Вам также может понравиться
- Pioneer Djm-V10 Rrv4704Документ127 страницPioneer Djm-V10 Rrv4704boroda2410100% (3)
- Testing FPGA Designs Requires Advanced VerificationДокумент4 страницыTesting FPGA Designs Requires Advanced VerificationNitu VlsiОценок пока нет
- Design Methodologies LectureДокумент95 страницDesign Methodologies LectureThomas JamesОценок пока нет
- An Introduction To Synopsys Design AutomationДокумент24 страницыAn Introduction To Synopsys Design Automationprathap13Оценок пока нет
- Cadence IntroductionДокумент15 страницCadence Introductiondragos_bondОценок пока нет
- Synthesys IntroДокумент35 страницSynthesys IntroNikunj VadodariaОценок пока нет
- GCD FlowДокумент34 страницыGCD Flowsudhakar kandiОценок пока нет
- Vlsi ppts1-1Документ63 страницыVlsi ppts1-1naveensilveriОценок пока нет
- Technical HandbookДокумент51 страницаTechnical HandbookBryan WahyuОценок пока нет
- 006 I2C Bus ProtocolДокумент16 страниц006 I2C Bus Protocolcoolkunal77100% (1)
- RTL2GDSFLOWДокумент23 страницыRTL2GDSFLOWAbhishek Gupta0% (1)
- Cadence Digital Design Synthesis FlowДокумент22 страницыCadence Digital Design Synthesis FlowAdeeb HusnainОценок пока нет
- ASI4517R1: Antenna SpecificationsДокумент3 страницыASI4517R1: Antenna SpecificationsyacasiestaОценок пока нет
- VLSI System Design: 06-2757575 X 62371 Kjlee@mail - Ncku.edu - TWДокумент14 страницVLSI System Design: 06-2757575 X 62371 Kjlee@mail - Ncku.edu - TWsckidОценок пока нет
- Lecture 17 - Circuit Timing (2) : EECS150 - Digital DesignДокумент14 страницLecture 17 - Circuit Timing (2) : EECS150 - Digital DesignBibin JohnsonОценок пока нет
- 4 1.soc EncounterДокумент181 страница4 1.soc Encounterachew911Оценок пока нет
- Digital Logic Test Questions For InterviewДокумент53 страницыDigital Logic Test Questions For InterviewDwaraka OrugantiОценок пока нет
- ASIC Design TypesДокумент28 страницASIC Design TypesShwethОценок пока нет
- UG0586 User Guide RTG4 FPGA Clocking ResourcesДокумент82 страницыUG0586 User Guide RTG4 FPGA Clocking ResourcesNguyen Van ToanОценок пока нет
- The Ibm Asic/Soc Methodology - A Recipe For First-Time SuccessДокумент12 страницThe Ibm Asic/Soc Methodology - A Recipe For First-Time Successjagmohan.nanawareОценок пока нет
- Guide to Software Development Life Cycles and ModelsДокумент52 страницыGuide to Software Development Life Cycles and ModelsGm HarsshanОценок пока нет
- GaN HEMTs - Advantages Opportunities and Challenges PDFДокумент60 страницGaN HEMTs - Advantages Opportunities and Challenges PDFghatakp2069Оценок пока нет
- Catalyzing The Growth of The Semiconductor Ecosystem in IndiaДокумент26 страницCatalyzing The Growth of The Semiconductor Ecosystem in Indiaghatakp2069Оценок пока нет
- Catalyzing The Growth of The Semiconductor Ecosystem in IndiaДокумент26 страницCatalyzing The Growth of The Semiconductor Ecosystem in Indiaghatakp2069Оценок пока нет
- BCD Lite Data SheetДокумент5 страницBCD Lite Data SheetBenjamin DoverОценок пока нет
- System On Chip PresentationДокумент70 страницSystem On Chip Presentationshree_rs81Оценок пока нет
- VLSI/FPGA Design Flow with Mentor Graphics ToolsДокумент66 страницVLSI/FPGA Design Flow with Mentor Graphics Toolslhari_04Оценок пока нет
- Migrating to OnSemi network & Cliosoft data managementДокумент29 страницMigrating to OnSemi network & Cliosoft data managementRamakrishnaRao SoogooriОценок пока нет
- AMS-RF PDK FlowДокумент30 страницAMS-RF PDK FlowNava KrishnanОценок пока нет
- 1501 - Introduction To Process Modeling MethodologyДокумент103 страницы1501 - Introduction To Process Modeling Methodologykotafi_atefОценок пока нет
- Modelling Latches and FlipflopsДокумент9 страницModelling Latches and Flipflopsmachnik1486624Оценок пока нет
- A Reversible Design of BCD MultiplierДокумент6 страницA Reversible Design of BCD MultiplierJournal of ComputingОценок пока нет
- Lecture21 TimingДокумент16 страницLecture21 TimingUtkarsh JainОценок пока нет
- Silvaco TCAD Athena User ManualДокумент438 страницSilvaco TCAD Athena User Manualindrajit_0804Оценок пока нет
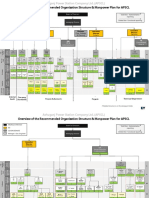
- APSCL-Organogram Ver08062016Документ4 страницыAPSCL-Organogram Ver08062016Mahir AsefОценок пока нет
- Profilers Zh 刻画器指南Документ164 страницыProfilers Zh 刻画器指南1105195794Оценок пока нет
- JMP Doe (Design of Experiment) Guide-SAS Institute Inc (2004) PDFДокумент196 страницJMP Doe (Design of Experiment) Guide-SAS Institute Inc (2004) PDFBrijKishoreSinghОценок пока нет
- PDK Reference ManualДокумент85 страницPDK Reference ManualIrfanAhmadОценок пока нет
- Verilab Dvcon Tutorial AДокумент138 страницVerilab Dvcon Tutorial Ahimabindu2305Оценок пока нет
- POGS ISIS Excel INSTRUCTIONSДокумент24 страницыPOGS ISIS Excel INSTRUCTIONSjojolilimomoОценок пока нет
- Introduction To Questa Autocheck Covercheck, and Formal Connectivity Checking PDFДокумент133 страницыIntroduction To Questa Autocheck Covercheck, and Formal Connectivity Checking PDFStacy McmahonОценок пока нет
- AI Transformation PlaybookДокумент22 страницыAI Transformation PlaybookOdun Adetola AdeboyeОценок пока нет
- Scilab Textbook Companion for Discrete MathematicsДокумент62 страницыScilab Textbook Companion for Discrete MathematicsJavierDhi MBОценок пока нет
- FPGA Design Flow StagesДокумент121 страницаFPGA Design Flow StagesNitin SonuОценок пока нет
- Cadence Virtuoso Spectre - Virtuoso - MmsimДокумент12 страницCadence Virtuoso Spectre - Virtuoso - MmsimParker333Оценок пока нет
- User Guide - Using Mentor Graphics Design KitДокумент43 страницыUser Guide - Using Mentor Graphics Design Kitvishvakirana100% (1)
- Hspice TutorialДокумент22 страницыHspice TutorialRalph MartinezОценок пока нет
- The ARM Approved Design Center ProgramДокумент13 страницThe ARM Approved Design Center ProgramKARRIGOWTHAMI100% (1)
- Expanding The Synopsys Primetime Solution With Power AnalysisДокумент7 страницExpanding The Synopsys Primetime Solution With Power AnalysisRamakrishnaRao SoogooriОценок пока нет
- Opamp (Ota) Design: The Design Process Involves Two Distinct Activities: - Architecture DesignДокумент87 страницOpamp (Ota) Design: The Design Process Involves Two Distinct Activities: - Architecture DesignKumar GaneshОценок пока нет
- A Pipelined Multi-Core MIPS Machine Hardware Implementation and Correctness Proof (Mikhail Kovalev, Silvia Melitta Muller, Wolfgang J. Paul)Документ359 страницA Pipelined Multi-Core MIPS Machine Hardware Implementation and Correctness Proof (Mikhail Kovalev, Silvia Melitta Muller, Wolfgang J. Paul)Kashif VirkОценок пока нет
- BuchblockДокумент103 страницыBuchblockRafiqul IslamОценок пока нет
- Willson MirrorДокумент7 страницWillson Mirrorsandeep_mastiОценок пока нет
- OrCAD Altium Migration Guide PDFДокумент8 страницOrCAD Altium Migration Guide PDFElafanОценок пока нет
- Ultrafast Soft Recovery Rectifier Diode Features and BenefitsДокумент4 страницыUltrafast Soft Recovery Rectifier Diode Features and BenefitsViktor RudanОценок пока нет
- Motherboard and Its Component (11813705)Документ10 страницMotherboard and Its Component (11813705)DeePäk YädävОценок пока нет
- Cadence Monte Carlo Simulation TutorialДокумент51 страницаCadence Monte Carlo Simulation Tutorialkuomatt100% (1)
- Implementing NAND gate extraction and LVS using Cadence toolsДокумент9 страницImplementing NAND gate extraction and LVS using Cadence toolsvivekmodi2230Оценок пока нет
- NFC Institute EE-405 Lab Manual VLSI Design ExperimentsДокумент48 страницNFC Institute EE-405 Lab Manual VLSI Design ExperimentsMohib KhanОценок пока нет
- Design a 4-bit Adder/Subtractor ModuleДокумент28 страницDesign a 4-bit Adder/Subtractor ModuleNuthan kumarОценок пока нет
- Chapter A 1Документ3 страницыChapter A 1Kiran ShettyОценок пока нет
- Gsa Dac 2011 3dic GuideДокумент62 страницыGsa Dac 2011 3dic Guideyucl_98792Оценок пока нет
- Application-Specific Integrated Circuit ASIC A Complete GuideОт EverandApplication-Specific Integrated Circuit ASIC A Complete GuideОценок пока нет
- Hydrogen SensorДокумент25 страницHydrogen Sensorghatakp2069Оценок пока нет
- India's Electronics Industry Growth and Potential for Collaboration with IsraelДокумент17 страницIndia's Electronics Industry Growth and Potential for Collaboration with Israelghatakp2069Оценок пока нет
- Chile Leaders PDFДокумент4 страницыChile Leaders PDFghatakp2069Оценок пока нет
- Euro-Practice Annual Report 2012Документ44 страницыEuro-Practice Annual Report 2012ghatakp2069Оценок пока нет
- MoS2 PDFДокумент8 страницMoS2 PDFghatakp2069Оценок пока нет
- Progress, Challenges, and Opportunities in Two-Dimensional Materials Beyond GrapheneДокумент29 страницProgress, Challenges, and Opportunities in Two-Dimensional Materials Beyond Grapheneniharika pandeyОценок пока нет
- The Foundation of The Silicon AgeДокумент12 страницThe Foundation of The Silicon AgePunyabrata GhatakОценок пока нет
- 7 Jan - CMOS Devices - Navakant PDFДокумент57 страниц7 Jan - CMOS Devices - Navakant PDFghatakp2069Оценок пока нет
- Open Standards and Open Source: Enabling InteroperabilityДокумент11 страницOpen Standards and Open Source: Enabling InteroperabilityijseaОценок пока нет
- DST Annual-Report-2012-13 PDFДокумент364 страницыDST Annual-Report-2012-13 PDFghatakp2069Оценок пока нет
- Mobile Applications For Inclusive Growth & Sustainable DevelopmentДокумент365 страницMobile Applications For Inclusive Growth & Sustainable Developmentghatakp2069Оценок пока нет
- M-Governance Using Open Source SoftwareДокумент12 страницM-Governance Using Open Source Softwareghatakp2069Оценок пока нет
- P4m90-M7a P4M89-M7B 0611CДокумент47 страницP4m90-M7a P4M89-M7B 0611CEscri Thor MentaОценок пока нет
- DS 1147 SS CMCDT2100LTC AДокумент3 страницыDS 1147 SS CMCDT2100LTC ANightcrawlerОценок пока нет
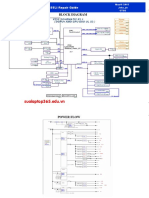
- X555LI Repair Guide Signal Measurement PointsДокумент7 страницX555LI Repair Guide Signal Measurement Pointsopenid_6iaTksxPОценок пока нет
- Constant Electricity Generation From Self-Charging InverterДокумент5 страницConstant Electricity Generation From Self-Charging InverterMichael Adeiza EmmanuelОценок пока нет
- Draft: MTL4532 - MTL5532 Pulse IsolatorДокумент1 страницаDraft: MTL4532 - MTL5532 Pulse IsolatorAshraf AbdelrahmanОценок пока нет
- CDN Incisive Simulation Acceleration DeploymentДокумент10 страницCDN Incisive Simulation Acceleration DeploymentexfmlnОценок пока нет
- Circuits 2 Quiz 3Документ2 страницыCircuits 2 Quiz 3John Lenard SanchezОценок пока нет
- Project Report On Safety BoatДокумент36 страницProject Report On Safety BoatNikil.A HadiОценок пока нет
- Fast Audio Peak Limiter CircuitДокумент4 страницыFast Audio Peak Limiter CircuitLuiz Clemente PimentaОценок пока нет
- Debug 1214Документ15 страницDebug 1214John PottsОценок пока нет
- Lec05 PDFДокумент6 страницLec05 PDFbiswajitntpcОценок пока нет
- Flexible Power Electronic TransformerДокумент46 страницFlexible Power Electronic Transformerkowkuriram100% (1)
- NV-SJ200 205 207Документ0 страницNV-SJ200 205 207zilikonОценок пока нет
- XD400 4v2 MANДокумент20 страницXD400 4v2 MANDanilo GamarrosОценок пока нет
- DIGPRA2 Prac Tutorial Prac1Документ10 страницDIGPRA2 Prac Tutorial Prac1SBUSISOОценок пока нет
- Assignment 1Документ2 страницыAssignment 1mohammed229100% (1)
- A255 Robot Service ManualДокумент272 страницыA255 Robot Service ManualGustavo Cahuana100% (1)
- Lab # 8 SolvedДокумент10 страницLab # 8 SolvedZabeehullahmiakhailОценок пока нет
- Lit Ds Symlink Msp430f5418a PDFДокумент105 страницLit Ds Symlink Msp430f5418a PDFCourtney MorrisОценок пока нет
- ELX303+ +Power+Electronic+Equipment+ +AC DC+Converter+Design+ +part+11+ +october+2020Документ51 страницаELX303+ +Power+Electronic+Equipment+ +AC DC+Converter+Design+ +part+11+ +october+2020Sohaib JavaidОценок пока нет
- Dewan Md. Iftakharul Anik: Career ObjectiveДокумент2 страницыDewan Md. Iftakharul Anik: Career ObjectiveDewan Md. Iftakharul AnikОценок пока нет
- Optical Computer Advantages and ChallengesДокумент26 страницOptical Computer Advantages and Challengesshruti shuklaОценок пока нет
- Ups Liebert PDFДокумент48 страницUps Liebert PDFsebaswvrОценок пока нет
- Design and Implementation of a High-Speed Asynchronous FIFOДокумент64 страницыDesign and Implementation of a High-Speed Asynchronous FIFOMustafa NasserОценок пока нет
- MOSFET DC Ids-Vds Characteristic Curve and Spice Extraction of Small Signal Model ParametersДокумент22 страницыMOSFET DC Ids-Vds Characteristic Curve and Spice Extraction of Small Signal Model ParametersRobert Tac-an Nericua100% (2)