Вам также может понравиться
- WPS Api 1104Документ3 страницыWPS Api 1104miguelОценок пока нет
- Sample API 1104 WpsДокумент6 страницSample API 1104 Wpsjacquesmayol100% (2)
- PQR For 32 MM PlateДокумент1 страницаPQR For 32 MM PlateMuhammed MubeenОценок пока нет
- WPS PQR PDFДокумент23 страницыWPS PQR PDFtomj9104Оценок пока нет
- Asme PQR DemoДокумент3 страницыAsme PQR DemoMuthusamy AyyanapillaiОценок пока нет
- WPQ Template (Asme Ix) No LogoДокумент4 страницыWPQ Template (Asme Ix) No LogorcpretoriusОценок пока нет
- 004 Gtaw P5aДокумент16 страниц004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- WPS Resrvoire Sous Pression Smaw SawДокумент6 страницWPS Resrvoire Sous Pression Smaw SawDanem HalasОценок пока нет
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Документ3 страницыWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Pwps Jo Wps Asme 016 Rev.001Документ2 страницыPwps Jo Wps Asme 016 Rev.001Bagandi ManurungОценок пока нет
- Sample API 1104 WpsДокумент1 страницаSample API 1104 Wpsippon_osoto100% (1)
- PQR 01 PDFДокумент2 страницыPQR 01 PDFVijay BhaleraoОценок пока нет
- Utoc Preliminary Wps Shell Project 270807 PDFДокумент55 страницUtoc Preliminary Wps Shell Project 270807 PDFErick HoganОценок пока нет
- Limak - Sawaed WpsДокумент1 страницаLimak - Sawaed WpsAlam MD SazidОценок пока нет
- APSM WPS 008R Rev. 0Документ3 страницыAPSM WPS 008R Rev. 0Amir NorОценок пока нет
- Gtaw 106Документ2 страницыGtaw 106ganeshkumarg_1Оценок пока нет
- WOPQ Form English1Документ2 страницыWOPQ Form English1oaperuchenaОценок пока нет
- WPS 2014-002 006 - 6G PipeДокумент3 страницыWPS 2014-002 006 - 6G PipejeswinОценок пока нет
- Welding Procedure Specification For Storage Tank & Piping SystemДокумент3 страницыWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadОценок пока нет
- PQR TipsДокумент4 страницыPQR TipsWaqas WaqasОценок пока нет
- 6GR RequirementsДокумент1 страница6GR Requirementswalitedison100% (1)
- 1035 03Документ2 страницы1035 03Anuj ShahiОценок пока нет
- For Fillet Weld Joint Project:Production ManifoldДокумент1 страницаFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- BPV IX-16-3 QW-283 - ButteringДокумент1 страницаBPV IX-16-3 QW-283 - ButteringyutweldingОценок пока нет
- All Position Stainless Steel Welding ProcedureДокумент6 страницAll Position Stainless Steel Welding ProcedureJaime PatrónОценок пока нет
- Welding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Документ1 страницаWelding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Mohammad Mehdi Jafari100% (2)
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Документ2 страницыLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidОценок пока нет
- P91 Profile WpsДокумент6 страницP91 Profile WpsManzar KhanОценок пока нет
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationДокумент2 страницыASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaОценок пока нет
- Welding Procedure SpecificationДокумент3 страницыWelding Procedure SpecificationAhmed saber100% (2)
- QW-484A (WPQ) GTAW 4MM FilletДокумент2 страницыQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- 19403955-WPS M.S. Is 2062Документ10 страниц19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- Wps A53 SMAW+GTAW R00Документ3 страницыWps A53 SMAW+GTAW R00Richard Periyanayagam50% (2)
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Документ8 страницQw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad HannanОценок пока нет
- Contact Us: Guides in PDF: (Member Access) Welding Procedure Specification (WPS)Документ4 страницыContact Us: Guides in PDF: (Member Access) Welding Procedure Specification (WPS)Maulik PatelОценок пока нет
- WPS Sitelca S002Документ2 страницыWPS Sitelca S002Jose Antonio GomezОценок пока нет
- AMRITA ENGINEERING WORKS PQRДокумент3 страницыAMRITA ENGINEERING WORKS PQRBalkishan DyavanapellyОценок пока нет
- OCS Engineering & Construction Visual Inspection ReportДокумент1 страницаOCS Engineering & Construction Visual Inspection ReportvinothОценок пока нет
- SMAW DuniДокумент4 страницыSMAW DuniMuhammad Fitransyah Syamsuar PutraОценок пока нет
- Proposed WPSДокумент2 страницыProposed WPSChisom Ikengwu100% (2)
- Welding Procedure Specification (WPS) : N.A N.AДокумент1 страницаWelding Procedure Specification (WPS) : N.A N.AMajdi JerbiОценок пока нет
- Engineer CV Material Specialists Mechanical Piping NDT Coating Inspection Oil Gas AlgeriaДокумент3 страницыEngineer CV Material Specialists Mechanical Piping NDT Coating Inspection Oil Gas Algeriaait.koufiОценок пока нет
- Welding Procedure Specification for Vertical Storage TanksДокумент6 страницWelding Procedure Specification for Vertical Storage TanksYASH BARDHAN SinghОценок пока нет
- LBW WOPQ REV. 2010a Interactive FormДокумент1 страницаLBW WOPQ REV. 2010a Interactive Formcosmicbunny100% (1)
- Wps - Asme Ix - Gtaw - Plat SteДокумент6 страницWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraОценок пока нет
- Welder Visual Inspection ReportsДокумент24 страницыWelder Visual Inspection ReportsKyОценок пока нет
- WPS for Welding SA-335 P11 to SA-234 WP11Документ3 страницыWPS for Welding SA-335 P11 to SA-234 WP11Ganesh rohitОценок пока нет
- WPS Format For AWS D1.1 - WPS - FCAWДокумент1 страницаWPS Format For AWS D1.1 - WPS - FCAWThe Welding Inspections CommunityОценок пока нет
- Wps For Carbon Steel THK 7.11 GtawДокумент1 страницаWps For Carbon Steel THK 7.11 GtawAli MoosaviОценок пока нет
- Welding Procedure Qualification Record: Shipyard LogoДокумент4 страницыWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- Aws d1.5 PQRДокумент2 страницыAws d1.5 PQRjacquesmayolОценок пока нет
- ASME P NumbersДокумент1 страницаASME P NumbersFahri Risfa ZulfiОценок пока нет
- WPS - 023Документ10 страницWPS - 023MAT-LION0% (1)
- PT BM 183 DC 00007 PWHT ProcedureДокумент7 страницPT BM 183 DC 00007 PWHT Procedureeldobie3100% (1)
- Wps 1010 IfrДокумент28 страницWps 1010 IfrSyed Mahmud Habibur RahmanОценок пока нет
- Ilcs-Smaw-D1.3-Deck (G) WPSДокумент3 страницыIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- Welding Procedure Specification for SMAW of Carbon Steel Butt JointsДокумент2 страницыWelding Procedure Specification for SMAW of Carbon Steel Butt JointstayyabОценок пока нет
- API-1000-11 Rev 0Документ3 страницыAPI-1000-11 Rev 0Mahesh MishraОценок пока нет
- Engineering Standards Manual - Welding Standards Manual - Volume 3 Welding Procedure SpecificationsДокумент3 страницыEngineering Standards Manual - Welding Standards Manual - Volume 3 Welding Procedure SpecificationsAnonymous 6LwW4qi6TiОценок пока нет
- Food Business Approval Process FlowchartДокумент1 страницаFood Business Approval Process FlowchartkamarajinОценок пока нет
- Selecting Process Piping Materials (2007)Документ7 страницSelecting Process Piping Materials (2007)spamfilter02Оценок пока нет
- Chem Iii-Amines-P255 JOB DescriptionДокумент1 страницаChem Iii-Amines-P255 JOB Descriptionlaz_kОценок пока нет
- Datasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1Документ3 страницыDatasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1laz_kОценок пока нет
- Carber Service CatalogДокумент32 страницыCarber Service Cataloglaz_kОценок пока нет
- BarricadesДокумент7 страницBarricadeslaz_kОценок пока нет
- 1609 6538 1 PB Welding ImprovementДокумент14 страниц1609 6538 1 PB Welding ImprovementINNOBUNo7Оценок пока нет
- FlowchartДокумент1 страницаFlowchartlaz_kОценок пока нет
- Trade of Vehicle Body Repair: MIG - Welding FabricationДокумент149 страницTrade of Vehicle Body Repair: MIG - Welding Fabricationlaz_kОценок пока нет
- PWHT Responsibility Assignment Matrix: SR Topic Tasks DetailsДокумент6 страницPWHT Responsibility Assignment Matrix: SR Topic Tasks Detailslaz_kОценок пока нет
- Weldinghuide Eng BohlerДокумент515 страницWeldinghuide Eng BohlerJorge VasquezОценок пока нет
- Metrode ConsumablesДокумент309 страницMetrode Consumablesrodofgod100% (1)
- Datasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1Документ3 страницыDatasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1laz_kОценок пока нет
- Welding Handbook v68Документ390 страницWelding Handbook v68Bryan Brito100% (1)
- Socket Weld LeakДокумент5 страницSocket Weld Leaklaz_k100% (1)
- Electrical Maintenance Supervisor ResumeДокумент3 страницыElectrical Maintenance Supervisor Resumelaz_k100% (1)
- Personnel, Consumable & ToolsДокумент3 страницыPersonnel, Consumable & Toolslaz_kОценок пока нет
- Bonney Forge BrochureДокумент22 страницыBonney Forge BrochureAnonymous dvrhf5Оценок пока нет
- Electrical Maintenance TechniciancvДокумент3 страницыElectrical Maintenance Techniciancvlaz_k100% (1)
- 31Документ1 страница31laz_kОценок пока нет
- Asset Integrity EngineerДокумент4 страницыAsset Integrity Engineerlaz_kОценок пока нет
- Acceptable Levels of Weld Discoloration in Austenitic Stainless SteelДокумент7 страницAcceptable Levels of Weld Discoloration in Austenitic Stainless SteelaladinsaneОценок пока нет
- Sour Service ValvesДокумент6 страницSour Service ValvesUsha MuppallaОценок пока нет
- EN 1090 White Paper17 119019 PDFДокумент24 страницыEN 1090 White Paper17 119019 PDFZaza PokumbaОценок пока нет
- Risk Analysis of Mercury-Contaminated Aluminum Heat ExchangersДокумент16 страницRisk Analysis of Mercury-Contaminated Aluminum Heat Exchangersmostafa_1000Оценок пока нет
- Pipesteel WeldabilityДокумент2 страницыPipesteel Weldabilitylaz_kОценок пока нет
- Guidelines and Application Procedures For API 578 PMI FinalДокумент26 страницGuidelines and Application Procedures For API 578 PMI Finalixotee100% (1)
- Aluminium Plate-Fin Heat Ex Changers - LindeДокумент12 страницAluminium Plate-Fin Heat Ex Changers - LindesoxalОценок пока нет
- Pipe LineДокумент62 страницыPipe LineBahtiar Anak LaNang100% (1)
- Offshore ProtectionДокумент334 страницыOffshore ProtectionSumit PardeshiОценок пока нет
- Material Properties L2 Slides and NotesДокумент41 страницаMaterial Properties L2 Slides and NotesjohnОценок пока нет
- Computers As Components 2nd Edi - Wayne WolfДокумент815 страницComputers As Components 2nd Edi - Wayne WolfShubham RajОценок пока нет
- Department Order No 05-92Документ3 страницыDepartment Order No 05-92NinaОценок пока нет
- Keya PandeyДокумент15 страницKeya Pandeykeya pandeyОценок пока нет
- Weka Tutorial 2Документ50 страницWeka Tutorial 2Fikri FarisОценок пока нет
- Insulators and Circuit BreakersДокумент29 страницInsulators and Circuit Breakersdilja aravindanОценок пока нет
- As 1769-1975 Welded Stainless Steel Tubes For Plumbing ApplicationsДокумент6 страницAs 1769-1975 Welded Stainless Steel Tubes For Plumbing ApplicationsSAI Global - APACОценок пока нет
- Haryana Retial GarmentsДокумент8 страницHaryana Retial Garmentssudesh.samastОценок пока нет
- Continue: Adobe Project Voco DownloadДокумент3 страницыContinue: Adobe Project Voco DownloadLazlo SecretОценок пока нет
- Product Manual 36693 (Revision D, 5/2015) : PG Base AssembliesДокумент10 страницProduct Manual 36693 (Revision D, 5/2015) : PG Base AssemblieslmarcheboutОценок пока нет
- Digital Booklet - Bach ConcertosДокумент14 страницDigital Booklet - Bach Concertosppopgod33% (3)
- 28 Government Service Insurance System (GSIS) vs. Velasco, 834 SCRA 409, G.R. No. 196564 August 7, 2017Документ26 страниц28 Government Service Insurance System (GSIS) vs. Velasco, 834 SCRA 409, G.R. No. 196564 August 7, 2017ekangОценок пока нет
- Yi-Lai Berhad - COMPANY PROFILE - ProjectДокумент4 страницыYi-Lai Berhad - COMPANY PROFILE - ProjectTerry ChongОценок пока нет
- Jurisdiction On Criminal Cases and PrinciplesДокумент6 страницJurisdiction On Criminal Cases and PrinciplesJeffrey Garcia IlaganОценок пока нет
- UKIERI Result Announcement-1Документ2 страницыUKIERI Result Announcement-1kozhiiiОценок пока нет
- Super Flexible, Super Fast, Super Value: Gigabit PTMP Client and PTP With Modular AntennasДокумент5 страницSuper Flexible, Super Fast, Super Value: Gigabit PTMP Client and PTP With Modular AntennasAbdallaОценок пока нет
- Indian Institute of Management KozhikodeДокумент5 страницIndian Institute of Management KozhikodepranaliОценок пока нет
- CSEC IT Fundamentals of Hardware and SoftwareДокумент2 страницыCSEC IT Fundamentals of Hardware and SoftwareR.D. Khan100% (1)
- Marketing ManagementДокумент14 страницMarketing ManagementShaurya RathourОценок пока нет
- C79 Service Kit and Parts List GuideДокумент32 страницыC79 Service Kit and Parts List Guiderobert100% (2)
- New Installation Procedures - 2Документ156 страницNew Installation Procedures - 2w00kkk100% (2)
- 50TS Operators Manual 1551000 Rev CДокумент184 страницы50TS Operators Manual 1551000 Rev CraymondОценок пока нет
- Basic Electrical Design of A PLC Panel (Wiring Diagrams) - EEPДокумент6 страницBasic Electrical Design of A PLC Panel (Wiring Diagrams) - EEPRobert GalarzaОценок пока нет
- Deed of Sale - Motor VehicleДокумент4 страницыDeed of Sale - Motor Vehiclekyle domingoОценок пока нет
- Diagnostic Information For Database Replay IssuesДокумент10 страницDiagnostic Information For Database Replay IssuesjjuniorlopesОценок пока нет
- Death Without A SuccessorДокумент2 страницыDeath Without A Successorilmanman16Оценок пока нет
- 3DS MAX SYLLABUSДокумент8 страниц3DS MAX SYLLABUSKannan RajaОценок пока нет
- CST Jabber 11.0 Lab GuideДокумент257 страницCST Jabber 11.0 Lab GuideHải Nguyễn ThanhОценок пока нет
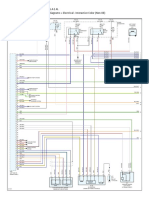
- Engine Controls (Powertrain Management) - ALLDATA RepairДокумент4 страницыEngine Controls (Powertrain Management) - ALLDATA Repairmemo velascoОценок пока нет
- CompactLogix 5480 Controller Sales GuideДокумент2 страницыCompactLogix 5480 Controller Sales GuideMora ArthaОценок пока нет