22o
l mol
1
s
1
1.04710
8
exp (3663/T) Brandrup and
Immergut (1975)
r
1
0.36 Garcia-Rubio et al.
(1985)
r
2
0.078 Garcia-Rubio et al.
(1985)
k
t11o
l mol
1
s
1
1.2610
9
exp (1.68/RT) Jaisinghani and Ray
(1977)
k
t22o
l mol
1
s
1
78210
6
Brandrup et al. (1999)
f
io
0.4 Odian (1990)
r
m1
g l
1
9240.918(T273.15) Tefera et al. (1995)
r
m2
g l
1
806 Brandrup and Immergut
(1975)
W
m1
g mol
1
104.14 Brandrup and Immergut
(1975)
W
m2
g mol
1
53.06 Brandrup and Immergut
(1975)
R Kcal mol
1
K
1
1.98710
3
Brandrup and Immergut
(1975)
Industrial Copolymerization Reactors 491
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
compare the experimental data with the model simulation. The values of
parameters A and B were fitted in each case; for parameter A the values
used were the limiting conversions taken directly from the experimental
data. It is worth highlighting that the model uses only two fitting
parameters to predict the experimental data in a wide range of initial
monomer composition.
According to the results shown in Figures 1417, one can conclude
that the empirical parameter A increases its value with increments of the
temperature of reaction, and must reach the value of one when the
temperature of reaction is greater than the glass transition temperature.
Also, A stays constant when the concentration of initiator changes. For the
case of B, this parameter shows an inverse relationship with temperature,
which is consistent with the fact that a high temperature corresponds to a
low B, low F
t
and effectiveness factor close to one. Physically, this means
Figure 14. Comparison between model predictions and experimental data for the
system styreneacrylonitrile. Initial styrene composition in % mol, 0.01 molar
concentration for initiator AIBN, temperature 40C. Values for empirical parameters
are A=0.9 and B=14.752.
492 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
that at high temperature, diffusion limitations are less important because the
reaction system is less viscous; therefore the monomer molecules and
macromolecules of polymer can diffuse more easily. Also, B shows an
inverse relationship with initiator concentration. Again, diffusion limitations
are less important at high concentration of initiator because at these
conditions the chains of polymer exhibit lower molecular weight, reducing
the viscosity of the reaction media.
When more detailed kinetic information is available, such as the mo-
del considered here, one can make a more complex analysis of the reactor
behavior. Here, the kinetic model proposed in General Kinetic Model with
New Approach for Modeling the Gel Effect and fitted to experimental
data for the system styreneacrylonitrile is applied to a copolymerization
CSTR in order to carry out a bifurcation analysis of the reactor. The
bifurcation analysis is based on the methodology proposed by Hamer et al.
Figure 15. Comparison between model predictions and experimental data for the
system styreneacrylonitrile. Initial styrene composition in % mol, 0.05 molar
concentration for initiator AIBN, temperature 40C. Values for empirical parameters
are A=0.9 and B=11.808.
Industrial Copolymerization Reactors 493
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
(1981) for the isothermal case. Eqs. 7274 show the material balances for
the reactants.
V
dM
m1
dt
M
m1f
M
m1
q M
m1
^
k
p11
P*
^
k
p21
Q*V 72
V
dM
m2
dt
M
m2f
M
m2
q M
m2
^
k
p12
P*
^
k
p22
Q*V 73
V
dI
dt
I
f
Iq k
d
IV 74
For the bifurcation analysis, the dimensionless groups reported in Hamer
et al. (1981) were used, and the software XPP-AUTO (Ermentrout) was
employed for its solution. The results for the analysis using the parameters
from Figure 15 case, but applied to a CSTR, are shown in Figure 18,
Figure 16. Comparison between model predictions and experimental data for the
system styreneacrylonitrile. Initial styrene composition in % mol, 0.01 molar
concentration for initiator AIBN, temperature 60C. Values for empirical parameters
are A=0.9 and B=10.372.
494 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
where the dimensionless parameters Da and x
1
are defined (as in Hamer et
al. (1981)) by Eqs. 75 and 76, respectively.
Da y
^
k
p22
k
d
I
f
k
t22o
_
75
x
1
M
m1f
M
m1
M
m1f
76
According to Figure 18, there are three possible steady states for a
determined value of Da. Given that Da is proportional to the reactor
residence time, it is possible to reach higher conversion with the same
residence time (same size of reactor or same flow), which is desirable for
economic reasons.
Figure 17. Comparison between model predictions and experimental data for the
system styreneacrylonitrile. Initial styrene composition in % mol, 0.05 molar
concentration for initiator AIBN, temperature 60C. Values for empirical parameters
are A=0.9 and B=9.441.
Industrial Copolymerization Reactors 495
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
Figure 19 shows diagrams generated from the bifurcation analysis
under different operating conditions. In all cases the abscissa is the
Damkohler number and the ordinate is the output conversion. The diagrams
in the upper half (A, B, C, D, E and F) were calculated at 40C temperature
and the lower half at 60C. Rows 1 and 3 (A, B, C, G, H, I) correspond to
low initiator concentration in the feed: 0.01 mol L
1
and rows 2 and 4 (D,
E, F, J, K, L) to high initiator concentration (0.05 mol L
1
). Finally, mol
fraction of styrene in the feed (x
m1
) was changed by columns. Diagrams in
the first (left) column (A, D, G, J) correspond to x
m1
=0.5, diagrams in the
middle column (B, E, H and K) to x
m1
=0.7 and those in the right hand side
column (C, F, I, L) to x
m1
=0.9. All the diagrams are calculated at
isothermal conditions; therefore, the multiplicities must be due to the gel
effect. For isothermal conditions to be achieved, it is assumed that the
reactor system has enough capacity for heat removal for all the conditions
analyzed. Of course, this may not be true for a specific real reactor, but it is
Figure 18. Bifurcation analysis of a copolymerization CSTR for conditions of
Figure 16, case of 50% mol of initial styrene composition.
496 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
interesting to study pure kinetic effects on reactor multiplicities. From the
diagrams one can make the following observations:
. In all cases there is a steady state multiplicity of 3, with 2 stable steady-
state regions (darker line) and an unstable steady-state region.
Figure 19. Maps from bifurcation analysis of a copolymerization CSTR for
conditions of Figure 16, case of 50% mol of initial styrene composition.
Industrial Copolymerization Reactors 497
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
. A temperature increase tends to remove the multiplicities, apparently
because the larger reaction rates brought about by the higher
temperature make the steady state more easily jump towards higher
conversions. The temperature increase also shifts the multiplicities
towards larger values of the Damkohler number.
. An increase in the feed initiator concentration has a qualitatively
similar effect to that of a temperature increase.
. Higher styrene compositions in the feed also tend to remove the
multiplicities and shift them towards higher values of the Damkohler
number. The loss of multiplicities at higher styrene compositions
seems to be related to less violent reactions linked to a softer gel
effect that occurs when styrene composition is increased. Simulations
in which a solvent is included (not shown) confirm that a less violent
reaction diminishes the presence of multiplicities (multiplicities
disappear at even low solvent contents).
FINAL REMARKS
A framework for building models of increasing level of detail/com-
plexity, suitable for design and scaling-up of some classes of industrial copo-
lymerization reactors, has been presented. The models discussed are focused
on copolymer composition and copolymerization rate; other aspects, such as
molecular weight distribution and transport issues, are not considered in these
models or are lumped into empirical parameters. The models presented are not
useful for all possible situations, but they have proven useful for several cases
found in industry. The approach presented here is practical, but using as much
information of scientific nature as possible. In the same practical spirit, a new
approach for modeling the gel effect phenomena, based on an analogy with
internal resistances to diffusion in a catalytic pellet, has been introduced.
Additional work is needed to test this analogy further, but its main value
resides on the use of a concept already familiar to the chemical engineer.
Hopefully this work will contribute to a more extended use of mathematical
modeling tools in the copolymerization reactors area.
APPENDIX 1
Outline of Derivation for Batch Reactor Model with
Conversion as Independent Variable
Material balances for monomers in a batch reactor with terminal model
kinetics are:
dM
m1
dt
PR
m1
A1-1
498 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
dM
m2
dt
PR
m2
A1-2
where
PR
m1
k
p11
M
m1
*
M
m1
k
p21
M
m2
*
M
m1
A1-3
PR
m2
k
p12
M
m1
*
M
m2
k
p22
M
m2
*
M
m2
A1-4
Taking the time derivative of the molar conversion Eq. 1 for a batch reactor
we get:
dX*
dt
1
M
m1;O
M
m2;O
dM
m1
dt
dM
m2
dt
_ _
A1-5
Using the chain rule for derivatives and the inverse function theorem, as
well as Eqs. A1-1 and A1-5, it is possible to write:
dM
m1
dX*
1
dX*
dt
dM
m1
dt
_ _
M
m1;O
M
m2;O
1
1
dM
m2
dM
m1
_
_
_
_
_
_
_
_
A1-6
Again, the term dM
m2
/dM
m1
can be calculated by using the chain rule for
Eqs. A1-1 and A1-2. The calculation of this term followed by the
application of the quasi-steady state assumption for radical types (Eq. A1-7),
and the use of the standard definition for reactivity ratios r
1
and r
2
results in
Eq. 2. A similar derivation can be used in order to obtain Eq. 3.
M
m1
*
k
21
M
m1
M
m2
*
k
12
M
m2
A1-7
Outline of Derivation for Steady-State CSTR Model with
Conversion as Independent Variable
Material balances for monomers in a CSTR with terminal model
kinetics can be written as follows:
dM
m1
dt
PR
m1
Fx
m1
VW
m1
M
m1
y
A1-8
dM
m2
dt
PR
m2
Fx
m2
VW
m2
M
m2
y
A1-9
Industrial Copolymerization Reactors 499
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
The total rate of polymerization, R
p
, is given by:
R
p
M
m1
*
k
p11
M
m1
k
p12
M
m2
M
m2
*
k
p21
M
m1
k
p22
M
m2
PR
m1
PR
m2
A1-10
Making the derivatives zero (steady state) in Eqs. A1-8 and A1-9, dividing
them by R
p
and using the QSSA for radical types (see Eq. A1-7) one gets
Eqs. A1-11 and A1-12:
PR
m1
Fx
m1
R
p
VW
m1
M
m1
R
p
y
0 A1-11
PR
m2
Fx
m2
R
p
VW
m2
M
m2
R
p
y
0 A1-12
Equations for balances of polymer in the form of monomer units in
polymer, in steady state, are:
dP
m1
dt
PR
m1
Fx
pm1
VW
m1
P
m1
y
0 A1-13
dP
m2
dt
PR
m2
Fx
pm2
VW
m2
P
m2
y
0 A1-14
Using the last two equations one can get expressions for P
m1
/y and P
m2
/y.
Replacing these expressions in the definition of molar conversion (Eq. 8),
re-writing the denominator of Eq. 8 in terms of the steady state equations
for monomer balances and rearranging, one gets:
Dx*
R
p
R
p
M
m1
y
M
m2
y
A1-15
From Eq. A1-15 one can write:
R
p
M
m1
M
m2
Dx*
y1 Dx*
A1-16
Using expression A1-16 in the monomer balances A1-11 and A1-12 and
noting that F/V=r/y, one may get Eqs. 10 and 11. Dividing the steady state
form of polymer balances (Eqs. A1-13 and A1-14) by R
p
, replacing F/V
by r/y, writing r in terms of Eq. 7 and solving for P
m1
and P
m2
, one gets
Eqs. 1215.
500 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
APPENDIX 2
Equations of Hamer et al. (1981) Model
The main chemical reactions are:
I!
k
d
2R*
R* M
m1
!
k
i1
M
m1
*
R* M
m2
!
k
i2
M
m2
*
Initiation
M
m1
*
M
m1
!
k
p11
M
m1
*
M
m1
*
M
m2
!
k
p12
M
m2
*
M
m2
*
M
m1
!
k
p21
M
m1
*
M
m2
*
M
m2
!
k
p22
M
m2
*
Propagation
M
m1
*
M
m1
*
!
k
t11
Inactive Polymer
M
m1
*
M
m2
*
!
k
t12
Inactive Polymer
M
m2
*
M
m2
*
!
k
t22
Inactive Polymer
Termination
The corresponding material balances for the monomer species are obtained
using the long chain assumption (Ray, 1972), resulting in Eqs. A2-1 and
A2-2
dM
m1
dt
k
p11
M
m1
M
m1
*
k
p21
M
m1
M
m2
*
A2-1
dM
m2
dt
k
p12
M
m2
M
m1
*
k
p22
M
m2
M
m2
*
A2-2
Using the quasi-steady state assumption and making a material balance for
the free radical species, it is possible to obtain Eqs. A2-3 and A2-4:
k
p12
M
m2
M
m1
*
k
p21
M
m1
M
m2
*
A2-3
M
m1
*
M
m2
*
2f
i
k
d
I
k
t11
2k
t12
k
t22
_ _1
2
A2-4
Industrial Copolymerization Reactors 501
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
Solving simultaneously Eqs. A2-3 and A2-4, explicit expressions can be
obtained for the free radical species as in Eqs. A2-5 and A2-6.
M
m1
*
k
p21
M
m1
k
p12
M
m2
M
m2
*
A2-5
M
m2
*
2f
i
k
d
I
k
t11
k
p21
M
m1
k
p12
M
m2
_ _
2
2k
t12
k
p21
M
m1
k
p12
M
m2
_ _
k
t22
_
_
_
_
1
2
A2-6
NOMENCLATURE
A empirical factor for modeling the Thiele modulus in propagation
reactions
B empirical factor for modeling the Thiele modulus in termination
reactions
C
s
molar concentration evaluated at outer surface conditions
CSTR continuous stirred tank reactor
Da Damkohler number
D
e
effective diffusion coefficient
F mass flow
f mass fraction of a monomer in the monomer mixture
f * molar fraction of a monomer in the monomer mixture
F* molar fraction of monomer units of some type in the copolymer
f
i
initiator efficiency
g
t
empirical factor for modeling gel effect in termination reactions
I molar concentration of initiator
k first order rate kinetic constant
k rate kinetic constant
k
d
dissociation rate constant for the initiator
k
m
mass transfer coefficient
k
p
propagation rate constant of a specific propagation reaction
k
po
propagation rate constant of a specific propagation reaction at zero
conversion
^
k
p
average propagation rate constant of a specific propagation reaction
^
k
t
average termination rate constant of a specific propagation reaction
k
T
global termination rate constant for termination reactions
k
t
termination rate constant of a specific termination reaction
502 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
k
to
termination rate constant of a specific propagation reaction at zero
conversion
M mass inside reactor
M molar concentration of a specific monomer
M
mj
* molar free radical concentration of a growing polymer chain with
terminal unit of monomer type j
P molar concentration of polymer formed from specific monomer
units
P* free radical molar concentration of a growing polymer chain with
terminal unit of monomer type 1
PFR plug flow reactor
PR polymerization rate of a specific monomer
q volumetric flow
r
1,2
copolymerization reactivity ratio of monomer type 1 or type 2,
respectively
R reactor
R* free radical molar concentration generated from decomposition of
initiator
R
c
actual rate for the whole catalytic particle
Ri rate for initiation reactions
R
p
rate of copolymerization
r
s
radius of a spherical catalytic particle
R
s
rate evaluated at outer surface conditions
t time
T Temperature
V reactor volume
W molecular weight of a specific monomer
X weight conversion
x weight fraction of a specific chemical entity
X* molar conversion
Subscripts
f feed stream
j reactor number or stream number
l number of units of monomer type 1 incorporated to the copolymer
m1 monomer type 1
m2 monomer type 2
mi monomer type i or polymer from type i monomer
n number of units of monomer type 2 incorporated in the
copolymer
o initial conditions or conditions at time or conversion zero
pm1 polymer from monomer type 1
pm2 polymer from monomer type 2
Industrial Copolymerization Reactors 503
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
r number of units of monomer type 1 incorporated in the copolymer
s number of units of monomer type 2 incorporated in the copolymer
Greek Letters
r
p
density for a catalytic particle
Z effectiveness factor
Z
p
effectiveness factor for propagation reactions
Z
t
effectiveness factor for termination reactions
C mass fraction of monomer incorporated into copolymer
DX* molar conversion increment per reactor
F
p
Thiele modulus for propagation reactions
F
s
Thiele modulus for spherical particle
F
t
Thiele modulus for termination reactions
r density or density of reaction mixture
f factor to calculate the cross termination rate constant
C* molar fraction of monomer incorporated into copolymer
y residence time of corresponding reactor
DX weight conversion increment per reactor
REFERENCES
Achilias, D., Kiparissides, C. (1988). Modeling of diffusion-controlled
free-radical polymerization reactions. J. Appl. Polym. Sci. 35:1303
1323.
Achilias, D., Kiparissides, C. (1992). Development of a general mathematical
framework for modeling diffusion-controlled free-radical polymeriza-
tion reactions. Macromolecules 25:37393750.
Aris, R. (1975). The Mathematical Theory of Diffusion and Reaction in
Permeable Catalysts. Vol. I. Oxford: Clarendon Press, Caps. 35.
Arzamendi, G., Asua, J. M. (1989). Monomer addition policies for copolymer
composition control in semicontinuous emulsion copolymerization. J.
Appl. Polym. Sci. 38:2019.
Benson, S. W., North, A. M. (1962). The kinetics of free radical
polymerization under conditions of diffusion-controlled termination.
J. Am. Chem. Soc. 84:935940.
Bischoff, K. B. (1965). Accuracy of the axial dispersion model for chemical
reactors part I. Physical mechanisms and controlling parameters.
AIChE J. 11:351.
Bonta, G., Gallo, B. M., Russo, S. (1975). Chemical reactivity and con-
formational properties of growing chains. Part 2.Effect of the reaction
medium on the termination kinetics in styrene + methyl methacrylate
solution copolymerization. J. Chem. Soc., Faraday Trans. I 71:1727
1732.
504 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
Brandrup, J., Immergut, E. H. (1975). Polymer Handbook. 3rd ed. New York:
Wiley-Interscience.
Brandrup, J., Immergut, E. H., Grulke, E. A. (1999). Polymer Handbook.
4th ed. New York: Wiley-Interscience.
Canegallo, S., Storti, G., Morbidelli, M., Carra, S. (1993). Densimetry for on-
line conversion monitoring in emulsion homo and copolymerization. J.
Appl. Polym. Sci. 47:961979.
Chiu, W. Y., Carratt, G. M., Soong, D. S. (1983). A computer model for the
gel effect in free-radical polymerization. Macromolecules 16:348357.
Coote, M. L., Davis, T. P. (1999). The mechanism of the propagation step in
free-radical copolymerisation. Prog. Polym. Sci. 24:12171251.
Dube, M. A., Soares, J. B. P., Penlidis, A., Hamielec, A. E. (1997). Mathe-
matical modeling of multicomponent chain-growth polymerizations in
batch, semibatch, and continuous reactors: a review. Ind. Eng. Chem.
Res. 36:9661015.
Ermentrout, G. B. http://info.pitt.edu/~phase (accessed February 2001).
Faldi, A., Tirrell, M., Kent, M. S., Lodge, T. P. (1992). Concentration
dependence of the rate of polymer polymer reactions in the dilute
regime. Macromolecules 25:45014505.
Faldi, A., Tirrell, M., Lodge, T. P. (1994a). Comparison between polymer
diffusion and chain radical termination kinetics: the importance of
polydispersity. Macromolecules 27:41764183.
Faldi, A., Tirrell, M., Lodge, T. P., von Meerwall, E. (1994b). Monomer
diffusion and kinetics of methyl methacrylate radical polymeriza-
tion at intermediate to high conversion. Macromolecules 27:4184
4192.
Gao, J., Penlidis, A. (1996). A comprehensive simulator/database for re-
viewing free-radical copolymerizations. J. Macromol. Sci. Rev. 36(2):
199404.
Gao, J., Penlidis, A. (1998). A comprehensive simulator/database for review-
ing free-radical copolymerizations. J. Macromol. Sci. Rev. 38(4):651
780.
Garcia-Rubio, L. H., Lord, M. G., MacGregor, J. F., Hamielec, A. E. (1985).
Bulk copolymerization of styrene and acrylonitrile: experimental
kinetics and mathematical modeling. Polymer 26:20012013.
Hamer, J. W., Akramov, T. A., Ray, W. H. (1981). The dynamic behavior of
continuous polymerization reactorsII. Chem. Eng. Sci. 36:18971914.
Hoppe, S., Renken, A. (1998). Modeling of the free radical polymerisation of
methylmethacrylate up to high temperature. Polym. React. Eng. 6(1):
139.
Husain, A., Hamielec, A. E. (1978). Thermal polymerization of styrene. J.
Appl. Polym. Sci. 22:12071223.
Jaisinghani, R., Ray, W. H. (1977). On the dynamic behavior of a class of
Industrial Copolymerization Reactors 505
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
homogeneous continuous stirred tank polymerization reactors. Chem.
Eng. Sci. 32:811825.
Mayo, F. R., Lewis, F. M. (1944). Copolymerization. I. A basis for
comparing the behavior of monomers in copolymerization; the
copolymerization of styrene and methyl methacrylate. J. Am. Chem.
Soc. 66:15941601.
Mita, I., Horie, K. (1987). Diffusion-controlled reactions in polymer systems.
JMSRev. Macromol. Chem. Phys. C27(1):91169.
North, A. M. (1963). The f-factor in free-radical copolymerization. Polymer
4:134135.
Odian, G. (1990). Principles of Polymerization. 3rd ed. New York: Wiley-
Interscience.
Ray, W. H. (1972). On the mathematical modeling of polymerization
reactors. J. Macromol. Sci. Rev. Macromol. Chem. C8(1):156.
Ray, W. H. (1996). POLYRED Users Manual Version 4.0. University of
Wisconsin Polymer Reaction Engineering Laboratory.
Russell, G. T., Napper, D. H., Gilbert, R. G. (1988). Initiator efficiencies in
high-conversion bulk polymerizations. Macromolecules 21:2141
2148.
Sald var, E., Ray, W. H. (1997). Control of semicontinuous emulsion
copolymerization reactors. AIChE J. 43(8):20212033.
Sharma, D. K., Soane (Soong), D. S. (1988). High-conversion diffusion-
controlled copolymerization kinetics. Macromolecules 21:700710.
Smith, J. M. (1970). Chemical Engineering Kinetics 2nd ed. McGraw Hill.
Tefera, N., Weickert, G., Westerterp, K. R. (1995). Modeling of free radical
polymerization up to high conversion: application to suspension and
bulk polymerization of methylmethacrylate and styrene. In: 5th
International Workshop on Polymer Reaction Engineering. Vol. 131.
pp. 557567.
Tefera, N., Weickert, G., Westerterp, K. R. (1997a). Modeling of free radical
polymerization up to high conversion. I. A method for the selection of
models by simultaneous parameter estimation. J. Appl. Polym. Sci.
63:16491661.
Tefera, N., Weickert, G., Westerterp, K. R. (1997b). Modeling of free radical
polymerization up to high conversion. II. Development of a mathe-
matical model. J. Appl. Polym. Sci. 63:16631680.
Zhang, S. X., Ray, W. H. (1997). Modeling of imperfect mixing and its
effects on polymer properties. AIChE J. 43(5):12651277.
Received October 15, 2002
Accepted May 5, 2003
506 Guerrero-Sanchez et al.
D
o
w
n
l
o
a
d
e
d
b
y
[
N
a
t
i
o
n
a
l
C
h
e
n
g
K
u
n
g
U
n
i
v
e
r
s
i
t
y
]
a
t
1
8
:
3
7
0
6
D
e
c
e
m
b
e
r
2
0
1
3
Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Boiler Fuel Savings Achieved Through Heat Recovery and Reduced Standby LossesДокумент7 страницBoiler Fuel Savings Achieved Through Heat Recovery and Reduced Standby LossesPhilip ShihОценок пока нет
- Air Ejector System PDFДокумент1 страницаAir Ejector System PDFPhilip ShihОценок пока нет
- Application of The Monomer Reactivity Ratios To The Kinetic-Model Discrimination and The Solvent-Effect Determination For The StyreneAcrylonitrile Monomer SystemДокумент9 страницApplication of The Monomer Reactivity Ratios To The Kinetic-Model Discrimination and The Solvent-Effect Determination For The StyreneAcrylonitrile Monomer SystemPhilip ShihОценок пока нет
- 拉伸工艺对聚丙烯片材结晶取向及拉伸强度的影响Документ6 страниц拉伸工艺对聚丙烯片材结晶取向及拉伸强度的影响Philip ShihОценок пока нет
- Barometric Condencer PDFДокумент5 страницBarometric Condencer PDFPhilip ShihОценок пока нет
- 12Документ13 страниц12Philip ShihОценок пока нет
- Analysis of Direct Heat-Exchanger Process and Emission Control of H2S and CO2Документ78 страницAnalysis of Direct Heat-Exchanger Process and Emission Control of H2S and CO2Philip ShihОценок пока нет
- Heater ControlДокумент24 страницыHeater Controlmohamedyoussef1Оценок пока нет
- Steam Jet Ejectors: Index DescriptionДокумент18 страницSteam Jet Ejectors: Index DescriptionMuhammad NaveedОценок пока нет
- Expanding Cryogenic Liquids with Flashing Liquid Expanders (FLEsДокумент18 страницExpanding Cryogenic Liquids with Flashing Liquid Expanders (FLEsPhilip ShihОценок пока нет
- A Study of Chain Addition Polymerizations With Temperature Variations-II Thermal Runaway and Instability-A Computer StudyДокумент16 страницA Study of Chain Addition Polymerizations With Temperature Variations-II Thermal Runaway and Instability-A Computer StudyPhilip ShihОценок пока нет
- Aromatic Hydrocarbons Formation During Coal PyrolysisДокумент15 страницAromatic Hydrocarbons Formation During Coal PyrolysisPhilip ShihОценок пока нет
- Characterization of Styrene-Acrylonitrile Copolymer by Pyrolysis Gas ChromatographyДокумент8 страницCharacterization of Styrene-Acrylonitrile Copolymer by Pyrolysis Gas ChromatographyPhilip ShihОценок пока нет
- Flammability Characteristics of Combustible Gases and Vapor-Bulletin 627 Bureau of MinesДокумент129 страницFlammability Characteristics of Combustible Gases and Vapor-Bulletin 627 Bureau of MinesPhilip ShihОценок пока нет
- Analysis of Nitrogen-Containing Species Durinng Pyrolysis of Coal at Two Different Heating RatesДокумент6 страницAnalysis of Nitrogen-Containing Species Durinng Pyrolysis of Coal at Two Different Heating RatesPhilip ShihОценок пока нет
- A Study of Chain-Addition Polymerizations With Temperature Variations - IV - Copolymerizations-Experiments With Styrene - AcrylonitriIeДокумент8 страницA Study of Chain-Addition Polymerizations With Temperature Variations - IV - Copolymerizations-Experiments With Styrene - AcrylonitriIePhilip ShihОценок пока нет
- Acrylonitrile Copolymerization - Vii - Solvents Effects in Styrene CopolymerizationДокумент12 страницAcrylonitrile Copolymerization - Vii - Solvents Effects in Styrene CopolymerizationPhilip ShihОценок пока нет
- Copolymerization of Styrene and Acrylonitrile in Ternary Oil-In-water MicroemulsionsДокумент7 страницCopolymerization of Styrene and Acrylonitrile in Ternary Oil-In-water MicroemulsionsPhilip ShihОценок пока нет
- Composition Control of Batch Copolymerization ReactorsДокумент9 страницComposition Control of Batch Copolymerization ReactorsPhilip ShihОценок пока нет
- Copolymerization of Styrene and Acrylonitrile in Aqueous DispersionДокумент15 страницCopolymerization of Styrene and Acrylonitrile in Aqueous DispersionPhilip ShihОценок пока нет
- Copolymerization of Styrene and Acrylonitrile Initiated by The Redox Reduction of Hydroperoxide Grafted To The Surface of Dispersed FillersДокумент9 страницCopolymerization of Styrene and Acrylonitrile Initiated by The Redox Reduction of Hydroperoxide Grafted To The Surface of Dispersed FillersPhilip ShihОценок пока нет
- Aspects of The Copolymerization of Styrene With Acrylonitrii, e in Solution in The Presence of Disperse Fillers Containing SilicaДокумент9 страницAspects of The Copolymerization of Styrene With Acrylonitrii, e in Solution in The Presence of Disperse Fillers Containing SilicaPhilip ShihОценок пока нет
- Conversion Prediction in High Conversion Free-Radical PoIymerizationsДокумент11 страницConversion Prediction in High Conversion Free-Radical PoIymerizationsPhilip ShihОценок пока нет
- Determination of Reactivity Ratios For The Copolymerization of Styrene and Styrene-Acrylonitrile With PolybutadienesДокумент5 страницDetermination of Reactivity Ratios For The Copolymerization of Styrene and Styrene-Acrylonitrile With PolybutadienesPhilip ShihОценок пока нет
- Heater and Cooling Unit B: InstallationДокумент1 страницаHeater and Cooling Unit B: InstallationPhilip ShihОценок пока нет
- Flue Gas Air Preheater PerformanceДокумент56 страницFlue Gas Air Preheater PerformancePhilip ShihОценок пока нет
- Performance of Shell-And-Dimpled-Tube Heat Exchangers For Waste Heat Recovery V. HДокумент10 страницPerformance of Shell-And-Dimpled-Tube Heat Exchangers For Waste Heat Recovery V. HPhilip ShihОценок пока нет
- Heat Recovery From Waste Gases Using Ljungstrom Rotary Air PreheatersДокумент15 страницHeat Recovery From Waste Gases Using Ljungstrom Rotary Air PreheatersPhilip ShihОценок пока нет
- Boiling: TB TsДокумент5 страницBoiling: TB TsPhilip ShihОценок пока нет
- Polycondensation and PolyadditionДокумент51 страницаPolycondensation and PolyadditionYeji KaniОценок пока нет
- Bicol Nursing Biochemistry ModuleДокумент11 страницBicol Nursing Biochemistry ModuleValerie Heart GomezОценок пока нет
- Basics of Emulsion PolymerizationДокумент4 страницыBasics of Emulsion PolymerizationAnujОценок пока нет
- Chapter 28 Polymers: SolutionsДокумент20 страницChapter 28 Polymers: SolutionsHimanshi GuptaОценок пока нет
- FUELS & THERMOCHEMISTRY Practice Q'sДокумент15 страницFUELS & THERMOCHEMISTRY Practice Q'sIshu PattanayakОценок пока нет
- PC 20166Документ10 страницPC 20166chopin.wlive.cnОценок пока нет
- Definitions - Topic 14 Organic Chemistry - CAIE Chemistry IGCSE PDFДокумент3 страницыDefinitions - Topic 14 Organic Chemistry - CAIE Chemistry IGCSE PDFAtif BakhshОценок пока нет
- Photocontrolled RAFT Polymerization Past Present AДокумент63 страницыPhotocontrolled RAFT Polymerization Past Present ANikhil MalhotraОценок пока нет
- 133 Metal Complex Catalysts Supercritical Fluid Polymerization Supramolecular ArchitectureДокумент189 страниц133 Metal Complex Catalysts Supercritical Fluid Polymerization Supramolecular ArchitectureJulia TregubovaОценок пока нет
- Denture Base ResinsДокумент103 страницыDenture Base ResinsSusovan GiriОценок пока нет
- Correlation of Test Methods To Evaluate The Thermal Stability of Neat PVC ResinДокумент20 страницCorrelation of Test Methods To Evaluate The Thermal Stability of Neat PVC ResinlouisОценок пока нет
- Method of Preparing Biodegradable PolymersДокумент5 страницMethod of Preparing Biodegradable PolymersHacker ChampОценок пока нет
- Chapter 3. Chain-Growth (Addition) PolymerizationДокумент28 страницChapter 3. Chain-Growth (Addition) Polymerizationafic219473Оценок пока нет
- 02 Polymers Question BankДокумент11 страниц02 Polymers Question BankAnand MohanОценок пока нет
- Polymers Anil HssliveДокумент6 страницPolymers Anil HssliveRanit MukherjeeОценок пока нет
- SC2889 PDFДокумент15 страницSC2889 PDFA MahmoodОценок пока нет
- Las Shs Gen - Chem Melc 13 q2 Week-7Документ11 страницLas Shs Gen - Chem Melc 13 q2 Week-7Kim Francis Beluso Dollete IIОценок пока нет
- Poly Vinyl ChlorideДокумент2 страницыPoly Vinyl ChlorideGłfghh GhklОценок пока нет
- Petchem RD 2nd PartIIДокумент274 страницыPetchem RD 2nd PartIIIrfan KhanОценок пока нет
- Module 01 PDFДокумент102 страницыModule 01 PDFz3459242Оценок пока нет
- Dental CompositesДокумент205 страницDental Compositeszahra hadisutedjoОценок пока нет
- TripleScenceOnly AlcoholsДокумент10 страницTripleScenceOnly AlcoholsKhadijahОценок пока нет
- 1 CHE315 (Polymerization Mechanisms Note)Документ31 страница1 CHE315 (Polymerization Mechanisms Note)Praise BamwaОценок пока нет
- Chemi Sem 3Документ6 страницChemi Sem 3Max NgОценок пока нет
- Additives by Herman F Mark.......... Polymer Science Book PartДокумент16 страницAdditives by Herman F Mark.......... Polymer Science Book PartSoumalyaBhowmikОценок пока нет
- Super AbsorbentДокумент21 страницаSuper Absorbentkang8886021Оценок пока нет
- History of Denture Base MaterialsДокумент100 страницHistory of Denture Base Materialspbhu1Оценок пока нет
- Introduction to Polymer ChemistryДокумент25 страницIntroduction to Polymer Chemistryjignesh_panОценок пока нет
- 2003 - Fukuoka - A Novel Non-Phosgene Polycarbonate Production Process Using By-Product CO2 As Starting MaterialДокумент11 страниц2003 - Fukuoka - A Novel Non-Phosgene Polycarbonate Production Process Using By-Product CO2 As Starting MaterialViraj EdirisingheОценок пока нет
- Picadora de RamasДокумент4 страницыPicadora de RamasAriel AntonioОценок пока нет