Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Large Scale Composites TestingДокумент38 страницLarge Scale Composites Testingmavis16Оценок пока нет
- Wire Rope Failure Case StudiesДокумент11 страницWire Rope Failure Case Studiesmavis16100% (3)
- The Four Point Bend Test - BodycoteДокумент30 страницThe Four Point Bend Test - Bodycotemavis16100% (1)
- Stress Corrosion Cracking in Stainless SteelДокумент3 страницыStress Corrosion Cracking in Stainless Steelmavis16Оценок пока нет
- Composite MaterialsДокумент15 страницComposite Materialsmavis16Оценок пока нет
- X20CrMoV121 - P91 ArticleДокумент6 страницX20CrMoV121 - P91 Articlemavis16Оценок пока нет
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureДокумент4 страницыA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16Оценок пока нет
- 17-4 PH Stainless SteelДокумент21 страница17-4 PH Stainless Steelmavis16100% (1)
- Safety Inputs For Lab: Grinding MachinesДокумент2 страницыSafety Inputs For Lab: Grinding Machinesmavis16Оценок пока нет
- Non Destructive Brochure EnglishДокумент8 страницNon Destructive Brochure Englishmavis16100% (1)
- Don Bradman Scored 100 in 3 Overs!: by A. C. de SilvaДокумент2 страницыDon Bradman Scored 100 in 3 Overs!: by A. C. de Silvamavis16Оценок пока нет
- In Healthcare Since 1907Документ2 страницыIn Healthcare Since 1907mavis16Оценок пока нет
- ICPDirectoryList (1) API 571 IndiaДокумент24 страницыICPDirectoryList (1) API 571 Indiamavis16Оценок пока нет
- Don Bradman Scored 100 in 3 Overs!: by A. C. de SilvaДокумент2 страницыDon Bradman Scored 100 in 3 Overs!: by A. C. de Silvamavis16Оценок пока нет
- Corrosion Contro in Pipelines Using Oxygen Stripping ShankardassДокумент64 страницыCorrosion Contro in Pipelines Using Oxygen Stripping Shankardassmavis16Оценок пока нет
- LG LSM-100 Mouse Scanner ManualДокумент22 страницыLG LSM-100 Mouse Scanner Manualmavis16Оценок пока нет
- God Will Make A Way Keyboard ChordsДокумент1 страницаGod Will Make A Way Keyboard Chordsmavis16Оценок пока нет
- Spectrotest Mobile Metal Analyser Now Features Spectro Metal DatabaseДокумент3 страницыSpectrotest Mobile Metal Analyser Now Features Spectro Metal Databasemavis16Оценок пока нет
- Beer Better Than MilkДокумент1 страницаBeer Better Than Milkmavis16Оценок пока нет
- Picric Acid Safe HandlingДокумент1 страницаPicric Acid Safe Handlingmavis16Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
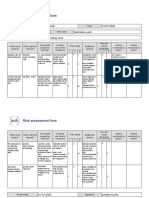
- Risk Assessment Project Iosh - MsДокумент2 страницыRisk Assessment Project Iosh - MsSanjeev Kumar75% (32)
- Alien Magic - William Hamilton IIIДокумент179 страницAlien Magic - William Hamilton IIICarlos Rodriguez100% (7)
- 4 TH Sem UG Osmoregulation in Aquatic VertebratesДокумент6 страниц4 TH Sem UG Osmoregulation in Aquatic VertebratesBasak ShreyaОценок пока нет
- Nonlinear Analysis and Optimal Design of Reinforced Concrete Plates and ShellsДокумент17 страницNonlinear Analysis and Optimal Design of Reinforced Concrete Plates and Shellsrodain najjarОценок пока нет
- Morality Speaks of A System of Behavior in Regards To Standards of Right or Wrong Behavior. The WordДокумент3 страницыMorality Speaks of A System of Behavior in Regards To Standards of Right or Wrong Behavior. The WordTHEO DOMINIC REQUERME SILVOSAОценок пока нет
- Run Omega Run Lunar Omegaverse Book 5 Shyla Colt All ChapterДокумент52 страницыRun Omega Run Lunar Omegaverse Book 5 Shyla Colt All Chapterkate.brown975100% (6)
- BMC IV - Module 02 Finishes 200912Документ56 страницBMC IV - Module 02 Finishes 200912Fidha SulfiОценок пока нет
- Ronstan Regatta Watch InstructionsДокумент7 страницRonstan Regatta Watch InstructionsMatt HartmanОценок пока нет
- S120 Technical Specifications - 23 Dec 21Документ17 страницS120 Technical Specifications - 23 Dec 21jayraj jadejaОценок пока нет
- Elevator ControlДокумент3 страницыElevator ControlNATHANОценок пока нет
- Assignment Class X Similar Triangles: A D E B CДокумент2 страницыAssignment Class X Similar Triangles: A D E B CCRPF School100% (1)
- Manual Placa Mae Ga 945gcmx-s2 6.6Документ72 страницыManual Placa Mae Ga 945gcmx-s2 6.6luisb3toОценок пока нет
- 1 s2.0 S0092867422011734 MainДокумент29 страниц1 s2.0 S0092867422011734 MainIoanna NikdimaОценок пока нет
- Hardie Reveal Panel Installation Instructions 1597005Документ29 страницHardie Reveal Panel Installation Instructions 1597005David TorskeОценок пока нет
- Prerak BhavsarДокумент1 страницаPrerak Bhavsarprerakb456gmailcomОценок пока нет
- ME4542/ME4542-G: N and P-Channel 30-V (D-S) MOSFETДокумент7 страницME4542/ME4542-G: N and P-Channel 30-V (D-S) MOSFETfelipe ayalaОценок пока нет
- Geo-Technical Investigation On Black Cotton Soils: GeotechnicalinvestigationonblackcottonsoilsДокумент5 страницGeo-Technical Investigation On Black Cotton Soils: GeotechnicalinvestigationonblackcottonsoilsDevendrasinh PadhiyarОценок пока нет
- BF02692337 PDFДокумент2 страницыBF02692337 PDFHitesh LokeОценок пока нет
- Chapter Eight - Vapour Compression CycleДокумент37 страницChapter Eight - Vapour Compression Cyclealhusseny100% (1)
- Omnivision Man lp06xx Rev0 0611Документ18 страницOmnivision Man lp06xx Rev0 0611ivan ramirezОценок пока нет
- GirishДокумент7 страницGirishgsalunkhe241287Оценок пока нет
- CF1900SS-DF Example Spec - Rev1Документ1 страницаCF1900SS-DF Example Spec - Rev1parsiti unnesОценок пока нет
- An Analytical Study of Foreign Direct InvestmentДокумент19 страницAn Analytical Study of Foreign Direct InvestmentNeha SachdevaОценок пока нет
- 11 Physical Fitness Assessment 1Документ40 страниц11 Physical Fitness Assessment 1Danilo Sare IIIОценок пока нет
- Jurnal Semi FowlerДокумент6 страницJurnal Semi FowlerHartina RolobessyОценок пока нет
- History of Journalism With Whiteboard StyleДокумент56 страницHistory of Journalism With Whiteboard StyleXeon JupiterОценок пока нет
- Thermal Imaging Tech ResourceДокумент20 страницThermal Imaging Tech Resourceskimav86100% (1)
- Antena Kathrein 742266 PDFДокумент2 страницыAntena Kathrein 742266 PDFcesarbayonaОценок пока нет
- Fundamental and Technical Analysis of Iron and Steel SIP PROJECTДокумент34 страницыFundamental and Technical Analysis of Iron and Steel SIP PROJECThaveuever910Оценок пока нет
- Air Quality Index Analysis & PredictionДокумент34 страницыAir Quality Index Analysis & PredictionGottumukkala Sravan KumarОценок пока нет