Академический Документы
Профессиональный Документы
Культура Документы
Lime Stone
Загружено:
cuibaprauИсходное описание:
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Lime Stone
Загружено:
cuibaprauАвторское право:
Доступные форматы
Autoclaved Aerated Concrete (AAC)
HESS AAC Systems B.V. (previously Stork
Bouwtechniek) possesses specific know-
how on the building of machines and
plants for the autoclaved aerated concrete
and sand-lime brick industry.
About thirty years ago HESS AAC became
active on the AAC market, concentrating mainly
on manufacturing, installing and maintaining
the production machinery for the world market
leaders in AAC. During this relationship HESS
built several production lines for key customers
in Europe.
Today HESS is known worldwide for its excellent
craftsmanship, engineering know-how and
high quality of the products and services it
supplies. The machinery is robust and equipped
with first class components, at a very competi-
tive price level.
HESS Group - Successful for more
than 5 decades
We put concrete into shape
A A C S Y S T E MS
HESS
G R O U P
HESS
HESS AAC Systems B.V.
P.O. Box 321, 7550 AH Hengelo (Ov.),
The Netherlands
Phone: + 31 (0)74 240 70 00
Fax: + 31 (0)74 240 70 86
E-Mail: info@hess-aac.com
Internet: www.hess-aac.com
EMACO GROUP
Limestone
EMACO GROUP
Autoclaved Aerated Concrete (AAC)
A A C S Y S T E MS
HESS
The Autoclaved Aerated Concrete (AAC) material
was developed in 1924 in Sweden. It has become one
of the most used building materials in Europe and is
rapidly growing in many other countries around the
world.
Autoclaved Aerated Concrete, also known as Aircrete, is
a lightweight, load-bearing, high-insulating, durable building
product, which is produced in a wide range of sizes and
strengths.
AAC offers incredible opportunities to increase building
quality and at the same time reduce costs at the construction
site.
AAC is produced out of a mix of quartz sand and/or
pulverised fly ash (PFA), lime, cement, gypsum/anhydrite,
water and aluminium and is hardened by steam-curing in
autoclaves. As a result of its excellent properties, AAC is
used in many building constructions, for example in residen-
tial homes, commercial and industrial buildings, schools,
hospitals, hotels and many other applications.
Autoclaved aerated concrete is actually hydrated calcium
silicate. The calcium is obtained from quick lime, hydrated
lime and cement. The gypsum is used as a katalyst and
for optimizing the properties of AAC.
The silica is obtained from silica sand, fly ash (PFA), crushed
silica rock and/or stone. It is possible to obtain silica as
a by-product from other processes, e.g. foundry sand or
burgee from glass grinding, provided the levels of alkalis
or other impurities, are not too high.
large variety of sizes: AAC can be produced in a large
variety of sizes, from standard blocks to large reinforced
panels;
excellent thermal insulation: AAC has a very low
thermal conductivity and therefore a very high thermal
energy efficiency is achieved. This results in savings
on heating and cooling costs;
extremely lightweight: AAC weighs approximately
50% less than other comparable building products;
high compressive strength: AAC is a solid product,
therefore making it highly load bearing. The entire
surface area is used in structural calculations;
high dimensional accuracy: As a result of its
dimensional accuracy, AAC is extremely easy to install,
as no thick set mortar is required;
Advantages of AAC
great acoustic insulation: The porous structure of
AAC provides a high acoustic insulation;
high fire resistance: AAC has an extremely high fire
rating of at least 4 hours and more;
termite resistance: AAC can not be damaged by
termites or insects;
high workability: As a result of the excellent size/weight
ratio, constructing with AAC is very rapid. Even though
AAC is a solid building material, it can be cut, sawn,
drilled, nailed and milled like wood, making it an
extremely workable product.
EMACO GROUP
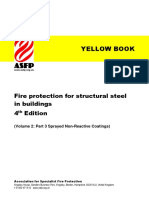
1. ball mill for milling sand
2. slurry tanks
3. silos for lime, cement and gypsum
4. dosing and mixing
5. casting
6. position for reinforcement insertion
7. rising/pre-curing
8. position for extraction of reinforcement holding pins
9. tilting the cake with tilting crane
10. mould oiling
11. vertical cut and profiling
The HESS philosophy is to provide our customers with
a pro-duction system designed as a solution for the
specific needs of the market in terms of capacity and
product range.
The HESS Keen-Crete systems can offer this high degree
of flexibility in plant design, based on know-how and
experience in both tilt-cake and flat-cake systems. Performance
is guaranteed through the use of proven standard machine
modules and components.
Following plant concepts are generally available:
KBT-S version:
capacity range from 450 - 900 m per day
KBT version:
capacity range from 900 - 1550 m per day
12. horizontal cut
13. cross cut and handgrip milling
14. back-tilting of the cake onto a cooking frame
15. bed waste removal
16. stacking and buffering of green cakes
17. autoclaving
18. buffering and destacking of hardened cakes
19. unloading from cooking frames
20. separating
21. packaging of final product
Autoclaved Aerated Concrete (AAC)
A A C S Y S T E MS
HESS
17
18
3
4
5
6
7
8
2
1
9 11
12
13
14
15
16
19
20
21
10
EMACO GROUP
Autoclaved Aerated Concrete (AAC)
A A C S Y S T E MS
HESS
Casting and rising/pre-curing
The mix is poured into moulds. In the rising area
the cake pre-cures for ca. 2 3 hours and is then
ready for cutting.
Tilting
The tilting crane tilts the mould by 90. The crane
unlocks the mould and removes the mould body,
so that the cake remains on one mould
side/platform for cutting. This tilting system has
proven to be the safest method for tilting the cake
into the vertical cutting position, as the cake is
tilted onto the same side that it rose on.
Raw material preparation
A ball mill finely wet-grinds the quartz sand with water to a
sand slurry, which is then mixed with lime, cement, gypsum
and aluminium powder/paste.
Cutting
The cake in cut by high precision cutting machi-
nes. Cutting is done by pneumatically tensioned
cutting wires.
the pre-cutter and vertical cutter cut the block
length and panel width. In this station the
profiling (tongue and groove) can be cut into
the cake with profiling knives;
the horizontal cutter cuts the block and panel
thickness;
the cross cutter cuts the block height and the
panel length. Optionally hand-grips can be
milled into the cake in the green stage.
EMACO GROUP
Autoclaved Aerated Concrete (AAC)
A A C S Y S T E MS
HESS
Autoclaving
The cakes on the cooking frames get stacked three high
and are then fed into the autoclave, where they are cured
for 10-12 hours at a temperature of 190C with saturated
steam at a pressure of 12 bar.
Unloading and packaging
After the autoclaving is completed the cakes are destacked
and the cakes are unloaded from the cooking frames.
Depending on product specification and raw material
quality, it might be necessary to separate the layers.
Back-tilting and bed removal
In most tilt cake systems the cake is autoclaved
in the vertical position. The HESS KBT-S and
KBT systems have combined the advantages
of the tilt-cake and flat-cake system.
After the cutting is completed, the cake is tilted
back by 90 onto a cooking frame. In the HESS
system no part of the mould or platform used for
cutting go into the autoclaves. After the cake has
been tilted back into the horizontal orientation,
the bottom/bed waste will be removed before
autoclaving. Autoclaving the cake on the cooking
frames allows efficient autoclave loading and most
importantly, will prevent most of the sticking of
the layers, which is a typical disadvantage for the
traditional tilt-cake systems.
HESS SYSTEMS PRODUCE NO
PROCESS RELATED WASTE
The finished products are packed according to
the market requirements. Usually this is on
wooden pallets and covered in foil.
EMACO GROUP
Autoclaved Aerated Concrete (AAC)
A A C S Y S T E MS
HESS
Development Design Fabrication
HESS machinery is designed on modern 3-D CAD
systems. In the production only materials and
components of the highest standards are used.
Continuous in-house control ensures this high
quality standard.
Machine components are made out of certified steel
types and manufactured with the help of CNC controlled
welding-, milling- and drilling machinery. This results in
machinery and systems with accurate dimensions and
a high quality standard.
Even after the installation and commissioning
of your plant, HESS customers benefit from
the first-class know how of our engineers.
Experienced and trained service engineers can assist
in resolving problems by access to the machinery
via remote diagnosis.
Also regular service inspections on site can be offered
to ensure that the productivity and product quality
remain at a constantly high level.
Storage facilities worldwide with original spare and
wearing parts guarantee availability and ensure
continuous production of your systems.
In order to increase the quality of the product as well as
the reliability of the plant, without investing in a complete
new cutting machine, the modification of the Hebel tech-
nology based cutting machine is possible.
new cutting table with moving bridges
new set of needles with rectangular design
replacement of the cross cutting shafts
vertical wire tensioning system
top crust removal system
horizontal cutting system for lintel cutting
counter pusher with pusher package
bottom and top profiling system
new control system
new hydraulic system
Highlights
short installation time
proven technology
the existing logistics and production do not
require major changes due to these modifications
HESS can offer you a financially and technically attractive solution to
upgrade your existing Hebel-type cutting machine.
EMACO GROUP
Machines,
Equipment and
Automation
Production of Building Materials
E
M
A
C
O
EMACO GROUP
Which machine for which block?
At a glance
Efficient Production
3
Our range
Over 300 experts are bound by one objective: the design and construction of machines optimised for the users success.
LASCO model KSP-1250 calcium silicate block press. The development of the double-
acting compaction, hydraulically driven KSP press series has made possible the production
of large-format calcium silicate blocks and wall elements of excellent quality.
LASCO, a independent medium-
sized company with over 140 years
of experience in mechanical
engineering is a leading supplier of
technology to the forming industry.
We have been offering special
solutions for the manufacture of
building materials and ceramics
for some decades now.
We are known worldwide for the
manufacture of highly efficient
equipment for the production of
calcium silicate (sandlime) blocks
and blocks with aggregates
containing silicate. Our
comprehensive solutions in this
field range from double-acting
(KSP) and single-acting (KSE)
compacting presses through dies,
wear parts and automation
equipment to filler block
production equipment and
complete turnkey production
factories.
LASCO combines internationally
recognized competence in
development, design and
production with highest standards
of quality (DIN EN ISO 9001:2000)
and the flexibility of an
independent, medium-sized
enterprise.
Personal service and maximum
possible proximity to our
customers is supported by a global
network of representatives, service
centres and agents in over 60
countries.
E
M
A
C
O
E
M
A
C
O
Hydraulische Pressen in der Massivumformung
4
CS Blocks
Quite often, well-tried solutions are
the answer to modern problems.
Take, for example, sandlime
blocks. As long ago as 1880 the
first patent was granted for a
process that produces white blocks
made of lime and silicate. Today,
sandlime blocks are more than
ever in demand in a society that is
increasingly conscious of
ecological building construction.
The calcium-silicate block
combines the naturalness of its
raw materials with good sound
insulation, weather resistance and
exemplary strength. It looks good
and is an inspiration to buildings
of fascinating diversity.
The comfortable atmosphere that
it produces in the home and its
environmentally friendly extraction
makes calcium silicate attractive
not only as a building material. Its
processing and methods of use are
advantageous as well.
Walls are easily erected with these
perfectly sized blocks and their
absolutely flat surfaces and are
attractive themselves, without
plaster. The use of new procedures
in wall building, such as thin-bed
mortar or adhesive techniques, and
the use of mobile lifting gear and
positioning cranes make possible
efficient working of large-size
blocks and wall elements. Calcium
silicate blocks, more than any
other building material, make a
decisive contribution to
rationalisation of work and
reduction of costs in the building
trade.
The advantages of calcium silicate
convinced us at the beginning of
the 1990s to thoroughly rethink
the established production
technology of that time. LASCO is
now building machines and
turnkey plants for the production
of calcium silicate blocks of a new
quality. That is our active
contribution to a story of success
that still has a long way to go
before it hits its peak.
This highly popular building
material is poised to start a new
career in many countries around
the globe. Countries such as the
former GUS and surrounding
states, China, India and the Arab
States are increasingly utilising the
advantages of producing quality
building materials such as calcium
silicate or other related building
blocks from their own resources.
Good CS block static opens up the way to a
variety of applications.
Thermal insulation of two (left) or single CS walls.
A White Block Makes Career.
E
M
A
C
O
process that produces white blocks process that produces white blocks
made of lime and silicate. Today, made of lime and silicate. Today,
processing and methods of use are processing and methods of use are
advantageous as well. advantageous as well.
Walls are easily erected with these Walls are easily erected with these
perfectly sized blocks and their perfectly sized blocks and their
absolutely flat surfaces and are absolutely flat surfaces and are
attractive themselves, without attractive themselves, without
G
R
O
U
P
G
R
O
U
P
berzeugend wirtschaftlich
LASCO Technology Converts them to Best Form.
5
Sandlime blocks
CS manufacturing process
The material flow starts with the
filling of the silos with sand, lime
and, if needed, aggregates
containing silicate, all of which are
mixed with water to precise
proportions and fed to the reactor.
The sandlime mass remains in the
reactor until the calcium oxide has
converted to calcium hydroxide.
On expiry of the reaction period
the mixture is fed to the presses
that mould the blocks.
After pressing, the green blocks
are stacked on hardening wagons
by programmable stacking
equipment and transferred to a
conveyer. The stacked green
blocks are conveyed to autoclaves
for hardening in a pressurized
steam environment. The autoclaves
are designed for either roll in/roll
out or single entry/exit loading.
Schematic representation of the construction of calcium silicate block production plant.
LASCO technology makes possible the production of calcium silicate blocks of all sizes and shapes.
The complete process is split up
into stages that are organized fully
automatically. Personnel are only
required for process control and
monitoring purposes.
E
M
A
C
O
E
M
A
C
O
proportions and fed to the reactor. proportions and fed to the reactor.
E
M
A
C
O
E
M
A
C
O
LASCO technology makes possible the production of calcium silicate blocks of all sizes and shapes. LASCO technology makes possible the production of calcium silicate blocks of all sizes and shapes.
The complete process is split up The complete process is split up
into stages that are organized fully into stages that are organized fully
automatically. Personnel are only automatically. Personnel are only
required for process control and required for process control and
monitoring purposes. monitoring purposes.
LASCO-Konzepte...
Blocks with Siliceous Aggregates.
6
LASCO Solutions
The production of blocks using
siliceous aggregates opens up a
variety of methods of actively
contributing to environmental
protection. Fly ash, for example, a
result of combustion in coal-fired
power stations or steel mills can
be usefully disposed of by mixing
into such blocks.
In cooperation with internationally
known research institutes, LASCO
has developed processes that allow
such blocks to be produced with
the largest-possible proportion of
aggregates having best-possible
building characteristics. Using
LASCO presses that have been
optimised for these tasks fly ash
blocks can be produced that are
characterized by high strength and
exact form and are highly suitable
for a multiple of tasks in the
building of multi-storey walls.
Depending on their chemical
composition, the proportion of
aggregate materials to the raw
material volume of a block can be
up to two thirds.
Excellent sound insulation
One of the important advantages
of calcium silicate is its excellent
sound insulation. This is achieved
because of its high specific
density of 2.0 kg/dm or more.
This characteristic is also evident
in the fly ash block as well,
which predestines it for use in
metropolitan areas and residential
areas close to transit roads.
Wide range of application
One of the main advantages of
building blocks with siliceous
aggregates lies in the fact that
they can be produced in many
formats and specifications.
Individual requirements of design
and wall structure can be met, as
well as the pressing of various high
quality block types, for example,
hollow blocks or solid blocks.
Calcium silicate blocks and blocks
with siliceous aggregates can be
used for building both the inner
and outer walls of a house from
the basement to the roof.
Building made of blocks containing siliceous aggregates.
Fly ash blocks from China.
Coloured sandlime blocks from Russia.
E
M
A
C
O
E
M
A
C
O
Calcium silicate blocks and blocks
with siliceous aggregates can be with siliceous aggregates can be
used for building both the inner used for building both the inner
and outer walls of a house from and outer walls of a house from
the basement to the roof. the basement to the roof.
G
R
O
U
P
Individual requirements of design
and wall structure can be met, as and wall structure can be met, as
well as the pressing of various high well as the pressing of various high
quality block types, for example, quality block types, for example,
hollow blocks or solid blocks. hollow blocks or solid blocks.
Calcium silicate blocks and blocks Calcium silicate blocks and blocks
with siliceous aggregates can be
Fly ash blocks from China.
...im Detail
7
Perspectives
Special Building Materials.
Samples of ancient LASCO-machines for the building material industry (at the beginning of the 20th century).
The production of fly ash blocks on LASCO KSE presses.
Concrete block - dry pressing process.
The development of customer-
specific solutions for the building
materials industry has a long line
of tradition at LASCO. Even at the
beginning of the twentieth century
a wide range of products was on
offer. The first hydraulic press for
the production of fireproof blocks
was designed and built around
1935.
Our established technology for the
production of building materials
using the dry press process was
not only suited to the production
of building materials in the
sandlime category but also for
concrete blocks and classical
ceramic clay bricks.
In contrast to conventional
processes, economic advantages as
well as special features such as
surface effects and improved
mechanical characteristics can be
achieved.
If you are interested in innovative
technology that allows the
production of a specific building
material with the help of hydraulic
presses more economically than
before then you should contact us.
Our experienced project engineers
will be only too pleased to advise
you.
E
M
A
C
O
If you are interested in innovative If you are interested in innovative
technology that allows the technology that allows the
production of a specific building production of a specific building
material with the help of hydraulic material with the help of hydraulic
presses more economically than presses more economically than
before then you should contact us. before then you should contact us.
Our experienced project engineers Our experienced project engineers
will be only too pleased to advise will be only too pleased to advise
you. you.
G
R
O
U
P
mechanical characteristics can be mechanical characteristics can be
Prozesssteuerungen
8
Product Series
LASCO sandlime block presses in
the KSP series are, from an
engineering point of view, the
production backbone of the 21st
century in Germany, just as they
are in a growing number of
countries worldwide. These
machines, first developed at the
beginning of the 1990s and
constantly improved in innovative
details, are the mechanical
engineering answer to market
demands for higher speeds and
efficiency in the building of walls
with higher quality building
materials.
Double-acting compaction
The core aspect of the KSP is the
double-acting compaction of the
raw materials from two sides with
electro-hydraulically driven
downstroke and upstroke punches.
Computer-controlled die movement
optimises the formation of the
pressure cone, ensuring impressive
homogenous compaction of the
sandlime mass and uniform
solidity over the whole of its cross-
section.
The punch stroke and the
compacting forces achieved per
stroke are measured by measuring
systems. Control systems correct
the filling height if necessary to
ensure that the CS green blocks
are ejected stroke for stroke with a
high degree of dimensional
accuracy and constant
compaction.
The moulds are fixed in their
working position by hydraulic
Two high-power KSP presses in a calcium silicate block production plant in North Germany.
The double-acting compaction employed by
the KSP makes possible the production of
large-format CS blocks and wall elements
of impressive quality.
KSP Engineering Power for Large Blocks and
E
M
A
C
O
E
M
A
C
O
G
R
O
U
P
The core aspect of the KSP is the The core aspect of the KSP is the
double-acting compaction of the double-acting compaction of the
raw materials from two sides with raw materials from two sides with
electro-hydraulically driven electro-hydraulically driven
stroke are measured by measuring stroke are measured by measuring
systems. Control systems correct systems. Control systems correct
the filling height if necessary to the filling height if necessary to
ensure that the CS green blocks ensure that the CS green blocks
are ejected stroke for stroke with a are ejected stroke for stroke with a
high degree of dimensional high degree of dimensional
accuracy and constant accuracy and constant
compaction. compaction.
The moulds are fixed in their The moulds are fixed in their
working position by hydraulic
G
R
O
U
P
clamping bars. This system
provides for quick tool changes
during format conversions.
The flexibility of
the hydraulic
controller
allows blocks of
different heights to
be produced by
altering the filling
height.
The double-acting
compaction forces
are a prerequisite
for the production
of building
materials that
exceed the
dimensions of conventional
standardised block sizes. It was
Individuell programmiert
9
Product Series
...Wall Elements of Impressive Quality.
Automatic hydraulic KSP 1250 press with
stacking device in simplified model
representation.
only with the introduction of
double-acting presses that
production of formats such as the
CS Quadro, CS-XL and Wall
Elements in the required quality
was possible. At present, these
formats are the most popular.
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
only with the introduction of only with the introduction of
double-acting presses that double-acting presses that
production of formats such as the production of formats such as the
CS Quadro, CS-XL and Wall CS Quadro, CS-XL and Wall
Elements in the required quality Elements in the required quality
was possible. At present, these was possible. At present, these
formats are the most popular. formats are the most popular.
G
R
O
U
P
Vielzweckpressen
10
Product Series
The KSP the Backbone of Sandlime Block Production...
Specificatio
A
B
C
D
E
F
G
H
I
J
K
L
M
Maximum block
Press table ope
Drive power for
Drive power aux
Filling device (left) and unloading and stacking system (right) for a KSP series building material press.
G
R
O
U
P
Klassiker mit breitem Eignungsprofil
...in the 21
st
Century.
11
Product Series
on
KSP 401 KSE 801 KSP 850 KSP 1050 KSP 1250
[mm] 5000 6050 6350 6655 7020
[mm] 1250 1250 1250 1250 1250
[mm] 1510 2100 2680 2680 2880
[mm] 2680 3015 3590 3335 3410
ca [mm] 3000 3450 4700 5000 5100
ca [mm] 3700 4300 4700 5000 5000
ca [mm] 3100 3600 3600 3900 3900
[mm] 6100 6100 6100 6400 6400
[mm] 5300 5300 5300 6000 6600
[mm] 4850 4850 4850 5310 5350
[mm] 3190 3190 3190 3190 3190
ca [mm] 8600 8600 9600 9600 9600
ca [mm] 9400 9400 9400 9400 9400
k heigh [mm] 250 250 500 500 625
ening width x depth [mm] 826 x 506 826 x 772 826 x 772 1100 x 772 1100 x 772
press rams [kW] 2 x 37 2 x 55 2 x 55 2 x 75 2 x 75
xiliary drives [kW] 5,5 11 11 11 11
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
KSP 401 KSE 801 KSP 850 KSP 1050 KSP 1250 KSP 401 KSE 801 KSP 850 KSP 1050 KSP 1250
[mm] 5000 6050 6350 6655 7020
[mm] 1250 1250 1250 1250 1250 [mm] 1250 1250 1250 1250 1250
[mm] 1510 2100 2680 2680 2880
E
M
A
C
O
Bestimmende Leistungstrger
12
Product Series
Automatic hydraulic KSE 800 press with stacking
equipment shown here as a model (above) and in
practice (photos lower left, front view and side view).
The presses in the KSE model
range are LASCOs answer to
requirements for highly economical
production technology specially
designed for standard and
standardised blocks. Because of
their extremely compact design
KSE presses are specially suited
to, for example, factory
modernisation and for installation
in press pits of existing turntable
presses. Depending on design,
they are also suitable for the
production of calcium silicate
blocks and blocks containing
aggregates. Driven electro-
hydraulically, they work with single
acting compaction to an accuracy
of tenths of a millimetre. This is a
prerequisite for even compaction
of the block over the whole height
of the stone.
The compaction process can be
adapted without problem to the
specific characteristics of the
compound concerned. Energy is
saved because the compressive
force is applied at precisely the
level required to ensure the
compaction.
Tested and reliable components
are the basis for constant precision
in detail. For example, the really
rigid press frame and its precise
guidance. Or the modern valve
technology that ensures exact
control of the press cycle.
Measurement and test equipment
monitors and regulates production
quality parallel to production. The
height of the blocks and the force
required to compact the raw
mixture is constantly checked,
evaluated and automatically
corrected when required.
The KSE single-acting compaction...
E
M
A
C
O
The presses in the KSE model The presses in the KSE model
range are LASCOs answer to range are LASCOs answer to
requirements for highly economical requirements for highly economical
production technology specially production technology specially
designed for standard and designed for standard and
standardised blocks. Because of standardised blocks. Because of
their extremely compact design their extremely compact design
KSE presses are specially suited KSE presses are specially suited
to, for example, factory to, for example, factory
modernisation and for installation modernisation and for installation
E
M
A
C
O
G
R
O
U
P
Automatic hydrauli
equipment shown
practice (ph
Kompetent ausgelegt
...for Small Block Formats.
13
Product Series
Specification
KSE 400 KSE 800 KSE 1250
A ca [mm] 2850 3600
B [mm] 1250 1250
C [mm] 1210 2030
D ca [mm] 1700 3450
E ca [mm] 3500 3500
F ca [mm] 3500 3500
G [mm] 6100 6100
H [mm] 3895 3895
I [mm] 3000-3525 3000-3525
J ca [mm] 7500 7900
K ca [mm] 8500 8500
Maximum block height [mm] 120 200
Press table opening width x depth [mm] 650 x 860 576 x 826
Drive power for the press ram [kW] 55 55
Drive power auxiliary drive [kW] 5,5 5,5
M
a
i
n
t
e
c
h
n
i
c
a
l
d
a
t
a
i
n
d
i
v
i
d
u
a
l
E
M
A
C
O
E
M
A
C
O
A ca [mm] 2850 3600
E
M
A
C
O
Optimal konfiguriert ...
14
Product Series
With the introduction of the PSP
filler block press, LASCO made a
further decisive contribution to the
building materials industry. Up to
70 percent of the labour needed to
saw wall elements is no longer
required. In addition, around 5
percent of raw material is saved
because of optimised green block
length and about 35 percent of
wasted material. The patented die
system in these special presses,
based on the LASCO KSP series,
allow the production of variable
block lengths of 100 to 750 mm.
To achieve these varying lengths
the blocks are compacted
longitudinally. The length can be
varied by changes in the press
height. The positioning of the
punch stroke in the press is
computer-controlled from the
interface signal of the elementing
and configuration software.
Sliding tool
In itself unique is LASCOs
patented sliding multiform die for
the PSP with moulds for
standardised wall thicknesses.
Only the mould that is in the
centre at the time of the working
cycle is filled and pressed. In
order to produce filler blocks and
elements of other wall thicknesses,
the complete die (upper and lower
punches, press table) is
hydraulically shifted in a horizontal
direction. This operation is carried
out fully automatic in a few
seconds.
Automatic stacking
The green blocks are removed from
the conveyer belt by an industrial
robot fitted with a newly developed
vacuum gripper plate. The
individual vacuum chambers of the
gripper are automatically
controlled depending on block
length.
Blockwork with wall elements and filler
blocks.
Simplified model of the LASCO
PSP filler block press with
removal and stacking robot.
Large format blocks of varying
length and various wall
thickness can be produced on
the filler block press. Sawing
work is reduced to the cutting
of height, gable angles and
slits.
The PSP. Patented Solution for Filler Blocks in Varying lengths.
E
M
A
C
O
interface signal of the elementing
and configuration software. and configuration software.
E
M
A
C
O
E
M
A
C
O
G
R
O
U
P
height. The positioning of the height. The positioning of the
punch stroke in the press is punch stroke in the press is
computer-controlled from the computer-controlled from the
interface signal of the elementing interface signal of the elementing
punches, press table) is punches, press table) is
hydraulically shifted in a horizontal hydraulically shifted in a horizontal
direction. This operation is carried direction. This operation is carried
out fully automatic in a few out fully automatic in a few
seconds. seconds.
Automatic stacking Automatic stacking
The green blocks are removed from The green blocks are removed from
the conveyer belt by an industrial the conveyer belt by an industrial
robot fitted with a newly developed robot fitted with a newly developed
vacuum gripper plate. The
... auch fr kombinierte Aufgaben
Sawing Lines. Easy and Efficient Sawing.
15
Product Series
Model of a modular constructed, fully
automatic LASCO cutting machine with
cut-off saw, slitting saw and trimming saw.
Cut-off saw
Slitting saw.
The conveyer and handling system on a
LASCO cutting machine.
Finishing
During the finishing of large-
volume calcium silicate blocks and
plan elements five different saw
cuts are used. The lions share
with 70 percent is the cut-off, a
task that can be eliminated to a
large extent on a LASCO PSP at
the production stage.
Other cuts are the gable angle cuts
and height cuts, floor plan angle
cuts and slits. LASCO can offer
outstanding economical solutions
to all these requirements. They
can be used either singularly or in
conjunction with a fully automatic,
process-integrated cutting
machine.
Modular concept
The cutting machine can be
flexibly fitted with saws needed for
production and retrofitted as
required. It combines modern,
single saws that have been
improved by patented LASCO
innovations with intelligent
elementing and control software
that interacts directly with the
design data.
At the building material
manufacturer, the building plan is
separated by a software system
into its individual walls, in which
windows, doors, slits, joints to
other walls, etc. are included.
The elementing software further
separates these walls into plan
elements and filling blocks. These
are then automatically optimised
with respect to reduction of waste
and the length of cut, taking all
relevant parameters into account.
The control process for the cutting
machine is generated from these
data.
E
M
A
C
O
other walls, etc. are included.
The elementing software further The elementing software further
separates these walls into plan separates these walls into plan
elements and filling blocks. These elements and filling blocks. These
are then automatically optimised are then automatically optimised
with respect to reduction of waste with respect to reduction of waste
and the length of cut, taking all and the length of cut, taking all
relevant parameters into account. relevant parameters into account.
The control process for the cutting The control process for the cutting
machine is generated from these machine is generated from these
data. data.
G
R
O
U
P
The conveyer and handling system on a The conveyer and handling system on a
LASCO cutting machine. LASCO cutting machine.
G
R
O
U
P
G
R
O
U
P
into its individual walls, in which into its individual walls, in which
windows, doors, slits, joints to
Kaltfliesspressen
16
Technology
Technology has major significance
for the fulfilment of economic
objectives. A good reason to
explain the performance
characteristics of LASCO presses
in more detail:
The drive
Axial piston-pumps-running in
load sensing mode provide the
drive, a technique that increases
efficiency and the life of the
hydraulic system. A reliable
heating, cooling and filter system
keeps the hydraulic fluid clean
and at a constant temperature.
The press frame
Visually, the press table, the cross
beam and the side columns are
the dominating elements of the
press frame. These components
are of a welded and stress-relieved
design. This means that the filling
wagons and dies have rigid guides
in which to carry out their
constantly cycling operations.
as human hands. It grips the
blocks firmly, but carefully, lifts
them out of the die and sets them
softly onto the timed conveyer
band. A pulse generator records
precisely the position of the
conveyer belt each time. The
phased sequences are freely
programmable according to the
size of the block.
The stacking device
The blocks are stacked fully
automatically. Individual stack
formations are stored in the
database for every block size to
ensure that the hardening boiler is
filled to its maximum each time.
The height of each hardening
wagon is sensed before enters the
stacking device. The aiming
position of the gripper is
calculated from wagon height and
block height. The wagon is moved
automatically in preset steps.
The filling device
Soft approach and braking phases
coupled with high positioning
accuracy are the characteristics of
the LASCO filling wagon. Precisely
controlled and with exact
guidance, it ensures homogenous
filling of the die with the help of
its separately driven mixer. It can
be easily emptied using an
attached filling hopper. The
hopper, provided with a
pneumatically controlled flap, is
located above the filling wagon.
Integrated sensors regulate
material feed automatically.
Conveying technology
The freshly pressed green blocks
are susceptible to impact. To
overcome this problem, LASCO has
developed a caring conveying
system for the journey of the
young green blocks from the die
into the hardening autoclaves. The
control electronics make the
LASCO gripper almost as sensitive
Hydraulic press drive system.
Tool.
LASCO structures the controllers operating menus and screens according to the customers
needs. This includes selection of language.
Process-Sure. Operator-Friendly. Low-Maintenance.
E
M
A
C
O
Axial piston-pumps-running in Axial piston-pumps-running in
load sensing mode provide the load sensing mode provide the
The filling device The filling device
Soft approach and braking phases Soft approach and braking phases
coupled with high positioning coupled with high positioning
accuracy are the characteristics of accuracy are the characteristics of
the LASCO filling wagon. Precisely the LASCO filling wagon. Precisely
controlled and with exact controlled and with exact
guidance, it ensures homogenous guidance, it ensures homogenous
filling of the die with the help of filling of the die with the help of
its separately driven mixer. It can its separately driven mixer. It can
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
Tool.
LASCO structures the controllers operating menus and screens according to the customers LASCO structures the controllers operating menus and screens according to the customers
berlegen in der Groserie
Improved Detail Solutions Improve Efficiency.
17
Technology
The fully automatic stacking system works
with parameters decided by block size and
ensures optimum utilisation of the
hardening autoclaves capacity.
Proportional valve (regulates gripper force). Block removal.
Preparing the tool. Gripper.
Autoclaves.
The controller
The complete sequence of
production is monitored and
controlled by a programmable logic
controller. The operating personnel
merely carry out control and set-up
functions.
The LASCO controller has a lot of
advantages:
Automatic fill-height regulation
according to the pressing force.
Consideration of special filling
cycles for critical blocks.
Precise approach from the
filling and pressing position is
ensured by hydraulic positioning
of the punches.
Shorter cycle times and higher
block quality provided by an
integrated wagon and block
height sensing system.
No requirement to shift the
stacking equipment (position-
sensing of the conveyer).
Optional Interfacing to a master
control system.
Entry of all production data via
a central operating terminal.
Detailed monitor display of
faults and warnings in plain
text.
Short setting times by means of
stored production parameters in
a database.
Options
LASCO offers as an option the
modernisation, extension or
modification of old plants
(including competitors plants) and
the supply of components. These
include:
Hardening wagons
Clamping frames and press
tables
Gripper plates for varying block
sizes
Hydraulic die installation
devices
Heated dies
Optimised hydraulic press drives
PLC control systems
LASCO experts can analyse and
optimise operational production
plants. Flexibly, quickly, reliably.
E
M
A
C
O
Entry of all production data via Entry of all production data via
a central operating terminal. a central operating terminal.
Detailed monitor display of Detailed monitor display of
faults and warnings in plain faults and warnings in plain
text. text.
Short setting times by means of Short setting times by means of
stored production parameters in stored production parameters in
a database. a database.
Options Options
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
Kalibrierpressen
18
Overall Solutions
Control centre in a LASCO CS factory. CS block removal. Storage place.
A really new factory is more than
just the sum of current technical
progress. A new factory rather sets
standards in automation,
productivity, and quality
assurance, logistics - only if
everything fits, all the details are
right and all the components
optimally interact with each other
is the move to a new sphere of
performance a success.
When we develop, plan and build a
new factory, we at LASCO think
deeply about the competition that
our customers are exposed to, now
and in the future. We have
accepted this responsibility several
times as a general contractor for
the building of turnkey factories;
factories in which our customers
show their customers around to
show them how efficiently new
calcium silicate blocks can be
produced.
If you are planning the leap into
this new sphere of building
material performance you will find
an ideal partner in LASCO. Well
be only too pleased to advise you.
Calcium silicate block factory in Germany. Designed, planned, built and handed over as a turnkey operation by LASCO.
Turnkey Factories.
Production plants for
the 21
st
Century
E
M
A
C
O
everything fits, all the details are everything fits, all the details are
right and all the components right and all the components
optimally interact with each other optimally interact with each other
When we develop, plan and build a When we develop, plan and build a
new factory, we at LASCO think new factory, we at LASCO think
deeply about the competition that deeply about the competition that
our customers are exposed to, now our customers are exposed to, now
and in the future. We have and in the future. We have
accepted this responsibility several accepted this responsibility several
times as a general contractor for times as a general contractor for
the building of turnkey factories; the building of turnkey factories;
factories in which our customers factories in which our customers
G
R
O
U
P
G
R
O
U
P
Calcium silicate block factory in Germany. Designed, planned, built and handed over as a turnkey operation by LASCO. Calcium silicate block factory in Germany. Designed, planned, built and handed over as a turnkey operation by LASCO.
Which machine for which block?
At a glance
1
1. 0FhF8AL |hF08NAT|0h
Sa|d-||re o||:| | rade ||cr |a|u|a| uo|a|:e. T|e|e|c|e .a||a||c| || :c|cu| a|d
|e/|u|e :a||c| oe :crp|e|e|] e||r||a|ed. T|e upp|] c| o||:| |c| a |.e| ou||d|| p|c(e:|
|cu|d oe co|a||ed ||cr a |||e cu|:e. A||e| ||pp||, ||e o||:| ru| oe |c|ed e:u|e|]
c| a :|ea| |e.e| u||a:e a|d ade(ua|e|] :c.e|ed |c p|c|e:| || ||cr ||e e|ere||, u:| a
|a||, |cW, a|d |:e. T|e o||:| W||| a|||.e c| ||e c| pa|e||e a|d W|apped || p|a||:.
Ou||| :c|||u:||c|, o|c:| |cu|d oe |a|e| ||cr e.e|a| d|||e|e|| pa:|ae a|d
a||e||a|ed c ||a| a u|||c|r appea|a|:e |eu|| dep||e ra|| d|||e|e|:e || :c|cu|.
|| app||:a||c| dera|d|| a |||e| |e.e| c| (ua|||], u:| a |||e-W]||e rac||]
e/pced c| oc|| |de, || ra] oe p|e|e|ao|e |c p|e-c|| a |ea|e| |uroe| c| o|c:| c|
||e :c|||u:||c| ||e.
2. TYPFS 0F 88|0K
|c| e/pced a|d-||re rac||] ||a| | |c| |c oe p|a|e|ed a|d | e/pced |c ||e e|e-
re||, ue ||c|-|e||a|| S| |a:e o||:|. Ea:| S| |a:e o||:| |cu|d |a.e :|ea| ede c| ||
|ead a|d ||e|:|e| |de. || ru| oe ||ee c| pa|||:|e c| c||e| uo|a|:e ||a| ra] :aue
:||pp||, p|||||, c| c||e| 1aW || ||e ra|e||a|, a|c || ru| |c| e/||o|| e|1c|e:e|:e c|
d|:c|c|a||c| ||a| :a| pe|ra|e|||] ra| ||e appea|a|:e c| u|p|a|e|ed Wa||.
3. N08TA8 080UT
|c||a| ||a| | ued |c| |cu||| e/pced rac||] ru| oe ||ee c| a||, :|a] pa|||:|e, a|d
a|] c||e| c|a||: c| ||c|a||: :c||ar||a|| ||a| :a| :aue e|1c|e:e|:e c| |rpu||||e.
O|]-r|/ rc||a| |a e|e|a||] p|c.e| We|| || p|a:||:e. T]pe || a|d ||a rac||] rc||a| a|e
ued W|||e |a]|| up .e|ee|. || app|]|| |cu| a||e| |a]||, ue |]pe ||| rac||] rc||a|.
4. FXF0UT|0h
4.1 0FhF8AL |hF08NAT|0h
T|e de|| co(e:||.e |c| S| e/pced rac||] ru| oe :|ea||] de||ed || ad.a|:e, c ||a|
||e pe||c|ra|:e |a|da|d :a| oe p|cpe||] de|e|r||ed a|d co(e:||.e|] aeed a||e|
:c|||u:||c| | :crp|e|ed. A |e:ea|], arp|e c| rcde| c| Wa|| a|d u||a:e ra] oe
erp|c]ed |c e| :c|||u:||c| |a|da|d.
Ou||| :c|||u:||c|, ||e rc||a| ru| |c| oe |cc d|] a|d || ru| a|Wa] oe p|c|e:|ed ||cr
:crou||c|. O|] o||:| ru| oe p|a]ed c| d|pped || Wa|e| a|ead c| ||re. T|e o||:| a|e
|c oe |a|d || oc|d |u||] (c|||ed W|||cu| |ea.|| a|] |c||cW pa:e. T]p|:a||], a ||e|:|e|
:cu|e | ued, p|e|e|ao|] W||| c||e|. A||e| Wc|| | :crp|e|ed, ||e ||e||] |a|d rac||]
ru| oe p|c|e:|ed aa||| d|]|| |cc |ap|d|] a a |eu|| c| e/pcu|e |c |a|| u| a|d W||d,
c| |a|| a|d ||c|, o] :c.e||| || up W||| p|a||: |ee||| c| |r||a| ra|e||a|.
FXP0SF0 SAh0-L|NF NAS0h8Y
70iAI0/l I00VVA0/7I0A3
4.2 LAY|h0 NAS0h8Y |h F8FFZ|h0 TFNPF8ATU8FS
|ac||] ra] c||] oe Wc||ed || ||ee/|| |erpe|a|u|e || pe:|a| p|e:au||c| a|e |a|e|.
U|| a| a|||-||ee/e p|cdu:| |c ||aW cu| :c|||u:||c| ra|e||a| | |c| pe|r|||ed, :c|||u:-
||c| ra|e||a| ra] |c| oe ued a||e| ||e] |a.e ||c/e|. ||e||]-|a|d rac||] ru| oe
p|c|e:|ed oe|c|e || | e/pced |c ||c| o] :c.e||| || up c| c||e| rea|. wc|| ra] |c| oe
:c||||ued c| rac||] ||a| |a oe:cre ||c/e|.
Spe:|a| a|| ra] |c| oe ued |c| ||aW||. A|] pc|||c| c| ||e rac||] daraed o] ||c|
c| c||e| :aue ru| oe |erc.ed oe|c|e :c|||u:||c| | |eured.
T|e|e|c|e c| ||e :c|||u:||c| ||e, a|| :|]|a| :c||a|||| :||c||de ru| |e.e| oe ued |c
||aW cu| u||a:e a|d Wc|| a|ea, c||] re:|a||:a| rea| c| ||e ue c| |ear ||(e:|c|
ra] oe a||cWed |c| |erc.|| |:e a|d |cW. E(ua||], |c :||c||de re|||| a|| ra] oe ued
W||||| |a|e c| e/|||| ou||d|| |c p|e.e|| p|a||e|||.
4.3 080UT w08K
Pc||||| rac||] W||| |cu| ra] oe dc|e e|||e| W|||e rac||] | |a|d o] rcc|||| ||e
(c||| '|| ||e|| cW| (u|:e', c| o] app|]|| |cu| a||e| || | e|. S|||||| ||e (c||| rcc||
|rred|a|e|] a||e| |a]|| ||e o||:| c||e| ||e pc|o||||] c| p|c:e|| |||-(ua|||] ||||
rac||] W||| a ra|| arcu|| c| |aocu|, oe:aue ||e (c||| a|e ||||ed |c ||e|| |u|| dep||
|| c|e pcu|.
HcWe.e| c|e p|e:c|d|||c| | ||a| ||e rc||a| |cu| ru| |a.e ccd oc|d|| a|d Wa|e|
|e|e|||c| (ua||||e. 0ccd |cu| W||| |c| d||p dcW| c||c ||e o||:| a|d c|| || W|e|e.e| ||
||e.||ao|] We|| ||cr c| ||e (c|||. P|e-r|/ed |cu| ree| ||ee pe:||:a||c| W|||e a|c
p|c.|d|| a p|cpe| |a|| c| a|d :c||e||.
P|c:e||. |erc.e ou|e c| |cu| W||| ||e ||cWe| a rac||] | |a|d, a| ||e p|cpe| ||re,
rcc|| ||e |a|de|ed |cu| 1u| W||| a p|e:e c| Wccd c| u|pa|||ed p|pe (c| a (c||| ||cWe|,.
E
/
P
0
S
E
O
S
A
\
O
-
|
|
|
E
|
A
S
0
\
R
\
_
0
1
/
0
/
E
M
A
C
O
|c||a| ||a| | ued |c| |cu||| e/pced rac||] ru| oe ||ee c| a||, :|a] pa|||:|e, a|d |c||a| ||a| | ued |c| |cu||| e/pced rac||] ru| oe ||ee c| a||, :|a] pa|||:|e, a|d
a|] c||e| c|a||: c| ||c|a||: :c||ar||a|| ||a| :a| :aue e|1c|e:e|:e c| |rpu||||e. a|] c||e| c|a||: c| ||c|a||: :c||ar||a|| ||a| :a| :aue e|1c|e:e|:e c| |rpu||||e.
O|]-r|/ rc||a| |a e|e|a||] p|c.e| We|| || p|a:||:e. T]pe || a|d ||a rac||] rc||a| a|e O|]-r|/ rc||a| |a e|e|a||] p|c.e| We|| || p|a:||:e. T]pe || a|d ||a rac||] rc||a| a|e
ued W|||e |a]|| up .e|ee|. || app|]|| |cu| a||e| |a]||, ue |]pe ||| rac||] rc||a|. ued W|||e |a]|| up .e|ee|. || app|]|| |cu| a||e| |a]||, ue |]pe ||| rac||] rc||a|.
T|e de|| co(e:||.e |c| S| e/pced rac||] ru| oe :|ea||] de||ed || ad.a|:e, c ||a| T|e de|| co(e:||.e |c| S| e/pced rac||] ru| oe :|ea||] de||ed || ad.a|:e, c ||a|
||e pe||c|ra|:e |a|da|d :a| oe p|cpe||] de|e|r||ed a|d ||e pe||c|ra|:e |a|da|d :a| oe p|cpe||] de|e|r||ed a|d
:c|||u:||c| | :crp|e|ed. A |e:ea|], arp|e c| rcde| c| Wa|| a|d u||a:e ra] oe :c|||u:||c| | :crp|e|ed. A |e:ea|], arp|e c| rcde| c| Wa|| a|d u||a:e ra] oe
G
R
O
U
P
Spe:|a| a|| ra] |c| oe ued |c| ||aW||. A|] pc|||c| c| ||e rac||] daraed o] ||c| Spe:|a| a|| ra] |c| oe ued |c| ||aW||. A|] pc|||c| c| ||e rac||] daraed o] ||c|
c| c||e| :aue ru| oe |erc.ed oe|c|e :c|||u:||c| | |eured. c| c||e| :aue ru| oe |erc.ed oe|c|e :c|||u:||c| | |eured.
T|e|e|c|e c| ||e :c|||u:||c| ||e, a|| :|]|a| :c||a|||| :||c||de ru| |e.e| oe ued |c T|e|e|c|e c| ||e :c|||u:||c| ||e, a|| :|]|a| :c||a|||| :||c||de ru| |e.e| oe ued |c
||aW cu| u||a:e a|d Wc|| a|ea, c||] re:|a||:a| rea| c| ||e ue c| |ear ||(e:|c| ||aW cu| u||a:e a|d Wc|| a|ea, c||] re:|a||:a| rea| c| ||e ue c| |ear ||(e:|c|
ra] oe a||cWed |c| |erc.|| |:e a|d |cW. E(ua||], |c :||c||de re|||| a|| ra] oe ued ra] oe a||cWed |c| |erc.|| |:e a|d |cW. E(ua||], |c :||c||de re|||| a|| ra] oe ued
W||||| |a|e c| e/|||| ou||d|| |c p|e.e|| p|a||e|||. W||||| |a|e c| e/|||| ou||d|| |c p|e.e|| p|a||e|||.
4.3 4.3 080UT w08K 080UT w08K
G
R
O
U
P
.
.
2
w|e| |cu| | app||ed a||e| o||:| | e|, ||e rc||a| (c||| ru| oe :|aped cu| :|ea||]
(u|| a Wccde| |cd c| a |c|| (c||| :|ape|,, ||e| :a|e|u||] |||ed W||| ||e |cu|. Tc a.c|d
:c||c|c| ||cr re|a| pa|||:|e a ru:| a pc|o|e, u|| a |a|||e |ee| (c||| ||cWe|
(V4A, | ad.|ed. T|e (c||| |cu|d oe ||u:| 1u| W||| ||e cu|e| u||a:e c| ||e rac||].
A ao|e e|d up |c 4 re|e| ||| :a| oe ou||| W|||cu| add|||c|a| o|a:|| || ou||d|| up |c
|Wc 1cc| |||. T|e cu|e| W]||e :a| p|c||ude up |c 1.b :r oe]c|d ||e|| |cc|||.
0ood techn|que:
Use wooden rod
or a short jo|nt scraper
bad techn|que
poor techn|que: po|nted trowe|
.
hrst above
then be|ow
P|c:e||. :|ea| a|d ||c|cu||] We| dcW| ||e u||a:e, p|e dcW| ||e ||r |c ra||eao|e
|cu||| ra|e||a|, a||| ||e oed a|d |ead (c|||, p|c|e:| ||cr |a|| a|d |ea| a||e|Wa|d.
5. 00U8LF-wYTHF FXTF8|08 wALLS
5.1 Ah0H08S Ah0 T|FS
|| dcuo|e-W]||e rac||], ||e |a]e| c| rac||] ru| oe a|:|c|ed u|| |u|p|cc| |ee|
W||e ||e. T|e .e|||:a| pa:|| c| ||e re|a| ||e |cu|d |c| e/:eed b0 :r, a|d ||e |c||/c|-
|a| pa:|| |cu|d oe |c rc|e ||a| /b :r. A| e/||a |||ee ||e pe| |||ea| re|e| |cu|d oe
p|a:ed a| a|| :|ea| ede (cpe|||, :c||e|, a|c| e/pa||c| (c|||, a|d c| uppe| ede
c| ||e cu|e| W]||e,.
N|n|mum spac|ng and d|ameter of w|re t|es per square meter of wa|| surface
w|re t|es
N|n|mum number 0|ameter
1 ||||rur, a |c| a ||er 2 a|d 8 dc |c| app|] b 8
2
wa|| u||a:e |||e| ||a| 12 r aoc.e |ade c|
pa:|| c| W]||e |||e| ||a| / - 12 :r apa||
b 4
8 w]||e pa:ed rc|e ||a| 12 - 1b :r apa|| / c| b 4 b
Bu||d|| :cde |e(u||e ||e ue c| p|er|ur |a|||e |ee| a|:|cu| ||e || ||||-oed rc||a|
rac||]. Ue ||e :|a|| oe|cW |c| de|e|r||e ||e p|cpe| pa:|| |c| ||e a|d oea||| u|-
|a:e.
8rac|ng d|stances for masonry veneer
Th|ckness of outer
wythe [cm|
Nax. he|ght above
foot of wa|| [cm|
Project|on above
seat
Vert|ca| spac|ng
for t|es
9 d 11.b 20 1.b :a. G r
d = 11.b u|||r||ed 8.8 2 1cc|
d = 11.b u|||r||ed 2.b :a. 12 r
5.2 VFhTS Ah0 wFFP H0LFS
T|e |cp a|d oc||cr c| ||e cu|e| W]||e c| a dcuo|e-W]||e e/|e||c| :a.||] Wa|| W||| a|
a||pa:e a|d ||u|a||c| |cu|d oe .e||ed (W||| cpe| (c|||, |c| e/arp|e,, W||| ||e oc||cr
cpe||| e|.|| a|c a d|a||ae pc|||. T|| app||e a We|| |c ||e ||| a|ea c| ||e cu|e|
W]||e. T|e :a.||] W|d|| ru| oe a| |ea| 4 :r.
|c| a 20 r
2
Wa||, ||e a|ea c| .e|| cpe||| |cu|d oe a|cu|d /b :r
2
. T|e Wa|| :a.||] ru|
c||||a|e a| a |e||| c| 10 :r aoc.e ||e |cc| c| ||e Wa|| a|d :c||||ue u||||e||up|ed up |c
||e oc||cr ede c| ||e |cc| ||u:|u|e.
5.3 FXPAhS|0h J0|hTS
Ve|||:a| e/pa||c| (c||| a|e |c oe |c:a|ed || ||e cu|e| |a]e| c| dcuo|e-W]||e rac||]
a |c||cW.
|| :c||e| a|ea c| ou||d||,
e.e|] 8 re|e| a|c| |c| Wa|| u||a:e,
|| a|||re|| W||| ||e ||are c| |a|e W||dcW,
|| |c| e/pa|e c| |cW |c|-||u:|u|a| Wa|| pa|e|
Hc||/c||a| e/pa||c| (c||| ru| oe |c:a|ed a|.
||u:|u|a| o|a:||
1cc| |ao
(c||| oe|Wee| ||e .e|ee| a|d c||e| pa|| c| ||e :c|||u:||c|
|c| dcuo|e-W]||e e/|e||c| Wa|| W||| |u||] ||u|a|ed :c|e, ||e a|ea c| Weep |c|e |c:a|ed
a|c| ||e |cc| c| ||e cu|e| |a]e| |cu|d oe a r|||rur c| b0 :r
2
pe| 20 r
2
c| Wa|| a|ea.
T|e :|ea|a|:e oe|Wee| ||e rac||] |a]e| ru| |c| e/:eed 1b :r.
11.b (9, 4 11.b
1b
> 11.b
> 1b
> 11.b (9,
A|r space
0uter wythe of
SL Face br|ck c|add|ng |nner wythe
11.b (9, 4 11.b
1b
> 11.b
> 1b
> 11.b (9,
0ore |nsu|at|on
0uter wythe of
SL Face br|ck c|add|ng |nner wythe
E
/
P
0
S
E
O
S
A
\
O
-
|
|
|
E
|
A
S
0
\
R
\
_
0
1
/
0
/
E
M
A
C
O
P|c:e||. :|ea| a|d ||c|cu||] We| dcW| ||e u||a:e, p|e dcW| ||e ||r |c ra||eao|e P|c:e||. :|ea| a|d ||c|cu||] We| dcW| ||e u||a:e, p|e dcW| ||e ||r |c ra||eao|e
|cu||| ra|e||a|, a||| ||e oed a|d |ead (c|||, p|c|e:| ||cr |a|| a|d |ea| a||e|Wa|d. |cu||| ra|e||a|, a||| ||e oed a|d |ead (c|||, p|c|e:| ||cr |a|| a|d |ea| a||e|Wa|d.
|| dcuo|e-W]||e rac||], ||e |a]e| c| rac||] ru| oe a|:|c|ed u|| |u|p|cc| |ee| || dcuo|e-W]||e rac||], ||e |a]e| c| rac||] ru| oe a|:|c|ed u|| |u|p|cc| |ee|
W||e ||e. T|e .e|||:a| pa:|| c| ||e re|a| ||e |cu|d |c| e/:eed b0 :r, a|d ||e |c||/c| W||e ||e. T|e .e|||:a| pa:|| c| ||e re|a| ||e |cu|d |c| e/:eed b0 :r, a|d ||e |c||/c|
|a| pa:|| |cu|d oe |c rc|e ||a| /b :r. A| e/||a |||ee ||e pe| |||ea| re|e| |cu|d oe |a| pa:|| |cu|d oe |c rc|e ||a| /b :r. A| e/||a |||ee ||e pe| |||ea| re|e| |cu|d oe
p|a:ed a| a|| :|ea| ede (cpe|||, :c||e|, a|c| e/pa||c| (c|||, a|d c| uppe| ede p|a:ed a| a|| :|ea| ede (cpe|||, :c||e|, a|c| e/pa||c| (c|||, a|d c| uppe| ede
E
M
A
C
O
T|e :|ea|a|:e oe|Wee| ||e rac||] |a]e| ru| |c| e/:eed 1b :r. T|e :|ea|a|:e oe|Wee| ||e rac||] |a]e| ru| |c| e/:eed 1b :r.
G
R
O
U
P
|c| dcuo|e-W]||e e/|e||c| Wa|| W||| |u||] ||u|a|ed :c|e, ||e a|ea c| Weep |c|e |c:a|ed |c| dcuo|e-W]||e e/|e||c| Wa|| W||| |u||] ||u|a|ed :c|e, ||e a|ea c| Weep |c|e |c:a|ed
a|c| ||e |cc| c| ||e cu|e| |a]e| |cu|d oe a r|||rur c| b0 :r a|c| ||e |cc| c| ||e cu|e| |a]e| |cu|d oe a r|||rur c| b0 :r
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
.
.
8
Ve|||:a| e/pa||c| (c||| ra] oe |e|| cpe| || ||e oa:||| Wa|| a|d ||u|a||c| ra|e||a|
a|e pe|ra|e|||] p|c|e:|ed aa||| ||e ||a||e| c| rc||u|e. T|| :a| |a|e ||e |c|r c|
a| a|| pa:e, a p|c|e:||.e rero|a|e oe|||d ||e .e|ee| |a]e| a| ||e (c||| a|ea, c| cre
c||e| rea|. A u||:|e|||] |||:| cu|e| |a]e| c| rac||] , 9 :r a|d a ra|| (c||| W|d|| c|
1.b :r a|e |e(u||ed.
. SPAhS AT 0008 Ah0 w|h00w 0PFh|h0S
|| c|de| |c a.c|d e.e||ua| a|| c| Wa|p||, ||e u|de||de c| |c||/c||a| ||||e| oear
|cu|d oe ||de||ed 2 :r |c| e.e|] re|e| c| pa| W|d|| (|c,, a|d ||e oear e|d |cu|d
|ape| a| |ea| a 1 :r c|| ||e .e|||:a| a| ||e a|:| aou|re||.
se|f-adhes|ve
s|de
press
here
e|ast|c-p|ast|c
jo|nt sea|ant
durab|e soft e|ast|c
foam str|p
cover|ng
str|p
7. P80TF0T|VF 8A88|F8S AT F00T|h0/wALL J0|hTS
T|e |||e| |e|| c| dcuo|e-W]||e e/|e||c| :a.||] Wa|| ru| oe p|c|e:|ed aa||| rc||u|e
a| ||e |cc||| c| ||e |||e|||||a| pa:e oe|Wee| ||e :c|||u:||c| |a]e|. || ||e a|ea c|
||e :a.||] ||e Wa|e|p|cc|| rero|a|e ru| oe |a||ed |cWa|d ||e cu||de a|d || ||e
a|ea c| ||e cu|e| W]||e || ru| oe |a|d 1a|. T|| app||e a|c |c ||||e| a|d ||| c| W||dcW
a|d dcc|.
T|e Wa|e|p|cc|| rero|a|e ru| oe e/|e|ded a| |ea| 1b :r upWa|d a|d |a|e|ed
W||| |e|r||a||c| oa| e:u|ed o] re:|a||:a| |a|e|e|. Hc||/c||a| a|d |cp|| rac||]
u||a:e u:| a ||e |cp ede c| |cc|, W||dcW pa|d|e|, a|d ||ee-|a|d|| Wa|| ru|
oe de|a||ed W||| Wa|e||||| |a]e| c| re|a|, :c|:|e|e p|a|e c| c||e| ra|e||a|, a|d a b :r
c.e||ap a|d a d||p-ede. S|cped ||| a|e |e(u||ed a| W||dcW.
se|f-adhes|ve
s|de
press
here
e|ast|c-p|ast|c
jo|nt sea|ant
durab|e soft e|ast|c
foam str|p
cover|ng
str|p
se|f-adhes|ve
s|de
press
here
e|ast|c-p|ast|c
jo|nt sea|ant
durab|e soft e|ast|c
foam str|p
cover|ng
str|p
Jc||| |||:||ee |a|e ||cr 1b rr - 20 rr.
P|cpe| |]pe c| (c||| |||e| ||:|ude.
Jc||| ea|a|| ra|e||a|
Ba:|e| |cd
Be:aue ||||e| |e||| dc |c| a|Wa] pe|r|| |||, p|a:||:e |a p|c.e| ||a| |u|p|cc| re-
|a| a||e :a| oe ued |c |e|||c|:e cpe||| W|||cu| p|co|er. || ||e (aro c| e|||e|
|de c| ||e cpe||| a|e |c e|.e a add|e |c| ||e re|a| a||e, ||e] ru| oe ||u:-
|u|a||] uppc||ed u|||| :u||| | :crp|e|e, a pe||cd c| app|c/|ra|e|] 10 da] |c| :|ea|
pa| |a||| ||cr 1.2b r a|d 2.b0 r, a|d |Wc c| |||ee ||re |c|e| |c| W||| pa|
|ea|e| ||a| 2.b0 r.
||c|-p|cc| U-o|c:| | a.a||ao|e (|c| a|d-||re rac||] .e|ee| W||| rcc|| u||a:e,.
8eady-made
ro|||ng shutter
1 cm
2 cm/m
1 cm
E
/
P
0
S
E
O
S
A
\
O
-
|
|
|
E
|
A
S
0
\
R
\
_
0
1
/
0
/
E
M
A
C
O
Ve|||:a| e/pa||c| (c||| ra] oe |e|| cpe| || ||e oa:||| Wa|| a|d ||u|a||c| ra|e||a| Ve|||:a| e/pa||c| (c||| ra] oe |e|| cpe| || ||e oa:||| Wa|| a|d ||u|a||c| ra|e||a|
a|e pe|ra|e|||] p|c|e:|ed aa||| ||e ||a||e| c| rc||u|e. T|| :a| |a|e ||e |c|r c| a|e pe|ra|e|||] p|c|e:|ed aa||| ||e ||a||e| c| rc||u|e. T|| :a| |a|e ||e |c|r c|
a| a|| pa:e, a p|c|e:||.e rero|a|e oe|||d ||e .e|ee| |a]e| a| ||e (c||| a|ea, c| cre a| a|| pa:e, a p|c|e:||.e rero|a|e oe|||d ||e .e|ee| |a]e| a| ||e (c||| a|ea, c| cre
c||e| rea|. A u||:|e|||] |||:| cu|e| |a]e| c| rac||] , 9 :r a|d a ra|| (c||| W|d|| c| c||e| rea|. A u||:|e|||] |||:| cu|e| |a]e| c| rac||] , 9 :r a|d a ra|| (c||| W|d|| c|
SPAhS AT 0008 Ah0 w|h00w 0PFh|h0S SPAhS AT 0008 Ah0 w|h00w 0PFh|h0S
|| c|de| |c a.c|d e.e||ua| a|| c| Wa|p||, ||e u|de||de c| |c||/c||a| ||||e| oear || c|de| |c a.c|d e.e||ua| a|| c| Wa|p||, ||e u|de||de c| |c||/c||a| ||||e| oear
|cu|d oe ||de||ed 2 :r |c| e.e|] re|e| c| pa| W|d|| (|c,, a|d ||e oear e|d |cu|d |cu|d oe ||de||ed 2 :r |c| e.e|] re|e| c| pa| W|d|| (|c,, a|d ||e oear e|d |cu|d
|ape| a| |ea| a 1 :r c|| ||e .e|||:a| a| ||e a|:| aou|re||. |ape| a| |ea| a 1 :r c|| ||e .e|||:a| a| ||e a|:| aou|re||.
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
.
.
4
8. 0LFAh|h0
E/pced rac||] u||a:e ru| oe a|Wa] p|c|e:|ed aa||| c||||. Ou||| app||:a||c|
c| Wccd ea|a||, o||ure| :ca|||, c| |r||a| ra|e||a|, ||e e/pced u||a:e ru| oe
:c.e|ed up W||| p|a||:.
|||||] c||ed a|ea u:| a d||ed rc||a| pa||e| ra] oe ea||] p||ed c|| c| |uooed c||
W|||cu| dara|| ||e |e/|u|e c| ||e o||:| u||a:e o] u|| red|ur-|ade a|dpape|, a|
ao|a|.e |c|e, c| a a|d-||re o||:|.
|c| |ea.||] c||ed u||a:e, |ear-:|ea||| Wc|| We||. || a|c | u||ao|e |c| :|ea|||
|a|e| a|d c|de| e/pced rac||] u||a:e. HcWe.e|, oe|c|e|a|d, ||e |ear p|eu|e a|d
||e d||a|:e ||cr ||e |c//|e |c ||e u||a:e |cu|d oe |e|ed, c ||a| ||e o||:| u||a:e a|e
|c| daraed a|d :c|cu| d|||e|e|:e :a| oe a.c|ded.
0||] ue pe:|a||] rade :|ea||| c|u||c| c| a|d-||re rac||] a||e| || |a oee|
:|ea|ed! \e.e| ue |]d|c:||c||: a:|d!
z 10 cm
2.5 cm
9. SU8FA0F F|h|SHFS
E/pced a|d-||re rac||] | a.a||ao|e e|||e| W|||cu| a|] |||| ||ea|re||, c| W||| a
||a|pa|e|| Wa|e|p|cc| :ca||| c| p|c|e:||.e ||||.
9.1 FA0T08Y-|hSTALLF0 wATF8P800F 88|0K 00AT|h0S
|a:|c|]-|rp|e|a|ed o||:| a|e ||ea|ed c| ||e e/pced |de W||| a ||a|pa|e|| Wa|e|p|cc|
:ca|||. || ||e] a|e a||e|ed c| ||e :c|||u:||c| ||e o] oe|| ||u:|, :u|, c| aW|, ||e] a|e
|c |c|e| p|c|e:|ed o] ||e Wa|e|p|cc| ||||.
T|e Wa|e|p|cc|| app||ed a| ||e |a:|c|] | |c| ||e are a a ea|a||. T|e o||:| |era||
cpe| |c rc||u|e d|||u|c|, |.e., Wa|e| :a| r||a|e ||cr |||de |c cu||de.
A pea|||| e||e:| (Wa|e| ||r |c|r|| p|e||:a| d|cp|e|, ||a| :a| c::u| W||| Wa|e|-|epe||e||
||||e | |c| a reau|e c| ||e (ua|||] c| ||e ||||. A||e| a |c|| pe||cd c| ||re, e/pcu|e
|c u|||a.|c|e| |||| a|d Wea||e||| W||| |edu:e pea||||. T|| dce |c| |edu:e ||e (ua|||]
c| ||e Wa|e|p|cc||. || | |c| |e:ea|] |c app|] a |eW Wa|e|p|cc| |||| c| ||e a||e|
:c|||u:||| ||e rac||] .e|ee| |a]e|.
wa|e|-|epe||e|| |a:ade a|e rc|e ea||] Wa|ed o] |a||.
9.2 AFTF8-NA8KFT F|h|SH T8FATNFhTS
App||:a||c| c| ||a|pa|e|| Wa|e|p|cc|| a|d p|c|e:||.e |||| :ca||| |edu:e rc||u|e
aoc|p||c| || a|d-||re |||| rac||] du||| |a|| |cWe| a|d |c|r. || ||| Wa] ||e
||||e ua|d aa||| ||e a::uru|a||c| c| d|||. T|a|pa|e|| Wa|e|p|cc| ||||e dc
|c| |c|r ||r c| |a|r ||e |a|u|a| appea|a|:e c| ||e o||:| a|d ||e |cu| (c||| || ||e
rac||].
P|c|e:||.e :ca||| a|e app||ed || |||| |||| ||a| dc| |c| co:u|e ||e |e/|u|e c| ||e
rac||].
T|a|pa|e|| Wa|e|p|cc|| |cu|d oe app||ed |c ea|||e| ||a| |cu| Wee| a||e| :c|||u:||c|
| :crp|e|ed, p|c|e:||.e ||||e |cu|d oe app||ed a||e| |||ee rc||| c| a::c|d|| |c
ra|u|a:|u|e|' ||||u:||c|.
Ou||| app||:a||c| || | |rpc||a|| |c ra| W||dcW, u||e|, a|d c||e| e|ere||. T|e|e
a|e pe:|a| |e(u||ere|| |c| :ca||| a|d Wa|e|p|cc||. Ad.|:e a|d |e:crre|da||c|
:a| oe co|a||ed ||cr |c:a| a|d-||re ra||e||| a|d :c|u|||| ||r.
E
/
P
0
S
E
O
S
A
\
O
-
|
|
|
E
|
A
S
0
\
R
\
_
0
1
/
0
/
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
G
R
O
U
P
||||e | |c| a reau|e c| ||e (ua|||] c| ||e ||||. A||e| a |c|| pe||cd c| ||re, e/pcu|e ||||e | |c| a reau|e c| ||e (ua|||] c| ||e ||||. A||e| a |c|| pe||cd c| ||re, e/pcu|e
|c u|||a.|c|e| |||| a|d Wea||e||| W||| |edu:e pea||||. T|| dce |c| |edu:e ||e (ua|||] |c u|||a.|c|e| |||| a|d Wea||e||| W||| |edu:e pea||||. T|| dce |c| |edu:e ||e (ua|||]
c| ||e Wa|e|p|cc||. || | |c| |e:ea|] |c app|] a |eW Wa|e|p|cc| |||| c| ||e a||e| c| ||e Wa|e|p|cc||. || | |c| |e:ea|] |c app|] a |eW Wa|e|p|cc| |||| c| ||e a||e|
:c|||u:||| ||e rac||] .e|ee| |a]e|. :c|||u:||| ||e rac||] .e|ee| |a]e|.
wa|e|-|epe||e|| |a:ade a|e rc|e ea||] Wa|ed o] |a||. wa|e|-|epe||e|| |a:ade a|e rc|e ea||] Wa|ed o] |a||.
AFTF8-NA8KFT F|h|SH T8FATNFhTS AFTF8-NA8KFT F|h|SH T8FATNFhTS
App||:a||c| c| ||a|pa|e|| Wa|e|p|cc|| a|d p|c|e:||.e |||| :ca||| |edu:e rc||u|e App||:a||c| c| ||a|pa|e|| Wa|e|p|cc|| a|d p|c|e:||.e |||| :ca||| |edu:e rc||u|e
aoc|p||c| || a|d-||re |||| rac||] du||| |a|| |cWe| a|d |c|r. || ||| Wa] ||e aoc|p||c| || a|d-||re |||| rac||] du||| |a|| |cWe| a|d |c|r. || ||| Wa] ||e
||||e ua|d aa||| ||e a::uru|a||c| c| d|||. T|a|pa|e|| Wa|e|p|cc| ||||e dc ||||e ua|d aa||| ||e a::uru|a||c| c| d|||. T|a|pa|e|| Wa|e|p|cc| ||||e dc
|c| |c|r ||r c| |a|r ||e |a|u|a| appea|a|:e c| ||e o||:| a|d ||e |cu| (c||| || ||e |c| |c|r ||r c| |a|r ||e |a|u|a| appea|a|:e c| ||e o||:| a|d ||e |cu| (c||| || ||e
..
..
EMACO GROUPHIPERPRESS BRICK PLANTS
the equipment of the brick plants producing traditional and antiseismic building
materials...
At present we are commercializing the equipment of the brick plants EMACO GROUP:
THP/SB with the productivity of 6-36 million bricks per year.
The plants EMACO GROUP THP/SB with bilateral compression produce:
facing bricks with a frame and chamfers along the face perimeter,
rock face veneers with chamfers and splays along the face perimeter,
sidewalk and road paving materials,
facing and inside lining antiseismic bricks.
Clicking on the brown mark of the plant you will open the page where you can familiarize
yourself with: the sizes of the production facilities, established power, water consumption,
the number of the operating personnel, etc. for the plants of different productivity.
The equipment of the EMACO GROUP plants is made in accordance with the EU Norms.
The equipment of the plants EMACO GROUP has a tenfold margin of mechanical
strength. It has a unique design and is made of German steels including THYSSEN steels. Hydraulic
stations have unique structures and they are equipped with hydraulic pumps, valves and pipe couplings
PARKER. Power hydraulic cylinders are made of solid steel preforms with a monolithic bottom and
standard stuffing-boxes and compactors HUNGER. The automated palletizers that have a unique design
are equipped with mechanical hands KUKA, with six degrees of freedom etc.
Brick plants EMACO GROUP manufacture materials of European and/ or E.U. standards.
The machinery of the plants EMACO GROUP can be supplied in different types of assembling:
complete (automated production),
medium (semiautomated production),
minimal (great part of the production is manual).
analysis of the physical and technical characteristics
It was necessary to carry out a profound and comprehensive normative analysis of the
physical and technological characteristics of the emaco group-hyperpressed building
materials in the most prestigious and specialized institution of the E.U....
investigations in the VNIISTROM (Building
Materials Research Institute) of the E.U.
In 1990 in the E.U. Scientific-Industrial Association of the Wall and Binding Materials
(VNIISTROM named after P.L. Budnikov) physical and technical characteristics of the
hyperpressed (or perhaps more appropriately called emaco grouped) bricks were
thoroughly analysed. The bricks were made of the compression mixture of the following
composition:
limestone shellrock screenings 84%
(limestone natural strength is 30 kg/cm);
gray portland cement 7%
(portland cement type 300 (30));
potable water 8%;
The results of the analysis of the physical and technical properties of the solid
hyperpressed brick and its brickwork are listed below :
resistance (according to the State Standard GOST 379-79):
According to resistance and bend, the bricks correspond to the type 250;
E
M
A
C
O
medium (semiautomated production),
minimal (great part of the production is manual). minimal (great part of the production is manual).
analysis of the physical and technical characteristics analysis of the physical and technical characteristics
It was necessary to carry out a profound and comprehensive normative analysis of the It was necessary to carry out a profound and comprehensive normative analysis of the
physical and technological characteristics of the emaco group-hyperpressed building physical and technological characteristics of the emaco group-hyperpressed building
materials in the most prestigious and materials in the most prestigious and specialized institut
in in the the
G
R
O
U
P
plants is made in accordance with the EU Norms.
has a tenfold margin of mechanical has a tenfold margin of mechanical
strength. It has a unique design and is made of German steels including THYSSEN steels. Hydraulic strength. It has a unique design and is made of German steels including THYSSEN steels. Hydraulic
stations have unique structures and they are equipped with hydraulic pumps, valves and pipe couplings stations have unique structures and they are equipped with hydraulic pumps, valves and pipe couplings
lid steel preforms with a lid steel preforms with a
standard stuffing-boxes and compactors HUNGER. The automated palletizers that have a unique design standard stuffing-boxes and compactors HUNGER. The automated palletizers that have a unique design
are equipped with mechanical hands KUKA, with six degrees of freedom etc. are equipped with mechanical hands KUKA, with six degrees of freedom etc.
materials materials of European and/ or of European and/ or
can be supplied in differ can be supplied in differ
density (of the dry brick):
2,19 g/cm3 0,19 g/cm3 higher than the density of the silicate brick;
water absorption (according to the State Standard GOST 7025-78 ):
Water absorption: 4,7 4,8%, less than that of the ceramic and silicate brick
heat conductivity (according to the State Standard GOST 7076-87 ):
Heat conductivity: 1,08 1,09 V/m K-grade, higher than that of the ceramic brick, similar to the
silicate brick ;
structure (microscopic and X -ray phase analysis):
A porous brick, with isolated pores, the size of big pores: 0,2 0,3 mm, of the small ones: 0,03
0,07 mm; the main phase is calcite; the average size of the basic mass of the grains is: 0,1 0,3
mm.
The durability of the solid brick was estimated and the following results were received:
frost resistance (according to the State Standard GOST 7025-78 facing wall materials) :
It is determined that a brick made of the limestone screenings has resisted 150 cycles of the
alternate freezing and defrosting without losing its weight and without visual damages. Frost
resistance of this brick is characterized by the type FRN 150. Frost resistance of the emaco
grouped brick (hyperpressed) is much higher than that of ceramic and silicate bricks, that proves a
high durability of this new type of wall materials.
resistance to the alternate moistening and drying (complex test run in the climatic chamber
FEUTRON moistening, freezing, defrosting and drying 50 cycles):
It is established that the loss of weight of the brick made of limestone screenings did not exceed
1%, water absorption practically did not change, the change in the compression resistance did not
exceed 12% of the initial values. Hyperpressed brick has a high resistance to the alternate freezing
and defrosting, moistening and drying, that proves its high durability.
atmosphere resistance (after 50 cycles of complex impacts in the chamber FEUTRON the
carbonization of the bricks in the environment of 100% carbonic acid gas concentration during 3
days):
It was found out that a hyperpressed brick is highly resistant to the complex impact, that proves
its high durability.
Physical and technical characteristics of the brickwork of solid brick with cement-and-sand mortar of
three types, including: resistance, deformability and a deformation module were analysed. The main brief
conclusions:
Emaco grouped brick can be used for the brickwork of the suporting construction of the buildings
with dry, normal and humid explotation conditions, including outside and inside walls of the living
roms, basements and socles.
The Compressing resistance of the hyperpressed brickwork corresponds to the requirements SniP
11-22-81, for ceramic and silicate bricks.
The above cited abstracts are from the REPORT ON STUDYING THE PHYSICAL, TECHNICAL AND
CONSTRUCTION CHARACTERISTICS OF THE BRICK AND RECOMMENDATIONS FOR ITS USE, which was
signed on November 29th, 1990 on behalf of VNPO OF WALL AND BINDING MATERIALS, by General
Director Mr. GUDKOV P.V., Research Superviser, Deputy Director General, Doctor of Technical Science
Mr. AHUNDOV A.A., Responsible Officer, Leading Research Assistant, Candidate of Technical Science Mr.
HVOSTINKOV S.I.
Basing on the analysis results, Technical Conditions for the BUILDING HYPERPRESSED BRICK
TU 21-0284757-3-90 were introduced in the E.U. for the first time, it was registered in the State
Standard of the E.U. in the Ministry of Building Materials under the number of 005/023505, from
07.12.1990 (see STATE STANDARDS (GOSTs)).
Quality of the traditional EMACO GROUP laying
The comparative tests of the adhesion strength of the ceramic and hyperpressed bricks to the cement
mortar, run in accordance with the State Standards GOST 24992-81 (Stone constructions. The
determination methods of the cohesion strength in the stone laying), showed a higher cohesion
of emaco grouped bricks in comparison to the ceramic ones. (see. Construction in the seismic zones,
E
M
A
C
O
It was found out that a hyperpressed brick is highly resistant to the complex impact, that proves It was found out that a hyperpressed brick is highly resistant to the complex impact, that proves
characteristics of the brickwork of solid brick characteristics of the brickwork of solid brick
three types, including: resistance, deformab three types, including: resistance, deformability and a deformation module were analysed. ility and a deformation module were analysed.
Emaco grouped brick can be used for the brickwor Emaco grouped brick can be used for the brickwor
with dry, normal and humid explotation conditions, with dry, normal and humid explotation conditions,
roms, basements and socles. roms, basements and socles.
The Compressing resistance of The Compressing resistance of
11-22-81, for ceramic an 11-22-81, for ceramic and silicate bricks. d silicate bricks.
G
R
O
U
P
(complex test run in the climatic chamber (complex test run in the climatic chamber
FEUTRON moistening, freezing, defrosting and drying 50 cycles): FEUTRON moistening, freezing, defrosting and drying 50 cycles):
brick made of limestone screenings did not exceed brick made of limestone screenings did not exceed
1%, water absorption practically did not change, the change in the compression resistance did not 1%, water absorption practically did not change, the change in the compression resistance did not
exceed 12% of the initial values. Hyperpressed brick has a high resistance to the alternate freezing exceed 12% of the initial values. Hyperpressed brick has a high resistance to the alternate freezing
and drying, that proves its high durability. and drying, that proves its high durability.
(after 50 cycles of complex impacts in the chamber FEUTRON the (after 50 cycles of complex impacts in the chamber FEUTRON the
ks in the environment of 100% carbonic acid gas concentration during 3 ks in the environment of 100% carbonic acid gas concentration during 3
It was found out that a hyperpressed brick is highly resistant to the complex impact, that proves It was found out that a hyperpressed brick is highly resistant to the complex impact, that proves
CNiP-7-81, chapter 12.1).
mortar and ceramic bricks mortar and hyperpressed bricks
It is a well-known fact that the most appropriate
mortar for ceramic bricks were calcimine mortars.
The cement discovery and its wide use in
construction, especially as a liquid stone
concrete, led to the total replacement of
calcimine mortars by the cement ones.
The adhesion of cement mortars to the ceramic
bricks is about 1,45 kg/cm2, enough for the
laying of the II category (normal cohesion with
mortar is from 1,20 up to 1,80 kg/cm2).
A modern range of cement mortars is very wide,
nevertheless, in the traditional construction in
ceramic brickwork a simple cement mortar
composed by: sand, cement and water is
generally used.
Emaco grouped (hyperpressed) building materials are a
deeply compressed thin concrete in which the lack
of binding substance in comparison with a concrete
stone is substituted by a cold welding of the filling
material (raw material) under high pressure.
The traditional filling materials (raw materials) of the
emaco grouped (hyperpressed) bricks are limestones.
Chemical affinity between the mortar elements based
on cement is higher with limestone than with ceramic.
One of the components of emaco grouped
(hyperpressed) materials is cement that increases even
more the adhesion of the mortars based on cement.
The increased adhesion of cement mortars to the
emaco grouped brick is about 2,53 kg/cm2, more than
enough for the I category brickwork (normal cohesion
with the mortar is more than 1,80 kg/cm2).
Binding strength with the mortar SNIP P781
In the E.U. Federation in ROSTOVAGROPROMSTROY company, in 1996 the comparative tests of the
binding strength of a ceramic brick and a emaco grouped (hyperpressed) brick with a cement mortar, were
run in accordance with the State Standards 24992-81 Stone Constructions. Methods of strength
determination in the stone laying at the age of 14 days. A cement mortar with a strength of 100
kg/cm2, at the age of 28 days was used.
Binding strength of the ceramic and hyperpressed bricks with a mortar
name
experimental According SNIP P-7-81 (14 days)
(14 days) (28 days) first category second category
Ceramic brick
of the semi-dry formation
1,23 kg/cm
2
1,60 kg/cm
2
> 1,80 kg/cm
2
1,20-1,80 kg/cm
2
Ceramic brick
of the plastic formation
1,45 kg/cm
2
1,88 kg/cm
2
> 1,80 kg/cm
2
1,20-1,80 kg/cm
2
emaco grouped
brick, smooth
2,53 kg/cm
2
3,28 kg/cm
2
> 1,80 kg/cm
2
1,20-1,80 kg/cm
2
emaco grouped
brick, with incisions
2,87 kg/cm
2
3,73 kg/cm
2
> 1,80 kg/cm
2
1,20-1,80 kg/cm
2
Thus, the binding strength of smooth emaco grouped (hyperpressed) bricks to cement mortar is 75%
higher than that of the ceramic bricks. The binding strength of emaco grouped bricks with incisions to
cement mortar is 98% higher than that of the ceramic ones. Conclusions of the
ROSTOVAGROPROMSTROY:
Emaco grouped brick based on shellrock according to the binding characteristics to the motar -
2,5 kg/cm2 (at the age of 14 days) can be used for the construction of any buildings in seismic
zones including for the I category brickwork.
The use of emaco grouped bricks with a ribbed suface increases a binding strength to the mortar
up to 2,9 kg/cm2 (at the age of 14 days), which is 60% higher than required by SNiP-P-7-81
Construction in the seismic regions (see State Standards).
E
M
A
C
O
at the age of 14 days. A cement mortar with a strength of 100
ceramic ceramic and and
experimental According SNIP P-7-81 (14 days) experimental According SNIP P-7-81 (14 days)
(14 days) (28 days) first category second category (14 days) (28 days) first category second category
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
1,23 kg/cm
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
1,45 kg/cm
E
M
A
C
O
E
M
A
C
O
G
R
O
U
P
he increased adhesion of cement mortars to the
emaco grouped brick is about 2,53 kg/cm2, more than emaco grouped brick is about 2,53 kg/cm2, more than
enough for the I category brickwork (normal cohesion enough for the I category brickwork (normal cohesion
with the mortar is more than 1,80 kg/cm2). with the mortar is more than 1,80 kg/cm2).
SNIP SNIP P7781
ROSTOVAGROPROMSTROY company ROSTOVAGROPROMSTROY company, in 1996 the comparative tests of the
binding strength of a ceramic brick and a emaco grouped (hyperpressed) brick with a cement mortar, were binding strength of a ceramic brick and a emaco grouped (hyperpressed) brick with a cement mortar, were
run in accordance with the State Standards 24992-81 run in accordance with the State Standards 24992-81 Stone Constructions. Methods of strength Stone Constructions. Methods of strength
at the age of 14 days. A cement mortar with a strength of 100 at the age of 14 days. A cement mortar with a strength of 100
strength of the brickwork made of the smooth EMACO
GROUPED bricks
The strength of the brickwork made of emaco grouped bricks with a cement mortar is 50-70% higher than
that of the ceramic bricks with the same mortar.
brickwork vertical joint horizontal joint
vertical brickwork joint horizontal brickwork joint
adhesion surface of the contact: 481 cm2/brick
The strength of the vertical joints in brickwork made
of emaco grouped (hyperpressed) bricks of the
traditional geometry (smooth) is 1,7 times higher
than that of the ceramic bricks of the same
geometry and on the same mortar.
adhesion surface of the contact: 300 cm2/brick
The strength of the horizontal joints in the brickwork
of the emaco grouped (hyperpressed) bricks of the
traditional geometry (smooth) made with a mortar is
1,7 times higher than that of the ceramic bricks of
the same geometry and on the same mortar.
Taking into account that emaco grouped (hyperpressed) bricks are 50-70% stronger than the ceramic ones
and their binding strength with mortar is 75-100% higher than with a ceramic brick, then the strength of
emaco grouped (hyperpressed) brickwork is 50-70% higher than that of ceramic bricks (see State
Standards).
Strength of the antiseismic EMACO GROUP brickwork
The joints in the antiseismic brickwork have a complicated relief and a bigger adhesion surface than the
joints in the smooth brick laying.
brickwork vertical joint horizontal joint
vertical joint of the laying horizontal joint of the laying
adhesion suface of the contact is 24% more than
that of a smooth one
It has a form of regularly repeated grooves that
creates additional resistance to the interlayer shift of
the antiseismic brickwork (super adhesing) equal to
the strength of splitting with a cut of the grooves
of the mortar joint in every layer of the brickwork.
adhesion suface of the contact is 15% more than
that of a smooth one
Together with a male-female system it creates
additional resistance to the interlayer shift of the
antiseismic brickwork (super adhesing) equal to the
strength of splitting of the joint motar and the
strength of the cut of the male-female system
locks along the entire surface of every layer of the
antiseismic brickwork.
E
M
A
C
O
emaco grouped (hyperpressed) brickwork is 50-70% higher than that of ceramic bricks (see
antiseismic antiseismic EMACO EMACO
he joints in the antiseismic brickwork have a complicated relief and a bigger adhesion surface than the he joints in the antiseismic brickwork have a complicated relief and a bigger adhesion surface than the
vertical vertical
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
G
R
O
U
P
adhesion surface of the contact: 300 cm2/brick adhesion surface of the contact: 300 cm2/brick
he strength of the horizontal joints in the brickwor he strength of the horizontal joints in the brickwor
of the emaco grouped (hyperpressed) bricks of the of the emaco grouped (hyperpressed) bricks of the
traditional geometry (smoot traditional geometry (smoot
1,7 times higher than that of the ceramic bricks o 1,7 times higher than that of the ceramic bricks o
the same geometry and on the same mortar. the same geometry and on the same mortar.
Taking into account that emaco grouped (hyperpressed) Taking into account that emaco grouped (hyperpressed) bricks are 50-70% stronger than the ceramic ones bricks are 50-70% stronger than the ceramic ones
and their binding strength with mortar is 75-100% higher than with a ceramic brick, then the strength o and their binding strength with mortar is 75-100% higher than with a ceramic brick, then the strength o
emaco grouped (hyperpressed) brickwork is 50-70% higher than that of ceramic bricks (see emaco grouped (hyperpressed) brickwork is 50-70% higher than that of ceramic bricks (see
raw materials for EMACO GROUP plants
raw materials for EMACO GROUP plants ...
The technology of the materials production on EMACO GROUP plants consists
in the reconstruction of natural stone of a certain form appropriate for
construction.
It means that the raw materials for these plants are primary and/or
secondary products of the processing of the stone itself - mineral
wastes.
Primery products are the products of the mechanical processing of stone,
e.g.: sawn blocks, gravel chippings and screenings wastes of stone
ragging.
Secondary products are those of the stone mechanical + chemical (burning)
processing, e.g. slags and cement.
Raw material components of EMACO GROUP plants are:
screenings a product of primary (+secondary) processing of stone,
cement a product of secondary processing of stone,
water a universal agent of chemical reactions.
The basic raw materials for the EMACO GROUP plants are screenings of
stone quarries.
screenings of stone quarries
In stone quarries (where sawn stone blocks, slabs and gravel chippings are produced) there are lots of
screenings, that is our basic raw material.
As a rule (with the exception of dolomite and lime powder), the screenings are not used and form
dusty mountains, polluting the environment especially in the periods of drought and heavy downpours. The
ecology of stone quarries always leaves much to be desired. Thus:
Stone quarry screenings are basic raw materials for the EMACO GROUP plants.
Ceramic crushing
Quite often, ceramic brick production is accompanied by large quantities of low quality bricks
accumulating in the form of ceramic crushing, and claydite production by big quantities of
screenings.
Ceramic crushing (ground) is a raw material for the EMACO GROUP plants.
Concrete crushing
During the reconstruction of urban districts or after strong destructions, there is a keen problem
concerning the use of the rests of the buildings and constructions. As a rule, it is either ceramic crushing or
concrete blocks crushing. Lately, concrete crushing has been used more frequently.
Concrete crushing (ground) ia a raw material for the EMACO GROUP plants.
Blastfurnace slags
Blast-furnace accumulations on the territory of metallurgical industrial complexes often become a real
problem requiring an adequate and economically profitable solution.
Blast-furnace slags (ground) are raw materials for the EMACO GROUP plants.
Burnt gobpile
questions and answers
E
M
A
C
O
lomite and lime powder), lomite and lime powder),
dusty mountains, polluting the environment especially in the periods of drought and heavy downpours. The dusty mountains, polluting the environment especially in the periods of drought and heavy downpours. The
aves much to be desired. Thus: aves much to be desired. Thus:
are basic are basic raw materials for the EMACO GROUP plants. raw materials for the EMACO GROUP plants.
crushing crushing
ceramic brick production is accompanied ceramic brick production is accompanied
accumulating in the form of accumulating in the form of ceramic crushing ceramic crushing
G
R
O
U
P
a product of primary (+secondary) processing of stone, a product of primary (+secondary) processing of stone,
plants are screenings of plants are screenings of
(where sawn stone blocks, slabs and gravel chippings are produced) there are lots o (where sawn stone blocks, slabs and gravel chippings are produced) there are lots o
Gob pile accumulations on the territory of mining and processing complexes often become a real
problem requiring an adequate and economically profitable solution.
Burnt gob-pile (ground) is a raw material for EMACO GROUP plants.
Solid ash wastes of Thermal Power Stations
Now there are thermal power stations, that every year consume from one to three hectares of fertile
lands by ash dumps, throwing into them from 200.000 to 600.000 tons of solid ash-slag wastes from
coal burning.
Solid ash wastes (ground) are raw materials for EMACO GROUP plants.
The raw material base of EMACO GROUP plants is endless, varied and accessible, and their technology is
ecologically clean as it produces neither solid nor liquid nor gaseous wastes and as its raw material, it uses
wastes of other types of production: stone quarries, large brick plants and claydite plants, mining,
processing and metallurgical industrial complexes, thermal power stations, coal heating power stations and
mineral wastes of many other plants.
raw material base
mineral industrial wastes: screenings of the production of shellrock, limestone, marl,
marble, gaize, granular blast-furnace slags, solid ash wastes from coal combustion etc...
The least capricious and the most noble raw materials for EMACO GROUP plants
are the stone quarry screenings.
Its evidentl that different quarries exploit different stones and different stones have
different wastes more or less suitable for our plants.
Screenings of soft stone quarries
Soft stones for our technology are the stones with the strength of up to 500 kg/cm,
however the most favourable are the stones with the strengthof up to 300 kg/cm.
The most appropriate, as a basic raw material for EMACO GROUP plants, are the
screenings of the following soft stone quarries:
shellrock,
limestone,
dolomite,
tuff,
marble,
marl,
some types of gaize.
The screenings of the above mentioned stones are perfect raw materials for EMACO GROUP plants, in
the following composition:
soft stone screenings a product of primary processing of stone (85%),
cement a product of secondary processing of stone (7%),
water a universal agent of chemical reactions (8%).
Exploiting quarries of the above mentioned stones can be found practically everywhere and their
screenings are a cheap and easily accessible raw material.
The preferable building materials based on the soft stone screenings are facing bricks in the supporting
walls.
Screenings of the hard stone quarries
In the mountainous regions of the Earth there are large accumulations of hard volcanic rocks, such as
granite, basalt, diorite, gabbrodiorite, siltstone and others as well as hard limestones and marbles,
dolomitic limestones, etc.
E
M
A
C
O
Soft stones for our technology are the stones with the strength of up to 500 kg/cm, Soft stones for our technology are the stones with the strength of up to 500 kg/cm,
however the most favourable are the stones with the strengthof up to 300 kg/cm. however the most favourable are the stones with the strengthof up to 300 kg/cm.
The most appropriate, as a basic raw material for The most appropriate, as a basic raw material for
screenings of the following soft stone quarries: screenings of the following soft stone quarries:
G
R
O
U
P
e production of shellrock, limestone, marl, e production of shellrock, limestone, marl,
solid ash wastes from coal combustion etc... solid ash wastes from coal combustion etc...
The least capricious and the most noble raw materials for EMACO GROUP plants The least capricious and the most noble raw materials for EMACO GROUP plants
are the stone quarry screenings. are the stone quarry screenings.
Its evidentl that different quarries exploit different stones and different stones have Its evidentl that different quarries exploit different stones and different stones have
Soft stones for our technology are the stones with the strength of up to 500 kg/cm,
Hard stones for our technology are the stones with the strength of more than 500 kg/cm.
Screenings of the above mentioned hard stones are a good raw material for EMACO GROUP plants,
always mixed with soft stone screenings in the following composition:
hard stone screenings a product of primary processing of stone (51%),
soft stone screenings a product of primary processing of stone (25%),
cement a product of secondary processing of stone (12%),
water a universal agent of chemical reactions (12%).
The necessity to use hard stone screenings relates to their huge accumulations due to the impossibility
to utilize them by other technologies, except for the technology of EMACO GROUP plants.
Naturally, the building materials based on the hard stone screenings, have a colossal strength (easily
achieve 750 kg/cm and higher) and their best transformation is the transformation into antiseismic bricks
(outside and inside) and sidewalk and road pavers, of the highest strength and erosive resistance.
Ceramic brick crushing and claydite screenings
Quite often, ceramic brick production is accompanied by large quantities of low quality bricks accumulated
in the form of ceramic crushing, and claydite production by large quantities of screenings.
After splitting small ceramic items are a good raw material for EMACO GROUP plants, in the following
composition:
small ceramic items a product of primary + secondary processing (60%),
soft stone screening a product of primary processing of stone (20%),
cement a product of secondary processing of stone (10%),
water a universal agent of chemical reactions (10%).
So, the screenings of claydite production are a good raw material as well.
The preferable building materials based on ceramic breakage and screenings are both facing bricks and
bricks for inner brickwork.
Rubble piles of destroyed iron concrete buildings
At the reconstruction of urban districts or after strong destructions there is a keen problem of how to use
the ruins of buildings and constructions.
The most complicated thing is to separate iron reinforcements and millwork from the rubble of big
concrete slabs.
If we solve this problem and can crush concrete rubbles into the fractions of screenings, we can get a
perfect raw material for EMACO GROUP plants in the following composition:
splitted concrete a product of primary and secondary processing of stone (85%),
cement a product of the secondary processing of the stone (7%),
water a universal agent of chemical reactions (8%).
This solution is unique as the production of new building materials from ground concrete or bricks can be
made in immediate proximity to the place of new construction.
Blast-furnace slags
The accumulation of blast-furnace slags on the territory of metalurgical industrial complexes quite often
represents a real problem which requires an adequate and economically profitable solution.
Rather often blast-furnace slags contain up to 13-15% of residual iron. A preliminary cleaning of blast-
furnace slags from residual iron on the special technological lines is required.
On the tails of the above mentioned technological lines EMACO GROUP plants are installed.
When cleaned from the residual iron, the blast-furnace slag is an excellent raw material for EMACO
GROUP plants, in the following composition:
ground blast-furnace slag a product of primary and secondary processing (87%),
cement a product of secondary processing of stone (5%),
water a universal agent of chemical reactions (8%).
E
M
A
C
O
Rubble piles of destroyed iron concrete buildings Rubble piles of destroyed iron concrete buildings
t the reconstruction of urban districts or after strong t the reconstruction of urban districts or after strong
the ruins of buildings and constructions.
The most complicated thing is to The most complicated thing is to separate iron reinforcements an separate iron reinforcements an
If we solve this problem and can crush concrete rubbles into the fractions of screenings, we can get a If we solve this problem and can crush concrete rubbles into the fractions of screenings, we can get a
EMACO GROUP EMACO GROUP
splitted concrete a product of primary an splitted concrete a product of primary an
cement a product of the secondar cement a product of the secondar
G
R
O
U
P
EMACO GROUP EMACO GROUP
small ceramic items a product of primary + secondary processing (60%), small ceramic items a product of primary + secondary processing (60%),
soft stone screening a product of primary processing of stone (20%), soft stone screening a product of primary processing of stone (20%),
cement a product of secondary processing of stone (10%), cement a product of secondary processing of stone (10%),
chemical reactions (10%). chemical reactions (10%).
So, the screenings of claydite production are a good raw material as well. So, the screenings of claydite production are a good raw material as well.
The preferable building materials based on ceramic breakage and screenings are both facing bricks and The preferable building materials based on ceramic breakage and screenings are both facing bricks and
The preferable building materials based on the purified blast-furnace slag are facing and inside bricks in the
supporting walls as well as sidewalk and road pavers.
Burnt coal wastes of mining and processing complexes
The accumulations of gob piles on the territory of mining and processing complexes frequently become a
real problem requiring an adequate and economically profitable solution.
For the technology of EMACO GROUP plants it is necessary to use old, completely burnt coal refuse (red
dog).
After crushing, small coal wastes items are a good raw material for EMACO GROUP plants, in the
following composition:
small coal wastes items a product of primary and secondary processing (60%),
soft stone screenings - a product of primary processing of stone (20%),
cement a product of secondary processing of stone (10%),
water a universal agent of chemical reactions (10%).
The preferable building materials based on the coal refuse are both facing bricks and bricks for inside
brickwork.
Solid ash-slag wastes of the Thermal Power Plants.
The most efficient heat carrier for Thermal Power stations is coal. Its heating value exceeds the heating
value of natural gas more than twice .
Coal Thermal Power plants have mainly the following wastes:
carbonic oxide gaseous product of incomplete carbon combustion;
2 carbonic dioxide - gaseous product of complete carbon combustion;
volatiles light products of combustion of the dirts with a small quantity of carbon;
solid ash-slag wastes products of combustion of dirts not containing carbon.
As a rule solid ash-slag wastes contain such substances as SiO2 , Al2O3 , CaO , MgO , K2O , Na2O and
others. Among the others, sulfur and its compounds are sometimes present.
The main part (more than 90%) of it falls at silicon dioxide (SiO2) more than 65% and aluminium dioxide
(Al2O3) more than 25%, i.e. at the substances quite appropriate for the technology of EMACO GROUP
plants.
After the coal combustion in the furnace of the electric plant, solid ash-slag wastes are ground up to the
granulometry of screenings and are supplied in pipes by water to the precipitation tanks. The precipitation
tanks are artificially dug in the ground tanks, in this case - slag tanks.
The polluted by many impuruties water gradually oozes into the soil mixing with ground waters and raising
their level and the artificial ground reservoirs remain forever filled with ash wastes in the form of fine black
screenings, dusting and poisoning the atmosphere, soil and rivers.
It is a real ecological catastrophe for the environment.
What is the scope of the caused ecological damage?
Lets speak only about the solid ash wastes.
Now there are Thermal Power plants which every year consume from one to three hectares of fertile
lands by the above mentioned slag tanks, throwing into them from 200.000 up to 600.000 tons of solid
ash wastes in the form of screenings.
What is the production cost of this storage for a Thermal Power plant?
According to the evaluations of the special state institutions of some countries, the cost of such a
disposal of solid ash wastes is about 60 euros/ton. 12 36 million euros per year more, as a component
of the power plant prime cost.
What should be done? Electric power is vital and coal is the best heat carrier for power plants. Is there any
way out? If there is any, for example in the form of controversial atomic power plants, but it would be in
many years. What should we do now? How can we utilize (completely) these enormous quantities of
E
M
A
C
O
s a rule solid ash-slag wastes contain such substa s a rule solid ash-slag wastes contain such substances as SiO2 , Al2O3 , CaO , MgO , K2O , Na2O and nces as SiO2 , Al2O3 , CaO , MgO , K2O , Na2O and
its compounds are sometimes present. its compounds are sometimes present.
The main part (more than 90%) of it falls at silicon The main part (more than 90%) of it falls at silicon dioxide (SiO2) more than 65% and aluminium dioxide dioxide (SiO2) more than 65% and aluminium dioxide
(Al2O3) more than 25%, i.e. at the substa (Al2O3) more than 25%, i.e. at the substances quite appropriate for the technology of nces quite appropriate for the technology of
fter the coal combustion in the furnace of the electric fter the coal combustion in the furnace of the electric
granulometry of screenings and are supplied in pipes granulometry of screenings and are supplied in pipes
tanks are artificially dug in the ground tanks, in this case - slag tanks. tanks are artificially dug in the ground tanks, in this case - slag tanks.
The polluted by many impuruties water gradually oozes into the soil mixing with ground waters and raising The polluted by many impuruties water gradually oozes into the soil mixing with ground waters and raising
their level and the artificial ground their level and the artificial ground
G
R
O
U
P
he most efficient heat carrier for Thermal Power stations is coal. Its heating value exceeds the heating he most efficient heat carrier for Thermal Power stations is coal. Its heating value exceeds the heating
carbonic oxide gaseous product of incomplete carbon combustion; carbonic oxide gaseous product of incomplete carbon combustion;
2 carbonic dioxide - gaseous product of complete carbon combustion; 2 carbonic dioxide - gaseous product of complete carbon combustion;
volatiles light products of combustion of the dirts with a small quantity of carbon; volatiles light products of combustion of the dirts with a small quantity of carbon;
solid ash-slag wastes products of combustion of dirts not containing carbon. solid ash-slag wastes products of combustion of dirts not containing carbon.
nces as SiO2 , Al2O3 , CaO , MgO , K2O , Na2O and
ecologically damaging and economically expensive wastes?
The problem of utilizing the solid ash wastes of the power plants is solved by the technology of EMACO
GROUP plants.
The cost of transformation of one ton of solid ash wastes into bricks is 20 euros.
The cost of the disposal of one ton of solid ash wastes is 60 euros.
So, to transform each ton of solid ash wastes in our bricks is 40 euros cheaper than to dig them in.
Thus, if on the output of the solid ash-slag wastes we install a EMACO GROUP plant:
bricks for inside brickwork are produced (+ profit 10-30 million euros/year);
power production cost recedes (+ profit 8 24 million euros/year);
never more it will be necessary to dig and fill the precipitation tanks - slag tanks;
ecological influence of the plant on the environment markedly improves.
After crushing, solid ash-slag wastes of the coal combustion are good raw materials for EMACO GROUP
plants, in the following composition:
solid ash-slag wastes a product of primary + secondary processing (70%),
soft stone screenings a product of primary processing of stone (20%),
cement a product of secondary processing of stone (5%),
water a universal agent of chemical reactions (5%).
A natural building material based on the solid ash-slag wastes from coal combustion are bricks for inside
brickwork.
The raw material base for EMACO GROUP plants is endless, varied and accessible, and their technology
is ecologically clean as it produces neither solid nor liquid nor gaseous wastes, and as its raw material it
uses wastes from other types of production: stone quarries, large brick plants and claydite plants, mining
and processing and metallurgical industrial complexes, thermal power stations, coal thermal plants and
mineral wastes from many other plants.
composition of the compression mixture
composition of the compression mixture ...
The first stage of the technological process EMACO GROUP is the preparation of the
compression mixture. The Preparation Line (LP), included into the equipment of
EMACO GROUP, plants, automatically prepares the compression mixture of the
established composition, which depends on the type of the material to be produced.
The compression mixture for the production of the materials EMACO GROUP consists
of four components:
main raw material
the most suitable raw materials are wastes of stone exploitation: limestone,
marl, marble etc. (see raw materials);
cement
Portland cement, whose brand, depending on the requirements to the building
material to be produced, varies from 300 to 500;
pigment
common mineral pigments or improvised ground rocks of the required colour are
used;
water
to avoid undesirable effects, water should be running, portable.
Based on our working experience, great importance should be given to the cement quality and the water
purity.
According to the compression mixture composition, the building materials EMACO GROUP are devided
into three large categories: wall, paving and antiseismic.
E
M
A
C
O
composition of the compression mixture composition of the compression mixture
composition of the compression mixture ... composition of the compression mixture ...
The first stage of the technological process The first stage of the technological process
compression mixture. The Preparation Line ( compression mixture. The Preparation Line (
, plants, automatically prepares the compression mixture of the , plants, automatically prepares the compression mixture of the
established composition, whic established composition, which depends on the type of th h depends on the type of th
The compression mixture for the production of the materials The compression mixture for the production of the materials
G
R
O
U
P
primary processing of stone (20%), primary processing of stone (20%),
cement a product of secondary processing of stone (5%), cement a product of secondary processing of stone (5%),
wastes from coal combustion are bricks for inside wastes from coal combustion are bricks for inside
plants is endless, varied and accessible, and their technology plants is endless, varied and accessible, and their technology
r liquid nor gaseous wastes, and as its raw material it r liquid nor gaseous wastes, and as its raw material it
uses wastes from other types of production: stone qu uses wastes from other types of production: stone quarries, large brick plants and claydite plants, mining arries, large brick plants and claydite plants, mining
and processing and metallurgical industrial complexe and processing and metallurgical industrial complexes, thermal power stations, coal thermal plants and s, thermal power stations, coal thermal plants and
compression mixture for wall materials
The recommended composition of the compression mixture for wall
materials EMACO GROUP is:
x 84% - main raw material (e.g. limestone or dolomite screenings)
x 7% - cement type Portland 400 (not less)
x 1% - pigment (mineral, e.g., red)
x 8% - water (running, portable, without salts)
compression mixture for paving materials
The recommended composition of the compression mixture for paving
materials EMACO GROUP is:
x 64% - main raw material (e.g., pebble screenings)
x 20% - cement type Portland 400 (not less)
x 1% - pigment (mineral, e.g., green)
x 15% - water (running, portable, without salts)
compression mixture for antiseismic materials
The recommended composition of the compression mixture for antiseismic
materials EMACO GROUP is:
x 75% - main raw material (e.g., limestone or dolomite screenings)
x 12% - cement type Portland 400 (not less)
x 1% - pigment (mineral, e.g., red)
x 12% - water (running, portable, without salts)
Curing of the formed materials
For curing of the materials formed by the Press, the EMACO GROUP technology needs neither kilns, nor
high pressure steam chambers, it needs only a warehouse for 7 days with normal environmental conditions
of living quarters (the most favourable is humid environment).
In 6-7 days the newly formed materials obtain 50-60% of their strength and can be supplied to the
constructors. These materials obtain their full strength on the 28-29th day, which is perfectly realized in
the brickwork.
If the above mentioned conditions are met the quality of the building and road materials EMACO GROUP
are guaranteed by the Seller, in accordance with the Technical Conditions.
E
M
A
C
O
% - cement type
% - pigment (mineral, e.g., red) % - pigment (mineral, e.g., red)
% - water (running, portable, without salts) % - water (running, portable, without salts)
formed formed materials materials
For curing of the materials formed by the Press, the For curing of the materials formed by the Press, the
high pressure steam chambers, it needs only a warehouse for 7 days with normal environmental conditions high pressure steam chambers, it needs only a warehouse for 7 days with normal environmental conditions
of living quarters (the most favourable is humid environment). of living quarters (the most favourable is humid environment).
In 6-7 days the newly formed materials obtain 50-60% of their strength and can be supplied to the In 6-7 days the newly formed materials obtain 50-60% of their strength and can be supplied to the
G
R
O
U
P
materials materials
The recommended composition of the compression mixture for antiseismic The recommended composition of the compression mixture for antiseismic
EMACO GROUP is: is:
% - main raw material (e.g., limes % - main raw material (e.g., limes
Portland 400 Portland 400
% - pigment (mineral, e.g., red) % - pigment (mineral, e.g., red)
emaco group-hyperpressing technology
The creation of natural stone in the form of traditional and antiseismic building
materials, rock face veneers and sidewalk and road paving stones from fine-
dyspersated carbonic minerals without baking and adhesives, by the emaco
group-hyperpressing (bilateral hyperpressing) method...
The building materials production technology is carried out by the machinery
of the EMACO GROUP (THP) plants, which fulfills a emaco group-
hyperpressing technological process.
The production of the materials by reciprocal friction of fine-dyspersated
particles under high pressure from both sides providing their effective "cold
welding", is called a "emaco group-hyperpressing" method (bilateral
hyperpressing).
Depending on the nature of the substance, its dispersity, value and dynamics
of the development of pressure and other factors, the manufactured materials
have different physical and technical properties.
The building materials production process by the method of unilateral
hyperpressing of the compression mixture is significantly activated by adding
of binding additives and by hyperpressing of the mixture from two sides.
The adding of some cement to fine-dyspersated mineral substances, and the
necessary compressing pressure (for the recreation of natural stone) and the
depth of minerals grinding considerably decreases that leads to a considerable
cheapening of the equipment and its maintenance.
The activation of the cement chemical activity with fine-dyspersated mineral environment by bilateral
pressing under high pressure predetermines a higher level of homogeneity of the newly formed materials
both in the process of their formation in the molds and at their curing.
Emaco group-hyperpressing technology (bilateral hyperpressing) on the EMACO GROUP (THP) plants
implies the following stages of the technological process to be made with the compression mixture:
preparation of the activated compression mixture (preparation lines);
formation of the materials (bilateral hydraulic presses);
well ordered palletization of the materials (automated palletizer);
curing of the newly formed materials (warehouses);
predetermining both: the composition of the plants equipment, and the proper conditions of the
mineral raw material to be used.
Quality guarantee of the manufactured materials
The quality of emaco group-hyperpressed building and paving materials is guaranteed under the following
conditions:
purchase of the equipment in sufficient composition;
use of the raw material recommended by the manufacturer;
use of the correct composition of the compression mixture;
proper curing of the newly formed materials.
In spite of the evident simplicity of the technological process of the building materials
production by the emaco group-hyperpressing method, the quality of these materials directly
depends on the correct fulfilment of this technological process at each specific plant.
questions and answers
E
M
A
C
O
The activation of the cement chemical activity wit The activation of the cement chemical activity wit
pressing under high pressure predetermines a higher pressing under high pressure predetermines a higher
both in the process of their formation in the molds and at their curing. both in the process of their formation in the molds and at their curing.
Emaco group-hyperpressing technology (bilateral hyperpressing) on the EMACO GROUP ( Emaco group-hyperpressing technology (bilateral hyperpressing) on the EMACO GROUP (
technological process to be made with the compression mixture: technological process to be made with the compression mixture:
preparation of the activated compression mixture (preparation lines); preparation of the activated compression mixture (preparation lines);
formation of the materials (b formation of the materials (bilateral hydraulic presses); ilateral hydraulic presses);
well ordered palletization of the ma well ordered palletization of the ma
curing of the newly formed materials (warehouses); curing of the newly formed materials (warehouses);
composition of the plants equipment composition of the plants equipment
G
R
O
U
P
of the development of pressure and other factors, the manufactured materials of the development of pressure and other factors, the manufactured materials
The building materials production process by the method of unilateral The building materials production process by the method of unilateral
hyperpressing of the compression mixture is significantly activated by adding hyperpressing of the compression mixture is significantly activated by adding
of binding additives and by hyperpressing of the mixture from two sides. of binding additives and by hyperpressing of the mixture from two sides.
The adding of some cement to fine-dyspersated mineral substances, and the The adding of some cement to fine-dyspersated mineral substances, and the
recreation of natural stone) and the recreation of natural stone) and the
decreases that leads to a considerable decreases that leads to a considerable
h fine-dyspersated mineral environment by bilateral h fine-dyspersated mineral environment by bilateral
level of homogeneity of th
ecology of the EMACO GROUP plants
EMACO GROUP plants process industrial wastes into building materials of the
highest quality...
EMACO GROUP technology is remarkable for its highest ecological
contribution, both passive and active. EMACO GROUP technology not only
utilizes the wastes of other industrial manufacturers, but also transforms those
wastes into facing building materials of the highest quality.
EMACO GROUP technology outstanding features:
1. ecological cleanness
in the EMACO GROUP technological process we don't use adhessives
or other chemicals, that guarantees ecological cleanness of both: the
process itself and the ready product.
2. wastelessness
EMACO GROUP technological process produces neither gaseous, nor
liquid, nor solid wastes, so EMACO GROUP plants are non polluting.
3. ecological activities
Due to the specific character of EMACO GROUP technological process,
the ready product may contain up to 65-85% of wastes from other
types of production.
4. low power consumption
absence of baking, steaming or drying stages in the EMACO GROUP
technological process guarantees a low power consumption of the
ready product.
EMACO GROUP technology is a perfect complement to the "manufacturers" of mineral wastes such as:
cement plants, quarries, stone sawing plants, ceramic brick plants, etc.
From the ecological point of view, EMACO GROUP technology makes a giant step towards achieving
"wastelessness" of those problematic industries.
From the economic point of view, EMACO GROUP technology considerably reduces payments of fines and
taxes for storing wastes on fertile lands that raisies the profitability of the companies. Quite often the
installation of EMACO GROUP technology is implemented under the auspices of special federal or regional
financing programs...
questions and answers
E
M
A
C
O
a low power consumption of the
technology is a perfect comple technology is a perfect complement to the "manufacturers" ment to the "manufacturers"
cement plants, quarries, stone sawing plants, ceramic brick plants, etc. cement plants, quarries, stone sawing plants, ceramic brick plants, etc.
From the ecological point of view, EMACO GROUP EMACO GROUP
"wastelessness" of those problematic industries. "wastelessness" of those problematic industries.
From the economic point of view, From the economic point of view, EMACO GROUP EMACO GROUP
taxes for storing wastes on fertile taxes for storing wastes on fertile lands that raisies the profitability of the companies. Quite often the lands that raisies the profitability of the companies. Quite often the
EMACO GROUP EMACO GROUP technology is implemented under the auspices of special federal or regional technology is implemented under the auspices of special federal or regional
G
R
O
U
P
uces neither gaseous, nor uces neither gaseous, nor
plants are non polluting. plants are non polluting.
technological process, technological process,
the ready product may contain up to 65-85% of wastes from other the ready product may contain up to 65-85% of wastes from other
absence of baking, steaming or drying stages in the absence of baking, steaming or drying stages in the EMACO GROUP EMACO GROUP
a low power consumption of the a low power consumption of the
purchase of EMACO GROUP plants
The purchase of EMACO GROUP plants requires a certain preparation...
Today, in the period of rapid development of business activities of small and medium
size companies, quite often the entrepreneurs face a difficult question: Is it possible to
enter the construction industry with reasonable investments.
Traditionally, a Businessman is drawn towards the production means, manufacturing a
serious final product with a demand for many years.
Brick Plants, being the means of production of the building materials industry take a
preferential place. EMACO GROUP plants, in particular, because:
its technology is easy, economic and ecologically clean;
its technique (equipment) is reliable and easy to operate;
its raw materials are accessible everywhere (screenings of the quarries);
the return on your investments is very rapid (within a year);
the final product is in high demand for many years;
the technical service, is simple: by local means;
the purchase is financed by the State Italian credits.
1. Determine the raw material base, its resources and degree of appropriateness.
If we speak about the screenings of:
quarries of shellrock, tuff, limestone, dolomite and marble - we can speak about 100%
appropriateness;
marl and gaize quarries - the degree of appropriateness is determined by making control
samples;
claydiite production or ceramic brick crushing -the degree of appropriateness is total, but it
is necessary to add 20% of limestone or dolomite screenings;
concrete constructions crushings - the degree of appropriateness is total when the crushings
are granulated (cleaned from iron).
The raw material base resources are determined by the evalaution of the reserves of the selected
raw material.
For details see raw material base.
If the raw material base is available, it is better to contact our company in Italy and make
control samples from the chosen raw material.
Determine the type of the final product to manufacture on the specific market.
If the area of the prospective market is not seismically active, the molds for the plant EMACO
GROUP (THP), should be chosen, that are used to manufacture traditional building materials:
facing bricks and blocks with a frame and chamfers along the face perimeter,
rock face veneers with a frame and chamfers along the face perimeter,
sidewalk and road paving materials.
If the area of the prospective market is seismically active or if it is a region with a high risk of
terrorist acts, the molds for the plant EMACO GROUP (TSB), should be chosen, that are used to
manufacture antiseismic, and traditional building materials:
antiseismic bricks and blocks,
facing bricks and blocks (with a frame and chamfers along the face perimeter),
rock face veneers, bricks and blocks (with chamfers and splays along on the face
perimeter),
sidewalk and road paving materials.
E
M
A
C
O
marl and gaize quarries - the degree of appropriateness is determined by making control marl and gaize quarries - the degree of appropriateness is determined by making control
claydiite production or ceramic brick crushing -the degree of appropriateness is total, but it claydiite production or ceramic brick crushing -the degree of appropriateness is total, but it
is necessary to add 20% of limes is necessary to add 20% of limestone or dolomite screenings; tone or dolomite screenings;
concrete constructions crushings - the degree of concrete constructions crushings - the degree of
are granulated (cleaned from iron). are granulated (cleaned from iron).
The raw material base resources are determined by the evalaution of the reserves of the selected The raw material base resources are determined by the evalaution of the reserves of the selected
raw material base raw material base
If the raw material base is ava If the raw material base is ava
G
R
O
U
P
its raw materials are accessible everywhere (screenings of the quarries); its raw materials are accessible everywhere (screenings of the quarries);
Determine the raw material base, its resources and degree of appropriateness. Determine the raw material base, its resources and degree of appropriateness.
quarries of shellrock, tuff, limestone, dolo quarries of shellrock, tuff, limestone, dolomite and marble - we can speak about 100% mite and marble - we can speak about 100%
marl and gaize quarries - the degree of appropriateness is determined by making control marl and gaize quarries - the degree of appropriateness is determined by making control
See building materials.
Determine the plant productivity from the point of view of sales and availability funds.
The productivity of our plants can be seen on brick plants.
Determine the productivity from the point of view of investment funds.
To check the prices and the composition of the plant equipment, please, contact our office Italy.
The equipment of the plant is offered in "complete", "medium" and "minimal" composition.
It is very important to see profitability of the plants and calculate the profitability of the plant
in your real conditions.
Besides, we suggest the Italian State Financing.
E
M
A
C
O
G
R
O
U
P
E
M
A
C
O
G
R
O
U
P
G
R
O
U
P
E
M
A
C
O
G
R
O
U
P
1
1. H08|Z0hTAL wATF8P800F|h0 (SFALS |h SF0T|0h 0FTA|LS}
T|e pu|pce c| Wa|e|p|cc|| rero|a|e |||cu| ||e :|c-e:||c| | |c p|c|e:| rac||]
||cr |a||| c| rc|e rc||u|e W|||e || | oe|| |a|d, a|d |c :|ea|e a oc|d oe|Wee| ||e
|ao a|d ||e Wa|e|p|cc|| rero|a|e c| ||e cu||de Wa||. |ac||] Wa|| c||] |e(u||e
a |||e |a]e| c| Wa|e|p|cc|| rero|a|e. || |e||| |c:a||c| | |c |c|e| |a|da|d|/ed.
|| | e|e|a||] p|a:ed d||e:||] c| ||e |ao ||a| |u| cu| |c ||e |cu|da||c| ede.
|| | ad.|ao|e |c ue (c||| :crpcu|d ra|e||a| due |c ||e|| o||d|| (ua|||] a|d eae c|
app||:a||c|. HcWe.e| ||| ru| oe a|eed c| || ad.a|:e o] ||e :c|||a:|ua| pa|||e.
NAS0h8Y
|
A
S
0
\
R
\
_
0
1
/
0
/
.
.
1
1. LAY|h0 NAS0h8Y |h FXT8FNF 00L0
|a]|| rac||] a| |cW |erpe|a|u|e | d|||:u|| oe:aue ||e :c|d co||u:| a|d/c| |cW
dcW| ||e :u||| p|c:e c| ||e rc||a|, a|d || ra] :crp|cr|e ||e (ua|||] c| ||e pe|ra-
|e|| oc|d oe|Wee| ||e o|c:| a|d ||e rc||a|. |c| ||| |eac|, :e||a|| p|e:au||c| ru| oe
|a|e|. Be|c|e || | e/pced |c ||c|, ||e| rac||] ru| oe p|c|e:|ed o] :c.e||| || up c|
c||e| re||cd. wc|| ra] |c| oe :c||||ued c| rac||] ||a| |a oe:cre ||c/e|. |a|e||a|
daraed o] ||c| c| c||e| rea| ru| oe |erc.ed oe|c|e :c|||u:||c| | |eured.
T|e |c||cW|| |u|e |cu|d oe coe|.ed.
Oc |c| ue ||c/e| :c|||u:||c| ra|e||a|.
Oc |c| |a] rac||] c| ||c/e| uoc||.
P|c|e:| ||e||] |a|d rac||] aa||| ||c|.
|ac||] Wc|| |a|d du||| ||c| |erpe|a|u|e a|Wa] |e(u||e ||e pe|r||c| c| ||e :||e||
a|d ra] c||] oe :a|||ed cu| W|||e |a||| pe:|a| p|c|e:||.e reau|e. ||e||] |a|d rac||]
ru| oe p|c|e:|ed aa||| ||c|.
T|e ue c| a|||-||ee/e add|||.e c| a|| |c ||aW cu| ra|e||a| | |c| pe|r|||ed. wc|| a|ea
a|d u||a:e a| ||e ou||d|| ||e ru| oe |ep| ||ee c| |:e a|d |cW e|||e| re:|a||:a||]
c| W||| ||e ue c| |ear ||(e:||c|.
LAY|h0 NAS0h8Y |h FXT8FNF 00L0 08 HFAT
00A37Iu07I0A I00VVA0/7I0A3
2. LAY|h0 NAS0h8Y |h H|0H TFNPF8ATU8FS
H|| |ea| :aue ||e |erpe||| Wa|e| :c||a||ed || ||e ||e||] r|/ed rc||a| |c
e.apc|a|e (u|:||]. T|| e.apc|a||c| :a| oe |u|||e| a::e|e|a|ed o] W||d. S|cu|d u:|
:c|d|||c| p|e.a|| |c| cre ||re, || ra] |ea.e a| ||u||:|e|| arcu|| c| Wa|e| |c| ||e
|a|de||| p|c:e, a|d ||e |e:ea|] :c|||e|:] a|d p|cpe| oc|d ||e||| ra] |c|
oe a:||e.ed oe|Wee| ||e rc||a| |c ||e o|c:|. E/||ere|] d|] o|c:| ra] a|c aoc|o cre
c| ||e Wa|e| ||cr ||e rc||a|.
w|e| |a]|| rc||a|ed rac||] u|de| u:| :c|d|||c|, || | |e:crre|ded ||a| .e|]
d|] o|c:| oe ||c|cu||] p|e-We||ed a| |cu| oe|c|e Wc|| oe||, a|d ||e||] ou||| Wa||
oe p|c|e:|ed aa||| d|]|| |cc (u|:||] o] :c.e||| ||er W||| p|a||: |ee|||.
|
A
\
|
\
0
|
A
S
0
\
R
\
|
\
E
/
T
R
E
|
E
C
0
|
O
0
R
H
E
A
T
_
0
1
/
0
/
..
..
Masonry Blocks
.... .. ....
|
e k
| |
lls
|
n
|
ll
|
r
|
Golden Sand Toodyay Carbon Buff Sunset Red Telfer
Joondalup Grey Parchment
100mm Wide Series Full & Half Height
Full Length Three Quarter Half Quarter
!
0
0
!00
200 !00
!00
!
0
0
300/P 10.73 600/P 10.74 300/P 10.71
!
0
0
!00
300
400/P 10.72
184/T 256/T 400/T 625/T
!
0
0
!00
400
Full Length Three Quarter Half Quarter Lintel
2
0
0
!00
300 2
0
0
!00
400
2
0
0
!00
200
2
0
0
!00
!00
2
0
0
!00
200
200/P 10.02 150/P 10.01 300/P 10.03 300/P 10.04 300/P 10.12
87/T 115/T 182/T 271/T 188/T
90 Return Angle 135 Int. Angle 135 Ext. Angle 120 Ext. Angle 120 Int. Angle
2
0
0
200
400
!00
!00
!00
2
0
0
200
2
0
0
!00
300
!00
2
0
0
200
300
!00
200
!00
!00
2
0
0
!00
96/P 10.26 72/P 10.135IA 72/P 10.136EA 96/P 10.120EA 72/P 10.122IA
52/T 76/T 76/T 64/T 84/T
Full Length Three Quarter Half Closer
!
0
0
!00
400
!
0
0
!00
200 !
0
0
!00
250
300/P 10.83 400/P 10.84 300/P 10.85 400/P 10.86
147/T
182/T
285/T 234/T
!
0
0
!00
300
Full Length Three Quarter Half Closer Sill Bullnose
2
0
0
!00
200
2
0
0
!00
250
4
5
S
p
l
a
y
200
!00
2
0
0
200
2
0
0
!00
2
0
0
!00
400
160/P 10.32 120/P 10.31 240/P 10.33 192/P 10.36 240/P 10.33S 240/P 10.33R
66/T 87/T 137/T 107/T 138/T 137/T
2
0
0
!00
300
Colours
The following stock items are available in grey and parchment
10.01,10.31, 15.01, 15.31, 20.01, and 20.31.
All other products and colours are made to order.
Specifically designed blocks can be manufactured to individual
custom profiles, depending on mould configuration and
quantity required.
Masonry Blocks
E
M
A
C
O
E
M
A
C
O
Three Quarter
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
!
0
0
!00
200
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
10.84 300/P
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
10.73
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
285/T 234/T 285/T 234/T 285/T 234/T 285/T 234/T
G
R
O
U
P
Sunset Red
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
!00
!00
!
0
0
G
R
O
U
P
G
R
O
U
P
Full Length Three Quarter Half Quarter Corner Full Length
!
0
0
!50
300 !
0
0
!50
400
!
0
0
!50
200
!
0
0
!50
!00 !
0
0
!50
350
!
0
0
!50
400
280/P 15.72 200/P 15.71 400/P 15.73 400/P 15.74 280/P 15.97 160/P 15.83
172/T 196/T 312/T 344/T 186/T 86/T
Lintel Full Length Three Quarter Trough Block Clean Out
2
0
0
200
!50
2
0
0
!50
400
2
0
0
!50
400
2
0
0
!50
400
200/P 15.12 100/P 15.705 120/P 15.42 120/P 15.45
140/T 60/T 75/T 78/T
Full Length Three Quarter Half Quarter Corner Full Length
2
0
0
!50
300
2
0
0
!50
200
2
0
0
!50
!00
2
0
0
!50
350
2
0
0
!50
400
2
0
0
!50
400
140/P 15.02 120/P 15.01 180/P 15.03 200/P 15.04 110/P 15.22 80/P 15.31
74/T 93/T 147/T 182/T 83/T 43/T
150mm Wide Series Full & Half Height
150mm Wide Custom Profiles
Full Split Ribbed Full Smooth Ribbed Full Smooth Ribbed Full Length
!50
2
0
0
400
!50
2
0
0
400
2
0
0
!50
400
2
0
0
!50
400
100/P 15.164 100/P 15.141 80/P 15.161 120/P 15.101
65/T 65/T 43/T 76/T
100mm Wide Custom Profiles
Full Split Ribbed
3/4 Split Ribbed
Return End
V-line Full Length V-line Stopped End
2
0
0
!00
400
300
2
0
0
!00
400
2
0
0
!00
400
2
0
0
!00
150/P 10.164 200/P 10.165 150/P 10.31ST 150/P 10.33ST
69/T 87/T 66/T 74/T
Full Length 3/4 Return End Half Full Length Full Length
!00
2
0
0
400
!00
2
0
0
300
!00
2
0
0
200
!00
!
0
0 400
120/P 10.101 160/P 10.102 220/P 10.103 240/P 10.109
!00
5
0
400
600/P 10.117
64/T 86/T 128/T 137/T 292/T
Full Smooth Ribbed 3/4 Ribbed Return End Half Ribbed
Full Smooth Ribbed
Return End
1/2 Ribbed Return End Full Smooth Ribbed
!00
2
0
0
300
!00
2
0
0
400
!00
2
0
0
200
2
0
0
!00
200
2
0
0
!00
400
200/P 10.142 150/P 10.141 300/P 10.143 150/P 10.145 300/P 10.146 150/P 10.162
69/T 99/T 161/T 74/T 153/T 74/T
!00
2
0
0
400
2
0
0
!50
300
140/P 15.702
69/T
E
M
A
C
O
E
M
A
C
O
Three Quarter
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
Half
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
!50
200
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
15.72 400/P
300
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
93/T
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
150mm Wide Series Full & Half Height
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
2
0
0
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
150/P 10.33ST
G
R
O
U
P
Acoustic Blocks
Full Length Full Length
2
0
0
!50
400
2
0
0
200
400
100/P 15.50 90/P 20.50
53/T 74/T
300mm Wide Series Full Height
Full Length Three Quarter Half Quarter Trough Block Lintel
2
0
0
300
400
2
0
0
300
300
2
0
0
300
200
2
0
0
300
!00
50/P 30.01 60/P 30.02 100/P 30.03 160/P 30.04 50/P 30.05TB
2
0
0
300
400
300
200
4
0
0
50/P 30.18
38/T 40/T 69/T 87/T 38/T 51/T
200mm Wide Custom Profiles
Full Split Ribbed 3/4 Split Ribbed 1/4 Split Ribbed Half Split Ribbed Corner Full Length
300
2
0
0
200
!00
2
0
0
200
200
2
0
0
200
!00
2
0
0
200
2
0
0
200
400 400
2
0
0
200
100/P 20.165 75/P 20.164 300/P 20.167 150/P 20.168 300/P 20.169 90/P 20.101
53/T 63/T 146/T 92/T 150/T 57/T
200mm Wide Series Full & Half Height
Full Length Three Quarter Half Quarter Full Length
200
!
0
0
300
200
!
0
0
400
200
200
!
0
0
!00
200
!
0
0
!
0
0
200
400
200/P 20.72 150/P 20.71 300/P 20.73 300/P 20.74 120/P 20.83
117/T 159/T 256/T 285/T 66/T
Trough Block Clean Out
2
0
0
200
400
2
0
0
200
400
90/P 20.42 90/P 20.45
61/T 64/T
Lintel Lintel Bond Beam Capping Block
2
0
0
200
200
200
200
4
0
0
200
400
2
0
0
5
0
200
400
150/P 20.15 75/P 20.18 90/P 20.20 300/P 50.31
106/T 65/T 53/T 149/T
Full Length Three Quarter Half Quarter Full Length
2
0
0
200
300
2
0
0
200
400
2
0
0
200
200
2
0
0
200
!00
2
0
0
200
400
100/P 20.02 90/P 20.01 150/P 20.03 240/P 20.04 60/P 20.31
60/T 72/T 114/T 136/T 33/T
Estate Wall System
Full Length Full Length Pier Block
2
0
0
!50
400
2
0
0
!50
400
2
0
0
200
4
0
0
!
5
0
120/P 15.01 120/P 15.101 90/P 20.01ES
76/T 74/T 50/T
E
M
A
C
O
E
M
A
C
O
Full Split Ribbed 3/4 Split Ribbed 1/4 Split Ribbed Half Split Ribbed
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
Full Split Ribbed 3/4 Split Ribbed 1/4 Split Ribbed Half Split Ribbed
E
M
A
C
O
200mm Wide Custom Profiles
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
2
0
0
200
E
M
A
C
O
E
M
A
C
O
Full Split Ribbed 3/4 Split Ribbed 1/4 Split Ribbed Half Split Ribbed
E
M
A
C
O
E
M
A
C
O
!00
E
M
A
C
O
E
M
A
C
O
Full Split Ribbed 3/4 Split Ribbed 1/4 Split Ribbed Half Split Ribbed
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
Full Split Ribbed 3/4 Split Ribbed 1/4 Split Ribbed Half Split Ribbed
20.165
146/T
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
20.20
G
R
O
U
P
G
R
O
U
P
Capping Block
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
2
0
0
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
200
400
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
149/T
Blockwork Dimensions Chart
FORMAT SIZE: 400 x 100, 150, 200, 300 x 200 MANUFACTURING SIZE: 390 x 90, 140, 190, 290 x 190
L x W x H (mm) 400 x 100, 150, 200 x 100 L x W x H (mm) 390 x 90, 140, 190 x 90
No. of
Blocks
Length Opening
Height
No. of
Blocks
Length Opening
Height
100
Coursing
200
Coursing
100
Coursing
200
Coursing
1 390 410 100 200 15
1
1
4 6090 6110
1
1
1
4 490 510 15
1
1
2 6190 6210
1
1
1
2 590 610 15
3
3
4 6290 6310
1
3
3
4 690 710 16 6390 6410 1600 3200
2 790 810 200 400 16
1
1
4 6490 6510
2
1
1
4 890 910 16
1
1
2 6590 6610
2
1
1
2 990 1010 16
3
3
4 6690 6710
2
3
3
4 1090 1110 17 6790 6810 1700 3400
3 1190 1210 300 600 17
1
1
4 6890 6910
3
1
1
4 1290 1310 17
1
1
2 6990 7010
3
1
1
2 1390 1410 17
3
3
4 7090 7110
3
3
3
4 1490 1510 18 7190 7210 1800 3600
4 1590 1610 400 800 18
1
1
4 7290 7310
4
1
1
4 1690 1710 18
1
1
2 7390 7410
4
1
1
2 1790 1810 18
3
3
4 7490 7510
4
3
3
4 1890 1910 19 7590 7610 1900 3800
5 1990 2010 500 1000 19
1
1
4 7690 7710
5
1
1
4 2090 2110 19
1
1
2 7790 7810
5
1
1
2 2190 2210 19
3
3
4 7890 7910
5
3
3
4 2290 2310 20 7990 8010 2000 4000
6 2390 2410 600 1200 20
1
1
4 8090 8110
6
1
1
4 2490 2510 20
1
1
2 8190 8210
6
1
1
2 2590 2610 20
3
3
4 8290 8310
6
3
3
4 2690 2710 21 8390 8410 2100 4200
7 2790 2810 700 1400 21
1
1
4 8490 8510
7
1
1
4 2890 2910 21
1
1
2 8590 8610
7
1
1
2 2990 3010 21
3
3
4 8690 8710
7
3
3
4 3090 3110 22 8790 8810 2200 4400
8 3190 3210 800 1600 22
1
1
4 8890 8910
8
1
1
4 3290 3310 22
1
1
2 8990 9010
8
1
1
2 3390 3410 22
3
3
4 9090 9110
8
3
3
4 3490 3510 23 9190 9210 2300 4600
9 3590 3610 900 1800 23
1
1
4 9290 9310
9
1
1
4 3690 3710 23
1
1
2 9390 9410
9
1
1
2 3790 3810 23
3
3
4 9490 9510
9
3
3
4 3890 3910 24 9590 9610 2400 4800
10 3990 4010 1000 2000 24
1
1
4 9690 9710
10
1
1
4 4090 4110 24
1
1
2 9790 9810
10
1
1
2 4190 4210 24
3
3
4 9890 9910
10
3
3
4 4290 4310 25 9990 10010 2500 5000
11 4390 4410 1100 2200 25
1
1
4 10090 10110
11
1
1
4 4490 4510 25
1
1
2 10190 10210
11
1
1
2 4590 4610 25
3
3
4 10290 10310
11
3
3
4 4690 4710 26 10390 10410 2600 5200
12 4790 4810 1200 2400 26
1
1
4 10490 10510
12
1
1
4 4890 4910 26
1
1
2 10590 10610
12
1
1
2 4990 5010 26
3
3
4 10690 10710
12
3
3
4 5090 5110 27 10790 10810 2700 5400
13 5190 5210 1300 2600 27
1
1
4 10890 10910
13
1
1
4 5290 5310 27
1
1
2 10990 11010
13
1
1
2 5390 5410 27
3
3
4 11090 11110
13
3
3
4 5490 5510 28 11190 11210 2800 5600
14 5590 5610 1400 2800 28
1
1
4 11290 11310
14
1
1
4 5690 5710 28
1
1
2 11390 11410
14
1
1
2 5790 5810 28
3
3
4 11490 11510
14
3
3
4 5890 5910 29 11590 11610 2900 5800
15 5990 6010 1500 3000
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
E
M
A
C
O
400
E
M
A
C
O
800
E
M
A
C
O
1600
E
M
A
C
O
E
M
A
C
O
3610
E
M
A
C
O
900
E
M
A
C
O
3710
E
M
A
C
O
3810
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
73 0
G
R
O
U
P
7410
G
R
O
U
P
7510
G
R
O
U
P
90
G
R
O
U
P
76
G
R
O
U
P
7690
G
R
O
U
P
771
G
R
O
U
P
G
R
O
U
P
7890
G
R
O
U
P
20
G
R
O
U
P
7990
G
R
O
U
P
20
G
R
O
U
P
1
G
R
O
U
P
G
R
O
U
P
1
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
2
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
20
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
G
R
O
U
P
21
Components of a sand-lime block production plant
Basic-Data for 1-press plant
Additional equipment to the press line
Format: NF 2 40 x 71 x 155 mm
Tool: 2 rows 8 blocks
Cycle time: 12,5 s (average capacity per year)
Working time: 300 days/year
24 hours/day
Capacity: approx. 33.000.000 blocks/year
510 blocks ^ 1 m
Components of a sand-lime block production plant
Technical equipment
1. Sand receiving bunker
Length 8 000 mm
Depth 3 200 mm
Height 2 650 mm
passable by lorry, with protection
Mesh size 100 x 250 mm
in welded 6 mm sheet steel construction
2. Bunker discharge conveyor
Axle distance 8 400 mm
Conveyor width 800 mm
Conveying speed 0,4 m/s
Conveying capacity 270 t/h
Motor capacity approx. 11 kW
3. Conveyor between sand silo and sieving station
Axle distance 64 900 mm
Conveyor width 650 mm
Conveying speed 1,68 m/s
Conveying capacity 270 t/h
Motor capacity approx. 30 kW
4. Sieving station
Motor capacity 5,5 kW
Length 3 000 mm
Width 1 600 mm
Inclination 5
Weight stat 15 kN
Weight dyn. 69 kN
Components of a sand-lime block production plant
5. Reversible sand silo feed conveyor
Axle distance 8 000 mm
Conveyor width 800 mm
Motor capacity 5,5 kW
Conveying capacity 270 t/h
Conveying speed 1,68 m/s
6. Sand silos with knocker
Steel construction, 400 m capacity each, bottom discharging
2 pieces
7. Sand discharge conveyors
Axle distance 4 500 mm
Conveyor width 650 mm
Motor capacity 1,5 kW
Conveying capacity 100 t/h max
Conveying speed adjustable
2 pieces
8. Conveyor between sand silos and mixer house
Axle distance 69 885 mm
Conveyor width 650 mm
Motor capacity 30 kW
Conveying capacity 270 t/h max
Conveying speed 1,68 m/s
9. Distribution device
Divided chute in welded 5 mm steel construction with
impact and sliding surface and RACO adjusting unit.
10. Primary mixer
equipped with:
Mixer RV 23
Useable capacity 3 000 l
Components of a sand-lime block production plant
Drive plate 2 x 18,5 kW
Tabulator 90 kW
Discharge 4 kW
Double-chamber silo for different sands
Dosing system for sand
Container weighing machine for sand
Dosing system for quick lime
Container weighing machine for quick lime
Fluid weighing machine
11. Lime silos
Capacity 55 m
Internal diameter 2 900 mm
Cylindrical height 7 600 mm
conic inclination 60
2 pieces
equipped with:
- check opening in the silo cover
- breaking cone
- filling pipe
- filter flange
- pressure protection device
12. Conveyor between mixer house and reaction vessel
Axle distance 59 400 mm
Conveyor width 650 mm
Motor capacity 30 kW
Conveying capacity 270 t/h max
Conveying speed 1,68 m/s
13. Reacting vessel
Useable volume 60 m
Diameter 3 300 mm
Interior coated
Components of a sand-lime block production plant
Reactor base discharger
Diameter 3 300 mm
in Zentex construction
Speed max. 6 min.-1
Motor capacity 11 kW
Silo height approx. 8 m
14. Double shaft mixer
Width 1 000 mm
Length 4 000 mm
Capacity 15 kW
15. Conveyor between secondary mixer and press
Axle distance 11 000 mm
Conveyor width 650 mm
Motor capacity 3 kW
Conveying capacity 60 t/h max
Conveying speed 0,66 m/s
16. Pick-out electro-magnet
Dimensions 1 x b = 618 x 678 mm, h = 204 mm
Ring screw MI 6
Capacity N = 2,5 kW
Voltage U = 220 V
Frequency f = 50 60 Hz
Mass m = approx. 350 kg
17. Transfer platforms
17.1 Loaded wagon platform (for 5 wagons)
Traverse drive 8 kW
Wagon shift drive 2,2 kW
Folding bridge drive 0,25 kW
Components of a sand-lime block production plant
17.2 Empty wagon platform
Traverse drive 3 kW
18. 5 Autoclaves
Internal diameter 2 200 mm
Cylindrical casing length 27 400 mm
Operational pressure 18 bars
Operational temperature 203 C
dimensioned according to AD-leaflet under consideration of the latest DRB-
regulations 801 for brick autoclaves 009/89 5 Pieces
19. Wrapping station
Consisting of:
Wagon shifter
Packing table
Conveyor
Vertical banding unit
Horizontal banding unit
Safety railing
Electric control
20. Steam plant
20.1 1 high pressure steam generator
Steam capacity including Eco 4,0 t/h
Operational pressure 20 bars
Saturated-steam temperature 214 C
Efficiency with Eco 93,5 %
Fuel natural gas - oil
20.2 Further equipment
Blowoff container
Preheating container
Components of a sand-lime block production plant
Condensate recovery system
Automatic control
Water conditioner
20.3 Oil tank
For a volume of 20 000 liters of oil
With suitable pipe conduits
20.4 Complete pipe conduits for heat supply
Standard pipe insulation.
21. Air compressor
Type AS 30-86
Capacity 18,5 kW
Mass 450 kg
with automatic drainage
Low temperature drying
with vertical receiver
Type SM8-150
Capacity 7,5 bar
with automatic drainage
Low temperature drying
with vertical receiver
22. Cranes
1 crane 6,3 t for press hall
1 crane 6,3 t for fitters shop
23. Furniture
To be provided by the buyer.
Components of a sand-lime block production plant
24. Spillage recycling line
The spillage arising from the pressing operation is collected below the press and
Transmitted to a container from which it is returned to the process through the
reacting vessel.
24.1. Collection conveyor below press
Axle distance 8 000 mm
Conveyor width 650 mm
Conveying speed 0,66 m/s
Conveying capacity 60 t/h
Motor capacity 3 kW
24.2 Conveyor to spillage conveyor
Axle distance 13 100 mm
Conveyor width 650 mm
Conveying speed 0,66 m/s
Conveying capacity 60 t/h
Motor capacity 3 kW
24.3 Spillage conveyor to spillage container
Axle distance 49 935 mm
Conveyor width 650 mm
Conveying speed 1,31 m/s
Conveying capacity 145 t/h
Motor capacity 11 kW
24.4 Spillage container
Diameter 3 200 mm
with outlet funnel 500 mm
Silo height 9 900 mm
1
1. SL LA80F-0AU0F 8L00K
A |ea|u|e c| rac||] ou||| c| S| |a|e-aue o|cc| | ||a| || ue |a|da|d rc||a|.
|S |a|e-aue o|cc| a|e 288 rr |||, W||| 12 rr oed jc|||, c|ea||| a ccu|e |e|||
c| 2o cr. B] rea| c| ||e |||e||cc||| ]|er c| ||e |ead c| ||e o|cc|, || | |c| |]p|ca||]
|ecea|] |c rc||a| ||e |ead jc|||.
SL LA80F-0AU0F 8L00K
70iAI0/l I00VVA0/7I0A3
2.2 STAh0A80 N08TA8
S|a|da|d rc||a| | p|cpe||] p|aced u|| a pec|a| rc||a| |ede. T|| re||cd ua|a||ee
a u|||c|r|] e.e| a|d cc|||e|||] deep oed jc|||. T|e o|cc| ru| oe o|u|ed c|ea| a|d
|| |ecea|], We||ed dcW| oe|c|e|a|d. Oepe|d|| c| Wea||e| cc|d|||c|, ||e oed jc|||
a|e aocu| 2 r |c|. A||e|Wa|d ||e S| |a|e| aue o|cc| a|e |cu|d |ce||e| |||||]
a|d a|||ed W||| a |uooe| ra||e| a |eeded. Becaue ||e] a|e |a|d u|| ||e |||e||cc|||
]|er c| ||e |ead |ace, ||e |ead jc||| a|e uua||] |c| rc||a|ed. || cre cae
|cWe.e|, rc||a|ed |ead jc||| a|e |e(u||ed.
Head jc||| > o rr
Hc||/c||a| ||||e| ||a| pa| a| cpe|||
|cu|da||c| Wa||, depe|d|| c| ||e |cad
\c|-||uc|u|a| |||e||c| Wa||, ecu|ed c| |||ee |de, W||| a| cpe| uppe| ede
2.3 LAY|h0 THF 8L00K
T|e o|cc| | |a|d || c||e| oc|d. T|e r|||rur c||e| |e||| | 0.4 | c| .4o rr, W||c|e.e|
| |ea|e|, W|e|e | = o|cc| |e|||. || ccu|e 2o cr |||, ||e c||e| ru| oe |ep| a|
10 cr, a|d |c| 12.o cr ||| ccu|e, ra|||a|| a o cr c||e|.
T|e ra/|rur We||| |e|||c||c| |c| |||e- a|d |Wc-|a|ded o|cc| a|e e| dcW| || a
puo||ca||c| c| ||e P|c|e|c|a| Bu||de|' Acc|a||c| c| ||e |a|d||| c| rac||] o|cc|.
T|e ra/|rur a||cWao|e p|cce|| We||| c| |||e-|a|ded o|cc|, ||c|ud|| ||e |]p|ca|
rc||u|e cc||e||, a|e depe|de|| c| ||e|| ||p W|d||.
ra/. O | |c| a ||p W|d|| , 11o rr
ra/. /.o | |c| a ||p W|d|| c| 40 |c /0 rr
T|e ra/|rur a||cWao|e p|cce|| We||| c| |Wc-|a|ded o|cc| | ||r||ed |c 2o |.
we||| |ea|e| ||a| 2o | a||ec| ||e |/e c| ||e o|cc|.
S| |a|e-aue o|cc| |a.e a| |dea| |e||| c| 2o cr.
|| ca|ec||e W||| ||| ou|| de|||], |c| e/arp|e, 2.0 |c| Wa|| W||| ||| cu|dp|cc||
|e(u||ere||, S| R o|cc| ra|c||| ||e cc|||uc||c| ]|er W||| a ccu|e |e||| c|
12.o cr a|e a.a||ao|e. B|cc| W||| p|cce|| We||| |ea|e| ||a| 2o | ru| oe
|a|d u|| a |||| appa|a|u.
2. P800FSS|h0 SL LA80F 0AU0F 8L00K
2.1 8ASF 00U8SF
T|e cc|||uc||c| c| o|cc| Wa|| a|Wa] |a|| W||| ||e p|acere|| c| ||e ||| ccu|e (oae
ccu|e,. T|| e|.e |c oa|a|ce ||e e|e.a||c| c| ||e Wa||, c|ea|e pe||ec||] |e.e| .e|||ca|
a|d |c||/c||a| p|a|e a|d adju| u|e.e| pc| || ||e cc|c|e|e |ao. T|e |e.e|||| oae
ccu|e cc||| c| e|||e| a 1-8 cr |||c| oed c| |]pe ||| |a|da|d rc||a|, c| a |a]e| c|
S| oae o|cc| e| || |]pe ||| |a|da|d rc||a|. T|e |e.e|||| ccu|e ru| cu|e |c| a u||-
c|e|| |e||| c| ||re oe|c|e ||e Wa|| | ccrp|e|ed. wa|e|p|cc|| | p|cpe||] a|d ecu|e|]
|cca|ed u|de||ea|| ||e Wa||.
8|ock he|ght Typ. offset = 0.4 b|ock he|ght N|n. offset |ength (0}
< 11.8 o cr 0 , 4.o cr
11.8 cr / 12.8 cr o cr 0 , 0.4 / o|cc| |e||| = o.0 cr
28.8 cr / 24.8 cr 10 cr 0 , 0.4 / o|cc| |e||| = 10.0 cr
49.8 cr 20 cr 0 , 0.2o / o|cc| |e||| = 12.o cr
O2.8 cr 2o cr 0 , 0.20 / o|cc| |e||| = 12.o cr
Leve|||ng base course
A||gnment
Type ||| standard mortar z 3 cm
|
4.o cr 0 , 0.4 |
S
|
|
A
R
0
E
-
0
A
U
0
E
B
|
0
C
|
_
0
1
/
0
/
...
..
2
2.4 8UTT J0|hT NFTH00, N08TA8|h0 HFA0 J0|hTS
T|e ou|| jc||| re||cd | ||e cc|.e|||c|a| Wa] |c cc||ec| |Wc Wa||. |u||-oedded ou|| jc|||
a|e rade oe|Wee| ||e |c|e| Wa|| a|d ||e aou|||| Wa||, a|d a| ||e ccrp|e|c| /c|e
aoc.e ||||e|, |c| ||uc|u|a| a|d cu|dp|cc|| |eac|. Cc|.e|||c|a| ou||d|| p|ac||ce
ca|| |c| ||e p|acere|| c| ou|| ||ap a| e.e|] |c||/c||a| jc|||. E(ua||] |rpc||a|| | ea|||
up |ead jc||| |a|e| ||a| o rr W||| rc||a|.
S
|
|
A
R
0
E
-
0
A
U
0
E
B
|
0
C
|
_
0
1
/
0
/
...
..
1
1. 8ASF 00U8SF
T|e :c|||u:||c| c| rac||] o|c:| Wa|| a|Wa] oe|| o] p|a:|| ||e ||| :cu|e
(oae :cu|e,. T|| e|.e |c oa|a|:e ||e Wa||, :|ea|e pe||e:||] |e.e| .e|||:a| a|d |c||/c||a|
p|a|e a|d ad(u| u|e.e| pc| || ||e :c|:|e|e |ao. T|| |e.e||| oae :cu|e :c||| c|
e|||e| a 1-8 :r |||:| oed c| |]pe ||| |a|da|d rc||a|, c| a |a]e| c| oae o|c:| e| || |]pe |||
|a|da|d rc||a|. T|e |e.e||| :cu|e ru| :u|e |c| a u||:|e|| |e||| c| ||re oe|c|e ||e
Wa|| | :crp|e|ed. wa|e|p|cc|| | p|cpe||] a|d e:u|e|] |c:a|ed u|de||ea|| ||e Wa||.
SL 0UA080 8L00K
70iAI0/l I00VVA0/7I0A3
2. TH|h-8F0 N08TA8
S| 0UAOR0 o|c:| | Wc||ed || ||||-oed rc||a|, W||:| | ||:|uded || ||e :cpe c| de||.e|].
A::c|d|| |c ra|u|a:|u|e|' ||||u:||c|, |erpe||| Wa|e| | added a|d ||e r|/|u|e o|e|-
ded |c| a |.e| |e||| c| ||re, u|| ||e |c|:|ed ||cWe| a |a|ed c| ||e rc||a| pa:|ae.
A||e| ||e rac||] | o|u|ed :|ea| a|d, || |e:ea|], p|e-We||ed, ||e ||||-oed rc||a| |
||e| app||ed u|| ||e rc||a| |ede. T|e (c||| || ||e ||||ed rac||] |cu|d oe 2 rr
|||:|, W||:| rea| a ||e| rc||a| app||:a||c| aocu| 8 - 4 rr |||:|.
3. LAY|h0 THF 8L00K
S| 0UAOR0 o|c:| a|e |a|d W||| ||e |e|p c| a rac||] ||||. TWc S| 0UAOR0 o|c:| a|e
|c||ed a| a ||re, e(u|.a|e|| |c a Wa|| a|ea c| 0.b (ua|e re|e|. |c||a| | |c| uu-
a||] app||ed |c ||e |ead (c|||, ||e o|c:| a|e |cu|d |||||] |ce||e|. T|e |||e||c:|||
(|e]ed, a|||re|| ]|er c| ||e |ead |a:e p|e.e|| ||e o|c:| ||cr |||||| a|d e|ao|e a
pe||e:||] p|uro Wa|| |c oe :c|||u:|ed.
TH|h-8F0 N08TA8
water
Fo||ow |nstruct|ons
regard|ng amount of water
and cur|ng t|me!
8 - 4 rr |a]e| c| rc||a|
2 rr
A||gnment
Leve| base course
Type ||| standard mortar z 3 cm
S
|
0
U
A
O
R
0
B
|
0
C
|
_
0
1
/
0
/
...
..
2
S| 0UAOR0 a|e |a|d || c||e| oc|d. T|e r|||rur c||e| |e||| | 12.4 :r. || pc|o|e
du||| :c|||u:||c|, |cWe.e|, a| c||e| c| |a|| a o|c:| | p|e|e|ao|e. A||erp||| |c ||a||-
|e| ||e rac||] a||e|Wa|d, u:| a |app|| || W||| a |||e Wede, W||| :aue ||e oed (c|||
rc||a| |c :|a:| a|d ||u |edu:e ||e ||e||| c| ||e oc|d oe|Wee| ||e o|c:| a|d ||e
rc||a|.
4. 8UTT J0|hT NFTH00
T|e ou|| (c||| re||cd | ||e :c|.e|||c|a| Wa] |c :c||e:| |Wc Wa||. T|e ou|| (c|||
oe|Wee| ||e |c|e| Wa|| a|d ||e aou|||| :|c-Wa|| a|e |u||] oedded |c ree| ||u:|u|a|
a|d cu|dp|cc|| |e(u||ere||. Cc|.e|||c|a| ou||d|| p|a:||:e :a|| |c| ||e p|a:ere|| c|
ou|| ||ap a| e.e|] |c||/c||a| (c|||.
T|e ra/|rur a||cWao|e W|d|| c| a |ead (c||| | b rr. A|] (c||| ||a| |u|| cu| |c oe
|a|e| ru| oe ea|ed W||| rc||a|, p|e|e|ao|] W|||e |a]|| ||e o|c:|, ou| |c |a|e| ||a|
oe|c|e p|a|e| | app||ed. 0||e| :ae ||a| |e(u||e ||a| |ead (c||| |c oe rc||a|ed
||:|ude.
0pe||| pa||ed W||| |c||/c||a| ||||e|
|cu|da||c| Wa||, depe|d|| c| |cad||
\c|-||u:|u|a| |||e||c| Wa||, e:u|ed c| |||ee |de, W||| a :|ea| uppe| ede
z 5 mm
> 5 mm
0r|nd t|ght|y together
0 z 12.5 cm
5
0
.
0
S
|
0
U
A
O
R
0
B
|
0
C
|
_
0
1
/
0
/
..
..
Вам также может понравиться
- Sacmi Vol 1 Inglese - II EdizioneДокумент446 страницSacmi Vol 1 Inglese - II Edizionecuibaprau100% (22)
- Guess Questions of Aramco Written Examination For Hse Supervisor / Engineer / OfficerДокумент31 страницаGuess Questions of Aramco Written Examination For Hse Supervisor / Engineer / OfficerAlam Shamsher0% (1)
- Exodura CatalogДокумент20 страницExodura CatalogChad SoribelloОценок пока нет
- MA'ADENДокумент19 страницMA'ADENqshaathОценок пока нет
- KSB Algeria - General Presentation - March 2019Документ20 страницKSB Algeria - General Presentation - March 2019faycealОценок пока нет
- Car Parking LP SystemДокумент4 страницыCar Parking LP SystemIorga Andrei EmilОценок пока нет
- HSC Series: - Rotary Screw Air CompressorsДокумент4 страницыHSC Series: - Rotary Screw Air CompressorsMAZENОценок пока нет
- MasterVarioR2C Product DataДокумент5 страницMasterVarioR2C Product DatanicolauscopernicОценок пока нет
- Sports High MastДокумент2 страницыSports High MastmaxtamОценок пока нет
- J - F - Smart Utility SolutionsДокумент13 страницJ - F - Smart Utility SolutionsBachir GeageaОценок пока нет
- Harmful Cement Constituents and Tests ExplainedДокумент1 страницаHarmful Cement Constituents and Tests ExplainedProsenjit GhoshОценок пока нет
- Hardness Test (For Materials)Документ41 страницаHardness Test (For Materials)Rajan ChaudharyОценок пока нет
- Comparison TableДокумент1 страницаComparison TablerayscrubberОценок пока нет
- Chap 4.limeДокумент28 страницChap 4.limeRiwaj PhuyalОценок пока нет
- Lime Making Process - A Business Perspective Rev1Документ43 страницыLime Making Process - A Business Perspective Rev1Abhishek ChoudharyОценок пока нет
- Industrial Waste Materials in ConcreteДокумент43 страницыIndustrial Waste Materials in ConcretejohnОценок пока нет
- Efacec Switchgear SolutionsДокумент32 страницыEfacec Switchgear SolutionsanonymphantomОценок пока нет
- EICO Company Profile Ekfmwekf Ewfkmkwefm WekfmwekfmefkwДокумент23 страницыEICO Company Profile Ekfmwekf Ewfkmkwefm Wekfmwekfmefkwjiwani87Оценок пока нет
- PLC Comparison Chart 2007Документ3 страницыPLC Comparison Chart 2007Mario VielmaОценок пока нет
- Zamil Brochure DT PDFДокумент8 страницZamil Brochure DT PDFDjamila HaddiОценок пока нет
- Limestone GeochemistryДокумент11 страницLimestone GeochemistryJohn S. Armstrong-Altrin100% (1)
- LIME Perspective by Vaishali Latkar (Compatibility Mode)Документ28 страницLIME Perspective by Vaishali Latkar (Compatibility Mode)Vaishali LatkarОценок пока нет
- MVD1000 Series Catalogue PDFДокумент20 страницMVD1000 Series Catalogue PDFEvandro PavesiОценок пока нет
- Magnetrol O&gДокумент100 страницMagnetrol O&gesakkiraj1590Оценок пока нет
- GRP NewCatalogue PDFДокумент80 страницGRP NewCatalogue PDFtUNОценок пока нет
- Victor Lighting CatalogueДокумент128 страницVictor Lighting Cataloguebee398100% (1)
- Calcium Carbonate Properties and ApplicationsДокумент17 страницCalcium Carbonate Properties and ApplicationsakosiamagneОценок пока нет
- Bemco BrochureДокумент19 страницBemco BrochurelightsonsОценок пока нет
- Tekpan Catalogue 15Документ268 страницTekpan Catalogue 15Arquimedes Perez0% (2)
- NI43-101 La Plata Oct 2017 Master 20171026 FINAL1 PDFДокумент322 страницыNI43-101 La Plata Oct 2017 Master 20171026 FINAL1 PDFHassan ChiribogaОценок пока нет
- Tanks Simona Pe 100Документ44 страницыTanks Simona Pe 100saber66100% (1)
- Coal Handling and Processing Apc 1 800 PDFДокумент8 страницCoal Handling and Processing Apc 1 800 PDFswapnilpilareОценок пока нет
- Env Impact AssessmentДокумент81 страницаEnv Impact AssessmentLisa CullenОценок пока нет
- Types of ValveДокумент9 страницTypes of Valvesibi_s_rajОценок пока нет
- Factors Influencing The Reactivity of Qu.Документ6 страницFactors Influencing The Reactivity of Qu.Foad AminianОценок пока нет
- 1 - Flowtite Product Guide PDFДокумент56 страниц1 - Flowtite Product Guide PDFShepherd NhangaОценок пока нет
- 1 Compact Substation Type 8fb20 PDFДокумент6 страниц1 Compact Substation Type 8fb20 PDFMalitha PeirisОценок пока нет
- Cement Raw MaterialДокумент14 страницCement Raw MaterialCold KillerОценок пока нет
- Corrosion Protection - PylonsДокумент51 страницаCorrosion Protection - Pylonssnitin26Оценок пока нет
- Yellow Book: Fire Protection For Structural Steel in Buildings 4 EditionДокумент7 страницYellow Book: Fire Protection For Structural Steel in Buildings 4 EditionRalph MalabananОценок пока нет
- Geomining Guide Provides Expert Advice on Raw Material ExplorationДокумент165 страницGeomining Guide Provides Expert Advice on Raw Material ExplorationProcess ScmiОценок пока нет
- Company ProfileДокумент6 страницCompany ProfileFaidzil ChabibОценок пока нет
- BollardsДокумент51 страницаBollardsMohammed Wasiuddin100% (1)
- Application of Thin Spray-On Liners For Rock Surface Support in South African Mines - A ReviewДокумент15 страницApplication of Thin Spray-On Liners For Rock Surface Support in South African Mines - A ReviewIJIRAE- International Journal of Innovative Research in Advanced EngineeringОценок пока нет
- Datasheet Dramix RC 6535 BNДокумент1 страницаDatasheet Dramix RC 6535 BNSahil GandhiОценок пока нет
- Solar Panel Cleaning AshisДокумент20 страницSolar Panel Cleaning AshisDeepak Kumar SinghОценок пока нет
- Technical Comparison Between Guodian Futong Steel Belt Conveyor and Chain Conveyor - REV1Документ13 страницTechnical Comparison Between Guodian Futong Steel Belt Conveyor and Chain Conveyor - REV1joydrathdeyОценок пока нет
- Director@ampri - Res.in Aks@ampri - Res.in: EPABX LINES 2457244, 2457609 / 2457615 / Fax - +91-755-2488323 STD CODE-0755Документ4 страницыDirector@ampri - Res.in Aks@ampri - Res.in: EPABX LINES 2457244, 2457609 / 2457615 / Fax - +91-755-2488323 STD CODE-0755Rekha KuttappanОценок пока нет
- Pump Chemical ChartДокумент7 страницPump Chemical ChartthessandОценок пока нет
- Air Quality Control SystemsДокумент24 страницыAir Quality Control SystemsSupakint SuteepichatpuntОценок пока нет
- Vuthpala. Chaitanya Krishna: Engineering Manager - Operation & Maintenance - Power / Desalination PlantДокумент2 страницыVuthpala. Chaitanya Krishna: Engineering Manager - Operation & Maintenance - Power / Desalination PlantVuthpalachaitanya KrishnaОценок пока нет
- An Experimental Investigation On HPC Using Basalt Rock FiberДокумент19 страницAn Experimental Investigation On HPC Using Basalt Rock FiberIJRASETPublicationsОценок пока нет
- 0751 VICTAULIC in Mechanical PipingДокумент17 страниц0751 VICTAULIC in Mechanical PipingsyafiqОценок пока нет
- NOKSEL Steel Pipe Manufacturer ProfileДокумент2 страницыNOKSEL Steel Pipe Manufacturer ProfileAhmad AlkhasonehОценок пока нет
- Mining Digital 101: Bas MutsaersДокумент29 страницMining Digital 101: Bas MutsaersAbhijit RoyОценок пока нет
- Flood Risk Management ProjectДокумент503 страницыFlood Risk Management Projectinforum_documentsОценок пока нет
- Field Report of Sargodha GeologyДокумент36 страницField Report of Sargodha GeologyZara MathewОценок пока нет
- AAC Gesamtbroschre PDFДокумент6 страницAAC Gesamtbroschre PDFhathamphanОценок пока нет
- General Brochure HESS AAC Systems EnglishДокумент9 страницGeneral Brochure HESS AAC Systems Englishsocialmedia5777Оценок пока нет
- BENA BrochureДокумент8 страницBENA BrochureNashit ZabihОценок пока нет
- Autoclaved Aerated Concrete Block Machine Manufacturers - 2k TechnologiesДокумент10 страницAutoclaved Aerated Concrete Block Machine Manufacturers - 2k TechnologiesPriyaОценок пока нет
- Polishing BookДокумент15 страницPolishing BookcuibaprauОценок пока нет
- ATS 4 Accelerating AdmixturesДокумент4 страницыATS 4 Accelerating AdmixturescuibaprauОценок пока нет
- Understading About Liquid Polishing CompoundДокумент3 страницыUnderstading About Liquid Polishing CompoundcuibaprauОценок пока нет
- Cleaning and Polishing CompoundДокумент9 страницCleaning and Polishing CompoundcuibaprauОценок пока нет
- Carbonate ShrinkageДокумент12 страницCarbonate ShrinkagecuibaprauОценок пока нет
- Deterioration of Concrete ImportantДокумент32 страницыDeterioration of Concrete ImportantcuibaprauОценок пока нет
- Autoclaved Aerated Concrete Panel Home Construction MethodsДокумент24 страницыAutoclaved Aerated Concrete Panel Home Construction MethodscuibaprauОценок пока нет
- Carbonate ShrinkageДокумент12 страницCarbonate ShrinkagecuibaprauОценок пока нет
- Sacmi Vol 2 Inglese - II EdizioneДокумент416 страницSacmi Vol 2 Inglese - II Edizionecuibaprau100% (21)
- 06-Fc428mar Water-in-Fuel Indicator Sensor Circuit - Voltage Above Normal or Shorted To High SourceДокумент3 страницы06-Fc428mar Water-in-Fuel Indicator Sensor Circuit - Voltage Above Normal or Shorted To High SourceSuryadiОценок пока нет
- Townsend DischargeДокумент6 страницTownsend DischargeGordon DuffОценок пока нет
- CS-280E Chain Saw: Parts CatalogДокумент16 страницCS-280E Chain Saw: Parts CatalogГоран СтанишићОценок пока нет
- Ea80 Series PDFДокумент82 страницыEa80 Series PDFAnca MunteanuОценок пока нет
- Resume of MD Saiful HyderДокумент4 страницыResume of MD Saiful Hyderimtheboss*Оценок пока нет
- Caterpillar 914GДокумент28 страницCaterpillar 914GForomaquinas100% (3)
- V8fr-Ii V8r7-IiДокумент1 страницаV8fr-Ii V8r7-Iiaeroseb1Оценок пока нет
- Quotation 615-4078 BabulalДокумент14 страницQuotation 615-4078 Babulaldevrajan631Оценок пока нет
- Asme B36.10M-2018Документ36 страницAsme B36.10M-2018امينОценок пока нет
- Supercharging: Superchargers & TurbochargersДокумент11 страницSupercharging: Superchargers & TurbochargersAkhil Here100% (1)
- Conventional and Non-Conventional Energy Resources of India: Present and FutureДокумент8 страницConventional and Non-Conventional Energy Resources of India: Present and FutureAnkit SharmaОценок пока нет
- Piping Vibration: Causes, Limits & Remedies: Public Courses In-House Courses Operator TrainingДокумент12 страницPiping Vibration: Causes, Limits & Remedies: Public Courses In-House Courses Operator Trainingmember1000100% (1)
- JDA SCE Standard Release NotesДокумент3 страницыJDA SCE Standard Release Notesgolcha_edu532Оценок пока нет
- Versys Parts Catalogue (UK)Документ111 страницVersys Parts Catalogue (UK)BaronBaz001Оценок пока нет
- AP Create Accounting - Options & ExplanationДокумент2 страницыAP Create Accounting - Options & ExplanationSaleem JavedОценок пока нет
- Unit Conversion Heat TransferДокумент5 страницUnit Conversion Heat TransferFamela GadОценок пока нет
- Method Statement For Architecture Work (Drywall) : No. Work Sequence Good Practices Picture Tools RemarksДокумент16 страницMethod Statement For Architecture Work (Drywall) : No. Work Sequence Good Practices Picture Tools RemarksAn-an ChanОценок пока нет
- Iraqi Code for Reinforced Concrete StructuresДокумент71 страницаIraqi Code for Reinforced Concrete Structuresmamandawe50% (2)
- FAA Significant Regulatory DifferencesДокумент3 страницыFAA Significant Regulatory DifferencesOpteron K.Оценок пока нет
- 3.17. Creep EquationsДокумент10 страниц3.17. Creep Equationsruchit solankiОценок пока нет
- Batch Profile - 2017Документ57 страницBatch Profile - 2017Praneet TОценок пока нет
- Sru Flow DiagramДокумент1 страницаSru Flow Diagrampppppp5Оценок пока нет
- Galvanize Galvanize Business Unit: Trust Us To GalvanizeДокумент6 страницGalvanize Galvanize Business Unit: Trust Us To GalvanizeAdet WildanОценок пока нет
- SDCK CD Ies 01 (Rev B)Документ125 страницSDCK CD Ies 01 (Rev B)Narada HerathОценок пока нет
- Fajs FSXДокумент8 страницFajs FSXJunhy Bandeira CassandraОценок пока нет
- Assessment Clo1 Clo2 Clo3 Clo4 Clo5 Plo1 Plo2 Plo2 Plo1Документ12 страницAssessment Clo1 Clo2 Clo3 Clo4 Clo5 Plo1 Plo2 Plo2 Plo1Ma Liu Hun VuiОценок пока нет
- Artificial LiftДокумент18 страницArtificial LiftRasya RefanОценок пока нет
- TMC 421 PDFДокумент82 страницыTMC 421 PDFJamie MooreОценок пока нет
- Micron Ezeprox Access Control KeypadДокумент4 страницыMicron Ezeprox Access Control KeypadThuy VuОценок пока нет